Изготовление шин – :
Как сделать самодельную автошину — (старые методы) » Полезные самоделки
Старые способы самостоятельного изготовления автомобильных и мото шин.
Автомобильные и мотоциклетные изготавливают с наличием так называемого «каркаса», силовой части, воспринимающей толчки и удары, которые испытывает при движении колесо. Даже на ровной дороге количество таких толчков весьма велико. Если изготовить шину из одной только резиновой массы (а модельные шины именно так и изготовляются), она очень быстро потеряет форму и разрушится, не выдержав прилагаемых к ней нагрузок, Чтобы этого не случилось, в конструкцию шины вводится каркас.
Он состоит из большого количества прочных нитей, которые расположены по всему ее периметру и образуют как бы сетку, которая способна выдерживать высокое давление заключенного в шине воздуха и большое количество толчков и ударов, воспринимаемых шиной извне. А для того, чтобы шина надежно держалась на ободе колеса, в ее борта заформовываются кольца из гибкой стальной проволоки.
А для асфальта изготовляются шины с более мелким рисунком. Поперечный разрез шины показан на рис. 1. и рис. 2
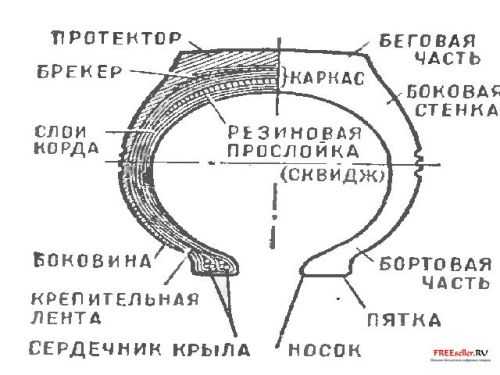
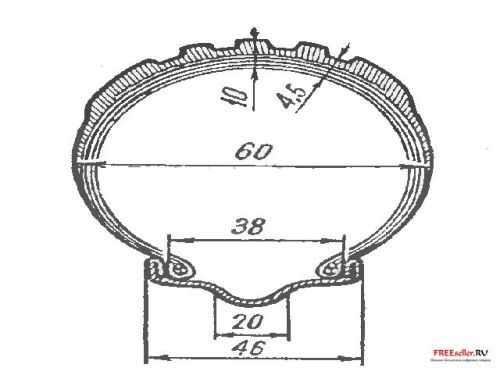
Рис.1. Поперечный разрез самодельной шины.
На микромотоциклах шины работают в исключительно тяжелых условиях. К примеру, если нормальное мотоциклетное колесо при прохождении десяти метров дороги должно повернуться вокруг своей оси восемь раз, то колесо микромотороллера совершает в три или четыре раза больше оборотов, поскольку диаметр его меньше.
Так, при скорости 70 км/час колесо микромотоцикла диаметром 320 мм должно делать 1200 об/мин. При таких больших оборотах частота деформаций шины и нагрев очень велики. Перегрев шины приводит к ее быстрому разрушению. В самых неблагоприятных условиях находится шина заднего колеса.
У микромотоциклов примерно г/з веса приходятся на заднее колесо, которое к тому же охлаждается хуже, чем переднее. Вследствие небольших размеров микромотоциклов и микромотороллеров расстояния между горячим двигателем и колесами очень невелики. От этого шины могут быстро перегреваться.
Поэтому самой трудной проблемой при проектировании шин для микро мототранспорта является увеличение их теплоотдачи. Стенки шины, имеющие большую теплоемкость, не позволяют рассеивать в окружающее пространство необходимое количество тепла.
Уменьшать толщину покрышки можно только в определенных допустимых пределах, поскольку нагрузка на нее очень велика. Учитывая все это, при конструировании микрошин мы руководствуемся следующими соображениями: каркас покрышки изготовляется из двух слоев высокопрочного капронового корда, больше других материалов отвечающего условиям работы в шине, поскольку он обладает малым весом и высоким сопротивлением многократным изгибам. Мы изготовили несколько покрышек из вискозного и хлопчатобумажного корда, каркасы которых ввиду малой прочности пришлось делать 4-х слойными. эти покрышки быстро выходили из строя из-за перегрева.
При накачивании шины воздухом в нитях слоев корда действуют большие растягивающие усилия. Величина этих усилий зависит не только от давления воздуха, но и от количества слоев корда, и от геометрического профиля шины, ее размеров, нагрузки и ширины обода. Каждый профиль шины рассчитан на определенную ширину обода. Применение ободьев от детских роллеров (самокатов) не обеспечивает необходимых условий для нормальной работы шин, даже при скорости движения 40 км/час и нагрузке порядка 50 кг. Для обеспечения необходимых условий работы ободья должны быть значительно шире (не менее 35-З8 мм между буртиками). В этом случае можно изготовить покрышки, рассчитанные на нагрузку 60-80 кг и скорость порядка 60-70 км/час.
Геометрический профиль спроектированной нами шины приведен на рис. 2 в натуральную величину, а конструкция покрышки изображена на рис. 3.
Рис.3. Конструкция авто шины.
Технология изготовление шин (мини завод по производству шин
При работе покрышки важно, чтобы нити корда были хорошо изолированы,, друг от друга резиной и не перетира лись. Для этого между слоями корда (хотя он уже обрезинен) прокладывается тонкий слой резины (0,5 мм), так называемый «сквидж». Для этой цели можно использовать сырую резину, применяемую для ремонта автомобильных камер в автохозяйствах. Наличие слоя эластичной резины между слоями корда и такой же резины поверх всего каркаса не только предотвращает перетирание нитей корда, но сообщает каркасу эластичность и увеличивает прочность связи между слоями каркаса и следующим слоем, называемым брекером.
Брекер — это дополнительный слой эластичной резины толщиной 2- 2,5 мм, служащий для повышения прочности связи каркаса покрышки с протектором. Он предохраняет каркас от возможных пробоев и повреждений. При резких торможении и ускорении получается внутренний сдвиг между малоэластичным, но износостойким слоем протекторной резины и каркасом. Задача брекерного слоя — погасить энергию этого сдвига, не дать шине расслоиться. Резина брекера должна быть эластичной, теплостойкой и прочной на разрыв.
При сборке шины брекерная лента делается шире протекторной на 5-6 мм. Для нее наиболее подходящей является готовая сырая резина на основе изопренового или натурального каучука. Но поскольку такую резину не всегда возможно достать, нами с успехом применяется следующий способ: берем обычную сырую резину, предназначенную для ремонта камер (толщина примерно 0,8-1 мм) и кусок натурального каучука для изготовления резинового клея. Из него остро отточенным ножом вырезаются пластинки толщиной 1-1,5 мм. Затем, тщательно промазав клеем для горячей вулканизации заготовленную полоску из сырой резины и нарезанные пластинки каучука и дав клею подсохнуть 5-6 мин., наклеиваем пластинки на полоску сплошным слоем, без щелей и наползания друг на друга.
Полученная двухслойная лента приклеивается к каркасу стороной из каучуковых пластинок, а затем на нее наклеивается протекторный слой. Протектор изготовляется из высокопрочной, износостойкой резины. Он располагается только на беговой дорожке покрышки. Его толщина зависит от величины самой шины. Для наших шин, имеющих диаметр 320 мм, толщина протектора должна быть в пределах 4-6 мм. Качество протектора определяет долговечность шины, поэтому требования к резине, из которой он изготовляется, несколько иные, чем к резине брекерного слоя. Наилучшей оказывается резина, предназначенная для ремонта протекторов покрышек автомобилей.
Для большего удобства сборки шины двухслойную ленту брекерного слоя и ленту протекторного слоя можно склеить между собой, а затем уже приклеить полученную трехслойную ленту к каркасу покрышки. Ширина протекторной ленты для наших покрышек равна 50-55 мм.
Рисунок протектора может быть различным, в зависимости от назначения шины и условий эксплуатации.
Показанный на рис. 4 рисунок протектора является универсальным. Шины с таким протектором одинаково хорошо работают на дорогах с самыми различными покрытиями.
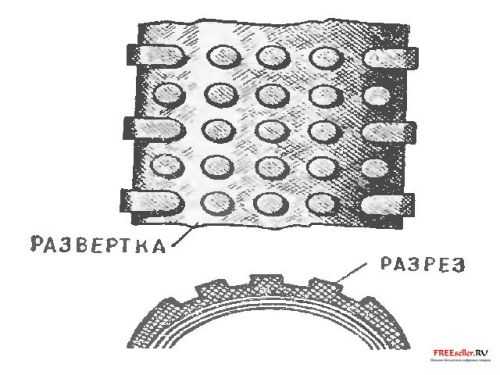
Рис.4. Универсальный рисунок протектора шины.
Изготовление матрицы для получения такого рисунка протектора не представляет трудностей и может быть выполнено даже в домашних условиях.
Для этого берется полоса мягкого алюминия толщиной 4-6 мм (толщина материала определяет желаемую глубину рисунка) и в ней согласно рис. 5 высверливаются отверстия. Затем полоса разрезается ножовкой вдоль по осевой линии на две равные части. В каждой части выпиливаются фасонные пазы, острым ножом снимаются фаски и заусенцы, напильником выравниваются все неровности, а концы, оставшиеся после выпиливания шипов, стачиваются под углом 45°.
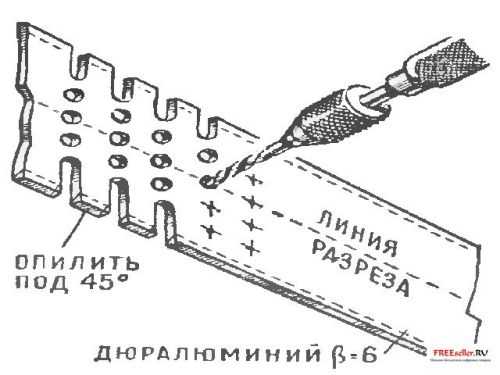
Рис.5. изготовления матрицы для рисунка протектора.
После окончательной зачистки шкуркой части матрицы приклепываются заклепками из мягкой алюминиевой проволоки к половинкам пресс формы с ее внутренней стороны. Такая конструкция пресс формы позволяет избежать сложных фрезерных работ. Сама пресс форма изготовляется путем отливки в землю, из алюминия или другого легкого сплава (нами были использованы для этого старые поршни от автомобильных двигателей, собранные на свалке).
Оснастка для отливки (форма и ящик) показаны на рис. 6. Расплав алюминия можно вести прямо в форме, нагревая его пламенем газовой горелки или, как обычно, в муфельной печи. Мы, например, выполнили отливку на месте ремонта металлической ограды парка, где велись газосварочные работы.
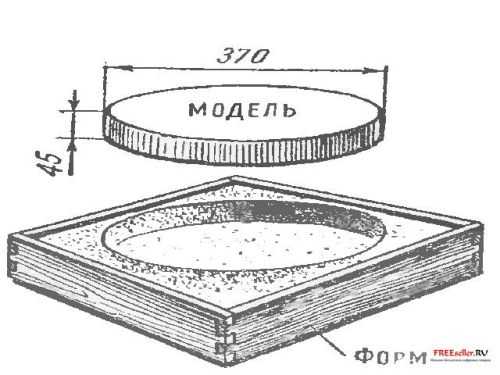
Рис.6. Оснастка для отливки шин.
Отливки надо вынимать из формы, не разрушая ее, и только после полного их остывания. Ускорять остывание, смачивая отливку водой, нельзя.
