Производство жби изделия – Производство железобетонных изделий и конструкций: технология
28.2. Способы производства железобетонных изделий
В настоящее время различают три принципиально отличных способа производства железобетонных изделий: поточно-агрегатный, конвейерный и стендовый.
При поточно-агрегатном способе производства форму и формуемое изделие передают по потоку от одного технологического поста к другому с помощью кранового оборудования (рис. 28.4).
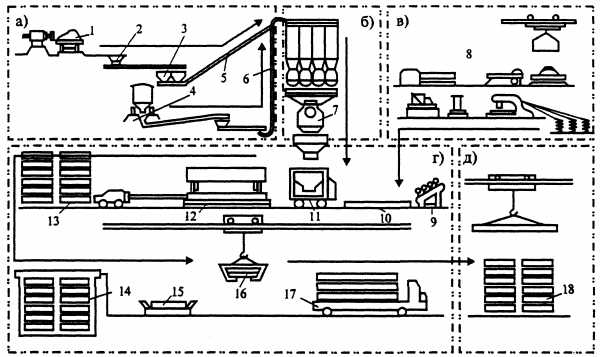
Рис. 28.4. Технологическая схема изготовления железобетонных изделий поточно-агрегатным способом:
а — зона хранения заполнителей бетонной смеси; б — зона приготовления бетонной смеси; в — зона изготовления арматурных каркасов; г — зона формирования и обработки ЖБИ; д — зона хранения и выдачи готовых изделий; 1
Установки-агрегаты состоят из формовочной машины (обычно виброплощадки), машины для распределения бетонной смеси по форме (бетоноукладчики), машины для укладки формы на формовочный пост (формоукладчики). Отформованные изделия в формах подают краном в камеры для тепловой обработки. Заключительная стадия производства — выдача изделий из камеры и их распалубка. После приемки ОТК готовые изделия направляют на склад, а освободившиеся формы возвращают на формовочный пост.
При конвейерном способе технологический процесс расчленен на элементарные процессы, которые одновременно выполняют на отдельных рабочих местах. Форму и изделие непрерывно перемещают от одного рабочего места к другому, каждое из которых обслуживает закрепленное звено (рис. 28.5).
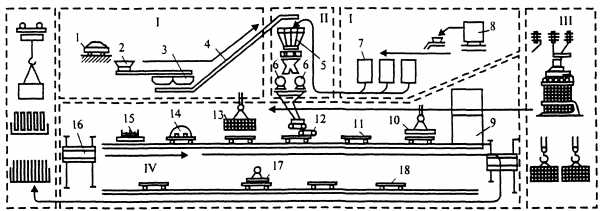
Рис. 28.5. Конвейерная технология изготовления железобетонных изделий:
I — зоны хранения материалов; II — зона приготовления цементобетонной смеси; III — зона изготовления арматурных каркасов; IV — зона изготовления изделий; 1 — пост разгрузки каменных материалов; 2 — приемные бункеры; 3
Основным условием осуществления конвейерного производства является ритмичность выполнения процессов, для чего их продолжительность должна быть одинаковой. Тогда через равные промежутки времени одновременно перемещают изделие с одного рабочего места (поста) на другое. При изменении типа изделий конвейеры требуют переоснастки.
Производство изделий на вибропрокатном стане отличается от вибропроката тем, что все технологические операции от подачи бетонной смеси до выдачи готового изделия производят на одной установке, представляющей собой конвейер, движущийся непрерывно со скоростью 25-30 км/час при изготовлении изделий из тяжелого бетона.
При стендовом способе изделие изготовляют в неподвижных формах или оборудованных для этого на рабочих местах стендах. В процессе формования и до приобретения бетоном необходимой прочности изделия остаются на месте, в то время как технологическое оборудование и обслуживающие его рабочие звенья перемещаются от одной формы к другой.
Стендовый способ хотя и приводит к более низкому использованию производственных площадей по сравнению с другими способами, но имеет ряд преимуществ, особенно при изготовлении предварительно-напряженных конструкций. Продолжительность технологического цикла зависит от длительности выдерживания изделий на стенде для приобретения ими необходимой прочности и составляет 1-2 сут (рис. 28.6).
studfiles.net
Производство железобетонных изделий – от бетонного узла до склада готовой продукции
Производство
Лаборатория
Склад готовой продукции
Производство железобетонных изделий – от бетонного узла до склада готовой продукции
Наш завод железобетонных изделий выпускает продукцию строительного назначения в соответствии с действующими строительными, гигиеническими, санитарными и прочими нормами.
