Производство двутавровой балки – Сварная двутавровая балка: производство, расчет, сварка
Сварная двутавровая балка: производство, расчет, сварка
Применяется металлическая сварная двутавровая балка для возведения конструкций и перекрытий уже давно. Но до этого времени в России ее применение было жестко ограничено сферой промышленного строительства, т.е. когда возводятся действительно грандиозные конструкции, которым все должно быть нипочем.
И только в последние годы стали появляться такие виды двутавровых балок, которые действительно можно применять при строительстве новые дома обычного жилого дома. Вы задумываетесь именно о таком перекрытии? Тогда мы поможем вам изучить все особенности его изготовления!
Сегодня производство сварных двутавровых балок запущено по всей стране, и востребовано даже в частном домостроении. А всему этому виной новые дизайнерские и архитектурные решения! Их современные объемные планировочные проекты требуют особого качества несущего каркаса и надежного перекрытия, которое будет наиболее эффективным при больших пролетах – от 7 метров.
Вы наверняка, замечали насколько загородные коттеджные дома и подобные им постройки по своему только внешнему виду отличается от исконно русской избушки. А вот теперь представьте, насколько отличается их архитектура и принципы строительства! Вот почему стальные двутавровые балки сегодня стали активно применяться для перекрытия пролетов от 4 до 18 м, а для их производства используется как углеродистая, так и низколегированная сталь, которая гарантирует нужные качества и прочность.
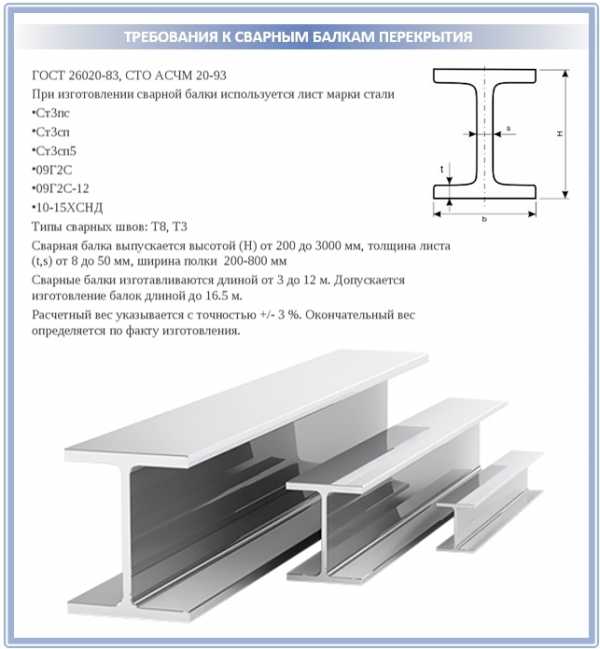
Для изготовления таких балок даже существует свой ГОСТ и необходимые сертификаты. Касательные напряжения у них принимаются сплошными стенками, а сжимающие и растягивающие напряжения равномерно распределяются по длине. Чтобы вам было более понятно, роль у такой вертикальной стенки по сути та же, что у зигзагообразной решетки в металлической ферме. Хотя на первый взгляд такие балки не выглядят слишком прочными или монолитными:
По своему типу сечения двутавровые металлические балки сегодня принято делить на прокатные или составные, которые называются еще сварными. Сварная двутавровая балка – это особый вид фасонного металлического проката в форме наклонного или горизонтального бруса. Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Давайте перечислим основные преимущества двутавровых сварных балок:
- Перекрывают большие пролеты со значительным нагрузками.
- Идеально перераспределяют горизонтальные и вертикальные нагрузки.
- Прекрасно работают на изгиб благодаря жесткости профиля балки.
- Не горят и не теряют свою несущую способность при нагревании даже достаточно высокими температурами.
- Устойчивы к биологическим воздействиям.
- Отлично подходят для строительства конструкции быстровозводимых зданий.
- Позволяют значительнее снизить массу всей конструкции, по сравнению с горячей корнями.
- Изготавливаются также с полностью ассиметричным сечением.
Вот почему такие сварные балки используются сегодня и в строительстве жилых домов, и для промышленных комплексов, и даже для мостов и тоннелей. Казалось бы, что такая балка будет слишком тяжелой для частного домостроительства, но на самом деле применение стальных двутавров позволяет в итоге сократить общий вес несущих конструкций. Но помните, что в отношении к перекрытию из сварных стальных двутавров существуют свои строгие требования:

Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной. У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали. Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Также по себе сварка как метод хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 4 метров и более, а ведь это все невозможно провернуть с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Зачем создавать балки с переменным сечением, спросите вы? Дело в том, что такие балка куда более экономна, чем полки с постоянным профилем. Ведь даже человек, который далек от строительства понимает, что в разных местах балки после ее монтажа должно будет воздействовать разное напряжение: где-то она почти не нагружена, а где-то работает на износ. Вот в таких «важных» местах ее делают потолще, а где можно – рационально экономят на материале.
Кроме того, если мы говорим конкретно о сварной балке, то для ее изготовления задействуют самые разные сорта стали. Этот прием позволяет уменьшить металлоемкость. Почти вся балка состоит из обычной стали, а самая ее напряженная часть – из стали повышенной прочности, а наименее напряженная – из низкоуглеродистой стали. Благодаря всему этому стоимость балки при этом снижается на 5%, что достаточно ощутимо.
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
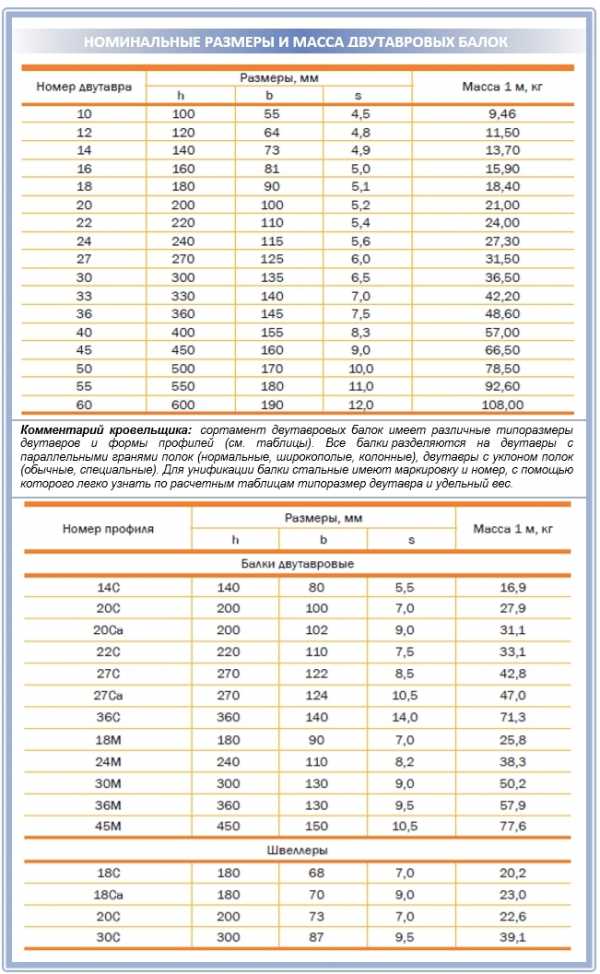
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т.е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
Вот параметры стальных сварных двутавров для изготовления таких балок:
Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист. Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной. Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
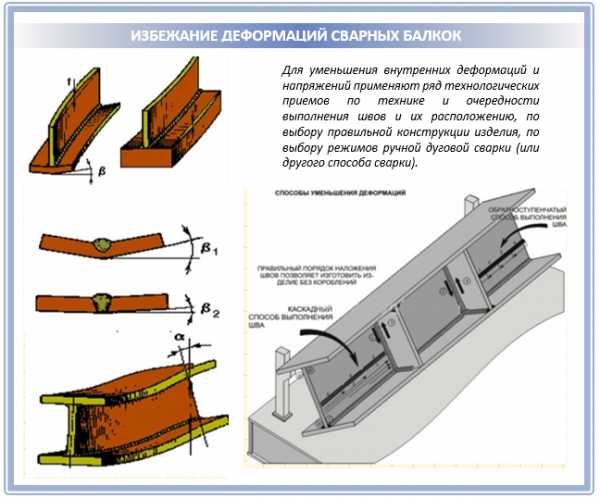
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:
Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке:

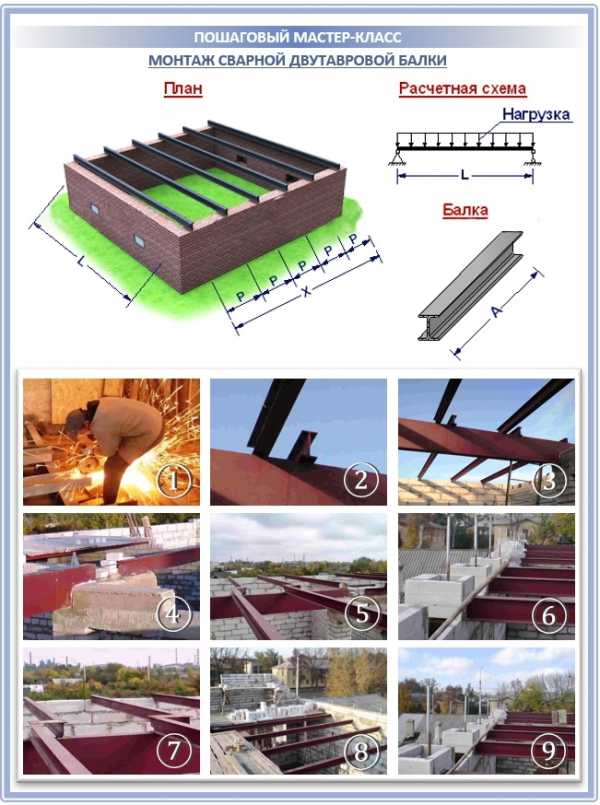
Если вы беретесь за изготовление такой балки самостоятельно, вам помогут во всем разобраться такие этапы:

Итак, теперь давайте разберемся с опорными узлами металлических двутавровых балок. Опирание их на стальную колонну (опору) может быть жестким или шарнирным, то есть подвижным.
Само соединение готовых сварных балок между собой в процессе монтажа можно осуществлять двумя способами:
- Первый из которых заключается в том, что двутавры приваривают сначала к специальной пластине, а сварку осуществляют уже по контуру профиля при помощи угловых швов. Преимущество именно этого метода в том, что не приходится разделять кромки балок.
- Второй способ заключается в том, чтобы использовать накладки, которые монтируются симметрично к продольной оси, обрезаются и обвариваются косыми швами. Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.
- Также сварные балки можно соединить болтовым соединением – это разъемный метод, который нужен для того, чтобы в конструкции отсутствовало остаточное напряжение, а сама конструкция перекрытия была стойкой к ударным и вибрационным нагрузкам. А также тогда, когда нет возможности пригласить профессионалов-сварщиков.
Вот интересное видео сравнения обоих видов соединения балок:
Как вы уже поняли, в большинстве случаев металлическую сварную балку соединяют при помощи сварки, реже болтами и еще реже – на заклепки. Все это напрямую влияет на стоимость монтажа таких балок.
Что касается заклепок, работа с ними наиболее трудоемкая, хотя порой, к сожалению, не обойтись без таких элементов. Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Если же вы собираетесь соединить всю металлоконструкцию болтами, тогда:
- Вам понадобятся крепежные изделия с нормальной и повышенной точностью. Только в местах тех соединений, где будет нагрузка на срез, нельзя использовать болты нормальной или грубой точности.
- Вам нужно будет заранее проделать просветы на балке (или заказать подобное еще на производстве) так, чтобы внешний диаметр самого отверстия был больше внешнего диаметра болта всего на 2-3 мм. Такая конструкция будет стойкой к деформации, да и сборка в общем попроще.
- Соединение с болтами повышенной точностью хорошо подходит для труднодоступных мест, где невозможны заклепочные соединения. Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
Итак, рассмотрим теперь такой важный этап, как варка главной балки со второстепенной. Делайте все шаг за шагом:
- Шаг 1. В верхней части основной балки сделать треугольный вырез точного размера.
- Шаг 2. Приварить накладку к нижней части основной балки.
- Шаг 3. В нижней части вспомогательной балки сделать вырезы, которые будут равны половине ширины нижней части основной балки.
- Шаг 4. Теперь верхнюю часть второстепенной балки нужно сформировать в треугольную форму, такую же, как была вырезана в верхней части главной балки.
- Шаг 5. Далее осуществляем монтаж: сначала главной балки, затем второстепенный, и все это – методом использования накладки.
- Шаг 6. И, наконец, последний этап – это монтаж примыкания верхних частей и стенок, где к нижним частям балок тоже приваривается накладка.
Закрепить металлические двутавры между собой вы также можете методом болтового соединения. Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Жесткий узел: для статических нагрузок
Т.е. балка может опираться сверху, прямо на центр профиля колонны или же балку крепят сбоку. Тогда в колоне возникает но только сжимающая нагрузка, но действие всех сил, поэтому ту приходится делать более крепкой и надежной, а это уже перерасход металла.
Иногда также через пролет приходится класть две балки, тогда их соединяют между собой при помощи болтов и между двумя ребрами устанавливают пластины. При этом важно помнить, что металлы подвержены тепловому расширению из-за перемены температур, а потому нужно оставить небольшое расстояние для их малозаметного движения.
Чтобы передать поперечную силу давления, ребро балки ставится так, чтобы при монтаже она была прямо над полкой колонны. При этом балку соединяют с колонной при помощи специальной накладной пластины, и желательно сразу же с обеих сторон. Но так, чтобы не создавать слишком жесткого узла.
Вот хороший пример, как сочетают сварные балки на двух пролетах, чтобы не создавать точечного напряжения на промежуточную стену перекрытия:
Чтобы создать жесткое соединение балки, вам необходимо будет болтовое соединение или сварочное:
Шарнирный узел: для динамических нагрузок
Теперь о шарнирном опирании сварной балки. Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Приварите столик по трем сторонам балки и сделайте его ширину при этом больше на 2-3 см, чем ребро балки. Так опорное ребро должны полностью лечь на опорный столик.
Сама перекрытие вовсе не обязательно должно состоять только из металлических двутавровых балок. Нередко их используют только в самых напряженных местах, а между металлическими частями устанавливают деревянные двутавры.
Почему так? Дело в том, что для сварки нужна высокая квалификация рабочих. Далее, в обычной литературе и интернет-сайтах нет того многообразия узлов и готовых схем конструкции для установки такого перекрытия, здесь действительно требуется грамотный инженер, и даже мы даем только рекомендации. Кроме того, металл обходится недешево. Да и качество сварки очень важно. Она должна работать долго, даже в условиях коррозии или перемены нагрузок.
Поэтому вот такой вариант не только имеет право на жизнь, но и достаточно практичен:

И, наконец, металлическая двутавровая балка нередко служит дополнительным функциональным элементов, который в любом хозяйстве имеет ценность:

krovgid.com
как изготавливается и собирается? + Видео
В настоящее время балка двутавровая сварная прочно вошла в строительную сферу, потеснив стандартные балки, элементы которых скреплялись между собой множеством болтов, штырей и заклепок, утяжелявших конструкцию зданий.
1 Сварная двутавровая балка – выгоды применения
Экономическая выгода от применения сварных двутавров для возведения сооружений и зданий дает возможность строительным предприятиям снижать себестоимость работ, гарантируя при этом уникальную надежность строений. Использование таких балок, как и разных видов швеллеров, обеспечивает оптимальную форму сечений и опор отдельных строительных элементов, снижающих общий вес конструкций из металла.
Рекомендуем ознакомиться
Каркасы из двутавров характеризуются очень высокой прочностью, как, впрочем, и любые другие элементы зданий – рабочие площадки, эстакады, межэтажные перекрытия и так далее. На данный момент сварные балки без преувеличения незаменимы при строительстве быстровозводимых сооружений, а также в сфере машиностроения. Популярность изделиям добавляет и то, что технология их изготовления весьма экономична. Производить сварные двутавры можно и мелкими партиями, и серийно.
В первом случае применяется малоэффективная, достаточно-таки примитивная оснастка, что ведет к удорожанию себестоимости готовой продукции.
Зато серийное изготовление сварной двутавровой балки на автоматических станах либо на поточных технологических линиях – экономически очень и очень выгодный процесс. Именно о серийном производстве двутавров на поточных производственных линиях, которые обычно оборудуются множеством специальных установок и приспособлений, обеспечивающих непрерывность процесса, мы и поговорим.
2 Производство сварной двутавровой балки
Данный процесс осуществляется в несколько последовательно идущих друг за другом стадий, каждая из которых на сегодняшний день идеально отработана:
- Создание заготовки. На агрегатах термической резки из листового металла изготавливаются необходимые по ширине и длине штрипсы. Современные предприятия работают на установках с ЧПУ, что позволяет одновременно производить раскрой стальных листов несколькими резаками. Конкретная скорость роспуска может составлять до 1 метра за 1 минуту – все зависит от того, какой толщины заготовка используется.

- Фрезеровка кромок. На кромкофрезерном станке осуществляется обработка кромок. Данная операция необходима для того, чтобы улучшить провар шва между стенкой двутавровой балки и ее полкой. Времени она занимает немного, а вот эффект от фрезеровки сказывается впоследствии, когда делается сборка и сварка двутавровой балки.
- Сборка заготовки. Выполняется она на специальных станах, увеличивающих производительность работ в 2–3 раза. Особое внимание при этом специалисты обращают на обеспечение взаимной перпендикулярности и симметрии расположения стенки двутавра и полки. Экономическая и техническая целесообразность применения сборочных станов обусловлена уникальной надежностью и реальным быстродействием механизма, отвечающего за грамотное и точное позиционирование деталей двутавра. Большинство предприятий используют установки с прижимными гидравлическими механизмами, так как закрепление балочных элементов с применением винтов и их последующее освобождение может потребовать немалых затрат времени. С технической точки зрения сборка балки осуществляется в две стадии. Сначала собирается Т-образный профиль, после чего его кантуют на 180 градусов, что дает возможность выполнять непосредственно сборку двутаврового изделия.
- Сварка двутавра. Об этом этапе мы подробно расскажем далее.
- Правка полок готового изделия. Операция необходима в связи с тем, что в процессе производства балки возникает эффект «грибовидности», вызываемый нагревом металла. Под таким явлением понимают нарушение геометрических форм полок двутавра. Исправить его несложно, достаточно пропустить изделие через специальный стан с большим количеством роликов, которые «подправят» нарушенную геометрию.