Подготовка матрицы заканчивается сверлением отверстий под болты, стягивающие ее во время варки покрышки.
Отлитые заготовки для пресс-формы обрабатываются на токарном станке в соответствии с рисунком. Особое внимание должно быть уделено подгонке половинок формы и дисков друг к другу, а также тщательной наклепке решетки протектора (рис. 2).
Сборка покрышки
В качестве оправки для сборки мы используем негодную («лысую», но не деформированную) покрышку от детского самоката. Сначала на наждаке, а потом — шкуркой разной зернистости с нее удаляются остатки протектора, чтобы поверхность стала совершенно гладкой.
Заправив внутрь обработанной таким путем покрышки камеру и слегка подкачав ее воздухом, сшиваем внутренние края покрышки прочными нитками, тщательно прихватывая при этом и бортовые кольца. Расстояние между бортами должно быть одинаковым по всей окружности (рис. 9).
Порядок сборки покрышки на оправке
1) Приготовление кусков обрезиненной кордовой ткани.
Их длина должна быть такой, чтобы после оборачивания вокруг оправки под углом 52° на загиб вокруг бортового, (проволочного) кольца оставалось 20-25 мм.
2) Накачивание воздухом оправки.
3) Укладка первого слоя корда.
При этом необходимо слегка растягивать середину заготовок, увеличивая тем самым расстояние между нитями с таким расчетом, чтобы они были одинаковыми по всему периметру колеса. Нити корда должны ложиться ровно, в один слой, и не наползать друг на друга даже в месте расположения бортового кольца (там, где густота нитей максимальна). Для облегчения укладки не рекомендуется делать слишком широких заготовок корда, удобнее всего ширина 40-50 мм.
4) Укладка бортовых колец из стальной проволоки диаметром 0,25-0,3 мм — очень ответственная операция.
Как показала практика, быстрый выход из строя покрышек от детских самокатов объясняется именно плохим качеством бортовых колец — они расходятся, так как концы их ничем не скреплены, посадочный диаметр покрышки изменяется, и это приводит к саморазбортовыванию колеса. Для изготовления кольца в качестве оправки мы используем сам обод колеса.
Для этого необходимо сначала вырезать полоску из 3-мм резины (например, из старой автомобильной камеры) шириной 10-12 мм и из нее склеить кольцо диаметром несколько меньше посадочного места обода. Это кольцо натягивается на обод, затем из сырой резины толщиной 0,5 мм вырезается ленточка шириной 10 мм и из нее делается один виток вокруг надетого на обод кольца. Наматывая после этого проволоку (8- 10 витков) непосредственно на сырую резину, большой натяг делать не следует, так как можно прорезать тонкой проволокой резину насквозь. Скрепив концы готового кольца скруткой, обильно смажем его клеем, дадим подсохнуть и завернем, не снимая с обода, в ленточку из сырой резины, на которую оно наматывалось. Готовое кольцо снимается с обода вместе с резиновым кольцом, которое можно использовать многократно.
Промазывание клеем и обрезинивание проволочного кольца необходимо для того, чтобы проволока не отслаивалась от борта покрышки при ее дальнейшей обработке.
Для каждой покрышки надо изготовить два кольца. Они тщательно промазываются клеем и укладываются на свои места после укладки первого слоя корда.
5) Оклейка сырой резиной толщиной 0,5-0,7 мм поверхности первого слоя корда.
Приклеенная резина не должна наползать на бортовые кольца. Но не должно оставаться больших промежутков между ними; обклеивать удобнее, предварительно нарезав, сырую резину в виде ленты, немного более широкой, чем расстояние между бортовыми кольцами, а затем — после приклейки — удалить ее излишки при помощи кривых маникюрных ножниц.
6) Заворачивание концов корда вокруг бортовых колец с приклейкой их к слою сырой резины (сквиджу).
Приклеенные концы не должны наползать друг на друга и быть длиннее 15-20 мм. Если они получились длиннее, их необходимо обрезать.
7) Укладка второго слоя корда. Она производится так же, как и первого, с той лишь разницей, что угол наклона нитей корда должен быть противоположен углу наклона первого слоя. Концы нитей корда второго слоя заворачиваются вокруг бортовых колец не наружу, как первого, а внутрь покрышки. Эту операцию удобнее сделать, когда готовая покрышка будет снята с оправки.
8) Приклеивание ленты брекерного слоя.
Лента должна закрывать беговую дорожку и несколько заходить на борта (примерно на 2-3 мм на каждую сторону).
9) Оклеивание бортов сырой резиной.
Применима сырая резина для ремонта камер толщиной 0,5-0,7 мм. Сначала ее нарезают в виде ленты, которая должна наклеиваться плотно к борту покрышки встык с краем уже наклеенной брекерной ленты. При этом надо тщательно приглаживать ленту к борту покрышки, чтобы не образовывались воздушные пузыри. Излишки бортовой ленты обрезаются кривыми ножницами по внутреннему (посадочному) диаметру покрышки.
10) Приклеивание слоя протекторной резины толщиной 4-5 мм.
Протекторная лента не должна заходить на борта покрышки и обязательно плотно прилегать к наклеенной ленте брекерного слоя.
11) Удаление оправки из покрышки.
Для этого из нее выпускают воздух, вынимают из покрышки, после чего второй слой корда заворачивается и приклеивается к внутренней поверхности покрышки с перехлестом порядка 15-20 мм. На этом сборка покрышки заканчивается. Желательно еще обклеить посадочные места собранной покрышки «чефером», то есть слоем обрезиненной ткани полотняного переплетения. Это укрепляет борта, что особенно важно, если покрышка будет эксплуатироваться на колесе, имеющем обод с мелким ручьем. Но если у обода глубокий ручей, как, например, у микромотоцикла «Агидель», — оклейке чефером не обязательна. Лента из чефера наклеивается на посадочные места так, чтобы по наружной стороне покрышки ширина ее равнялась 30-35 мм, а 20-25 мм было завернуто внутрь.
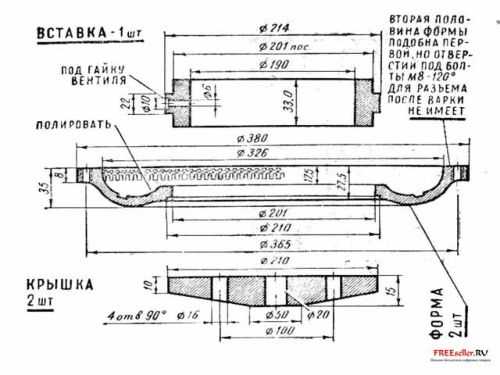
Рис. 7. Пресс-форма для отливки шин.
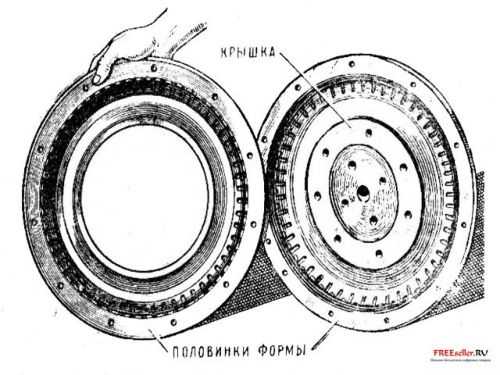
Рис. 8. Пресс-форма с решеткой протектора.
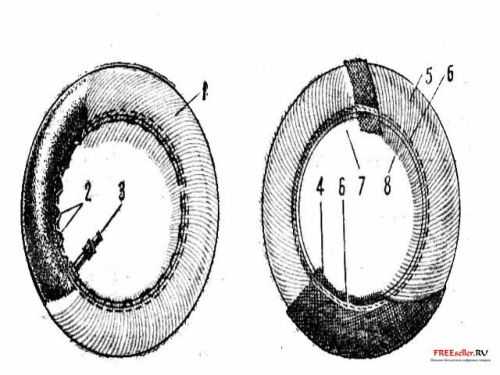
Рис. 9. Порядок сборки покрышки.
1 — участок с уложенным первым слоем, 2 — сшитые края понрышни1 3 вентиль, 4 — прослойка из сырой резины (толщина = 0,5 мм), 5 — второй слой корда, 6 — бортовое кольцо, 7 — завернутые наружу концы корда, 8 — вворачиваемые внутрь края корда.
Собранную описанным способом покрышку необходимо вулканизировать, чтобы придать ей износоустойчивость и прочность. Ведь сырая резина, из которой мы собирали покрышку, потому и называется сырой, что она не обладает достаточной стойкостью против различных механических и химических воздействий. Но после непродолжительного нагревания до определенной температуры сырая резина необратимо меняет свои физико-химические свойства — она становится практически нерастворимой, твердой, упругой, способной выдерживать большие ударные и растягивающие нагрузки и хорошо сопротивляться истиранию. Этот процесс называется вулканизацией.
Вулканизация в настоящее время широко применяется не только в промышленности, но и для бытовых нужд, например, при ремонте резиновой обуви и других предметов обихода. Портативные вулканизаторы, работающие от аккумулятора или снабженные бензиновой горелкой, позволяют ремонтировать автомобильные камеры в пути.
Клей для горячей вулканизации
Такой клей не всегда удается достать, но его можно изготовить и в домашних условиях. Для этого натуральный каучук растворяют в чистом бензине (авиационном, или так называемом «калоша») и на один литр клея добавляют 50 г порошкообразной серы. Если такой серы в готовом виде нет, следует размельчить кусковую серу и просеять ее через металлическое сито с ячейками 0,2X0,2 мм. Перед нанесением клея на поверхность вулканизированной резины она должна быть подготовлена: тщательно зачищена на наждачном круге или вручную — крупнозернистой шкуркой. Касаться пальцами зачищенных поверхностей нельзя. Сырую резину зачищать не нужно. Если ее поверхность окажется загрязненной, достаточно протереть тряпочкой, смоченной в бензине.
Нанеся клей на обе склеиваемые поверхности, их подсушивают на воздухе и плотно прижимают друг к другу, следя За тем, чтобы между ними не оставалось воздушных пузырьков. При склейке колец, варочных или ходовых камер концы ленты надо не только зачистить, но и свести на конус, чтобы толщина склейки не была толще самой ленты. Если клей долго стоял без употребления, его необходимо тщательно размешать, доставая до дна Посуды, в которой он хранился, так как сера со временем осаждается на дно.
В. Петровский, г. Уфа
Категория: Самоделки для бизнеса / Самодельные мини заводы
www.freeseller.ru
Производство Шин Автомобильных и Технология Изготовления

