Производство железобетонные изделия – Производство железобетонных изделий и конструкций: технология
Изготовление железобетонных изделий
Содержание
1. Введение
2. Общие положения
2.1. Состав предприятия
2.2. Характеристика изделия
2.3. Режим работы предприятия
2.4. Сырьевые материалы
3. Технологическая часть
3.1. ТЭО технологии и способа производства
3.2. Технологические режимы обработки
3.3. Производство базового изделия
3.4. Характеристика технологического оборудования
3.5. Технологический расчет
3.6. Проектирование БСО
3.7. Потребность производства в сырье и энергоресурсах
3.8. Склад готовой продукции
3.9. Штатная ведомость
3.10. Контроль качества продукции и точности процесса
4. Охрана труда и техника безопасности
5. Технико-экономические показатели производства
6. Список литературы
бетоносмесительный цех железобетонный колонна
1. Введение
Бетон – один из древнейших строительных материалов. Из него построены галереи египетского лабиринта (3600 лет до н.э.), часть Великой китайской стены (3 в. до н.э.), ряд сооружений на территории Индии, Древнего Рима и в других местах. Однако использование бетона и железобетона для массового строительства началось только со второй половины 19 века после получения и организации промышленного выпуска портландцемента, ставшего основным вяжущим веществом для бетонных и железобетонных конструкций и изделий.
Производство сборного железобетона начало интенсивно развиваться в послевоенный период в связи с развернувшимся промышленным и гражданским строительством, что потребовало широкой индустриализации строительных работ.
Широкое применение сборного железобетона позволило значительно сократить в строительстве расход металла, древесины и других традиционных материалов, резко повысить производительность труда, сократить сроки возведения зданий и сооружений. Но развитие строительства требует дальнейшего повышения эффективности и качества производства и применения сборного железобетона.
2. Общие положения
2.1. Состав предприятия
Изготовление железобетонных изделий на заводах ЖБИ осуществляется в цехах, которые в совокупности и представляют производство сборного железобетона.
Основными цехами при производстве ЖБК являются:
1. Бетоносмесительное отделение
2. Формовочный цех
3. Хозяйственные и служебные помещения
4. Склад цемента
5. Склад арматуры
6. Склад заполнителей
7. Склад готовой продукции
8. Склад горючесмазочных материалов
2.2. Характеристика изделия
В проекте все расчеты ведем по колонне марки К19а-1-1. Изделие выполняется по стендовому методу производства в соответствии с требованиями ГОСТ 18979-73.
Колонна изготовляется из тяжелого бетона марки 300. Геометрические размеры колонны 9575 х 400 х 400 мм.
Характеристику изделия приводим в таблице 1.
Характеристика изделия таблица 1
2.3. Режим работы предприятия
Таблица 2
2.4. Сырьевые материалы
Сырьевые материалы для приготовления бетонной смеси
1) Портландцемент марки 400, удовлетворяющий требованиям ГОСТа 10178-85, нормальная густота цементного теста 27%;
2) Щебень известковый, удовлетворяющий требованиям ГОСТа 8267-93, фракция 5-20, марка прочности по дробимости – 800, водопоглощение – 0.8%, морозостойкость 150 циклов, содержание слабых зерен – 5%, содержание лещадных зерен – 23%, содержание пылевидных, илистых и глинистых частиц – 2%;
3) Песок, удовлетворяющий требованиям ГОСТ 8736-93, модуль крупности Мк = 1,1; содержание примесей в песке не должно превышать 3%, водопотребность песка 7%;
4) Вода, принимаемая для приготовления б/смеси не должна содержать вредных примесей, препятствующих нормальному схватыванию и твердению цемента. Воду используют техническую, удовлетворяющую требованиям ГОСТ 23732-79. Общее содержание солей не более 5000 мг/л, содержание сульфатов в пересчете на SO
3. Технологическая часть
3.1. ТЭО технологии и способа производства
В производстве ЖБК могут применяться различные организационные способы производства: агрегатно-поточный, конвейерный, полуконвейерный, стендовый, кассетный.
При выборе способа производства как правило проводят технико экономическое обоснование (ТЭО) по приведенным затратам на создание линии.
Агрегатно-поточный способ производства – при небольших капитальных затратах он допускает выполнение широкой номенклатуры изделий. Технологические операции последовательно выполняют на нескольких рабочих постах. Для соблюдения последовательности форму передают от одного поста к другому с помощью мостового крана. Этот способ соответствует больше всего условиям мелкосерийного производства на заводах средней и небольшой мощности.