3 Сварка балок двутаврового сечения
Вид сборки двутавра определяется конструкцией и характером выбранного способа сварки поясных швов изделий, а также тем, какие приспособления используются. Как правило, поясные длинные швы на сборочных предприятиях сваривают автоматами под флюсом. Сначала изделие собирается из стенки и поясов, являющихся основными его элементами, затем производится скрепление его поясных швов.
После этого монтируются ребра жесткости, и осуществляется непосредственно сварка двутавровой балки (вручную либо с помощью полуавтоматического оборудования). Финальная сборка двутавра выполняется в специальном кондукторе или с применением прихваток и хомутов. В тех случаях, когда изделия изготавливают на автоматизированных линиях, технология сварки двутавровой балки становится менее затратной, причем получаемая продукция отличается идеальной надежностью.
Популярность использования жидкого флюса обусловлена тем, что он значительно улучшает процесс сварки. Нерасплавленный флюс находится под давлением. Это обеспечивает отсутствие явлений разбрасывания и разбрызгивания жидкого металла, что гарантирует беспроблемное образование качественного сварочного шва при высоких (до 4 тысяч Ампер) показателях силы тока.

При сварке открытой дугой из-за разбрызгивания и угара может теряться до 30 процентов металла. Если же выполняется сварка двутавровых балок встык под флюсом, потери составляют от силы два процента, а иногда и меньше (около 1 %). Кроме того, когда горячий металл остывает под флюсом, улучшается выход газа из-под его слоя за счет более медленного охлаждения расплавленной композиции.
4 Виды сварочных установок для сварки двутавров
Несомненно, наиболее оптимальным является процесс автоматического производства и сварки балок двутаврового сечения. Он гарантирует малые затраты на материалы, требуемые для сварочных работ, снижение числа добавочных операций (не нужно кантовать и позиционировать заготовки) и количества работников, принимающих участие в производственном процессе. Но кроме него сварка двутавровых балок между собой (в стык) может выполняться при помощи такого оборудования:
- Сварочные манипуляторы. Они имеют высокий уровень автоматизации процесса, вполне рациональную конструкцию, могут дополнительно снабжаться навесным специальным оборудованием. На многих заводах на манипуляторы монтируют сварочные автоматические головки, которые способны работать в атмосфере инертных газов, углекислого газа и под жидким флюсом. Это позволяет предприятиям решать самые разные задачи в области сварки.
- Сварочные самоходные трактора. Пожалуй, самый простой способ сварки двутавра. Но применять его имеет смысл исключительно для изготовления изделий небольшими партиями, при поточном производстве экономическая целесообразность трактора будет совсем маленькой.
- Портальные и консольные установки. На них монтируются комплексы слежения за качеством сварного шва, системы подачи флюса, его переработки и удаления с агрегата. Отличный катет и провар шва на подобных установках достигается за счет того, что сварка производится под 45-градусным углом на стапелях.