Автомобильные шины – это неотъемлемая часть автомобиля. И ее качество при изготовлении очень важно и не только для водителя автомобиля, но и для его производителя, ведь от этого зависит репутация самого производства. При этом стоит заметить, что на сегодняшний день существует как минимум три разновидности автомобильных шин. Это летние, зимние шины и, конечно же, демисезон. Все они используются для одного транспорта, но имеют несколько разный и внешний вид и в некоторой степени даже несколько разный технологический процесс.
Самые знаменитые производители
На сегодняшний день самыми известными производителями шин во всем мире считаются такие производители, как Michelin (к нему же принадлежат и бренды Kleber, BFGoodrich), Bridgestone (к нему же относятся и бренды Lassa, Firestone, Winterforce, Fuzion) и финская Nokian. Также стоит отметить и GoodYear, Continental, Pirelli, Hankook, Yokohama, Cooper, Kumho,Toyo и многие другие.
Сырье для изготовления
На сегодняшний день количество производителей шин, как отечественного, так и зарубежного производства просто поражает, и иногда конечный покупатель несколько растерян в правильном выборе обуви для своего боевого коня. Но все же если посмотреть на процесс производства шин, то можно увидеть, что какой бы производитель не изготовлял для нас данные шины, все же материал для производства данного используется один и тот же. И это резина. Для ее производства в большинстве случаев используют натуральный или синтетический каучук, а также автокорд.
Стоит отметить, что при производстве шин в обязательном порядке нужно использовать только высококачественную резину, так как именно от качества резины для шин, будет зависеть устойчивость автомобиля при самых разнообразных погодных условиях, качество сцепления шин с дорожным покрытием не зависимо от его состояния и многое другое.
Технология производства шин
Непосредственное производство шин начинается с изготовления специальной резиновой смеси, которая впоследствии и будет использоваться для изготовления шин для автомобилей. В состав данной резиновой смеси в зависимости от технологии ее производства может входить до десятка различных химикатов. Кроме этого в резиновую смесь, которая производится специально для автомобильных шин, могут также добавляться и некоторые другие компоненты, в частности различные красители и многое другое. В некоторых случаях данные компоненты поступают на производство уже готовыми к использованию. Именно данная резиновая смесь будет использоваться для изготовления различных заготовок. Но перед изготовлением заготовок она проходит специальную технологию смешивания составляющих частей, после чего охлаждается и разрезается на специальные листы, которые впоследствии превратятся в самые разнообразные части автомобильных шин. Заготовки, которые формируются из резиновой смеси, являются самыми разнообразными частями будущей шины – это и боковые ее части, и протекторы и многое другое. Стоит отметить, что те части, шины которые будут впоследствии соприкасаться с дорогой, делаются в последнюю очередь с помощью метода вулканизации. При этом именно данный процесс позволяет получить именно тот неповторимый рисунок протектора, который мы очень часто видим на колесах автомобиля. Особого внимания заслуживают изготовление зимних шин, так как именно в этот период случаются самые непредвиденные ситуации на дорогах. Также во время производства заготовок должны в обязательном порядке учитываться и типоразмер будущей шины, это обусловлено тем, что у разных производителей автомобилей разные типоразмеры шин.
После того как из резиновой смеси были изготовлены самые разнообразные детали шины, ее отправляют на станок, где происходит непосредственная сборка шины для автомобиля. При этом стоит отметить, что весь процесс изготовления шины автоматизирован, и участие человека сводится лишь к тому, чтобы следить за правильностью работы тех установок, которые участвуют в производстве.
Видео о том, как делают покрышки на заводе Michelin:
Очень важным процессом в изготовлении шин для автомобилей является процесс проведения контроля над качеством производимой продукции. Если в процессе проведения такого контроля были обнаружены даже самые не существенные дефекты той или иной шины, она в обязательном порядке возвращается на переработку и ни в коем случае не может попасть в розничные сети магазинов для автолюбителей. Нужно сказать, что во время данной проверки автомобильных шин для контроля используются не только визуальный осмотр, но и некоторые другие методы. В частности в некоторых случаях может использоваться и рентген. Кроме этого существуют специальные машины, которые проводят все необходимые тесты, которые позволяют определить, насколько шина того или иного типа соответствует стандартам качества.
Загрузка…moybiznes.org
Как делают шины
Многие автовладельцы имеют общее представление о строении автомобильных шин, но о том, как делают шины, мало кто сможет рассказать. Наиболее распространено представление, что резина заливается в некую форму, из которой затем выпрессовывается готовое изделие.
На самом деле это не так, а изготовление автомобильных шин – это сложный высокотехнологичный процесс, для которого необходимо наличие сложного специализированного оборудования, тщательного автоматизированного контроля и участие специалистов высокой квалификации.