Конвейерный способ производства – технологический процесс расчленяется на элементные процессы, которые выполняются одновременно на отдельных рабочих постах. Формы с изделиями перемещаются от одного поста к другому специальными транспортными устройствами, каждое рабочее место обслуживается закрепленным за ним звеном. Характерен принудительный ритм работы, т.е. одновременное перемещение всех форм по замкнутому технологическому кольцу с заданной скоростью.
Стендовый способ производства – изделия формуют в стационарных формах, и они твердеют на месте формования, в то время как технологическое оборудование и обслуживающие его рабочие звенья перемещаются от одной формы на стенде к другой. Стендовая технология целесообразна при изготовлении крупноразмерных предварительно напряженных конструкций длиной более 9 метров для промышленных и гражданских зданий.
Кассетный способ производства – формование изделий производится в вертикальном положении в стационарных разъемных металлических групповых формах-кассетах, где изделия остаются до приобретения бетоном необходимой прочности. Звено рабочих в процессе производства перемещается от одной кассетной формы к другой, организуя производственный поток.
3.2. Технологические режимы обработки
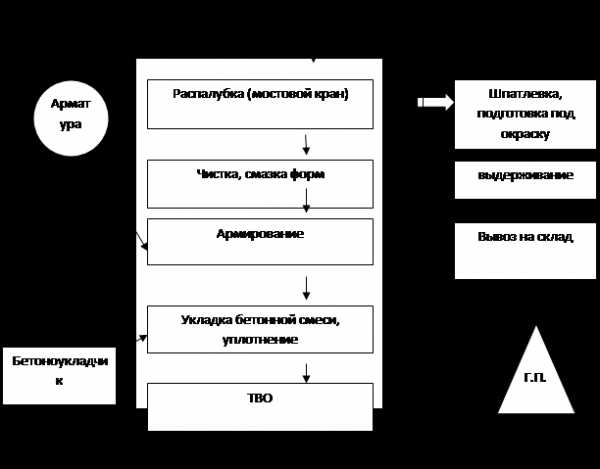
Производство колонн осуществляется стендовым способом в унифицированном типовом пролете УТП-1 по следующей функциональной схеме №1. Технологические операции при данном способе производства осуществляются на одном посту.
При производстве колонн технологический процесс изготовления состоит из следующих операций:
1. Распалубка форм с помощью мостового крана;
2. Чистка и смазка форм специальными смазками;
3. Армирование и сборка форм;
4. Укладка и уплотнение бетонной смеси бетонораздатчиком и глубинными вибраторами;
5. Тепловлажностная обработка колонн при температуре пропарки 80
6. Приемка и маркировка колонн ОТК проводится в соответствии с нормами ГОСТ 13015;
7. Вывоз колонн на склад готовой продукции соблюдая правила по ГОСТ 13015.
3.3. Производство базового изделия
Функциональная схема производства колонн
Из БСО
3.4. Характеристика технологического оборудования
Мостовой кран
Бетонораздатчик 413-02
Глубинный вибратор ИВ-79
Самоходная бадья БВП-2
mirznanii.com
28.2. Способы производства железобетонных изделий
При поточно-агрегатном способе производства форму и формуемое изделие передают по потоку от одного технологического поста к другому с помощью кранового оборудования (рис. 28.4).
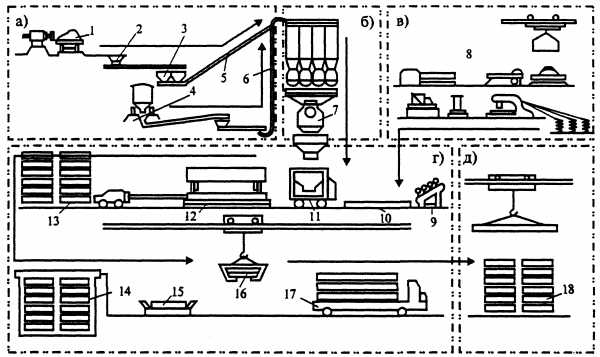
Рис. 28.4. Технологическая схема изготовления железобетонных изделий поточно-агрегатным способом:
а —
Установки-агрегаты состоят из формовочной машины (обычно виброплощадки), машины для распределения бетонной смеси по форме (бетоноукладчики), машины для укладки формы на формовочный пост (формоукладчики). Отформованные изделия в формах подают краном в камеры для тепловой обработки. Заключительная стадия производства — выдача изделий из камеры и их распалубка. После приемки ОТК готовые изделия направляют на склад, а освободившиеся формы возвращают на формовочный пост.