Не смотря на то, что производство железобетонных изделий строго регламентировано, на всех стадиях изготовления продукции ведется жесточайших контроль качества.
Завод железобетонных изделий: основные циклы производства
По сути, производство железобетонных изделий, строительных смесей, товарного бетона и прочих сопутствующих строительных материалов проходит следующие пункты поэтапного производства:
- бетонный узел, где получают сырье для будущих ЖБИ,
- арматурный цех, где предварительно варят металлические каркасы
- непосредственно само производство, в процессе которого из полученного бетона формируются изделия конкретных параметров и модификаций,
- лабораторные исследования, в ходе которых проверяется на соответствие нормативам каждая партия ЖБИ,
- складирование и хранение на складе готовой продукции.
Поскольку все ЖБИ – это довольно объемные, крупногабаритные и достаточно тяжелые изделия, то их передвижение по цеху, транспортировка на склад готовой продукции и погрузка на транспорт для отправки клиенту осуществляется при помощи спецтехники. Это минимизирует риск порчи готовой продукции и значительно ускоряет работу производства.
Специальное оборудование для получения конкретных изделий соответствует всем современным требованиям. Это позволяет соблюдать точные параметры ЖБИ и быстро перенастраивать технику с выпуска одной модификации на другую.
Контроль качества ЖБИ ведется на всех стадиях
Контроль качества ЖБИ ведется на каждом этапе производства и последующего хранения. Ведь очень важно не только соблюсти габаритные параметры изделий, пропорции составляющих бетона и прочие нюансы, но и обеспечить высокий уровень его обработки, а также позаботиться о должных условиях хранения.
Долговечность ЖБИ и качество товарного бетона обусловлены как раз строгим соблюдением технологического регламента на всех стадиях производственного процесса.
Колодцы, плиты перекрытий, лотки, элементы коллектора, перемычки, ригели и прочий ассортимент нашего предприятия производится с соблюдением санитарных, гигиенических, строительных и экологических норм.
Малейшие нарушения технологии, сбой подачи сырья или снижение уровня его качества обнаруживаются моментально. Строгий контроль качества ЖБИ на каждой стадии производства обусловил высокий рейтинг нашей продукции среди потребителей.
Коллектив завода железобетонных изделий уделяет огромное значение техническому оснащению производства, регулярно совершается переоборудование более новой и совершенной техникой. Ставка на инновации определила наши лидирующие позиции в такой высококонкурентной сфере, как производство железобетонных изделий.
gbi4.ru
Железобетонные изделия — производство ЖБИ
Добро пожаловать на сайт производственного комплекса Промстройконструкции!
Наша компания осуществляет производство и оперативную поставку железобетонных изделий различного назначения, как в соответствии с типовыми альбомами конструкций для различных отраслей строительства, так и по индивидуальным чертежам.
Головной офис компании расположен в Санкт-Петербурге, а наши заводы ЖБИ и строительных конструкций — в 5 регионах России: Санкт-Петербурге, Мурманске, Крыму, Ростове-на-Дону и Краснодаре. Поэтому, благодаря эффективной работы службы логистики, мы осуществляем выгодные отгрузки ЖБИ в различные (в том числе удаленные) регионы РФ.
Наше производство осуществляет выпуск не только широко распространенных позиций ЖБИ таких как лотки, кольца, плиты, вентблоки и фундаментные блоки, но и массивных и крупногабаритных изделий из тяжелого бетона, таких как:
Так как производство имеет возможность оперативного, качественного и соответствующего стандартам, промышленного выпуска крупногабаритных изделий по чертежам заказчика, мы производим также нестандартные блоки фундаментов (например, для информационных стоек автомагистралей, устройства тарификационных пунктов системы Платон или платных дорог), массивные блоки упора, элементы для устройства укреплений насыпей и русел.
