Станки лет – Станки для малого бизнеса: цена, виды, назначение
деревообрабатывающие и металлообрабатывающие станки, промышленное оборудование для деревообработки
Специальные предложения
3
Узнайте цену
В список
7
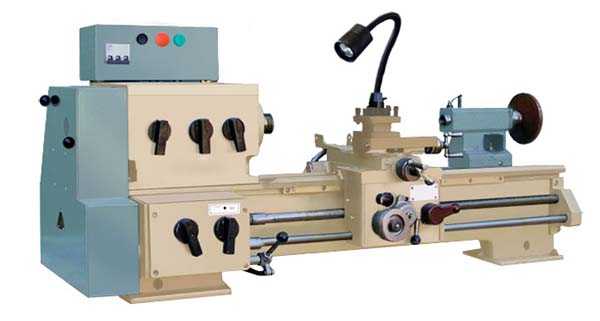
Ленточнопильный станок по дереву STAR 600
Станок предназначен для прямолинейного и криволинейного пиления ленточными пилами досок, щитов, листовых материалов на заготовки. Диаметр шкива 600 мм; высота реза 370 мм; наклоняемый стол; чугунные шкивы; мощность 2,2 кВт; масса станка 280 кг
Узнайте цену
В список
3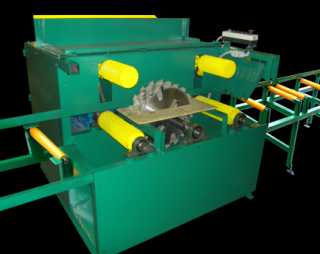
Многопил дисковый Тайга СМД-3
Предназначен для решения серьезных задач при распиловке лафетов (двух, трехкантного бруса) на желаемый вид пиломатериала. Высота пропила — 150 мм; количество устанавливаемых пил — 5+ шт; скорость подачи — 4,5 / 7 / 9 м/мин; мощность — 30 кВт; масса станка — 850 кг
Бесплатная доставка
Узнайте цену
В список
8
Торцовочный станок Тайга ТС-160
Бесплатная доставка
Узнайте цену
В список
13
Кромкообрезной станок ДКО-55М
Узнайте цену
В список
4
Ленточнопильный станок STAR 400
Станок предназначен для прямолинейного и криволинейного пиления ленточными пилами досок, щитов, листовых материалов на заготовки. Диаметр шкива 400 мм; высота реза 270 мм; наклоняемый стол; чугунные шкивы; мощность 0,75 кВт; масса станка 150 кг
В наличии
Узнайте цену
В список
11
Станок для автоматической заточки ленточных пил Astron FP
В наличии Бесплатная доставка
Узнайте цену
В список
3
Узнайте цену
В список

Станок оцилиндровочный Тайга ОС-2
Длина бревна — 6200 мм; max диаметр — 500 мм; диаметр оцилиндр. бревна — 160-240 мм; мощность двигателей — 9,8 и 2,9 кВт; масса станка — 600 кг. Бензиновый двигатель HONDA
Бесплатная доставка
Узнайте цену
В список

Узнайте цену
В список
14
Кромкообрезной станок Тайга К-2
Высота пропила, мм — 85. Диаметр применяемых дисковых пил — 450. Размер обраб. материала длина/ширина, мм — 6500/700. Производительность до 10 м³ в смену. Мощность 11 кВт
Бесплатная доставка
Узнайте цену
В список
22
Станки для разводки ленточных пил Тайга
Станок механический, прост в обслуживании и надёжен в эксплуатации. Лёгкая регулировка установки ленточных пил по высоте обработки. Фиксация стрелочного индикатора посредством надёжного хомутового крепления. Возможность свободной установки регулируемых опор для поддержки пилы по длине. Установлена пластина из высоколегированной стали на опорной матрице – не позволяет калёным зубьям ленточной пилы стирать металл на важном участке. Наличие фиксатора шага ленточного полотна. Контроль точности величины развода зубьев сразу после нажатия на рычаг станка.
В наличии Бесплатная доставка
Узнайте цену
В список
Все специальные предложенияНа нашем сайте имеются металлообрабатывающие и деревообрабатывающие станки, необходимые для использования в вашем производстве. Здесь широко представлены вашему вниманию кромкооблицовочные машины, линии торцевого сращивания, оборудование для утилизации опилок, оборудование для изготовления оконных и дверных блоков, пилорамы, сушильные камеры, четырехсторонние станки, форматно-раскроечные станки и шлифовально-калибровальные станки, фрезы по дереву, инструмент, заточные станки и т.д. У вас есть возможность сравнить технические характеристики и цены, а также посмотреть фото представленных на сайте станков и оборудования.
Сейчас на складе
0
Узнайте цену
В список
0
Узнайте цену
В список
0
Узнайте цену
В список
11
Узнайте цену
В список
0
Трубогиб бездорновый JTB-40
Трубогиб JTB-40 предназначен для изгибания круглых труб из металла или другого материала по заданному радиусу. Производит гибку трубы методом протягивания заготовки по ролику – такие изделия как дуги, рамы, каркасы и прочее из водогазопроводных и метрических труб с изгибами в нескольких плоскостях, что обеспечивает точность изгиба трубы на заданный угол и с заданным радиусом, без заломов в области гибки. Применяется для гибки на угол до 180°, макс. размер трубы Ø38мм, с толщиной стенки до 3мм (сталь и цветные металлы).