Немного истории
Первая резиновая шина была создана в далеком 1846 году Робертом Вильямом Томсоном. На тот момент его изобретением никто не заинтересовался, и повторно к идее пневматической шины вернулись лишь через 40 лет, когда в 1887 году шотландец Джон Данлоп придумал сделать из поливального шланга обручи, надеть их на колеса велосипеда своего сына и накачать их воздухом.
Спустя три года Чарльз Кингстон Уэлтч предложил разделить камеру и покрышку, вставить в края покрышки кольца из проволоки и посадить их на обод, который затем получил углубление к центру. В то же время были предложены рациональные способы монтажа и демонтажа шин, что позволило применять резиновые покрышки на автомобилях.
Процесс производства шин
Из чего делают
Основной материал, который применяется при производстве шин, резина, изготовленная на основе натурального или искусственного каучука. В зависимости от того, в каких пропорциях и какой каучук добавляется, в конечном итоге получаются летние или зимние автомобильные покрышки.

Так, в резиновую смесь для летних шин добавляется преимущественно искусственный каучук, поэтому резина получается более жесткой, устойчивой к износу, она не «плывет» при высокой температуре и обеспечивает надежное сцепление с дорожным полотном. Чтобы изготовить зимние покрышки, добавляют натуральный каучук, который делает резину более мягкой и эластичной. Благодаря этому зимние шины не «дубеют» даже при очень сильных морозах.
- Помимо каучука в резиновую смесь добавляют множество других компонентов, таких как пластификаторы, наполнители, сажа, вулканизирующие добавки.
- Шина состоит из нескольких элементов, объединенных в одно целое: каркаса или корда, слоев брекера, протектора, борта и боковой части.
Как делают каркас
Корд будущей покрышки делают из металлических, текстильных или полимерных нитей на специальном станке – «шпулярнике». От множества катушек проволока нити сходятся в одном месте. В общих чертах конструкция напоминает ткацкий станок. Далее сплетенный корд попадает в экструдер, где происходит его обрезинивание.
Готовый каркас впоследствии раскраивается на полосы разной ширины, для производства шин разной размерности. И сматывается в катушки для хранения и транспортировки. Поскольку невулканизированная резина очень липкая, во избежание порчи каркаса между слоями вставляются прокладки.
Как делают протектор
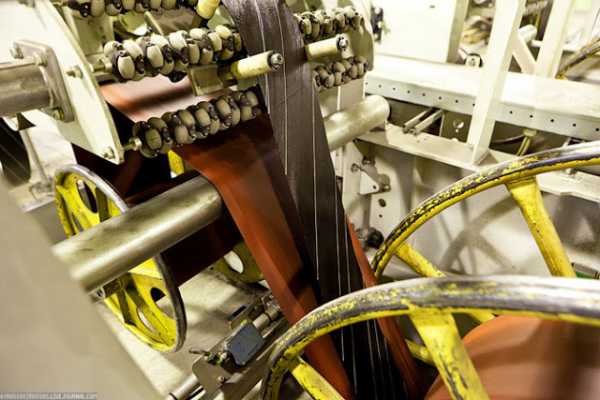
 Следующий этап производства – создание протектора. Лента обрезиненного корда заправляется в станок, который методом экструзии превращает ее в протектор. Чтобы работники могли визуально быстро определить размерность будущей покрышки, на протектор краской делают цветные линии.
Следующий этап производства – создание протектора. Лента обрезиненного корда заправляется в станок, который методом экструзии превращает ее в протектор. Чтобы работники могли визуально быстро определить размерность будущей покрышки, на протектор краской делают цветные линии.Боковая часть
Борт покрышки состоит из бортового кольца и слоя вязкой воздухонепроницаемой резины. Производство бортов шин начинается с того, что металлическая проволока обрезинивается, после чего закручивается под требуемый радиус колесного диска и нарезается кругами. После этого на станке осуществляется сборка. Подробнее этот процесс можно посмотреть на видео.
Сборка
Предпоследний этап – сборка готовой покрышки. Осуществляется она на станке, на который поступают все готовые элементы. Обслуживают станок два работника: сборщик и перезарядчик.
Первый навешивает бортовые кольца, а второй вставляет катушки с компонентами. После этого станок все делает автоматически: соединяет части воедино и раздувает заготовку воздухом под протектор с брекером. Почти готовую шину взвешивают и осматривают на предмет наличия дефектов. Этот процесс также можно посмотреть на видео.
Вулканизация
Последний этап производства – вулканизация. Шина обрабатывается горячим паром под давлением 15 бар и при температуре порядка 200 градусов по Цельсию. В результате каучук, сажа и всевозможные присадки спекаются, а на поверхности покрышки при помощи пресс-форм наносится рисунок протектора и надписи. Готовые шины проверяются на соответствие всем требуемым характеристикам.
znanieavto.ru
Материалы, применяемые для изготовления шин
Изготовление шин — это сложный технологический процесс, подразделяющийся на три независимых производства:
- изготовление покрышек
- камер
- ободных лент
Основные этапы в производстве шин:
- приготовление резиновых смесей
- выпуск деталей (для покрышек, камер и ободных лент)
- сборка покрышек
- вулканизация (покрышки предварительно формуются)
Применяемые для изготовления шин материалы (кордные ткани, резины и т.п.) очень разнообразны, обладают различными свойствами и используются в зависимости от назначения шин и условий их эксплуатации. Шинные материалы в значительной степени определяют долговечность шин и их стоимость, эксплуатационные качества мотоцикла и т.д.
Корд и другие текстильные материалы
Основным материалом является корд, из которого изготовляют каркас покрышек.
Корд — это безуточная ткань, нити которой свиты из 2—3 и более тонких нитей-стренг. В свою очередь каждая стренга свита из 1—5 нитей пряжи. Каждая нить пряжи скручена из волокон.
Такая структура нитей придает каркасу, сделанному из корда, высокую работоспособность при восприятии им значительных динамических нагрузок и знакопеременных деформаций. Для производства шин в настоящее время применяют два типа кордов — синтетический (вискозный) и полиамидный (капроновый).
Вискозный корд пришел на смену ранее применявшемуся хлопчатобумажному. По сравнению с хлопчатобумажным вискозный корд обладает большей прочностью при меньшей толщине нитей и в то же время имеет меньшую стоимость. Однако он очень гигроскопичен, причем увеличение влажности значительно снижает его прочность.
Вискозный корд применяется в шинах для дорожных мотоциклов.
Спортивные шины, работающие в более жестких условиях, чем дорожные — при очень высоких скоростях движения, значительных динамических нагрузках, больших деформациях и т.п., изготовляют из капронового корда.
Капроновый корд обладает большей, чем вискозный, разрывной и усталостной прочностью, малым весом, большими удлинениями. Поэтому шины из капронового корда легче, прочнее, лучше сопротивляются воздействию сосредоточенных и динамических нагрузок (т. е. меньше подвержены пробоям и разрывам).
Применение капронового корда в шинах позволяет снизить слойность каркаса (с четырех до двух) при сохранении запаса прочности и улучшении эксплуатационных характеристик шин.
Кроме корда при изготовлений шин для улучшения монолитности бортовых колец применяют (для их обертки) хлопчатобумажную ткань квадратного плетения — бязь.
Шинные резины
Резину получают при смешении и последующей вулканизации (нагрев до 150—160° С) различных компонентов, основными из которых являются:
- каучук
- сажа
- сера
Разнообразием характера работы, выполняемой различными частями и деталями шины, вызвано применение при производстве шин резин с различным качественным и количественным содержанием компонентов и, следовательно, с разными физико-механическими свойствами.
Резины, применяемые в производстве шин, подразделяются по назначению на следующие основные группы:
- протекторные
- каркасные
- бортовые
- камерные
Условиями работы шин определяются основные требования к протекторным резинам: высокая сопротивляемость абразивному износу, образованию и разрастанию трещин, порезам, сопротивление старению и термостойкость, т. е. сохранение физико-механических свойств при длительном (в процессе всего срока эксплуатации) воздействии солнечных лучей, озона и кислорода воздуха, а также при повышении температуры в результате длительного движения, особенно при высоких скоростях.
Учитывая, что подавляющее большинство шин выходит из строя из-за износа рисунка протектора, износостойкость является главным требованием, предъявляемым к протекторной резине.
В первую очередь это относится к шинам для дорожных мотоциклов и спортивных, предназначенных для ШКГ.
Исходя из этого, протектор дорожных шин изготавливают на основе комбинации синтетических каучуков (СК) — стереорегулярного полибутадиенового (СКД) и бутлдиенметилстирольного (БСК) с большим наполнением активной сажей ПМ-100.
Резина на основе указанных компонентов обеспечивает высокую износостойкость протектора, однако обладает большой жесткостью.
Элементы рисунка протектора спортивных шин, предназначенные для кросса и многодневных соревнований, имеют довольно большую высоту и при эксплуатации подвергаются значительным деформациям. Поэтому применение в протекторе таких шин резин с большой жесткостью приводит к образованию трещин и скалыванию элементов рисунка.
В связи с этим протектор шин для кросса и многодневных соревнований изготавливают на основе комбинации натурального каучука (НК) с добавлением синтетического каучука типа СКД, поскольку резина на такой основе обладает высокой эластичностью, прочностью, стойкостью к многократным деформациям, износостойкостью и т.п.
Каркасные резины, изолирующие нити корда друг от друга, должны обеспечивать хорошую прочность связи между элементами покрышки, обладать высокой усталостной выносливостью при многократных деформациях, малой жесткостью и высоким сопротивлением тепловому старению. Каркасные резины для мотоциклетных шин изготовляют с применением НК, БСК и полиизопренового (СКИ-3) каучуков.
Камерные резины для мотоциклетных шин должны обладать:
- воздухонепроницаемостью
- хорошей сопротивляемостью разрыву
- теплостойкостью
- незначительными остаточными деформациями при удлинении
Их изготовляют из НК.
Резину для ободных лент делают на основе СК с большим наполнением регенерата.
Бортовая проволока
Бортовые кольца покрышек изготавливают из стальной проволоки диаметром 1 мм и сопротивлением разрыву — 180—200 кгс/мм2. Бортовая проволока для лучшей связи с резиной латунируется.
ustroistvo-avtomobilya.ru
Как производят шины для машины.: chistoprudov — LiveJournal
Фотоэкскурсия по знаменитому Ярославскому шинному заводу, одному из крупнейших шинных заводов центрального региона России. Репортаж из цехов, где производят и тестируют шины марки «Cordiant» для легковых автомобилей.
Я и до этого знал, что шина — предмет не простой. Оказалось, что производство еще сложнее, чем я представлял. И самое главное, я узнал секрет, откуда берутся усики на новой резине и зачем они нужны!
1. Немного истории:
Не многие знают, что давным давно шины были деревянными или металлическими (так мне рассказывали в институте). Первая в мире резиновая шина была сделана Робертом Уильямом Томсоном в 1846 году, однако автором пневматической шины считают шотландца Джона Данлопа, который в 1887 году придумал надеть на колесо трехколесного велосипеда своего 10-летнего сына широкие обручи, сделанные из шланга для поливки сада, и надуть их воздухом. Именно с велосипедов и началась эра пневматических шин.