Благодаря сертифицированному производству и выпускаемой продукции (в том числе мостовой инспекции), мы осуществляем изготовление ответственных изделий:
На наших заводах ЖБИ имеются формы и мощности для оперативного выпуска большого количества блоков лотка Л1, Л2 для горфрированных труб, а также многих позиций по редким (архивным) сериям изделий для железных дорог, таких как:
Кроме железобетонных изделий мы осуществляем изготовление полимеркомпозитных конструкций, таких как композитные лотки (лотки водоотводные пластиковые), элементы дренажа, крышки.
Производство полимерно — композитных конструкций хоть и является относительно новым направлением компании, но благодаря колоссальным преимуществам самих изделий и постоянному росту спроса, оно динамично развивается. На многие конструкции разработаны и утверждены собственные технические условия и стандарты предприятия.
Система менеджмента качества ПромСтройКонструкции также сертифицирована в соответствии с российскими и международными стандартами, имеются необходимые сертификаты и заключения на продукцию, в том числе в рамках добровольной сертификации.
gbi-psk.ru
«Дом ЖБИ» — завод ЖБИ изделий в Москве и области
Железобетон без преувеличения является самым распространенным в строительстве современных жилых и промышленных зданий материалом, но этим его функции не исчерпываются. Продукция заводов железобетонных изделий и конструкций широко применяется также в перекрытии колодцев и камер, укладке дорог, возведении различных промышленных сооружений. Железобетонные изделия – ЖБИ – экономичны по цене, просты в работе, надежны и практичны в дальнейшей эксплуатации.
Компания «ДОМ-ЖБИ» продает только качественную продукцию в Москве – изделия ЗЖБИ1, официальным дилером которого является на протяжении десяти лет. Поэтому у нас изготовленные этим известным в России заводом железобетонных изделий материалы продаются без лишних наценок. Купить ЖБИ любых типоразмеров можно в неограниченном количестве: какие бы изделия Вам не требовались, достаточно включить их в одну-единственную заявку, и она будет добросовестно выполнена в кратчайшие сроки. Мы принимаем заказы даже на минимальное число ЖБИ: если Вам нужны всего несколько дорожных плит или пара свай, это вовсе не проблема. Небольшие заказы у нас обрабатываются столь же оперативно, как и крупные.
Продажа железобетонных изделий от производителя
Производство и продажа ЖБИ осуществляются со всеми необходимыми гарантиями качества изделий от производителя и поставщика. На сегодняшний день «ДОМ-ЖБИ» может предложить Вам большой выбор различной железобетонной продукции: плиты перекрытия, перемычки, сваи, ригели, дорожные плиты, прогоны, фундаментные блоки и ленточные фундаменты. Компетентные специалисты, работающие у нас, помогут Вам оптимально подобрать железобетонные изделия, купить которые Вы сможете по весьма доступным ценам.
Наша компания гарантирует каждому клиенту:
- удобную систему скидок при оптовой покупке продукции ведущего отечественного завода железобетонных изделий;
- прямую доставку товара от склада завода ЖБИ до стройплощадки, что избавит Вас от любых забот о поиске специального транспорта;
- быстрое и качественное изготовление ЖБИ нестандартных размеров по чертежу, предоставленному заказчиком;
- полное соответствие всем ГОСТам и ТУ, что подтверждает использование этих изделий постоянными покупателями за десять лет существования фирмы «ДОМ-ЖБИ».
Обращайтесь к нам и убедитесь в этом сами!
www.dom-gbi.ru
Технология производства железобетонных изделий — КиберПедия
Бетонные и железобетонные изделия и конструкции изготовляют на специальных заводах или полигонах. Технологический процесс складывается из следующих последовательно выполняемых операций: приготовления бетонной смеси, изготовления арматуры и арматурных каркасов, армирования железобетонных изделий, формования, температурно-влажностной обработки и декоративной отделкой лицевой поверхности изделий. Панели наружных стен в зависимости от конструкций могут подвергаться дополнительной операции — укладке в панель теплоизоляционного материала при сборке отдельных скорлуп или формовании изделий.
Организация выполнения этих основных технологических операций и их техническое оформление в современной технологии сборного железобетона осуществляются по трем принципиальным схемам, причем ведущим признаком служит способ формования изделий. По методам формования различают также и предприятия, например завод «кассетный», конвейерный или с поточно-агрегатной технологией. При выборе технологии производства следует учитывать возможность получения наилучшего управления структурообразованием бетонной смеси.