В наличии
Узнайте цену
В список
0
Узнайте цену
В список
0
Дисковые пилы для многопильных станков A-500 Black
Дисковые пилы Pilana BLACK с твердосплавными напайками предназначены для для продольного распила сырой, мороженной, естественной влажности древесины всех типов пород. Применяются на многопильных станках — деление лафета (двухкантного бруса) на обрезные пиломатериалы (брус и доски) и горбыль. Так же используются на оборудовании встроенном в агрегатные фрезерно-брусующие линии Linck, SAB, Ari Vislanda, EWD, Hew-Saw, Söderhamn Eriksson и др.
В наличии
Узнайте цену
В список
9Узнайте цену
В список
3
Узнайте цену
В список
6
Узнайте цену
В список
8
Узнайте цену
В список
20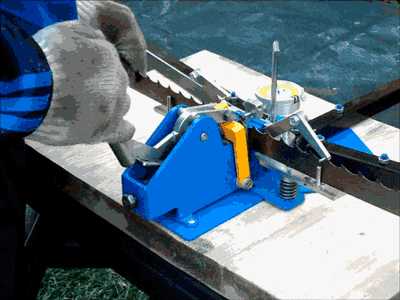
Станок для разводки зубьев ленточных пил Astron
Станок предназначен для работы на лесопильных деревообрабатывающих предприятиях, в том числе в столярном производстве, где продольная распиловка древесины осуществляется узкими ленточными пилами. Ширина ленточных пил: 15-50 мм; время разводки зубьев одной пилы: менее 10 мин; масса: 13,5 кг
В наличии Бесплатная доставка
Узнайте цену
В список
Все позиции на складеУ нас имеются современные деревообрабатывающие и металлообрабатывающие станки практически для любых видов работ. Наше деревообрабатывающее и металлообрабатывающее оборудование производят ведущие мировые бренды. Мы оказываем услуги по доставке товара на всей территории России.
Мы предлагаем вам приобрести только проверенное оборудование по гарантированно лучшему соотношению «цена — качество» и всегда готовы к взаимовыгодному сотрудничеству.
www.stankoff.ru
Станок для промышленной революции
Промышленную революцию в Англии XVIII века обычно связывают с усовершенствованием ткацкого станка и изобретением паровой машины.
Эти и другие усовершенствования и изобретения породили настоятельную потребность в увеличении производства новых машин. Того же требовало развитие кораблестроения и производства вооружений, обусловленное расширением британской колониальной империи и торговли со всем миром. Англия стала «владычицей морей».
Флот тогда был парусным. Паруса управлялись системой канатов, пропущенных через блоки. В начале XIX века только для британского военного флота требовалось более 130 тысяч блоков в год. Потребность в таком количестве однотипной продукции могло удовлетворить только массовое производство.

Генри Модсли, 1827 год
Фотография: gettyimages.ru
Но невиданный доселе спрос на машины нельзя было удовлетворить до тех пор, пока их изготовляли вручную: машины создавались искусными ремесленниками-механиками, которые зачастую хранили в тайне свои производственные секреты. За это их даже часто называли арканистами, то есть людьми, владеющими тайным знанием. Качество машин зависело от искусства рабочих. Так что машины были редкостью и стоили дорого.
Известно, что тот же Джеймс Уатт довольно долго не мог изготовить изобретенную им паровую машину, так как ему не удавалось добиться необходимой точности изготовления цилиндра.
Ручное изготовление деталей машин исключало их взаимозаменяемость, в результате каждая машина становилась уникальной, а ее ремонт был невозможен либо требовал кропотливой подгонки новых деталей. Аналогичные проблемы возникали при изготовлении всех сложных устройств. Например, того же оружия.
Главную роль в решении этих проблем сыграло усовершенствование токарного станка, осуществленное британским инженером-механиком Генри Модсли (1771–1831). Его можно считать отцом-основателем современной станкостроительной промышленности — именно Модсли первым организовал производство машин машинами в промышленных масштабах, создал методику конструирования машин и разработки технологических процессов, внедрил в повседневную практику машиностроения точные измерительные инструменты.
Ручное изготовление деталей машин исключало их взаимозаменяемость, в результате каждая машина становилась уникальной, а ее ремонт был невозможен либо требовал кропотливой подгонки новых деталей
Детство и юность
Генри Модсли родился 22 августа 1771 году в Вулвиче, расположенном в восьми милях от Лондона, он был пятым ребенком в многодетной семье плотника местного арсенала. О детских годах будущего станкостроителя ничего не известно, кроме того, что ему, сыну плотника, путь в школу был заказан. Судя по всему, он овладел грамотой самостоятельно и достаточно поздно. Как и других детей из рабочих семей, Генри в двенадцать лет послали работать. Он поступил в тот же арсенал набивальщиком патронов — в Англии таких рабочих называли powder monkey, «пороховой обезьянкой». Через два года его перевели учеником в плотницкую мастерскую. А еще через год он сам попросился учеником в кузницу, где по собственному почину еще и слесарил. К восемнадцати годам Модсли стал не только лучшим кузнецом арсенала, но и слесарем-механиком, о чем свидетельствуют измерительные инструменты, сделанные им самостоятельно в период работы в Вулвичском арсенале.
В то время в Пимлико, предместье Лондона, большой мастерской владел Джозеф Брама, известный механик и изобретатель, пионер в области гидравлики и слесарной работы. Он был грамотен и умел хорошо чертить.
Первоначально Брама устанавливал в Лондоне ватерклозеты. Он придумал для них совершенно новое устройство, на которое взял патент. С тех пор изобретение Брама претерпело лишь небольшие изменения.