2. Основными материалами для производства шин являются резина, которая изготавливается из натуральных и синтетических каучуков и корд.
Производство шины начинается с приготовления резиновых смесей, которые могут включать в себя до 10 химикатов, начиная от серы и углерода и заканчивая каучуком. Из смесей на специальных станках методом экструзии делают различные заготовки для будущей шины.

3. Так, например, выглядит будущий корд на конвейере.

4. На отбракованном участке заготовки можно увидеть «скелет шины» — каркас, который изготавливается из высокопрочного металлокорда. Многие недалекие автовладельцы считают, что шину пора выкидывать только тогда, когда она стирается до корда.

5. На станках изготавливаются компоненты для сборки. Процесс экструзии для большинства изделий схож, и компоненты выглядят примерно одинаково — на выходе из станка получается длинная резиновая лента.

6. Резина до вулканизации очень липкая, поэтому материал наматывают в бобины прокладывая каждый виток защитным слоем.

7. Все компоненты сортируют по типоразмеру шины, на каждую бобину приклеивают штрих-код, чтобы можно было в любой момент понять для какого типа шин изготовлен материал.

8. Станки с гигантскими катушками изготавливают бортовые кольца. Бортовое кольцо — важный элемент шины, который изготавливается из множества витков обрезиненной бортовой проволоки. Это нерастяжимая, жесткая часть шины, с помощью которой происходит фиксация на ободе диска.

9. Много-много нитей сплетаются в ряды, которые далее обрезиниваются.

10. Этот станок закругляет обрезиненную проволоку в кольцо под необходимый посадочный размер диска. Слева в кадре — ленты проволоки, справа — готовые кольца.

11. Готовые бортовые кольца.

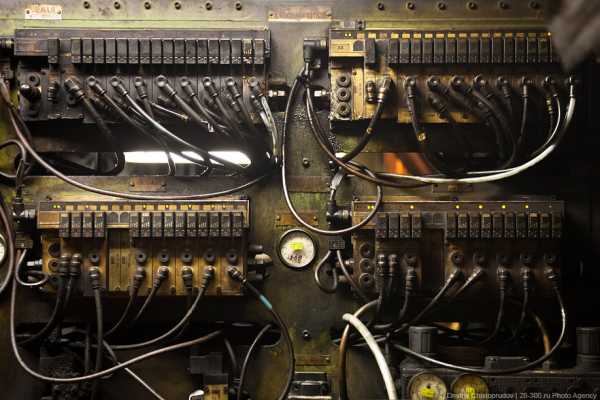
12. На сборочных станках все детали шины соединяются в единое целое. Необходимые компоненты с бобин загружаются на ленты конвейера.

13. Так выглядит протекторная заготовка. До вулканизации это просто толстая полоса резины без рисунка протектора. Цветные линии — специальная кодировка, чтобы можно было быстро и четко понять, какой у шины радиус, ширина и высота профиля и т.д. (своеобразный штрих-код шины).

14. Бабина с заготовкой раскручивается, компонент уходит на конвейер, а защитный слой, (коричневая лента, чтобы материал не слипался) наматывается на другую катушку.

15. Дальше начинается этап «Слава роботам!». Все происходит очень быстро и далеко не сразу можно разобраться, что к чему. На сборочный барабан последовательно накладываются слои с разных лент конвейера.
Увеличить изображение
16. Потом приезжает большой робот и ловко раздувает заготовку воздухом, что-то сминает, сжимает и заворачивает и получается полуфабрикат шины.
Увеличить изображение
17. По конвейерным линиям заготовки отправляются в цех вулканизации.

18.

19. Здесь шина подвергается термовоздействию горячим паром под высоким давлением. Каучук, техуглерод и присадки «спекаются» в единое целое, а на внешние и внутренние поверхности шины с помощью пресс-форм наносятся рисунок протектора, надписи и другие технические профили.