По способу и организации процесса формования могут быть выделены три схемы производства железобетонных изделий:
1. Изготовление изделий в неперемещаемых формах. Все технологические операции — от подготовки форм до распалубки готовых отвердевших изделий — осуществляются на одном месте. К этому способу относятся формование изделий на плоских стендах или в матрицах, «формование изделий в кассетах.
2. Изготовление изделий в перемещаемых формах. Отдельные технологические операции формования или отдельный комплекс их осуществляются на специализированных постах. Форма, а затем изделие вместе с формой перемещаются от поста к посту по мере выполнения отдельных операций.
3. Непрерывное формование, возникшее сравнительно недавно, но весьма зарекомендовавшее себя как способ, отличающийся наиболее высокой производительностью труда, минимальной металлоемкостью и несравнимо высоким объемом продукции на единицу производственной площади предприятия. Способ непрерывного формования изделий осуществляется на вибропрокатном стане.
1.Армирование железобетонных изделий
В заводском производстве стоимость арматуры составляет около 20% себестоимости железобетонных изделий, поэтому вопросы организация арматурных работ на завод сборного железобетона являются важнейшими и в техническом и в экономическом отношениях. Различают армирование железобетонных изделий ненапряженное (обыкновенное) и предварительно напряженное. Операции армирования и виды арматуры для каждого из этих способов имеют ряд принципиальных различий.
Ненапряженное армирование
Армирование железобетонных изделий ненапряженной арматурой осуществляется при помощи плоских сеток и пространственных (объемных) каркасов, изготовленных из стальных стержней различного диаметра, сваренных между собой в местах пересечений. Различают арматуру рабочую (основную) и монтажную (вспомогательную). Рабочая арматура располагается в тех местах изделия, в которых под нагрузкой возникают растягивающие напряжения; арматура воспринимает их. Монтажная арматура располагается в сжатых или ненапряженных участках изделия. Кроме такой арматуры применяют петли и крюки, необходимые при погрузочных работах, а также закладные части, крепления и связи сборных элементов. Наименьшие трудовые затраты на армирование изделий и конструкций при применении арматурных каркасов наибольшей степени готовности, т. е. имеющих не только основную арматуру, но и вспомогательную с приваренными петлями, крюками, закладными деталями. В этом случае операции по армированию сводятся к установке готового арматурного каркаса в форму и его закреплению.
Напряженное армирование
При изготовлении предварительно напряженных изделий необходимо создать в бетоне по всему сечению или только в зоне растягивающих напряжений предварительное обжатие, величина которого превышает напряженке растяжения, возникающее в бетоне при эксплуатации. Величина предварительного обжатия обычно достигает 50—60 кГ/см2, а при изготовлении железобетонных напорных труб—100—120 кГ/см2. Обжатие бетона осуществляется силами упругого последействия натянутой арматуры. Это достигается силами сцепления арматуры с бетоном пли при помощи анкерных устройств. Для обеспечения обжатия бетона применяемая арматурная сталь должна находиться в пределах упругих деформаций и не превышать 85—90% предела текучести стали, а для углеродистых сталей, не имеющих четко выраженного предела текучести,— 65—70% предела прочности на разрыв.
При изготовлении предварительно напряженных изделии используют одноосное обжатие бетона отдельными стержнями или пучками проволок располагаемых в изделии вдоль его продольной оси, и объемное обжатие обеспечиваемое навивкой напряженной проволоки в двух или нескольких направлениях. Проволоку можно навивать и на готовое изделие с последующей защитой арматуры слоем бетона.
Передача предварительного напряжения арматуры на бетон осуществляется тремя способами:
— посредством сцепления арматуры диаметром 2,5—3 мм с бетоном; при большем диаметре арматуры сцепление обеспечивается устройством вмятин на поверхности проволоки, свивкой прядей из 2—3 проволок либо применением арматуры периодического профиля;
— посредством сцепления арматуры с бетоном, усиленного дополнительно анкерными устройствами;
— посредством передачи усилий натяжения на бетон через анкерные устройства на концах арматурного элемента без учета сцепления арматуры и бетона.