Затем Брама усовершенствовал дверной замок. Он разработал новую схему механизма, которая превосходила все известные до него по качеству и надежности. Исправное действие нового замка зависело от точности изготовления деталей. И Брама стал искать искусного механика, которому он мог бы поручить это дело. Но платить много не хотел. Таким человеком оказался Модсли: молодой парень был рад интересной работе и не требовал большой оплаты.

Оригинальный токарно-винторезный станок Генри Модсли
Фотография: gettyimages.ru
Вскоре он стал лучшим рабочим в мастерской. Брама назначил его мастером и поручил ему механизацию изготовления деталей своего замка. Попутно Модсли овладевал грамотой и учился чертить. Работа с замком велась секретно, в отдельном, всегда запертом помещении, что давало Модсли дополнительные возможности для самостоятельной углубленной работы.
Сохранились некоторые машины и приспособления из секретной мастерской Джозефа Брама, в том числе механизированная пила, станок для навивания пружин и шаблон для разметки при сверлении. Механизированная пила имеет призматические направляющие, применение которых в конструкциях позднейших токарных станков, созданных Модсли, относят к его важнейшим усовершенствованиям. А в конструкции станка для навивания пружин кроме призматических направляющих имеются суппорт, механизированный с помощью пары «винт–гайка», и комплект сменных зубчатых колес. Иными словами, набор всех тех устройств, которые легли в основу будущих токарных станков, были разработаны Модсли еще в период его работы на Брама.
Годы обучения и труда в мастерской Брама во многом подготовили Модсли к его дальнейшей работе. Многие заказы Брама выполнял с участием Модсли, который учился у Джозефа не только искусству машиностроителя, но и деловой хватке: он стал понимать, при производстве каких изделий массового спроса механизация и автоматизация наиболее эффективны.
Брама был многим обязан Модсли, но все равно не хотел повышать ему зарплату. Это подтолкнуло Модсли к тому, чтобы уйти от скупого хозяина.
Тем более что у каждого рабочего мануфактуры была заветная мечта — самому стать владельцем мастерской. К этому шли постепенно, мало-помалу изготовляли для себя лично кузнечные, слесарные и измерительные инструменты. Модсли начал делать это еще в арсенале Вулвича. Работая у Брама, он продолжал накапливать запас. Со временем эти инструменты ему очень пригодились.
Завод Генри Модсли в Ламбете
Фотография: gettyimages.ru
Жестоко экономя на самом необходимом, Генри скопил небольшую сумму и в 1797 году снял маленькую мастерскую и заброшенную кузницу при ней. Так Модсли покинул Брама, проработав у него восемь лет.
Станок нового типа
Долгое время с заказами в мастерской было туго, и у Модсли оставалось свободное время, которое он тратил на усовершенствование токарно-винторезного станка, конструкцию которого начал разрабатывать еще в мастерской Брама.
Одна из основных проблем токарных станков в то время состояла в том, что резец приходилось держать в руках. Для удобства токари придумали длинные держатели резцов, особые упоры для них. Но и с ними работать было очень трудно. Действуя ручным резцом, почти невозможно добиться при обработке правильной круглой формы обтачиваемой заготовки. Отсталая технология обработки материалов задерживала развитие техники. Практически невозможно было, держа резец в руках, нарезать на металлическом стержне точную винтовую резьбу.
В 1798 году Модсли построил станок с крестовым суппортом для установки на нем резца, движение которого в продольном и поперечном направлениях происходило с помощью двух ходовых винтов. Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл.
Для того чтобы заставить суппорт перемещаться вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины
Для того чтобы заставить суппорт перемещаться вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что и на винте.
Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
В 1800 году Модсли внес усовершенствование в свой станок — взамен набора сменных ходовых винтов он применил набор сменных зубчатых колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев от 15 до 50). Теперь можно было при помощи одного ходового винта получать различные резьбы с разнообразным шагом.
Меняя комбинацию колес, можно было добиваться разного эффекта, например нарезать правую резьбу вместо левой. На своем станке Модсли выполнял нарезку резьб с такой точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50 витками на каждый дюйм.
Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. Выдающееся достижение Модсли принесло ему громкую и заслуженную славу.

Устройство для изготовления винтов, разработанное Генри Модсли
Фотография: gettyimages.ru
Хотя попытки применения суппорта были известны и до Модсли, как другие его усовершенствования, его заслуга состояла в том, что он впервые объединил их и его вариант оказался конструктивно самым совершенным. Он же первым установил, что каждый винт определенного диаметра должен иметь резьбу с определенным шагом. До тех пор пока винтовая нарезка наносилась вручную, каждый винт имел свои особенности.
Для всякого винта изготовлялась своя гайка, обычно не подходившая ни к какому другому винту. Введение механизированной нарезки обеспечило единообразие всех резьб. Теперь любой винт и любая гайка одного диаметра подходили друг к другу вне зависимости от того, где они были изготовлены.
Более того, Модсли впервые в машиностроительной практике выпустил наборы метчиков и плашек; таким образом, любой болт соответствующего размера подходил к любой гайке того же размера.
Это было началом унификации и стандартизации деталей, имевшей чрезвычайно большое значение для машиностроения.
Наконец, Модсли впервые изобрел микрометр с точностью измерения до одной десятитысячной доли дюйма, или около 3 мкм. Он назвал его «лордом-канцлером», поскольку им пользовались, чтобы решать любые вопросы, возникавшие в его мастерских относительно точности измерения деталей.