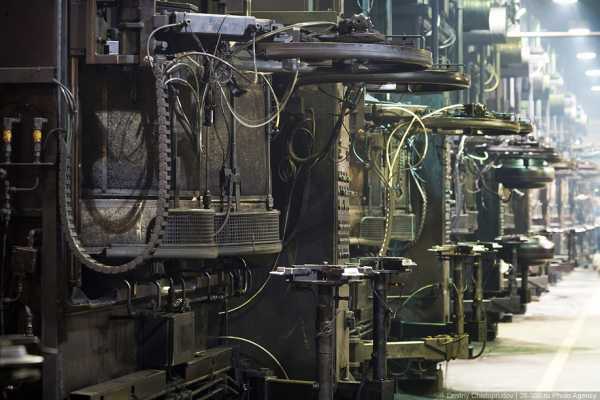
20. В цеху целые ряды установок вулканизации с прессформами для различных типов шин.
21. Слева идет процесс вулканизации, а справа пустая камера с диафрагмой, которая раздувает шину под высоким давлением.

22. Заготовка в камере, сверху видны прессформы. Под давлением по боковинам и протектору прорисовывается рельефный рисунок. Происходит химическая реакция (вулканизация), которая придает резине эластичность и прочность.

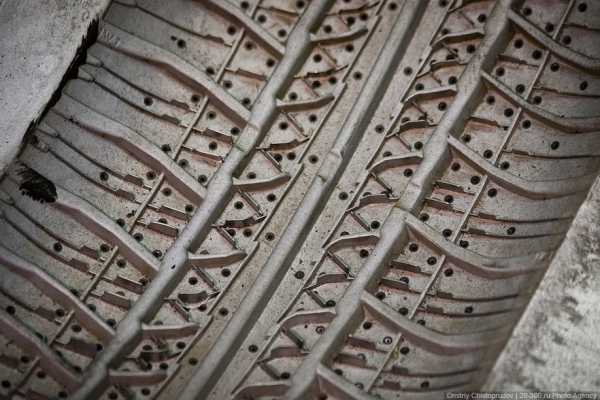
23. Так выглядит разобранная прессформа. Со временем от высокой температуры и давления прессформа загрязняется и ее следует очищать.

24. Прежде всего забиваются каналы для отвода воздуха при вулканизации. Именно из-за этих каналов и образуются те загадочные «усики» на новых шинах.
25. Прессформы для боковин.

26. Цех, где очищают загрязнившиеся прессформы.

27. Историческая справка:
В июне 1943 г. в результате налета немецкой авиации, завод был полностью разрушен. Но уже в конце сентября последствия бомбардировки были ликвидированы, завод восстановлен.
1950-е гг. Впервые в СССР завод начал выпускать бескамерные шины: для легковых автомобилей «Победа», «Волга», «ЗИМ».
Конец 50-х. Страна переживала «шинный кризис», увеличивался простой автотранспорта из-за дефицита шин.
1966 г. Выпущена 100-миллионная шина.
1969 г. ЯШЗ первому из отечественных заводов было дано право выпускать шины для нового легкового автомобиля «Жигули».

28. Внутри установок по вулканизации безумно красиво!

29. Вот где нужно было снимать Терминатора.

30.
31.

32. Готовые шины поступают на общий конвейер и отправляются на окончательный контроль качества шин перед отправкой потребителям.

33.

34. На контроле производится визуальный осмотр шин.

35. Дальше в работу снова включается робот, который проверят динамические характеристики каждой шины.

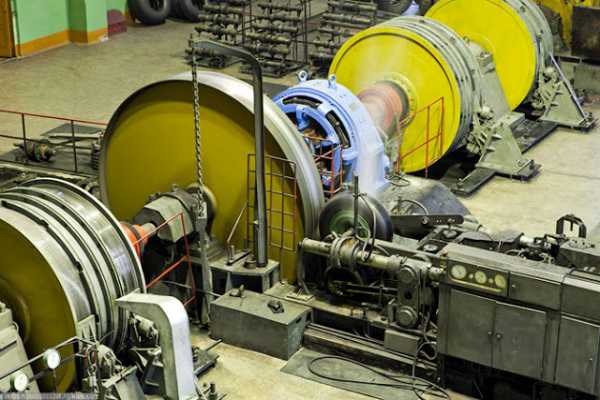
36. Все новые модели обязательно проходят стендовые и лабораторно-дорожные испытания в заводском опытно-испытательном центре, которые ведутся на специальных станках, где моделируются условия эксплуатации, в несколько раз превышающие по воздействию дорожные.

37. Диски под все типы шин.

38. А так выглядит стенд для испытания сразу шести шин одновременно.

39. А это — авиационные шины. Как их производят — большой секрет! На предприятиях компании «СИБУР – Русские шины», выпускающих шины марки Cordiant производится не только продукция для широкого круга потребителей, но и специальные изделия, например шины для истребителя 5-го поколения, известного как Т-50, или ПАК-ФА.

40. Чтобы посмотреть на производство авиационных шин нужно получать разрешение в ФСБ.

41. В этом цехе установлены стенды, где имитируют скорости и нагрузки на колесо при взлете и посадке самолета.

42.

43. Вот так производятся шины Cordiant.
«Современное сборочное оборудование — это полностью автоматизированное производство, в рамках которого человеку отводится лишь минимальная роль. Автоматизация производства уменьшает влияние человеческого фактора на качество шин, что приводит к значительному улучшению эксплуатационных характеристик конечного продукта.»

Большое спасибо Павлу Кукушкину, Кремневу Юрию и Герастовскому Александру за организацию съемки!
Репортажи коллег: http://tesey.livejournal.com/452292.html
russos обещал снять видео, как работает станок «Слава роботам», будет интересно!
<center><a href=»http://chistoprudov.livejournal.com/54057.html» title=»Как производят шины для машины»><img src=»http://img-fotki.yandex.ru/get/5405/delion.11/0_40568_408cae9d_orig.jpg» /></a>
<a href=»http://chistoprudov.livejournal.com/54057.html»><strong>Как производят шины для машины</strong></a></center>
Каталог всех моих записей.
Дмитрий Чистопрудов, фотоагентство Vostok. По вопросам проведения съемок пишите на электронную почту [email protected]
chistoprudov.livejournal.com
Как делают шины на Ярославском шинном заводе
Ярославский шинный завод — одно из старейших шинных предприятий России. Мы посмотрим, как производятся и тестируются современные автомобильные шины Cordiant.