Натяжение арматуры производят различными способами: механическим электротермическим, непрерывным механическим и электромеханическим натяжением, а также химическим при применении расширяющегося цемента.
2.Формование железобетонных изделий
Задача технологического комплекса операций по формованию состоит в получении плотных изделий заданных формы и размеров. Это обеспечивается применением соответствующих форм, а высокая плотность достигается уплотнением бетонной смеси. Операции процесса формования можно условно разделить на две группы: первая включает операции по изготовлению и подготовке форм (очистке, смазке, сборке), вторая — уплотнение бетона изделий и получение их заданной формы. Наиболее характерным в этом отношении является изготовление крупноразмерных особотяжелых изделий — балок, ферм, пролетных строений мостов, когда вследствие значительных затрат на перемещение изготовление изделий организуют на одном месте, т. е. принимают стендовую схему организации процесса. В общем технологическом комплексе изготовления железобетонных изделий операции формования занимают центральное и определяющее место. Все другие операции — приготовление бетонной смеси, подготовка арматуры — являются в какой-то степени подготовительными и могут выполняться вне площадки данного предприятия железобетонных изделий; бетонная смесь может быть получена централизованно с бетонного завода, арматурные изделия — из центральной арматурной мастерской района
Особенности формования и изготовления изделий различными способами:
Стендовый способ. Формование изделий при стендовом способе, т. е. в неперемещаемых формах, осуществляется на плоских стендах, в матрицах и в кассетах.
Формование в кассетах. При кассетном способе формование и твердение изделий осуществляются в неподвижной вертикальной форме-кассете.
При поточно-агрегатном способе укладку арматуры и бетонной смеси в форму и уплотнение смеси производят на одном технологическом посту, а твердение изделий — в специальных тепловых аппаратах (пропарочных камерах или автоклавах), т. е. общий технологический процесс расчленяется по операциям.
Конвейерный способ от поточно-агрегатного отличается большой расчлененностью технологических операций по отдельным специализированным постам. Всего таких постов на конвейерной линии до девяти: распалубка изделий, чистка и смазка форм, осмотр форм, укладка арматуры и закладных деталей, укладка бетонной смеси, уплотнение бетонной смеси, выдержка изделий перед тепловой обработкой.
Способ непрерывного формования осуществляется на вибропрокатном стане. Он имеет непрерывно движущуюся ленту, состоящую из отдельных объемных или плоских пластин; первые обеспечивают получение ребристой поверхности панелей, а вторые — гладкой. На непрерывно движущуюся ленту в начале стана укладывается арматура, затем на следующем участке подается бетонная смесь и уплотняется вибрированием и частично прокатом калибрующими валками; последние позволяют получать изделия строго постоянной толщины и с гладкой поверхностью. Сформованное изделие по мере движения ленты поступает в зону тепловлажностной обработки и после двухчасового пропаривания в готовом виде сходит с ленты и направляется на склад.
3.Твердение железобетонных изделий
Твердение отформованных изделий — заключительная операция технологии сборного железобетона, когда изделия приобретают требуемую прочность. В зависимости от температуры среды различают следующие три принципиально различных режима твердения изделий:
— нормальный — температура 15—20° С;
— тепловая обработка при температуре до 100° С при нормальном давлении;
— автоклавная обработка — пропариваиие при повышенном давлении пара и температуре среды выше 100° С.
Независимо от режима твердения относительная влажность среды должна быть близкой 100%, иначе изделия сохнут, а это приводит к замедлению или прекращению роста их прочности, так как твердение бетона есть в первую очередь гидратация цемента, т. е. взаимодействие цемента с водой.
4.Отделка поверхности железобетонных изделий
Способ отделки поверхностей железобетонных изделий надо выбирать с учетом целого ряда требований, которые могут быть продиктованы климатическими, архитектурными и другими условиями его службы. Отделка должна быть долговечной и защищать бетон изделия от атмосферных и агрессивных воздействий, а также отвечать архитектурно-декоративным требованиям.
В настоящее время поверхности можно отделывать с использованием окрасочных составов, облицовочных материалов и цветных бетонов. Окрасочные составы должны быть водостойкими, долговечными и устойчивыми против выцветания.