Использование двутавровых балок и качественной арматуры для фундамента – гарантия строительства прочных и надежных зданий!
tutmet.ru
производство, расчет, как сделать своими руками
Если вы слышали об инновационном методе легкого, и, в то же время, прочного и надежного строительства из балок необычного вида и заинтересовались им, значит, эта статья как раз для вас! Давно используемые за рубежом деревянные двутавровые балки перекрытия пока еще в новинку на отечественном рынке, хотя у них куда больше преимуществ, чем у любого другого материала.
А, самое приятное во всем этом то, что их совершенно реально изготовить прямо в домашних условиях при помощи стандартных подручных инструментов. Строите дом своими силами? Тогда познакомьтесь еще с одной технологией, которая облегчит вам жизнь!
Для начала предлагаем вам посмотреть интересное видео про основные характеристики двутавровых балок:
Двутавровые балки особенно популярны за рубежом: в Канаде и европейских странах, а в России они только набирают свою популярность. Причем в некоторых регионах их даже не найти в продаже! Почему? Если мировой опыт показывает, что такой строительный материал действительно качественный и надежный, как так получилось, что двутавровые балки не заняли лидирующие позиции на отечественном рынке?
Дело в том, что истинная русская душа мастера привыкла работать с крепкими и надежными материалами: массивными, которые тяжело поднять и которые внушают уважение одним своим только видом.
И перекрытие издавна привыкли строить из прочных больших и тяжелых деревянных балок или даже цельных бревен, но уж точно не из «хитрых» инновационных конструкций с тонкой перегородкой. А то, что здесь надежность обеспечивают все те же законы физики, без которых не обойтись ни в строительстве, ни в архитектуре – это уже другой вопрос.
И до сих пор большинство российских застройщиков готовы сделать балки перекрытия даже из металла, чем из двух планок и OSB. Хотя на самом деле такие балки обладают целым рядом преимуществ!
Давайте рассмотрим все преимущества двутавровых балок как материала для строительства перекрытия:
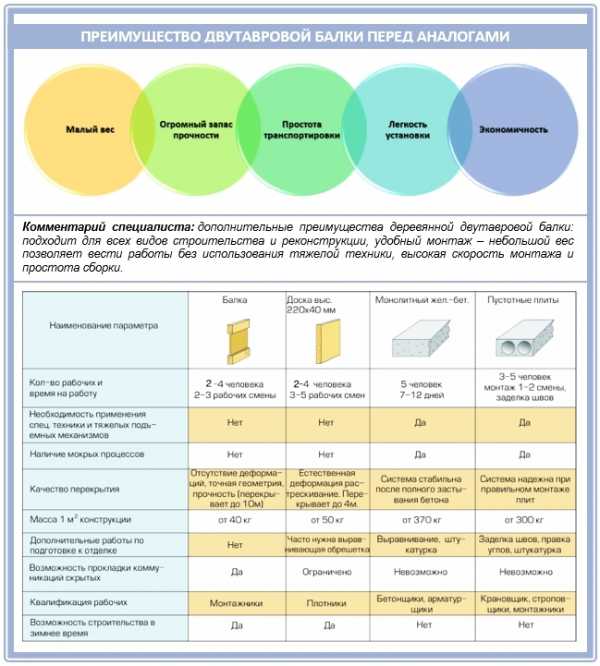
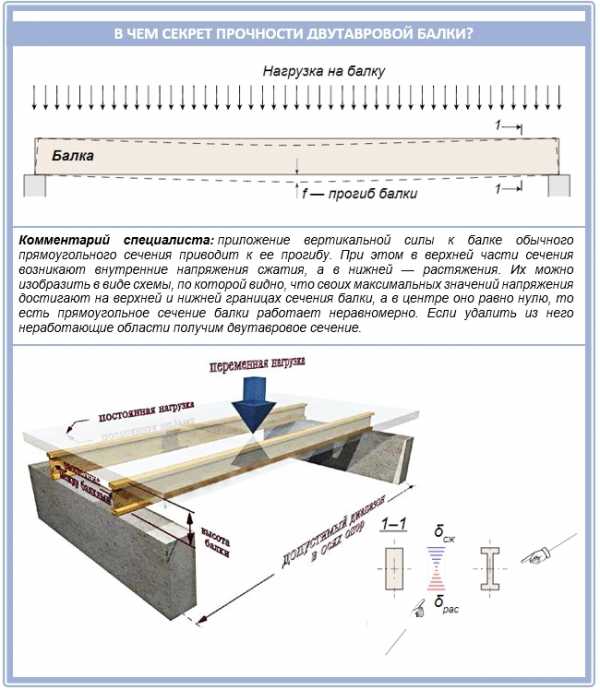
Преимущество №1. Удивительная прочность
Благодаря такой гениально продуманной конструкции довольно хрупкие на вид балки оказываются во много раз прочнее и надежнее обычных. Верхняя часть балки работает на изгиб, а нижняя – на растяжение. Т.е. здесь уже речь идет не об одном монолитном элементе, которому приходится принимать на себя оба вида нагрузки одновременно:
Преимущество №2. Точная геометрия
Второй очень важный момент: идеальная геометрия самих балок. Даже со временем они не прогибаются, не выкручиваются, не рассыхаются и не изменяют свои своих параметров. Как утверждают производители, даже через 100 лет такие балки будут вести себя все также, как через год после постройки.
Что это дает? Для начала – безупречно ровное перекрытие, на которое легко монтировать любое половое покрытие, особенно паркет и ламинат. Дело в том, что когда вы имеете дело с брусьями и обычными деревянными балками, то должны знать, что согласно стандартам нормам их прогиб может достигать 3 см! И, поверьте даже это уже ощутимо: пол будет просто «ходить» под вашими ногами. И подобное точно хорошо не скажется ни на одном половом покрытии (кроме дешевого линолеума, пожалуй).
И это нормально: натуральная древесина – материал живой, и для нее свойственно сжиматься, усыхать или, наоборот, набирать в себя влагу. А вот двутавровые балки уже изготавливается из клееной древесины, с применением особо прочного соединяющего состава, и своих размеров они не изменяют.
Преимущество №3. Комфортный вес
Следующий важный аспект: двутавровые балки достаточно легкие, чтобы поднять одну из них самостоятельно, а потому с подобной работой без проблем справляются два обычных рабочих. Что это дает?
Во-первых, вам не понадобится тяжелая техника, которая должна будет поднимать обычные деревянные балки или металлические.
Во-вторых, работы на высоте станут более безопасными, ведь никому на голову не свалится слишком тяжелая балка.
В-третьих, применение двутавровых балок позволят немало сэкономить на фундаменте, ведь нагрузка на него уже будет на порядок меньше. И, если брать во внимание, что до 50% бюджета строительства обычно идет на надежный, крепкий фундамент, который выдержит не только стены, но и не менее тяжелые балки, тогда экономия получается существенной.
Преимущество №4. Изготовление в домашних условиях
Двутавровые балки вы можете изготовить самостоятельно, если будете знать, какими должны быть их параметры и узлы соединения. И в итоге у вас будет не только уверенность в качестве перекрытия, но и немало сэкономленный бюджет.
Преимущество №5. Практичность в утеплении
И, наконец, последний приятный момент: двутавровые балки особенно удобны для утепления междуэтажного перекрытия и последующей отделки потолка:
Единственный неприятный момент заключается в том, что в России качественные двутавровые балки поставляют единицы компаний, и если уж их приобретать, то важно уметь правильно рассмотреть все технологические недочеты. Речь ведь идет о будущем перекрытии!
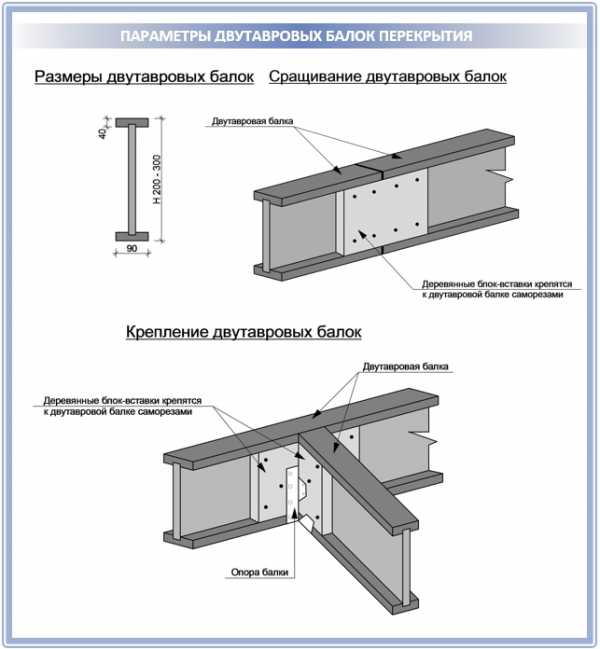
Вам наверняка интересно узнать, почему двутавровая балка называется именно так? Дело в том, что она состоит из двух основных элементов, которые напоминают соединенные буквы Т. А балка Т-образной формы, в свою очередь, называется тавром. Вот откуда произошло это необычное название.
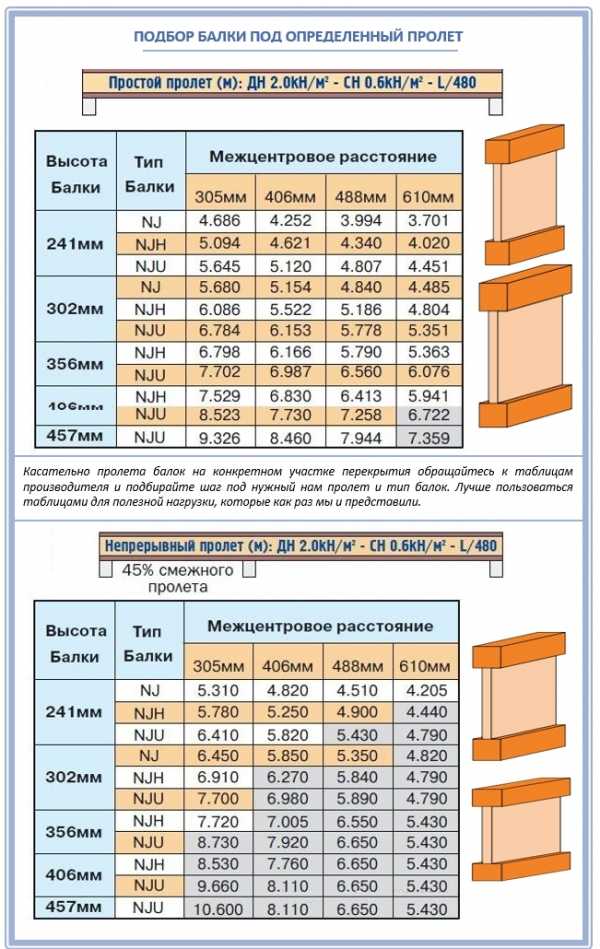
Что представляет собой такая балка в разрезе? Прежде всего, это заготовка из OSB или фанеры, которые выступают в роли ребер жесткости. А для этого в балках предварительно фрезеруют паз нужной формы. Высота балки получается от 140 до 470 миллиметров, и на практике та оказывается достаточно жесткой на прогиб. Если говорить о выборе проекта балок для стандартного коттеджного строительства с самыми популярными пролетами до 6 м, наиболее выгодной будет балка высотой 302 мм.
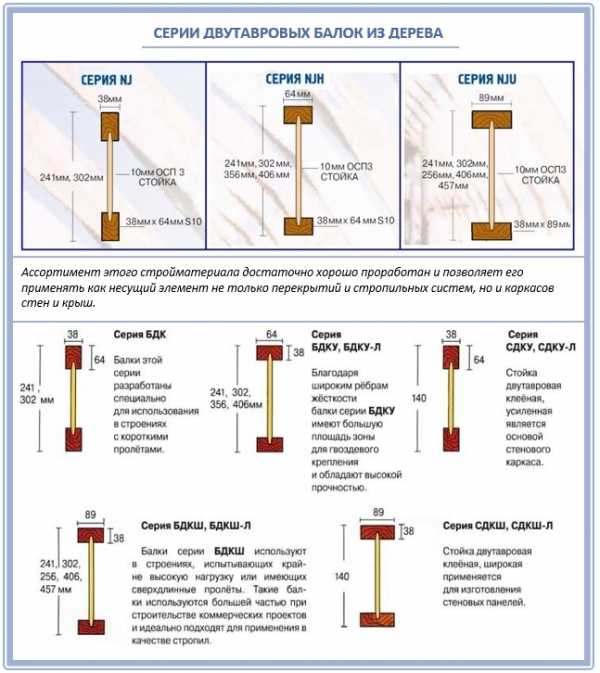
Самыми первыми в России стали выпускаться наскоровские балки, и их обозначениями современные производители пользуются до сих пор. Их делят на серии в зависимости от толщины полок: на тонкие балки и широкополочные:
- Тонкие окантовочные балки серии NJ. Это балки с толщиной полок 38 мм. Такие заготавливают для обустройства периметра внешнего контура перекрытия, там, где необходим проем под лестницу или для других нагруженных мест. Они бывают однослойным и многослойными.
- Широкополочные балки серии NJH и NJU. Это балки с толщиной полок 64 мм или 89 мм, конкретно для несущих пролетов. Как вы понимаете, в таких местах нагрузка на балки наиболее сильна.
Вот как отличаются обе серии:
Отметим такой важный момент. В интернете часто можно встретить опасное заблуждение, согласно которому изготавливают деревянные двутавровые балки перекрытия: расчет производится по старой таблице наскоровских балок. Хотя на самом деле на то время еще не существовало СНиПов для двутавров, и эта таблица предполагала снеговую нагрузку около 90 кг/м, которые соответствуют как раз Ростовской области.
Но сегодня использовать такие данные неправильно, так как вы понимаете, что снеговая нагрузка может быть намного выше в более северных районах РФ. А поэтому руководствуйтесь только такой таблицей, которую составили уже современные производители:
Помните также, что не все виды двутавровых балок, которые сегодня применяются при строительстве, пригодны для устройства перекрытия. Например, двутавровые балки опалубки.
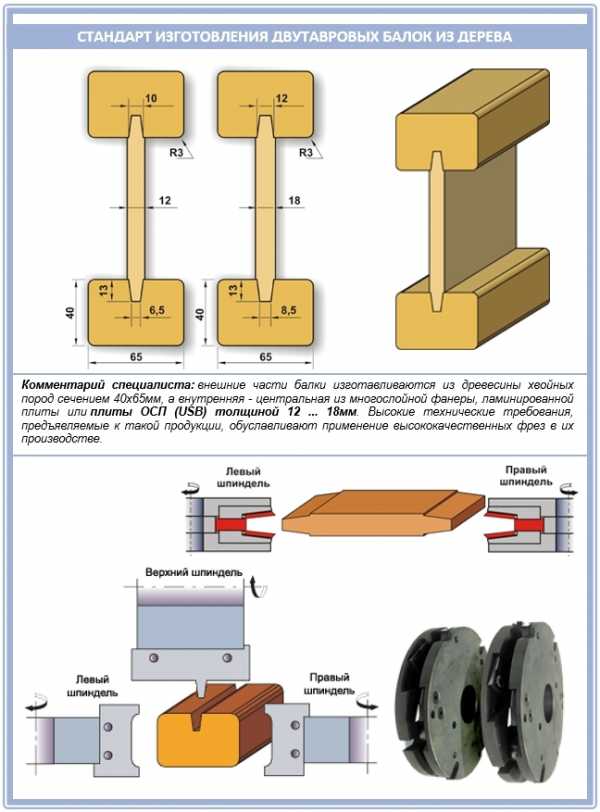
В заводских условиях двутавры изготавливают из ценной древесины хвойных пород: лиственницы или сосны. Если вы решили приобрести готовые двутавровые деревянные балки, дадим вам пару ценных советов:
- Пункт 1. Обратите внимание на шов: должен быть заметен небольшой выход клея. Это нормально.
- Пункт 2. По всей полке вырез должен быть конической формы, а сама OSB должна быть фрезерирована и вставлена правильно.
- Пункт 3. OSB должна быть через каждые полметра пристрелена скобами прямо в полку. Это помогает сохранять давление до того, как полностью застынет клей.
- Пункт 4. Вы имеете право попросить сертификат качества продукта и посмотреть, применяется ли нужный тип клея – тот, который допущен для клееных несущих конструкций.
- Пункт 5. Проверьте, есть ли в сопутствующей документации протокол испытания образцов балок, их номер технических условий и выпуска.
Выглядеть качественные двутавровые балки должны так:

Здесь секрет кроется в том, такие балки предварительно хорошо высушены, тогда как обычная древесина все еще содержит определенный процент влажности. Да и сама конструкция балки позволяет легко прорезать отверстия в перекрытии для проведения канализации, вентиляции газа и воды, а в условиях строительства частного дома или коттеджа это – важный момент.
Что касается клеевого соединения заметим, что некоторые российские застройщики уже давно отказались от заказа сырья от более мелких фирм и приобретают заграничные двутавровые балки, т.к. отечественное производство двутавровых деревянных балок и его итоговое качество не всегда радует. Да и опыта мало, канадская технология пока еще слишком непривычна и не находит в нашей стране большого количества последователей. Вот поэтому порой проще изготовить двутавровую деревянную балку своими руками – здесь нет ничего сложного. А мы расскажем, что и как.
Когда вы приступите к самостоятельному изготовлению заморской балки для строительства своего дома, то у вас уйдет около суток для первого образца, зато на второй день работа пойдет намного быстрее. Все делайте согласно такой пошаговой инструкции:
- Шаг 1. Приобретите листы OSB толщиной 12 мм и нарежьте их на равные части.
- Шаг 2. Далее вам понадобятся доски, в которых нужно сделать фрезу «ласточкин хвост» посередине доски, глубиной около 12-14 мм.
- Шаг 3. Залейте специальный клей в отверстие и вставьте лист OSB.
- Шаг 4. Чтобы быстро просушить участок, достаточно использовать обогреватель.
Главное при этом ни в коем случае не приобретать свежеспиленные или непросушенные доски, так как они могут непрогнозируемо повести себя в долгосрочной перспективе.
Высоту балки рассчитывайте по такому принципу:
- Для листа с размерами 2440 мм оптимальным шагом балок будет 305, 406, 488 и 610 мм.
- Для листа в 2500 мм рациональный шагом будет 312, 417 и 500 мм. А вот двутавровыебалки с шагом более 6 метров уже не применяют.
В заводских условиях двутавровые балки всегда фрезируются так, что прорезь у них получается как бы зауженой книзу, и лист OSB вклеивается в полку внатяг. Так лист и дерево прилегают наиболее плотно.
Для этого используется полиуретановый или меламиновый клей, а сам лист зажимают струбцинами и забивают еще дополнительно под углом 45 градусов по длине через каждые 20 см. На каждую такую балку уходит не более 2 часов, и уже через 6 часов ее можно устанавливать:
Соединяйте балки между собой при помощи специальных блок-вставок:
Вот небольшой видео-урок, как вставлять лист в древесину:
И наконец, самый ответственный этап! Изготавливая деревянные двутавровые балки для строительства своего дома, еще задолго до их монтажа вам нужно точно просчитать пустоты в перекрытиях – для будущей прокладки инженерных коммуникаций. Конечно вы будете проводить сантехнические трубы, электрические кабеля и инженерные системы. И здесь важно определеть все изначально правильно, чтобы потом не допустить ослабление перекрытия.
Сверление отверстий для коммуникаций
А теперь также подойдем вплотную к такому важному вопросу, как правильно сверлить двутавровые деревянные балки. Дело в том, что это необходимо делать еще на земле – до монтажа. И здесь важно соблюсти все правила, иначе даже небольшие отверстия способны ослабить балку по всей длине. Где именно могут располагаться сквозные отверстия в балках перекрытия зависит от того, по какой технологии они были произведены.
Так, у двутавровых балок отверстия должны быть не более 40 мм. Располагать их разрешено практически в любом месте между таврами, но только не ближе 150 мм к торцу балки или опоры на несущий элемент. Идеально, если такие отверстия будут располагаться прямо по центру относительно полок, а не выше или ниже. А максимально допустимый диаметр отверстия 10 см.
Кроме того следите за тем чтобы расстояние между соседними отверстиями было в 2 раза больше диаметра самого большого из них.
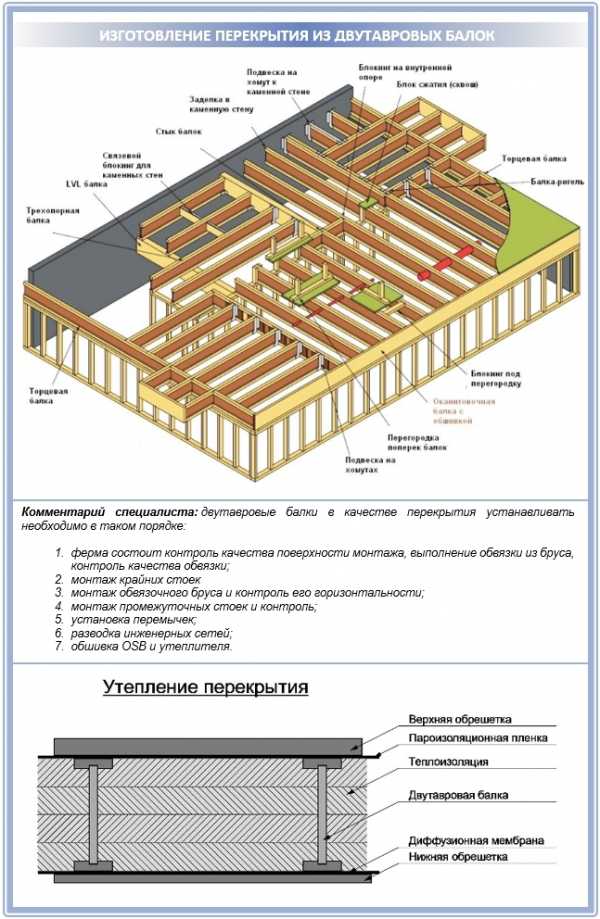
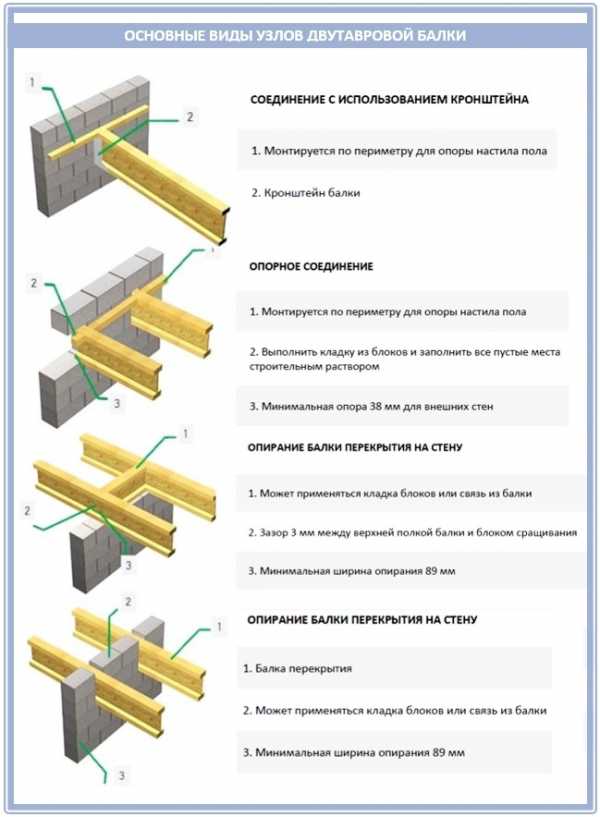
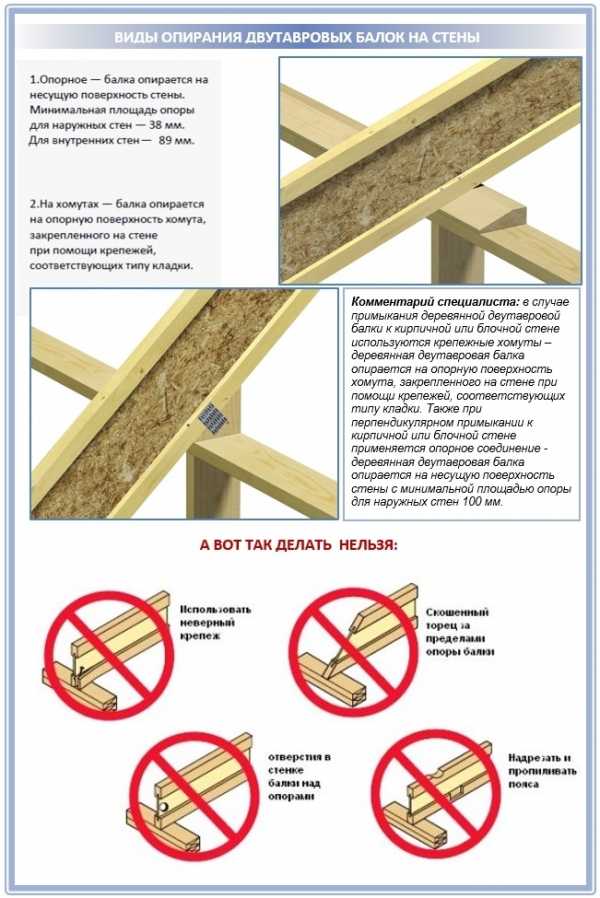
Узлы крепления балок со стеной
Если вы подготовили балки правильно, можете смело приступать их монтажу:
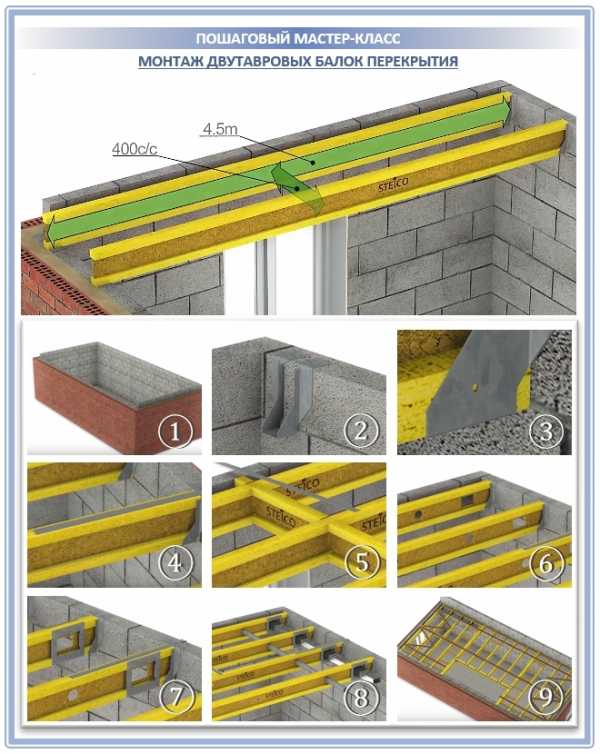
Вот основные узлы крепление двутавровых деревянных балок к стене:
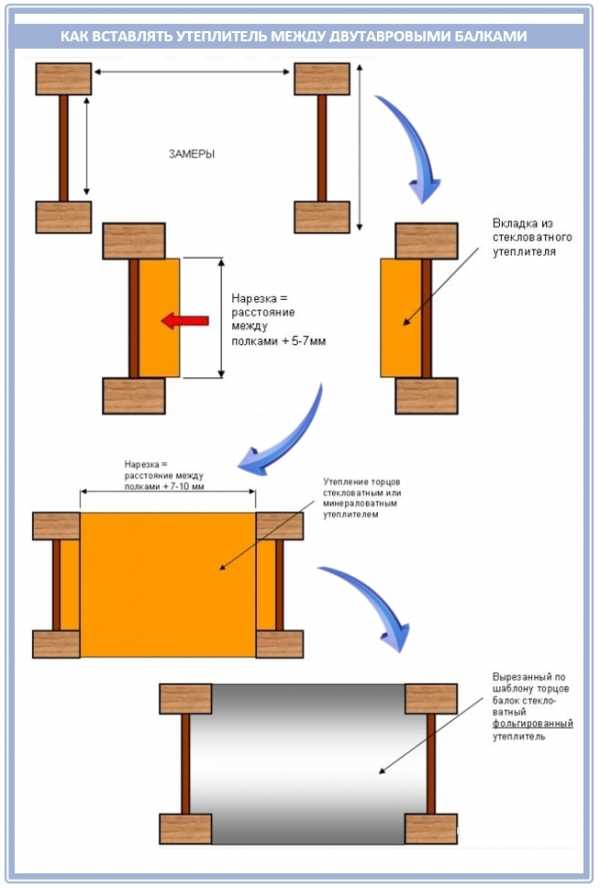
В готовое перекрытие из деревянных двутавров вставьте утеплитель:
А теперь давайте разберем главные ошибки при изготовлении таких балок.
Ошибка №1. Покупка неподготовленной древесины
Если вы беретесь самостоятельно изготовить изготавить такое основание для перекрытия, помните, что в заводских условиях балки готовят по специальной технологии, используя только калиброванный сухой материал. Это позволяет полностью исключить возникновение перекручивания балок так называемым «вертолетом», которое нередко происходит при применении обычных деревянных балок и досок.
Вам наверняка будет интересно посмотреть на сам процесс заводского изготовления таких балок:
Ошибка №2. Использование неподходящего клеевого состава
Нельзя для склейки элементов двутавровой балки использовать эпоксидную смолу. У нее достаточно слабая адгезия конкретно в древесине, и придется выжидать немало времени, пока она затвердеет. А вот полиуретановый клей как раз подходит хорошо. Главное преимущество его в том, что он не горит и при этом сам термоактивен. Говоря простым языком, чем выше температура, тем крепче становится само изделие.
И уж точно нельзя использовать в качестве клея ПВА, ведь он совершенно не предусмотрен для применения в таких конструкциях.
Ошибка №3. Неправильное сопряжение балок
Речь идет о перерасходе балок. Дело в том, что в отличие от обычных деревянных балок, двутавры не крепятся внахлест. Для их крепления необходимо приложить балки встык и закрепить при помощи перфорированных пластин. Но не перфорированной лентой, применение которой потом приведет к опрокидыванию балки! Причем место установки перфорированных пластин определяется точными инженерными расчетами.
Ошибка №4. Применение не тех крепежных элементов
Еще одна популярная ошибка – это крепление двутавровых балок к стене и заделка их места монтажной пеной. А на самом деле использовать можно исключительно специальные закладные элементы.
Нельзя также применять слабые кронштейны, ведь после этого уже нельзя будет гарантировать несущую способность такого перекрытия и существует риск обрушения всей конструкции.
Не крепят двутавровые балки также обычными саморезами. Ведь сам по себе саморез – это не конструкционный элемент, и он не рассчитан выдерживать повышенную нагрузку, и используется только для крепления легких и не несущих конструкций.
Обратите внимание и на размер кронштейна, достаточность его высоты. Соотношение высоты кронштейна и балки должно стремиться к единице, то есть быть почти одинаковым. Чем меньше кронштейн – тем хуже.
Ошибка №5. Задействование посторонних элементов
Неправильно также использовать дополнительные элементы, которые не были предусмотрены конструкцией. На самом деле стандартное крепление двутавра достаточно жесткое, и еще как-то закреплять его нет необходимости.
Мы подготовили для вас иллюстрацию, которая поможет разобраться с самыми типичными ошибками монтажа таких балок:

Следуйте нашим советам – и у вас все получится!
krovgid.com
Сварная двутавровая балка: изготовление, сварка между собой
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса. Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях. При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.

Область применения
Быстровозводимые здания и сооружения создают с опорными и несущими металлическими каркасами, из них делают перекрытия, фермы. При использовании сварных двутавровых балок снижается вес строений, для них не нужен мощный фундамент.
Сварной двутавр характеризуется высокой прочностью, долговечностью, не подвержен усталостным разрушениям. Он применяется в тяжелом машиностроении, из него делают элементы, испытывающие большое давление, работающие на разрыв.
В отличие от двутавровых катанок, сварные не ограничены в размерах. Сваркой полос получают балки любого сечения и длины. Архитекторы не ограничены в полете фантазии.
В процессе изготовления двутавровых профилей образуется мало отходов. Их можно делать с полками и стенками из разных марок стали: в местах минимальных напряжений используют углеродистую сталь или перфорированные стальные листы, нагруженные части делают из легированного проката.
Виды металлических сварных балок
Налажено непрерывное производство двутавров различного назначения. По стандарту выделяют несколько видов балок двутаврового сечения:
- с небольшой длиной полок по отношению к перегородке, они применяются для подвесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они применяются при возведении опорных каркасов, армирования декоративных колонн.
По точности изготовления бывают двутавровые профили двух видов: обычные и высокоточные.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.
Технология изготовления двутавровых балок
Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве;
- подрезы – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение. Их отбраковывают и проваривают снова, если это возможно.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
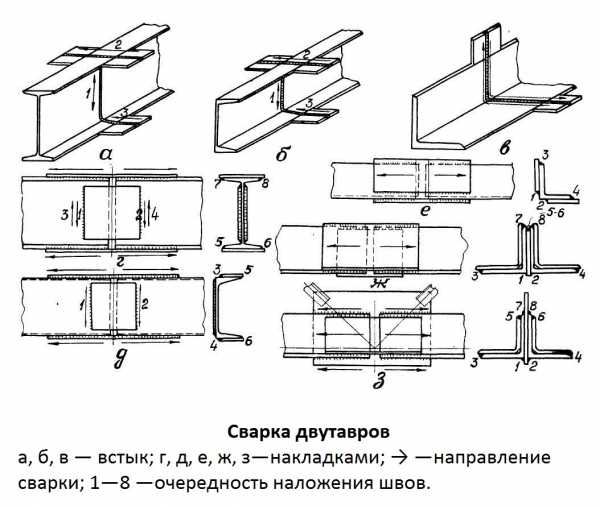
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
svarkaprosto.ru
Сварная балка – производство и технология сварки
Если раньше в строительстве использовались балки, элементы которых соединялись между собой многочисленными болтами, штырями и заклепками, что значительно утяжеляло всю конструкцию, то сейчас им на смену пришли прочные и надежные сварные балки, отличающиеся небольшим весом.