При конвейерном способе технологический процесс расчленен на элементарные процессы, которые одновременно выполняют на отдельных рабочих местах. Форму и изделие непрерывно перемещают от одного рабочего места к другому, каждое из которых обслуживает закрепленное звено (рис. 28.5).

Рис. 28.5. Конвейерная технология изготовления железобетонных изделий:
I — зоны хранения материалов; II — зона приготовления цементобетонной смеси; III — зона изготовления арматурных каркасов; IV — зона изготовления изделий; 1 — пост разгрузки каменных материалов; 2 — приемные бункеры; 3 — аккумулирующие бункеры; 4 — транспортерная галерея; 5 — расходные бункеры; 6 — смесительное отделение; 7 — силосный склад цемента; 8 — вагон-цементовоз; 9 — пропарочные камеры; 10 — пост укладки термоизоляционного слоя; 11 — пост доводки изделий; 12 — пост формования изделий; 13 — пост укладки арматурных каркасов; 14 — смазка форм; 15 — очистка форм; 16 — передаточная тележка; 17 — пост распалубки; 18 — пост контроля
Основным условием осуществления конвейерного производства является ритмичность выполнения процессов, для чего их продолжительность должна быть одинаковой. Тогда через равные промежутки времени одновременно перемещают изделие с одного рабочего места (поста) на другое. При изменении типа изделий конвейеры требуют переоснастки.
Производство изделий на вибропрокатном стане отличается от вибропроката тем, что все технологические операции от подачи бетонной смеси до выдачи готового изделия производят на одной установке, представляющей собой конвейер, движущийся непрерывно со скоростью 25-30 км/час при изготовлении изделий из тяжелого бетона.
При стендовом способе изделие изготовляют в неподвижных формах или оборудованных для этого на рабочих местах стендах. В процессе формования и до приобретения бетоном необходимой прочности изделия остаются на месте, в то время как технологическое оборудование и обслуживающие его рабочие звенья перемещаются от одной формы к другой.
Стендовый способ хотя и приводит к более низкому использованию производственных площадей по сравнению с другими способами, но имеет ряд преимуществ, особенно при изготовлении предварительно-напряженных конструкций. Продолжительность технологического цикла зависит от длительности выдерживания изделий на стенде для приобретения ими необходимой прочности и составляет 1-2 сут (рис. 28.6).
studfiles.net
Производство железобетонных изделий
Компания «Эверест» занимается производством и реализацией железобетонных изделий в Северо-Западном регионе уже более 5 лет. Постоянно растущий ассортимент конструкций, позволяет удовлетворять запросы отечественного рынка в целом и потребностей различных строительных компаний и предприятий Санкт-Петербурга и области, а также всей России. Вся продукция изготавливается на высокоточном оборудовании, согласно предварительно протестированных технологий, что в результате делает качество наших ЖБИ конструкций на порядок выше.
Ассортимент предлагаемой продукции
Завод железобетонных изделий «Эверест» выпускает большую номенклатуру ЖБИ изделий, среди которых:

Процесс производства ЖБИ в СПб от компании «Эверест»
Все железобетонные изделия, которые производит наш завод ЖБИ, будь то плиты, столбы, заборы или блоки – изготавливаются на новом и технологически выверенном оборудовании, не уступающем заграничным аналогам. Процесс производства ЖБИ состоит из следующей стадий:
- замешивание и приготовление бетона;
- армирование ЖБИ продукции;
- формование конструкции и ее последующее затвердение;
- обработка и шлифовка поверхности ЖБИ конструкций.
Помимо этого, наша компания работает с индивидуальными заказами клиентов и проектирует уникальные чертежи, согласно размерам в проекте.
ООО «Эверест» — это вершина качества производства железобетонных изделий!
Наше предприятие имеет налаженные контакты с многими строительными компаниями РФ, что позволяет обмениваться кадрами и опытом по производству ЖБИ по всей России. Цена на изделия умеренная и оправдана качеством изделий, применяемым оборудованием, а также квалифицированными специалистами, которые отлично знают и выполняют свою работу. Купить железобетонные конструкции можно как с доставкой, так и самовывозом.
Ознакомьтесь с другими нашими услугами:
es.spb.ru