К облицовочным материалам, предназначенным для отделки бетонных и железобетонных изделий, наряду с архитектурно-декоративными требованиями предъявляются требования высокой прочности и долговечности в условиях переменных атмосферных воздействий. В настоящее время в качестве облицовочных материалов используют плитки из природных каменных материалов, керамические, асбестоцементные, стеклянные, плиты и блоки из цветного бетона, гофрированные листы из алюминия.
5. Приемка и испытание железобетонных изделий
Железобетонные изделия принимают партиями, состоящими из однотипных изделий, изготовленных по одной технологии в течение не более 10 сут.
В процессе приемки наружным осмотром проверяют внешний вид изделий, отмечают наличие трещин, раковин и других дефектов. Затем с помощью измерительных линеек и шаблонов проверяют правильность формы и габаритные размеры изделий. Если при контрольных замерах изделия обнаруживаются отклонения по длине или ширине, превышающие допускаемые, изделие бракуется.
При приемке изделий определяется и прочность бетона, которая устанавливается по результатам испытания контрольных образцов и готовых изделий.
Испытание готовых железобетонных изделий на прочность, жесткость и трещиностойкость производят согласно ГОСТам и техническим условиям. Критерием прочности служит нагрузка, при которой изделие теряет свою несущую способность (разрушается). В последнее время для определения прочности бетона в конструкциях пользуются физическими и механическими методами, не разрушающими изделия.
К физическим методам относятся ультразвуковые и радиометрические. Механические методы базируются на определении величины упругой или пластической деформации. Приборы для этих методов подразделяются на приборы, основанные на принципе упругого отскока, и приборы, основанные на принципе внедрения наконечника в бетон. В первом случае прочность бетона оценивается по величине упругого отскока бойка от поверхности бетона, во втором характеризуется величиной отпечатка на поверхности бетона. Приборы этой группы получили широкое применение в строительстве.
cyberpedia.su
Основы технологии сборных железобетонных изделии
Производство железобетонных изделий складывается из следующих основных процессов: приготовления бетонной смеси; изготовления арматурных элементов; формования изделий; твердения бетона; освобождения изделий из форм, их отделки, сборки и комплектования строительных деталей для повышения их заводской готовности.
Технологические процессы осуществляются на поточных линиях в перемещаемых или неподвижных формах. В первом случае формы при изготовлении изделий перемещаются от одного специализированного технологического поста (например, укладки и уплотнения бетонной смеси, натяжения арматуры и др.) к другому, а во втором случае формы в течение всего производственного процесса неподвижны, перемещается необходимое технологическое оборудование.
Изготовление изделий в перемещаемых формах осуществляется на поточно-агрегатных, полуконвейерных и конвейерных технологических линиях. Поточно-агрегатный способ производства предполагает формование изделий на установках — агрегатах, включающих формовочную машину (например, виброплощадку), бетоноукладчик и машину для укладки формы на формовочный пост (формоукладчик). Отформованные изделия перемещают в камеры твердения, а затем распалубливают и направляют на склад, а освободившиеся формы подготавливают к следующему циклу.
Этот способ получил широкое распространение, поскольку отличается гибкостью и возможностью быстрой переналадки при переходе от выпуска одного типа изделий к выпуску другого, а также требует сравнительно небольших капитальных затрат.
Конвейерный способ производства отличается от поточно-агрегатного делением технологического процесса на отдельные операции и определенным ритмом, т. е. одинаковой продолжительностью выполнения операций. Различают конвейеры шагового (тележечного) и непрерывного действия (пластинчатые, цепные и др.). К современным типам тележечных конвейеров по производству железобетонных изделий относятся вертикальные двухъярусные станы, на верхней ветви которых выполняются все операции по изготовлению изделий, а на нижней производится тепловая обработка; наклонно-замкнутые конвейеры, отличающиеся размещением камер тепловой обработки под полом цеха рядом с формовочной ветвью и др. Основным типом непрерывного конвейера является вибропрокатный стан, имеющий бесконечную стальную ленту, оснащенную устройствами для приготовления, формования и тепловой обработки бетонной смеси. Конвейерный способ позволяет создать мощный механизированный поточный процесс, он особенно эффективен при серийном выпуске однотипных изделий: стеновых панелей, панелей перекрытий, колонн и ригелей промышленных зданий и др.