Джеймс Несмит, один из учеников Модсли, в последующем сам ставший выдающимся изобретателем, в своих воспоминаниях писал о Модсли как о зачинателе стандартизации. «Он перешел к распространению важнейшего дела единообразия винтов. Можно назвать это усовершенствованием, но вернее будет назвать это переворотом, произведенным Модсли в машиностроении… Только тот, кто жил в относительно ранние дни производства машин… правильно оценит великую заслугу, оказанную Модсли машиностроению».
От создания станка к созданию промышленности
Внедрение станка, созданного Модсли, в промышленность стало одним из важнейших событий эпохи промышленной революции. Основные узлы станка 1800 года сохраняются в конструкциях токарных станков и в наши дни.
Модсли не имел влиятельных знакомых среди богатых людей, которые помогли бы ему в получении крупного заказа. Он был всего лишь одиноким ремесленником. Нужен был счастливый случай. И в первые годы XIX века такой случай представился. Он был связан с развитием английского флота.
Модсли впервые в машиностроительной практике выпустил наборы метчиков и плашек; таким образом, любой болт соответствующего размера подходил к любой гайке того же размера. Это было началом унификации и стандартизации деталей, имевшей чрезвычайно большое значение для машиностроения
До третьей четверти XVIII века корабельные блоки, которые мы уже упомянули выше, изготовлялись вручную столярами. Работа эта требовала много времени и стоила дорого. Всех операций при изготовлении блоков насчитывалось более сорока пяти. Механизирована была лишь незначительная их часть.
Идея полной механизации процесса изготовления корабельных блоков возникла в конце XVIII века у французского военного инженера Марка Изамбара Брюнеля, ученика знаменитого математика и инженера Гаспара Монжа. Реализовать эту идею было суждено Генри Модсли.
В 1798 году Брюнель переехал в Англию. Здесь он разработал проект поточной линии для изготовления корабельных блоков и в 1801 году получил на свое изобретение британский патент.
Генерал-инспектор строительных и ремонтных работ английского военного флота Сэмюель Бентам поддержал изобретателя и начал ходатайствовать за него.
Получив одобрение Адмиралтейства, Брюнель приступил к доработке своих чертежей и подготовке к созданию действующей модели линии по производству блоков. Изготовить модель должен был механик, которого еще предстояло найти.
Поиски механика привели Брюнеля к Модсли. Во время знакомства Брюнель описал предполагаемый заказ в самых общих чертах. Но Модсли очень быстро понял суть дела и показал Брюнелю, как его исполнить. Большое впечатление произвел на Брюнеля и станок Модсли с механизированным суппортом и набором сменных зубчатых колес. Этот станок должен был стать основным при изготовлении деталей машин поточной линии. Он был тогда единственной машиной для производства других машин.
Новая работа хорошо оплачивалась. Благодаря заказу Модсли смог разработать и реализовать свои передовые идеи в области технологии машиностроения. Строя специальные машины для производства блоков, Модсли разработал также общие принципы механизации металлорежущего оборудования.
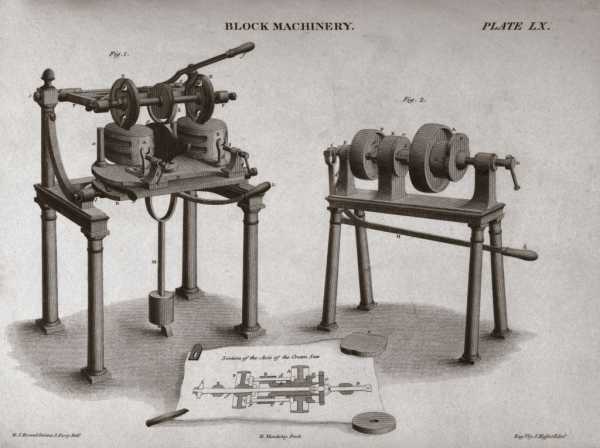
Обдирочный станок и циркулярная пила, изготовленные Генри Модсли для производства корабельных блоков (Гравюра, 1820 г.)
Фотография: gettyimages.ru
15 апреля 1802 году действующая модель линии по производству блоков была установлена в портсмутских доках. Испытания ее прошли успешно, и Модсли получил заказ на изготовление линии машин в натуре.
Эта линия состояла из сорока трех специализированных деревообрабатывающих и металлорежущих станков. В движение их приводили две паровые машины, по тридцать лошадиных сил каждая. Получилась целая система машин, с помощью которой рабочие выполняли все операции, нужные для изготовления блока: от распиливания деревьев особо твердых пород — бакаута и вяза — до обточки бронзовых подшипников и нарезания резьбы на соединительных болтах. Блочные машины Модсли войдут в историю как самые первые станки, изготовленные с помощью других станков, стоявших в мастерских изобретателя. Машины, которые сделаны машинами. Так началась история крупной машинной промышленности.
Выполнение этого заказа сделало Модсли состоятельным человеком (он получил огромную сумму — около 12 тысяч фунтов стерлингов). А Брюнель и Бентам, ставшие близкими друзьями Модсли, ввели его в круг своих друзей и знакомых — видных деятелей техники, науки и культуры.
Одним из тех, кто близко сошелся с Модсли, был Майкл Фарадей, в эти годы работавший над созданием качественных сталей. Качественные стали, особенно инструментальные, интересовали и Генри Модсли.
Со временем Модсли и сам стал не только виднейшим деятелем техники, но и знатоком и ценителем музыки, живописи, скульптуры, архитектуры, собрал большую библиотеку, которая была любимым местом его отдыха.