Готовые двутавровые балки на складе
Преимущества сварных двутавровых балок
В наше время очень сложно найти строительный объект, который возвели без использования сварных двутавровых балок. Балки, имеющие такое сечение, широко распространены потому, что позволяют значительно снижать затраты на строительство сооружений различного назначения, обеспечивая при этом высокую надежность возводимых конструкций.
Сварная балка, сечение которой имеет форму двутавра, способна выдерживать значительные статические и динамические нагрузки, не теряя при этом, своих эксплуатационных характеристик. Важным фактором является и то, что использование таких сварных балок позволяет снизить вес строительных конструкций, что в итоге уменьшает нагрузку на фундамент здания и на его несущие конструкции.

Использование двутавровых балок при изготовление каркаса здания
Сварной двутавр особенно незаменим в тех элементах строительных конструкций, где особенно важны прочность и способность успешно противостоять механическим нагрузкам различной направленности. К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
Очень востребована сварная балка в различных отраслях машиностроения и при строительстве сооружений быстровозводимого типа, поскольку технология ее производства очень экономична.
Несмотря на то, что организовать изготовление сварных балок двутаврового сечения достаточно несложно, экономически более выгодно производить их с использованием автоматизированного оборудования. Автоматизированные линии, на которых производство таких сварных балок поставлено на поток, позволяют не только значительно снизить себестоимость продукции, но и строго соблюдать технологию ее изготовления.

Перекрытия по металлическим двутавровым балкам
Технологический процесс производства сварных балок двутаврового сечения
Технология изготовления сварных балок, имеющих двутавровое сечение, состоит из нескольких последовательных процессов, каждый из которых на сегодняшний день уже отлично отработан. Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Создание заготовки по чертежуДля ее изготовления используется оборудование термической резки, на котором листы металла требуемой толщины раскраиваются по заданным размерам. Итогом выполнения такой технологической операции являются штрипсы, имеющие длину и ширину, оговоренные в чертеже. На современных предприятиях для выполнения такой операции используются станки с ЧПУ, на которых раскрой металла может производиться несколькими резаками одновременно.
Обработка кромок методом фрезеровкиДля данной операции уже не требуется чертеж и выполняется она на специальном оборудовании (кромкофрезерном станке). Это этап производства необходим для того, чтобы обеспечить лучшую провариваемость стенки балки двутаврового сечения и ее полок.
Сборочная операцияНа этой стадии будущая сварная балка собирается в готовую конструкцию, для чего используются специальные сборочные приспособления, позволяющие увеличить производительность процесса в 2–3 раза по сравнению с ручной сборкой. При осуществлении сборочной операции перед сваркой балки, имеющей двутавровое сечение, важно обеспечить правильное взаимное положение стенки двутавра и его полок (симметричность и взаимная перпендикулярность).
Целесообразнее всего для выполнения этих важных требований использовать специальное сборочное оборудование, оснащенное быстродействующими прижимными элементами. Оно позволяет не только точно позиционировать составные элементы будущего двутавра, но и делать это оперативно и с высокой надежностью. Технология сборки с использованием таких приспособлений состоит из двух основных этапов: сначала собирается только часть балки, составляющая Т-образный профиль, затем собранную конструкцию при помощи приспособления переворачивают на 180 градусов и комплектуют ее второй полкой. На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
СваркаНа тонкостях данного этапа мы подробнее остановимся в следующем разделе нашей статьи.

Автоматическая сварка элементов двутавровой балки
Правка конструктивных элементов готового изделияПроизводство любых конструкций с использованием сварки предполагает сильный нагрев, что неизбежно приводит к возникновению деформации отдельных составных элементов изделия. Не является исключением и сварная балка, имеющая двутавровое сечение. Как правило, у таких балок после окончания процесса сварки наблюдается эффект «грибовидности», выражающийся в нарушении геометрии полок двутавра. Для того чтобы исправить этот дефект, как раз и необходима операция правки, заключающаяся в прокатывании сварной балки через ролики специального стана. После выполнения такой процедуры получают балку двутаврового сечения, геометрия которой четко соблюдена.
Как выполняется сварка балок двутаврового сечения
Конструкция сборочного оборудования, используемого для изготовления сварных балок, имеющих двутавровое сечение, определяется способом сварки для формирования поясных швов. Выбор такого оборудования зависит также и от того, какие приспособления планируется использовать в процессе производства. На современных предприятиях для формирования длинных поясных швов двутавровых сварных балок чаще всего используют автоматическую сварку под слоем флюса. Такой метод позволяет получить сварные швы, отличающиеся высоким качеством и надежностью по всей их длине.

Сварка балки как этап её изготовления
Использование для производства балок двутаврового сечения автоматизированного оборудования для сварки под слоем жидкого флюса позволяет не только снизить себестоимость готовой продукции, но и обеспечить ее высокое качество и надежность. Принцип работы такого оборудования предусматривает, что нерасплавленный флюс, защищающий зону сварки, находится под давлением. Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.
Между тем, сварная балка могут изготавливаться с использованием ручной дуговой и полуавтоматической сварки. В таких случаях для их сборки используют специальные кондукторы с зажимными элементами, либо обычные прихватки и хомуты. Однако следует иметь в виду, что в таком случае придется столкнуться с большими потерями расплавленного металла, которые будут происходить по причине его разбрызгивания и угара. Такие потери могут доходить до 30%.
Сварочные установки, используемые в производстве балок двутаврового сечения
Кроме того, что при изготовлении сварных балок двутаврового сечения необходимо выполнять сварку между собой их основных конструктивных элементов – полок и стенки, также часто требуется соединять уже готовые балки между собой. В таких случаях балки соединяются методом сварки «встык» и для выполнения такой операции может использоваться следующее оборудование.
Оборудование портального и консольного типаНа таком оборудовании, кроме самой сварочной головки, могут быть смонтированы устройства, обеспечивающие контроль за качеством получаемого шва, подачу и удаление флюса. Большим преимуществом такого оборудования является и то, что сварка с его помощью выполняется под углом в 45 градусов, что гарантирует отличную провариваемость деталей и получение шва с хорошим катетом.