При стендовом способе изделия изготавливают в неподвижных формах или на специально оборудованных стендах. Стендовая технология особенно целесообразна при изготовлении крупноразмерных и предварительно напряженных изделий, ее применяют также и в условиях полигонов, когда тепловая обработка осуществляется в напольных камерах или в термоформах. При стендовом производстве затруднена механизация и автоматизация технологических процессов, повышена трудоемкость. Продолжительность технологического цикла составляет обычно 1-2 сут.
Стендовый способ получил распространение при производстве многих конструкций энергетического строительства: несущих балок перекрытий, отсасывающих труб, водосбросов, пустотных водосливов и галерей, камер шлюзов, плит перекрытий спиральных камер турбин, труб, элементов каркаса машинных залов ГЭС и др.
Разновидностью стендового является кассетный способ производства, особенностью которого является формование изделий в вертикальном положении в стационарных разъемных групповых формах — кассетах. Кассетный способ производства распространен на заводах крупнопанельного домостроения.
К числу наиболее важных технологических переделов в производстве железобетонных изделий относятся формование и тепловая обработка.
Формование изделий включает подготовку форм (очистку, сборку, смазку), установку и натяжение арматуры, укладку, распределение в форме и уплотнение бетонной смеси, заглаживание поверхности, расформовку изделий после тепловой обработки. Формование изделий может производиться методами литья, виброобработки, прессования, укатки, трамбования, центрифугирования, различными комбинированными методами. Наиболее распространенными являются вибрационные методы формования.
В условиях заводской технологии набор бетоном необходимой прочности в приемлемые сроки достигается с помощью тепловой обработки, на долю которой приходится 70-80% времени всего цикла изготовления изделий и до 70% всей тепловой энергии.
Распространенным способом тепловой обработки бетона является пропаривание при атмосферном давлении и температуре до 100° С. Длительность пропаривания в большинстве случаев составляет 12-13 ч и колеблется от 2,5 до 24 ч. Наиболее характерные для технологии сборного железобетона тепловые агрегаты — ямные пропарочные камеры.
Свойства бетона, расходы тепловой энергии и цемента в значительной мере определяются режимом тепловой обработки, который включает предварительное выдерживание изделий до начала тепловой обработки, подъем температуры, изотермический прогрев и охлаждение. Предварительное выдерживание изделий колеблется от 1 до 8 ч и сокращается по мере ускорения темпа начального твердения бетона, введения добавок-ускорителей твердения. Скорость повышения температуры при пропаривании изделий в открытых формах составляет 15- 30° С/ч. Она практически не ограничивается при применении жестких закрытых форм.
Интенсивный набор прочности бетона идет в период изотермического прогрева длительностью от 4 до 10 ч в зависимости от В/Ц, вида и марки цемента, требуемого значения отпускной прочности бетона, равной 50-100% проектной марки. Оптимальная температура изотермического прогрева при применении портландцемента 80-85° С, шлако- и пуццоланового портландцементов 95-100° С.
Сокращение общей длительности тепловой обработки без перерасхода цемента достигается применением предварительно разогретых бетонных смесей, использованием быстротвердеющих цементов, созданием избыточного давления паровоздушной среды в камере пропаривания (0,01-0,03 МПа), контактным прогревом бетона в замкнутом пространстве, применением ускорителей твердения.
Тепловая обработка пропариванием имеет ряд недостатков: повышенный расход теплоты, неравномерность прогрева изделий с большой площадью поверхности, неблагоприятные санитарно-гигиенические условия и др. В значительной мере эти недостатки устраняются при электротермообработке бетона.
studfiles.net
ЖБИ на заказ, изготовление нестандартных ЖБИ по чертежам заказчика
Застройщики жилых комплектов и нестандартных строений все чаще при возведении обращаются к зарубежным технологиям, потому что большой популярностью в наши дни пользуется европейская планировка, имеющая свои особенности.
Для реализации всех поставленных архитекторами задач, строительные компании вынуждены заказывать нестандартные ЖБИ. Это позволяет экономить средства и время на выполнение монтажных работ и дает возможность построить качественное сооружение, отвечающее действующим нормам и стандартам.