В портсмутском доке Модсли познакомился с Джошуа Филдом, который работал чертежником. В 1805 году он начал работать совместно с Модсли, став через некоторое время его компаньоном. Сотрудничество Модсли и Филда оказалось очень удачным. Оно продолжалось в течение всей их жизни.
Филд взял на себя чертежное хозяйство, ведение учета и отчетности, переговоры и переписку с заказчиками и поставщиками, прием и увольнение рабочих. Модсли сохранил за собой разработку конструкций машин и руководство технологическим процессом их постройки.
На собственном заводе прославленный машиностроитель выполнял многочисленные заказы на металлорежущие станки, прессы для изготовления монет, текстильное, мукомольное и другое оборудование для промышленности, насосы, судовые паровые котлы и машины по заказам многих стран мира
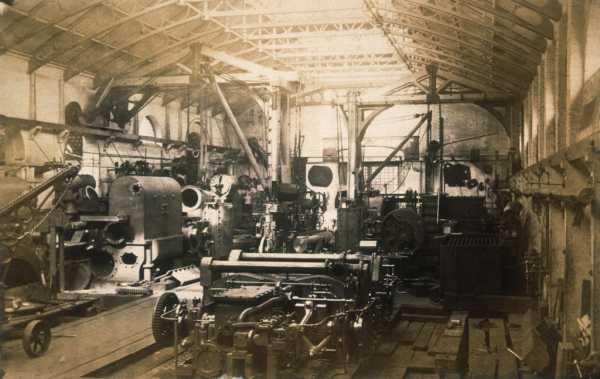
Создание системы машин для изготовления корабельных блоков стало сенсацией в среде промышленников. Репутация Модсли как машиностроителя упрочилась настолько, что заказов стало больше, чем могли выполнить сравнительно небольшие мастерские, в которых работало до 80 рабочих. Встал вопрос о строительстве большого машиностроительного завода.
В 1810 году в Ламбете, одном из районов Лондона, был основан завод, вскоре ставший знаменитым. Начался третий этап деятельности Модсли. На собственном заводе прославленный машиностроитель выполнял многочисленные и обширные заказы на металлорежущие станки, прессы для изготовления монет, текстильное, мукомольное и другое оборудование для промышленности, насосы, судовые паровые котлы и машины по заказам многих стран мира.
Сохранилось описание завода Модсли. Там было около дюжины токарных станков с чугунными станинами. Большинство из них были снабжены механизированными суппортами. Над станками имелись тали для установки и съема тяжелых деталей. Почти все станки приводились в движение с помощью трансмиссий от паровой машины. Кроме обычных токарных станков имелись лоботокарный, несколько продольно-строгальных, большой поперечно-строгальный и специальный станок, предназначенный для обточки шеек коленчатых валов. В последнем станке инструмент вращался вокруг неподвижно устанавливаемой заготовки.
Деятельность Модсли получила широкую известность во многих странах мира, для которых его завод выполнял заказы. Крупным заказчиком была Пруссия. В 1829 году Модсли был избран почетным членом Прусского общества поощрения промышленности в Берлине.
В начале 1831 года Модсли отправился во Францию. На обратном пути он сильно простудился и, вернувшись домой, слег в постель. Болезнь продолжалась около месяца, и 14 февраля 1831 года Модсли скончался. Его похоронили в Вулвиче на приходском кладбище церкви Св. Марии, где по его собственному проекту был воздвигнут чугунный мемориал семьи Модсли, отлитый на заводе в Ламбете.
stimul.online
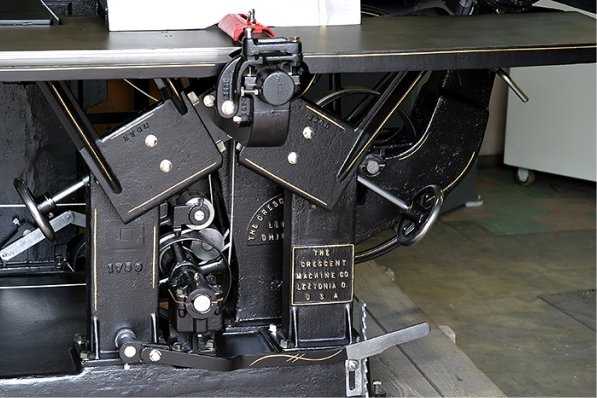
Потрясающий комбинированный станок по дереву 1923 года
Комбинированный деревообрабатывающий станок изготовленный в 1923 году. Конечно же, он не дошел до нашего времени в таком виде. Его восстановил профессиональный реставратор. Действительно приятно смотреть на плавные линии этой машины. Сейчас таких не делают к сожалению.
Этому красавцу почти 100 лет! А на сколько хватает современных станков?
Станок выполняет основные операции деревообработки:
- Фугование
- Фрезерование
- Распиловка круглой пилой
- Распиловка ленточной пилой
Обратите внимание на то, что раскрой материала можно производить под углом. Жаль не предусмотрен рейсмус.