Первая в мире резиновая шина была сделана Робертом Уильямом Томсоном в 1846 году, но его изобретение не было развито в серийное производство. Повторно идея пневматической шины возникла только в 1887 году, когда шотландец Джон Данлоп придумать надеть на колесо трехколесного велосипеда своего 10-летнего сына широкие обручи, сделанные из шланга для поливки сада, и надуть их воздухом.
А уже в 1890 г. молодой инженер Чальд Кингстн Уэлтч предложил отделять камеру от покрышки, вставлять в края покрышки проволочные кольца и сажать на обод, который впоследствии получил углубление к центру. Тогда же англичанин Бартлетт и француз Дидье изобрели вполне приемлемые способы монтажа и демонтажа шин. Всё это определило возможность применения пневматической шины на автомобиле.
Основными материалами для производства шин являются резина, которая изготавливается из натуральных и синтетических каучуков, и корд. Кордовая ткань может быть изготовлена из металлических нитей (металлокорд), полимерных и текстильных нитей. Шина состоит из каркаса, слоев брекера, протектора, борта и боковой части. На фотографии вы видите будущий корд.
На фотографии вы видите будущий корд.Невулканизированная резина очень липкая, поэтому она сматывается в бобины с прокладкой из специального материала, который потом позволяет её легко размотать.
 Заготовки в таких вот бобинах отправляются на склад. Таблички с цифрами — это размеры ширины корда.
Заготовки в таких вот бобинах отправляются на склад. Таблички с цифрами — это размеры ширины корда. Здесь начинается производство протектора. Лента резины заправляется в машину, где методом экструзии превращается в будущий протектор.
Здесь начинается производство протектора. Лента резины заправляется в машину, где методом экструзии превращается в будущий протектор. Для быстрой визуальной оценки размера шины на протектор наносится цветовая маркировка.
Для быстрой визуальной оценки размера шины на протектор наносится цветовая маркировка. Борт позволяет покрышке герметично садиться на обод колеса. Для этого предназначены бортовые кольца и внутренний слой вязкой воздухонепроницаемой (для бескамерных шин) резины.
Борт позволяет покрышке герметично садиться на обод колеса. Для этого предназначены бортовые кольца и внутренний слой вязкой воздухонепроницаемой (для бескамерных шин) резины. Проволока с этих катушек поступает на станок, где покрывается резиной.
Проволока с этих катушек поступает на станок, где покрывается резиной.
На этом станке обрезиненная проволока закручивается под необходимый диаметр и нарезается кружочками.
 Получаются такие вот бортовые кольца, которые являются основой для производства всего борта.
Получаются такие вот бортовые кольца, которые являются основой для производства всего борта. Борт собирается здесь. Чуть ниже вы найдете видео этого процесса.
Борт собирается здесь. Чуть ниже вы найдете видео этого процесса. Самый интересный этап — сборка покрышки. На этот станок поступают все необходимые заготовки.
Самый интересный этап — сборка покрышки. На этот станок поступают все необходимые заготовки.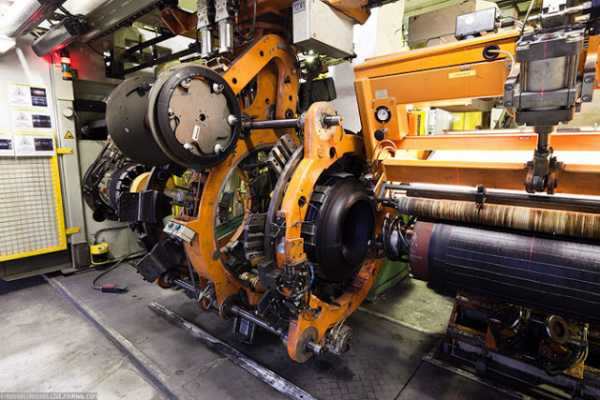 Станок из класса «Слава роботам!». Сборщик только навешивает бортовые кольца.
Станок из класса «Слава роботам!». Сборщик только навешивает бортовые кольца.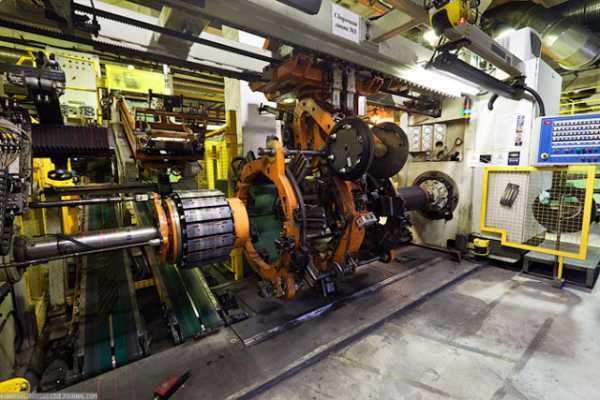 А дальше аппарат все делает сам: он собирает все компоненты покрышки и раздувает заготовку воздухом под протектор с брекером.
А дальше аппарат все делает сам: он собирает все компоненты покрышки и раздувает заготовку воздухом под протектор с брекером.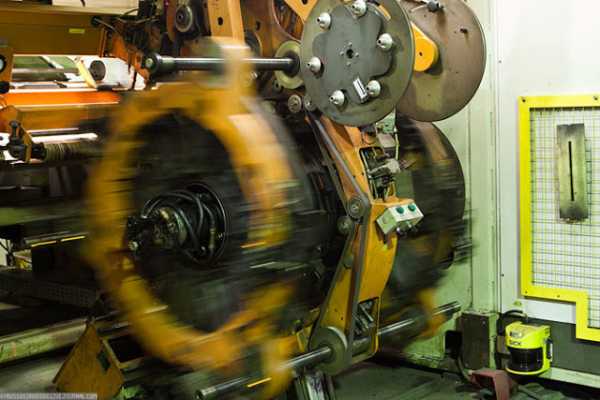
После сборки покрышки она по конвейеру отправляется дальше…
 … где её ждет контроль — проверка веса и визуальный осмотр на дефекты.
… где её ждет контроль — проверка веса и визуальный осмотр на дефекты.  После этого заготовка отправляется в самый интересный цех, где происходит вулканизация. Но сначала посмотрим на процесс подготовки пресс-форм.
После этого заготовка отправляется в самый интересный цех, где происходит вулканизация. Но сначала посмотрим на процесс подготовки пресс-форм.  Сама по себе пресс-форма состоит из нескольких сегментов, которые образуют рисунок протектора, надписи и все линии на боковинах. И самое главное — усики на новых шинах!
Сама по себе пресс-форма состоит из нескольких сегментов, которые образуют рисунок протектора, надписи и все линии на боковинах. И самое главное — усики на новых шинах!  Оказывается, усики — это каналы для отвода воздуха при вулканизации. И при использовании они забиваются первыми. После этого пресс-форму надо очищать.
Оказывается, усики — это каналы для отвода воздуха при вулканизации. И при использовании они забиваются первыми. После этого пресс-форму надо очищать.  Горячий процесс — горячий цех!
Горячий процесс — горячий цех!  На этих станках происходит процесс вулканизации.
На этих станках происходит процесс вулканизации.  Заготовка шины подается внутрь. Снаружи она обжимается пресс-формой, а внутри раздувается пузырь, чтобы покрышка не провалилась в себя. При этом подается горячий пар под высоким давлением.
Заготовка шины подается внутрь. Снаружи она обжимается пресс-формой, а внутри раздувается пузырь, чтобы покрышка не провалилась в себя. При этом подается горячий пар под высоким давлением.  Покрышка установлена на место, и сейчас сверху опустится пресс-форма.
Покрышка установлена на место, и сейчас сверху опустится пресс-форма.  Это нерабочий станок, но здесь видны те самые надувающиеся пузыри.
Это нерабочий станок, но здесь видны те самые надувающиеся пузыри.  Тут очень жарко, и какая-то особая дымка.
Тут очень жарко, и какая-то особая дымка.  Если заглянуть внутрь станка вулканизации, то можно увидеть индустриальную красоту в первозданном виде.
Если заглянуть внутрь станка вулканизации, то можно увидеть индустриальную красоту в первозданном виде. 