Завод – производитель «Бетон-Центр» занимается производством на заказ ЖБИ высокого качества по обоснованной стоимости. В каталоге нашего сайта представлено большое разнообразие продукции из железобетона классических форм. В случае, когда вам необходимы конструкции нестандартных габаритов, возможно изменение параметров осуществления каждого конкретного проекта. По требованиям заказчика изменяется расположение металлического каркаса, марка применяющегося бетона и остальные параметры. Мы практикуем индивидуальный подход к каждому клиенту.
Изготовление нестандартных железобетонных изделий различной архитектурной формы по индивидуальному заказу является профильной деятельностью нашего завода, поскольку его производственные мощности оборудованы высокоточными станками.
 Бетон Центр предлагает:
Бетон Центр предлагает:
Звоните: 8(495)773-75-29
Преимущества персонального изготовления ЖБИ
Производство ЖБИ согласно условиям заказчика значительно расширяет возможности возведения строений и прокладывания инженерных линий, проходящих под землей, а также позволяет воплощать в жизнь нестандартные проекты. Производственные мощности нашего завода дают возможность изготавливать партии любого объема изделий из железобетона в сжатые сроки без потери заявленного качества.
На счету организации множество успешных заказов от крупных компаний – застройщиков. Среди них следует выделить изготовление колосниковой решетки РК-1, произведенной по индивидуальному проекту Михайловского ГОКа. Кроме этого, мы производили блоки систем вентиляции по персонально разработанным чертежам под нужды жилого района Подмосковья. Индивидуальное изготовление железобетонной продукции имеет массу плюсов:
- Получение изделий любого вида и уровня сложности. Производственная часть нашего завода оборудована современными станками для различных целей. Постоянный контроль качества на всех этапах выступает гарантом соблюдения всех технических стандартов и чертежами типоразмеров.
- Строгое соблюдение оговоренных сроков выполнения. Мы способны выполнять требуемое количество железобетонных изделий в запланированный срок, потому что в наличии всегда имеются необходимые расходные материалы разного назначения.
- Доставка продукции из железобетона производится по Москве и Твери, по отдельной договоренности изделия могут быть отправлены в близлежащие регионы.
Привлекательная стоимость на продукцию, созданную в индивидуальном порядке. Наши специалисты после ознакомления с заказом предлагают выгодные варианты выполнения поставленных задач.
Почему ЖБИ по чертежам заказывают в «Бетон-Центр»
«Бетон-Центр» занимается производством железобетонных изделий на заказ разных конфигураций, производственные линии позволяют оперативно выполнять работы любой сложности и объема. На базе предприятия располагается штатная лаборатория, в которой контролируется качество используемого бетона. Изготовленные изделия соответствуют мировому стандарту качества ISO, что выступает доказательством надежности и длительного эксплуатационного срока.
Изготовление ЖБИ по чертежам заказчика – профиль организации «Бетон-Центр». Чтобы приступить к работе, нашим специалистам необходимо предоставить следующие данные:
- Непосредственно чертеж,
- Марку используемого бетона,
- Схему армирования,
- Качество лицевых поверхностей,
- Пожелания по степени водонепроницаемости и морозостойкости будущего изделия.
Кроме изготовления ЖБИ, заказчикам мы предлагаем и дополнительные услуги:
- Резка металла. В нашем распоряжении находятся высокоточные гильотинные ножницы, с помощью которых можно получить идеально ровные края.
- Плазменная резка. Обработка металла таким способом используется для создания продукций сложных и нестандартных геометрических форм, точно соответствующих требуемым параметрам.
- Сварка конструкций из металла. Все работы производятся профильными сварщиками, что обеспечивает аккуратность и надежность швов.
Наша компания является лидером в своем сегменте строительного рынка и обладает репутацией ответственного партнера, потому что мы внимательно относимся к каждому заказу, способны реализовывать проекты любого уровня сложности, и нацелены на длительное сотрудничество. «Бетон-Центр» успешно сотрудничает не только с частниками, но и коммерческими предприятиями.
Узнать более подробную информацию, касающуюся сотрудничества, сроков выполнения и стоимости можно по указанным номерам телефонов.
betoncentr2000.ru