Для сравнения посмотрите на современные образцы
На мой взгляд, в плане эстетики ни один не может сравниться с героем поста
Узнать цену В список
 17
17Станок комбинированный по дереву K5-320
Комбинированный деревообрабатывающий станок. Операции: распиловка продольная, поперечная, под углом, строгание, фрезерование поверхностей, зарезание шипов, сверление и фрезерование пазов. Ширина строгания 320 мм; мощность 9 кВт; масса станка 480 кг
Узнать цену В список
 74
74Комбинированный станок Д300
Операции: распиловка дисковой пилой, строгание, рейсмусование с автоподачей, фрезерование поверхностей и зарезание шипов, сверление и фрезерование пазов. Ширина строгания 310 мм; мощность 8,2 кВт; масса станка 750 кг
Узнать цену В список
 1
1Комбинированный станок ML 393A
Комбинированный деревообрабатывающий станок ML393 обеспечивает следующие виды работ: строгание, фугование, распиловка, сверление, фрезерование пазов, пазование, шлифование, полирование. Ширина строгания 300 мм; мощность 2,2 кВт; масса станка 260 кг
Узнать цену В список
 17
17Комбинированный станок для деревообработки C-300
Операции: распиловка, строгание, рейсмусование с автоподачей, фрезерование поверхностей, зарезание шипов, сверление и фрезерование пазов. Ширина строгания 300 мм; мощность 7,4 кВт; масса станка 560 кг
Узнать цену В список
www.stankoff.ru
Токарные станки СССР. Производство токарных станков в СССР
Заводы токарных станков. Предприятия СССР, выпускавшие токарные станки
Еще в 1990 году СССР занимал третье место в мире по производству и второе — по потреблению металлообрабатывающего оборудования, в том числе и по производству токарных станков.
В данной статье в алфавитном порядке приводится список заводов СССР, выпускавших токарные станки.
Алапаевский станкостроительный завод
Год основания – 1942
Завод выпускал станки токарно-револьверные с вертикальной осью револьверной головки 1П365, 1П371.
Алапаевский станкостроительный завод, выпустивший свою первую продукцию в 1942 году, был одним из крупнейших в СССР заводов по производству металлообрабатывающих станков.
Продукция завода:
- Полуавтоматы токарно-револьверные патронные с вертикальной осью револьверной головки
- Полуавтоматы токарно-револьверные патронно-прутковые с ЧПУ и многоцелевые
- Станки токарно-винторезные
- Специальные станки
Описание станков, выпускаемых на заводе:
1П365 — Ø 500, станок токарно-револьверный
Каталог справочник производителей токарных станков
Алма-Атинский станкостроительный завод им. 20-летия Октября
Год основания — 1932
Завод выпускал станки токарно-винторезные: 16Д20, 16Д20П, 16Д20ПФ1, 16Д25, 1Е95
Завод основан в 1932 году как чугунолитейный завод № 1 областного отдела легкой промышленности.
С апреля 1942 года после объединения с литейно-механическим заводом «20 лет Октября”, эвакуированным из Луганска, стал называться Алма-Атинским механическим заводом N21 им. 20-летия Октября Наркомата среднего машиностроения СССР.
В 1945 году переименован в Алма-Атинскии станкостроительный завод им. 20-летия Октября.
Продукция завода:
- Станки токарно-винторезные
- Станки токарно-винторезные комбинированные
Описание станков, выпускаемых на заводе:
16д20 — Ø 400, станок токарно-винторезный
16д25 — Ø 500, станок токарно-винторезный
тв-16 — Ø 160, станок токарно-винторезный настольный
Астраханский станкостроительный завод
Завод основан в 1944 году как мотороремонтный
Завод выпускает токарно-винторезные станки модели 16В20, 1В62Г, 1В625 с расстоянием между центрами 750, 1000 и 1500 мм.
Астраханский станкостроительный завод входит в станкостроительный холдинг ДВТ вместе с ОАО «Александровский завод КПО», ООО «Сасовский литейный завод».
Основным видом деятельности ОАО «Астраханский станкостроительный завод» является станкостроение, а именно выпуск металлорежущего, кузнечно-прессового, абразивно-отрезного, деревообрабатывающего оборудования. Кроме того, завод производит комплектующие к станкам, оснастку.
Основная продукция завода:
- Токарно-винторезные станки в том числе с ЧПУ
- Станки для резки и гибки арматуры
- Радиально-сверлильные станки трех типоразмеров
Описание станков, выпускаемых на заводе:
1в62г — Ø 445, станок токарно-винторезный
1а62г — Ø 400, станок токарно-винторезный
1в625м — Ø 500, станок токарно-винторезный
16в20 — Ø 445, станок токарно-винторезный
Барановичский завод автоматических линий БЗАЛ
Первые производственные мощности предприятия вступили в строй в 1974 году
В январе 1975 года были изготовлены первые агрегатные станки для Алтайского завода «Алтайсельмаш».
Основной ассортимент продукции, выпускаемой РУПП «БЗАЛ»:
- Станки металлорежущие агрегатные и специальные, в том числе переналаживаемые
- Станки специальные токарные, в том числе с ЧПУ, для обработки деталей в патроне
- Станки фрезерно-центровальные
- Линии автоматические
- Нормализованные узлы: сверлильные, расточные, фрезерные станочные бабки, головки пинольные, столы силовые, столы поворотные, шпиндельные коробки и др
Бердичевский станкостроительный завод «Комсомолец»
Фирма «Беверс» была основана ещё до революции как небольшое предприятие по выпуску кроватей и гвоздей.
В 1929-1931 гг. на базе предприятия был основан транмиссионный завод.
В 1932 г. заводу присваивается имя «Комсомолец». В этот период завод освоил выпуск трубопроводно-запорной арматуры и запасных частей.
С 1980 года завод осваивает выпуск новой гаммы токарно-револьверных станков, в состав которой входят автоматизированные станки модели 1Г340П, станки с цикловым программным управлением модели 1Г340ПЦ, станки с числовым программным управлением модели 1В340Ф30 и роботизированные комплексы на их базе.