 После вулканизации готовая покрышка снова проходит контроль. На этом месте специальные работницы осуществляют визуальный осмотр.
После вулканизации готовая покрышка снова проходит контроль. На этом месте специальные работницы осуществляют визуальный осмотр.  Далее каждая покрышка уже автоматически проверяется на соответствие всем необходимым параметрам.
Далее каждая покрышка уже автоматически проверяется на соответствие всем необходимым параметрам. На заводе постоянно идет процесс изготовления новых смесей, составов и рисунков протектора для новых шин. Это все испытывается на специальных машинах.
 Разобранная машина для испытаний. Маховик вращается электромотором, а шина крутится уже от него.
Разобранная машина для испытаний. Маховик вращается электромотором, а шина крутится уже от него.  Новый станок, который позволяет испытывать в разных погодных условиях шесть покрышек одновременно.
Новый станок, который позволяет испытывать в разных погодных условиях шесть покрышек одновременно. 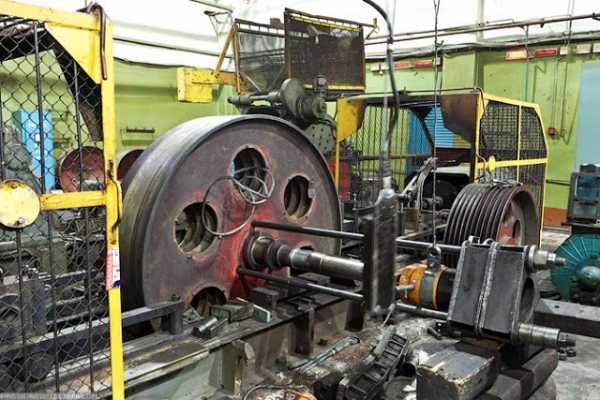 В этом ангаре проходят испытания авиационных шин на взлеты и посадки.
В этом ангаре проходят испытания авиационных шин на взлеты и посадки.  Очередной цикл испытания при взлете.
Очередной цикл испытания при взлете. 
А вот посмотреть на производство авиационных шин просто так нельзя — для этого нужно разрешение ФСБ и прочие бюрократические заморочки.
опубликовано: blog.auto-sklad.com
Похожие материалы:
blog.auto-sklad.com
Новые технологии в производстве шин
В настоящее технократическое время всевозможные технологии развиваются настолько стремительно, что даже самые последние новинки зачастую устаревают, не успев получить широкого распространения. В такой ситуации конечный потребитель получает максимум преимуществ, поскольку жёсткая конкуренция производителей заставляет их максимально приближать свою продукцию к совершенству.
Новые технологии неизменно привлекают внимание общественности. Естественно, что автомобилистов в первую очередь интересуют «новинки», связанные непосредственно с обожаемыми «железными скакунами». Поэтому далее речь пойдет о последних концептах от легендарных производителей автошин.
Вездесущая реклама обещает потребителю сверхнадёжные и долговечные покрышки от различных брендов. При этом, в подобных видеороликах показаны спокойные водители, уверенные в своём доминировании на дороге, которое подкреплено наличием новейшей резины с потрясающими характеристиками и стильной внешностью. Но что же происходит в реальности? Привнесём немного скептицизма в столь «сладкую» картинку.
ТОП технологий будущего в производстве шин
Первое, что приходит в голову при упоминании новинок шинного производства — технология «Ран Флэт». Оригинальное название на английском языке — «Run Flat». Эти колеса применяются уже несколько лет, и спрос на подобную продукцию неизменно растёт. Очевидно, что автопокрышки с технологией «Run Flat» предпочитают владельцы машин, для которых безопасность дорожного движения является приоритетом. Кроме того, такая резина идеально соответствует условиям эксплуатации различных внедорожников, которых на улицах сегодня становится всё больше.
 Следует напомнить, что покрышки «Ран Флэт» с утолщённой боковой поверхностью и усиленным кордом дают возможность автомобилю проехать ограниченное количество километров даже при полной потере давления в камере. Однако, рассмотренная технология, хоть и эффективна, но относится к новшествам исключительно премиум-класса.
Следует напомнить, что покрышки «Ран Флэт» с утолщённой боковой поверхностью и усиленным кордом дают возможность автомобилю проехать ограниченное количество километров даже при полной потере давления в камере. Однако, рассмотренная технология, хоть и эффективна, но относится к новшествам исключительно премиум-класса.
Далее вашему вниманию представлен ТОП инноваций в шинной сфере, которые в ближайшем времени будут запущены в массовое производство.
Goodyear и Dunlop
Два гиганта шинной индустрии, объединив общие усилия, порадовали своих поклонников анонсами трёх оригинальных идей, которые должны воплотиться в жизнь в ближайшем будущем.
Первая технология, которая должна появиться в течение десяти лет, представляет собой колесо с парой камер, функционирующих независимо, и разделённых прослойкой из нейлона. При повреждении одной из камер, вторая будет продолжать передавать информацию. Кроме того, создатели технологии утверждают, что такое колесо будет меньше качать, а безопасность сохраниться на высшем уровне несмотря на уменьшенную площадь контакта.
Вторая новинка от Goodyear и Dunlop — это шина с механизмами самообеспечения, которую поставят на конвейер в течении 5-8 лет. В авторезину интегрированы миниатюрные компрессоры и всевозможная дополнительная электроника, которые обеспечивают стабильное распределение давления внутри колеса. Единственным вопросом, который хочется задать производителям, является стоимость технологии AMT и её доступность на отечественном рынке.
В третьем случае Goodyear и Dunlop, воспользовавшись помощью специалистов из DuPont Biosciences, создали особую масляную смесь Biolsoprene, которая применяется для синтеза, идентичного натуральному, синтетического каучука. В итоге производитель планирует в течение 10-ти лет снять все вопросы с зависимостью от нефтепродуктов и природного каучука.
Falken
Японский шинный гигант предлагает автолюбителям свою новую продукцию, которая отличается от аналогов прочих производителей тем, что при производстве применены натуральные материалы. Таким образом Falken пытается максимально снизить применение синтетического каучука.
Современные покрышки содержат около 70-ти процентов синтетики на основе ископаемых минералов. Инженеры и разработчики Falken, чтобы восстановить паритет в соотношении минеральных и растительных материалов, создали шины модели Enasave 100. В данной серии минеральные компоненты заменены на растительные абсолютно без потери свойств авторезины.
Отметим, что работа над данным проектом велась более 13-ти лет, а на рынке новинка появится в 2017-2019 годах.
Bridgestone Air Free
 Диск на основе перегородок из резины от японского концерна Bridgestone выглядит весьма многообещающе. Разработка под названием Air Free не подразумевает накачку воздухом вовсе — это и является основной целью инженеров. По мнению производителя, независимость от воздуха существенно снизит риски возникновения опасных аварийных ситуаций на дорогах, которые зачастую возникают в результате проколов и порезов покрышек.
Диск на основе перегородок из резины от японского концерна Bridgestone выглядит весьма многообещающе. Разработка под названием Air Free не подразумевает накачку воздухом вовсе — это и является основной целью инженеров. По мнению производителя, независимость от воздуха существенно снизит риски возникновения опасных аварийных ситуаций на дорогах, которые зачастую возникают в результате проколов и порезов покрышек.
Данный долгосрочный проект безусловно требует доработок, особенно в плане повышения комфорта и использования изделия на высоких скоростях. С дугой стороны, в компании отмечают стойкое соединение и минимальный износ подобной продукции. Новинку от Bridgestone можно ожидать на рынке уже в 2016-2018 году.
Goodyear
Компания Goodyear отличилась также и в сфере экономии. На сей раз задачей инженеров и конструкторов было замещение 20-ти процентов используемых в резине компонентов, на материалы на основе соевого масла. Подобное решение обеспечивает максимально устойчивое соединение с кремнезёмом, а также экономию нефтепродуктов.
Что в итоге получит потребитель, и как изменятся характеристики шин пока неизвестно, но безусловно новинка заслуживает внимание. Её появление на рынке ожидается уже в текущем 2016 году.
Dunlop
Сегодня для контроля над всевозможными параметрами повсеместно используются различные сенсоры, датчики и чипы. Именно применением подобных девайсов и руководствовались инженеры бренда Dunlop, приступая к разработке очередной высокотехнологичной новинки компании. Точное название будущего продукта британского производителя неизвестно. Однако «общительный» датчик всерьёз заинтриговал экспертов.
Устройство предназначено для обеспечения диалога между владельцем авто и колёсами. Инновационный чип способен передавать максимальное количество актуальной информации о состоянии шин. При этом, он совмещает свою работу с антиблокировочной системой тормозов. По заверению производителя изначально новинка будет устанавливаться на последних моделях авто, которые будут выпускаться в конце 2016-го года. В будущем же чипы можно будет монтировать в колёса транспортных средств вторичного рынка. Важно то, что модель самого колеса значения иметь не будет.
ContiSilent от Continental
 Изюминка концептуальной модели от Continental под названием ContiSportContact 5 является собственная новейшая технология ContiSilent. В этом имени слово Silent (тихий) имеет ключевое значение, поскольку использование резины данной модели позволяет понизить уровень шума в салоне авто на 70 процентов в сравнении с обычными шинами. Достигается такой эффект нанесением особого слоя на внутреннюю поверхность шины.
Изюминка концептуальной модели от Continental под названием ContiSportContact 5 является собственная новейшая технология ContiSilent. В этом имени слово Silent (тихий) имеет ключевое значение, поскольку использование резины данной модели позволяет понизить уровень шума в салоне авто на 70 процентов в сравнении с обычными шинами. Достигается такой эффект нанесением особого слоя на внутреннюю поверхность шины.
На сегодняшний день технология ContiSilent реализуется на шинах двух типоразмеров. Конкретно, данная «обувка» поставляется для автомобилей немецкого бренда Audi, модели RS6 и RS7. Однако в планах производителя оснащать столь полезной опцией каждое изделие, выпускающееся с конвейера Continental AG.
Continental
Завершает ТОП ещё одна попытка замещения минеральных компонентов растительными. Идея использования переработанных сорных растений привлекла разработчиков из Continental. Конкретной информации о проекте немного, но очевидно, что он станет очень затратным в реализации, но в перспективе — весьма экономичным. Заявленные сроки реализации — более пяти лет.
В технологическом смысле все рассмотренные новшества весьма интересны. Однако на воплощение и внедрение столь амбициозных задумок требуется время и, конечно же деньги. Окупятся ли усилия ведущих концернов мира и оправдаются ли надежды, возложенные на технологии будущего? Узнаем в недалёком будущем.
13.03.2016
wheel-info.ru