Консольная сварочная установка с ЧПУ
Сварочные манипуляторыСварочные манипуляторы позволяют автоматизировать процесс сварки, для их комплектации можно использовать различное навесное оборудование. Например, рабочим органом такого манипулятора может быть автоматическая головка, выполняющая сварку в среде защитных газов или под жидким флюсом. Универсальность сварочных манипуляторов позволяет решать самые разнообразные задачи, связанные с процессом сварки.
Самоходные сварочные тракторыНаиболее простой тип оборудования, который можно использовать для сварки длинных балок двутаврового сечения. Однако применять сварочные тракторы целесообразно только при изготовлении балок небольшими партиями.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Производство деревянной двутавровой балки в домашних условиях
Производство деревянных двутавровых балок своими руками – очень выгодный и прибыльный бизнес, начать который под силу каждому! Деревянную двутавровую балку в первую очередь используют для изготовления перекрытий, создавая очень прочное и качественное основание для будущего полового настила.
Этот вид балки появился сравнительно недавно, но уже успел завоевать расположение и популярность среди строителей. Двутавр успешно применяется в каркасной технологии строительства загородных домов, помогая не только ускорить, но и удешевить возведение дома.
Деревянная двутавровая балка технические характеристики нагрузки
Какую нагрузку может выдержать двутавровая балка? По своим техническим характеристикам, деревянная двутавровая балка ничем не уступает металлическим и бетонным конструкциям, но при этом стоит в разы меньше.
Стоит так же отметить о том, как с помощью размещения двутавров можно увеличивать прочность перекрытий. Например:
- Расположенные рядом (по горизонтали) 2 двутавровые балки суммируют свою прочность к нагрузкам. То есть если одна балка выдерживает 300 кг, то в паре с такой же балкой перекрытие будет выдерживать 600кг.
- Расположенные балки одна на другую (по вертикали) способны выдерживать в 4 раза большую нагрузку. То есть если положить одну балку с прочностью в 300 кг, а сверху такую же и закрепить их между собой, то в паре они уже выдерживают вес в 1200кг.
Нагрузка на двутавровую балку таблица:
| Размер пролета | Расстояние между балками | Сечение балки (высота x ширина) в мм. |
| 3м. | 1м. 0,5 м. | 150×10 150×50 |
| 4м. | 1 м. 0,5 м. | 200×100 150×100 |
| 5м. | 1 м. 0,5 м. | 250×150 200×150 |
| 6м. | 1 м. 0,5 м. | 250×180 200×150 |
| 7м. | 1 м. 0,5 м. | 300×200 250×150 |
Примечание. Все данные приведены из расчета нагрузки на перекрытие около 400 кг/м2.
Конечно, при расчетах нужно еще учитывать:
- качество материалов;
- частота укладки балок;
- отклонения размеров.
Если вы хотите несколько сэкономить на строительстве собственного дома или же заняться бизнесом по продаже двутавровых балок, тогда следует помнить, что ничего особо сложного в изготовлении этого вида перекрытий в домашних условиях нет. Деревянные двутавровые балки для междуэтажного и чердачного перекрытия позволяют выполнить весь процесс своими руками. Ведь перекрытия по деревянным балкам выполняется без использования подъемных кранов и другого вспомогательного оборудования. Весь процесс может выполнить один мастер самостоятельно. Такое перекроите – не скрепит и имеет массу других преимуществ.
Виды деревянных двутавровых балок
Для начала ознакомимся с разнообразием ассортимента этого стройматериала. Различают следующие серии двутавровых балок:
- БДК (балка двутавровая клееная). Используется в строительстве домов с короткими пролетами.
- БДКУ, БДКУ-Л. Такие балки имеют широкие ребра жесткости, отличаются высокой прочностью и наличием большой площади для гвоздевых креплений.
- СДКУ, СДКУ-Л. Эта двутавровая стойка является основой каркаса стен.
- БДКШ, БДКШ-Л. Широкая балка применяется в постройках с очень длинными пролетами. Также ее можно использовать в качестве стропил.
- СДКШ, СДКШ-Л. Балка применима для изготовления стеновых панелей.
Деревянная двутавровая балка своими руками
Для успешного старта нужна рулетка, циркулярная пила, клей по дереву, швеллера, хомуты и шлифовальная машинка. Основными материалами для изготовления послужат клееный брус и фанера, которую можно заменить на ОСП (Ориентированно-Стружечная Плита).
Клееный брус легко достать в любых строительных магазинах. Он отличается повышенной легкостью, надежностью и прочностью, податлив в обработке, поэтому для изготовления деревянных двутавровых балок подойдет идеально.
Прочная фанера или ОСП понадобится для изготовления центрального ребра жесткости, которое с двух сторон будет вставляться в подготовленный клееный брус.
Как сделать двутавровую деревянную балку своими руками:
- В нижнем и верхнем клееном брусе, предварительно нарезанном на одинаковые отрезки нужной длины, выпиливаем паз соответствующей глубины. Так получается основание нашей балки.
- Затем подготавливается ребро жесткости. Позаботьтесь, чтобы на его гранях не было никаких дефектов или неровностей. При их наличии либо зашкурьте ребро, либо замените на новое.
- Последним этапом идет фиксирование ребра жесткости в выпиленных в брусе пазах. Для этого используется специальный клей, обеспечивающий надежное крепление элементов друг с другом.
- После этого проконтролируйте, чтобы балки во время высыхания пребывали в полнейшем покое. Двигать и переносить их в это время категорически запрещено!
В процессе изготовления будет достаточно много опилок, чтобы параллельно заняться производством топливных брикетов.
Двутавровые балки – один из главнейших элементов будущего дома, на который оказывается постоянная нагрузка, поэтому к изготовлению следует подходить с максимальной ответственностью.
Рентабельность бизнес-идеи
В среднем на изготовление одной двутавровой балки уходит порядка 30 минут. Но если делать много деталей одновременно, тогда количество затраченного времени значительно уменьшается. К примеру, изготавливая 20 двутавров за раз. Сначала нарезают 40 клееных балок, затем вырезаются и шлифуются 20 ребер жесткости, а потом все это последовательно клеится. Здесь вам понадобится порядка 3-4 часов, в то время как при поштучном изготовлении вы затратили бы 10 часов и более.
Средняя продуктивность при самостоятельном изготовлении 5-ти метровых двутавровых балок без посторонней помощи составляет около 70 штук в день. Как мы уже отмечали, спешить никуда не следует, чтобы предотвратить допущение малейших просчетов.
Розничная цена деревянной двутавровой балки составляет 4,8$ за погонный метр (высота 200мм, сечение бруса 42×85, вес 5кг/м.п.). А себестоимость метра погонного метра ниже 3,5$. Следовательно, рентабельность у этого дела – довольно высокая, что делает производство двутавровых балок еще более привлекательным. Берем для наглядности в расчетах среднюю длину в 5 метров и получаем 25$ дохода с одной балки. Не сложно посчитать, что при активных продажах можно выйти на 2000$ в месяц.
При этом позаботьтесь о наличии большой мастерской. Но если объем продукции вырастет, тогда можно обойтись собственным гаражом. Также позаботьтесь о приобретении профессиональной циркулярной плиты. Расходы на ее покупку колеблются в пределах 700$.
Этот вид строительных материалов пользуется стабильно высоким спросом у потребителей.
businessideas.com.ua
Сварная двутавровая балка, производство, преприятия-производители
В статье кратко описана сварная двутавровая балка, ее применение, а также приведен перечень производителей данной продукции. Сварная двутавровая балка представляет собой сварную конструкцию из листового металла. По своим механическим параметрам она эквивалентна характеристикам горячекатаного профиля.

В основном данная конструкция балки применяется в промышленном строительстве в качестве стоек и перекрытий пролетов при возведении зданий цехов, складов, ангаров. При прокладке автомагистралей из нее изготавливают опоры и несущие металлоконструкции мостов.
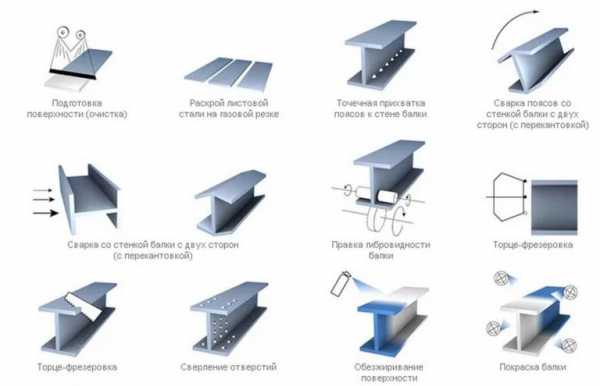
Изготовление сварной двутавровой балки состоит из нескольких этапов:
- Разметка и порезка листового металлопроката.
- Разделка кромок.
- Сборка конструкции балки методом «точечной прихватки».
- Полная сварка профиля.
- Правка полок и фрезерование торцов.
- Зачистка швов и покраска.
Разметка и порезка листового металлопроката, заданного размера, выполняются на одном оборудовании с ЧПУ, при помощи газотермической резки. Причем одновременно устанавливаются до девяти резаков, которые в зависимости от толщины металла, двигаются со скоростью до 1м/мин.

Следующим этапом идет разделка кромок на специальном кромкофрезерном станке. Кромки необходимы для накладывания прочных сварочных швов.
После фрезеровки заготовок происходит сборка профиля балки методом «точечной прихватки» на сборочном стане.

Метод заключается в сваривании фиксированных зажимами деталей балки электросваркой через определенные расстояния, чтобы готовый профиль можно было уложить с помощью подъемного оборудования ( это могут быть кран-балки, либо мостовые краны) на место сварки. Процесс сборки происходит в три операции:
- Сборка таврового профиля.
- Перевертывание Т-образного профиля на угол в 180º с установкой его на опять на место сборки.
- Окончательный этап сборки двутаврового профиля.
Собранная конструкция подается на стеллажи, расположенные под углом в 45º. Данный угол обеспечивает качественную сварку деталей балки. Сам процесс происходит с помощью сварочных головок, которые имеют несколько степеней свободы, что позволяет производить операцию в разных направлениях и плоскостях. Полная сварка осуществляется проволокой в среде специального флюса.

Под воздействием температуры в процессе сварки полки балки несколько деформируются. Поэтому необходима их последующая правка, которая происходит на правочном стане, путем прокатки ее через правочные валики. Там же происходит и фрезеровка торцов.
Изготовление сварной двутавровой балки заканчивается зачисткой сварочных швов, покраской и отправкой готовой продукции на склад.
Предприятия-производители
Производством данного профиля занимаются многие предприятия России и стран СНГ. Вот некоторые из них:
- ООО Предприятие «Стройтехцентр» (Россия, Екатеринбург).
- Уральский завод ЧМЗАП-МК (Челябинск, Россия).
- Кулебакский завод металлических конструкций (Россия).
- Завод металлоконструкций «Беллегсталь» (Беларусь)
- ООО «Термостил-Украина».
remontzhilya.ru