В 1984 году на заводе начинается выпуск многоцелевых токарно-револьверных станков модели 1П420ПФ40, которые кроме токарной обработки выполняют сверлильно-фрезерную доработку детали за одну установку в патроне.
В 2003 г. завод прошел модернизацию.
Продукция завода:
- Токарно-револьверные станки, в том числе с ЧПУ
Описание станков,выпускаемых на заводе:
1341 — Ø 400, станок токарно-револьверный
1г340п — Ø 400, станок токарно-револьверный
1к341 — Ø 400, станок токарно-револьверный
1в340ф30 — Ø 400, станок токарно-револьверный с ЧПУ
Богородский машиностроительный завод БМЗ
Год основания – 1941
Завод выпускал станки токарно-винторезные:
- Станки универсальные токарно-винторезные модели Б16Д25
- Обрабатывающий центр ИР-800
- Станок токарный настольный модели ТН-1 (ТН-2)
Киевский завод станков-автоматов им. А.М. Горького
Вильнюсский станкостроительный завод им. 40-летия Октября
Витебский станкостроительный завод им. С.М. Кирова
Владимирский завод прецизионного оборудования
Воронежский станкостроительный завод им. 50-летия Ленинского комсомола
Гомельский завод станочных узлов
Ейский станкостроительный завод ЕСЗ
Ереванский станкостроительный завод им. Дзержинского
Житомирский завод станков автоматов
Ивановский завод тяжелого станкостроения ИЗТС
Ивановский станкостроительный завод
Ижмаш ПО (ИжмашСтанко, ОАО)
Кироваканский завод прецизионных станков
Коломенский завод тяжелых станков
Краматорский завод тяжелого станкостроения им. В.Я. Чубаря
Краснодарский экспериментальный завод им. Калинина
Красный пролетарий Московский станкостроительный завод им. А.И. Ефремова
Ленинградский завод станков-автоматов ЛЗСА
Ленинградское производственное объединение прецизионного станкостроения им. Ильича
Луганский станкостроительный завод
Мелитопольский станкостроительный завод им 23 Октября
Минский завод автоматических линий им. Машерова МЗАЛ
Минский станкостроительный завод им. Октябрьской революции МЗОР
Московский завод автоматич. линий и специальных станков МОЗАЛ
Московский станкостроительный завод им. С. Орджоникидзе ЗИО
Новосибирский станкостроительный завод им. XVI партсъезда
Новочеркасский станкостроительный завод НССЗ
Одесский станкостроительный завод
Павлоградский станкозавод
Прогресс Мичуринский завод
Рязанский станкостроительный завод РСЗ
Савеловский машиностроительный завод СМЗ
Сасовский завод автоматических линий
Седин Краснодарский станкостроительный завод
Средневолжский станкостроительный завод СВЗС
Станкоагрегат Московский завод
Челябинский Станкостроительный завод №78 имени Серго Орджоникидзе
Стерлитамакский станкостроительный завод им. В.И. Ленина
Тбилисское станкостроительное ПО
Ульяновский машиностроительный завод ПО
Уфимское моторостроительное ПО УМПО
Фрунзенский машиностроительный завод им. В.И. Ленина
Хабаровский станкостроительный завод
ЭлектроСистема завод
Полезные ссылки по теме
Каталог обрабатывающих центров
Каталог токарных станков
Каталог узлов и комплектующих металлорежущих станков
Паспорта и руководства металлорежущих станков
Суднев Александр Рубикон ООО
stanki-katalog.ru
Когда появился первый станок с ЧПУ
Вопрос-ОтветПервый станок с ЧПУ (Числовое программное управление) (англ. Numerical Control, NC) был изобретен сыном владельца компании Parsons Inc, Джоном Пэрсонсом.
Первый станок с ЧПУ (Числовое программное управление) (англ. Numerical Control, NC) был изобретен сыном владельца компании Parsons Inc, Джоном Пэрсонсом, который работал в инженерном отделе компании, принадлежавшей его отцу. Эта компания специализировалась на производстве пропеллеров, лопастей и сопутствующих частей для вертолетов.
Персонс младший был первым, кто запатентовал идею использования станка, обрабатывающего материалы для пропеллеров и других деталей при помощи программы, которая выполнялась в следствии считывания нужной информации с перфокарт.

Пэрсонс и его первый станок ЧПУ
Немного цифр
История была такая:
- В начале 1949 года ВВС Соединенных Штатов начали финансирование компании Parsons Inc для разработки и дальнейшего производства станка, который смог бы фрезеровать по контуру запчасти сложной формы, производимые для вертолетов, самолетов и прочей авиационной техники. Но, вопреки ожиданиям ВВС, Parsons Inc были вынуждены попросить помощи у Массачусетского технического института, а именно у его лаборатории, специализирующейся на сервомеханике.
- Компания Парсонса работала с MIT вплоть до 50 года прошлого столетия. В этом же году Массачусетский институт купил себе фирму, занимающуюся производством фрезерного оборудования марки HydroTel и перестал сотрудничать с компанией Parsons Inc. Сразу после разрыва контракта институт заключил контракт на разработку первого фрезерного станка, который управляется программой, с ВВС Соединенных Штатов.
- Уже в сентябре 1952 года фрезерный станок компании HydroTel был показан людям на выставке, а немного позже весь мир узнал о нем благодаря статье из журнала Scientific American. Это и было первое автоматическое устройство, управление которым совершалось при помощи перфорированной ленты.
Первый станок с Числовым Программным Управлением был отличен от остальных, тем, что имел гораздо сложнее конструкцию и управление, и поэтому его использование в промышленности затруднялось, а иногда и вовсе было невозможно.
- Самая первая установка ЧПУ была разработана и произведена корпорацией Bendix Corp. в 1954 году, а спустя всего год (в 1955 году) эти устройства массово начали применять в станкостроении и в доработке старого оборудования на производствах. Оборудование с ПУ медленно набирало свою популярность в мире, поскольку многие люди относились к данной новинке технологического прогресса довольно скептически и недоверчиво. Для того чтобы доказать обратное, Министерство обороны Соединенных Штатов изготовило 120 экземпляров станков с ЧПУ за свой счет. В дальнейшем эти станки были сданы в аренду частным и государственным фирмам, занимающимся обработкой различных материалов и выпуска продукции из них.
- Спустя небольшой промежуток времени, в 1958 году был разработан первый язык символьного программирования, называющийся APT (Automatically Programmed Tools).
Внедрение станков ЧПУ в отечественное производство
Первыми станками с ЧПУ российского производства, а если точнее, то производства СССР, для использования в промышленности, были токарно-винторезный автомат 2К63ПУ, а так же токарно-карусельный автомат 1541n. Их разработали и начали массово выпускать в 60-х годах прошлого столетия.
Данные автоматы управлялись при помощи как систем ПРСЗК (работали совместно с ними), так и других систем управления промышленным оборудованием. Немного позже были изобретены и запущены в производство вертикально-фрезерные автоматы с ЧПУ, получившие название 6h23 и которые были укомплектованы системой «Контур-ЗП», при помощи которой и осуществлялось непосредственное управление станком.
К концу 70-х годов прошлого века на токарное оборудование с ЧПУ стали устанавливать системы 2P22 и Электроника НЦ-31, которые были выпущены также отечественными производителями.
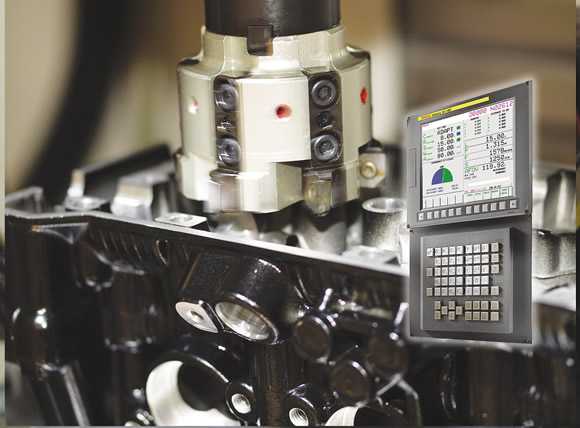
Современные станки с ЧПУ
В наше время оборудование с ПУ это часть, без которой невозможно представить ни одно производство, занимающееся выпуском высококачественной продукции.
Главным преимуществом устройств с системами ЧПУ является не только то, что появляется возможность обрабатывать детали и заготовки сложной формы, но и то, что весь процесс производства становится с каждым днем все более автоматизированным.
В данный момент компании используют оборудование, выпущенное в разные периоды времени. По этой причине, системы числового программного управления имеют значительные отличия как по конструкции, так и по способу программирования и дальнейшей работы с ними. В основном, при наличии финансовой возможности, компании стараются заменять устаревшие системы ЧПУ на новые, современные, поэтому даже станки одной модели, выпущенные в одно и то же время, могут значительно отличаться в программной и электронной части, связанной с числовым управлением.
vseochpu.ru
Когда появился первый отечественный станок с ЧПУ ?
ВИКИПЕДИЯ :Сменяемые программы, нанесённые на перфокарты с помощью двоичного кода, использовались уже в Жаккардовом ткацком станке, созданом в 1801 году (http://en.wikipedia.org/wiki/Jacquard_loom).
Изобретателем первого станка с числовым (программным) управлением (англ. Numerical Control, NC) является Джон Пэрсонс (John T. Parsons), работавший инженером в компании своего отца Parsons Inc, выпускавшей в конце Второй мировой войны пропеллеры для вертолетов. Он впервые предложил использовать для обработки пропеллеров станок, работающий по программе, вводимой с перфокарт.
В 1949 году ВВС США профинансировали Parsons Inc разработку станка для контурного фрезерования сложных по форме деталей авиационной техники. Однако, компания не смогла самостоятельно выполнить работы и обратилась за помощью в лабораторию сервомеханики Массачусетского технологического института (MIT). Сотрудничество Parsons Inc с MIT продолжалось до 1950 года. В 1950 году MIT приобрел компанию по производству фрезерных станков Hydro-Tel и отказался от сотрудничества с Parsons Inc, заключив самостоятельный контракт с ВВС США на создание фрезерного станка с программным управлением.
В сентябре 1952 года станок был впервые продемонстрирован публике – про него была напечатана статья в журнале Scientific American. Станок управлялся с помощью перфоленты.
Первый станок с ЧПУ отличался особой сложностью и не мог быть использован в производственных условиях. Первое серийное устройство ЧПУ было создано компанией Bendix Corp. в 1954 году и с 1955 года стало устанавливаться на станки. Широкое внедрение станков с ЧПУ шло медленно. Предприниматели с недоверием относились к новой технике. Министерство обороны США вынуждено было на свои средства изготовить 120 станков с ЧПУ, чтобы передать их в аренду частным компаниям.
Первыми отечественными станками с ЧПУ промышленного применения являются токарно-винторезный станок 1К62ПУ и токарно-карусельный 1541П. Эти станки были созданы в первой половине 1960-х годов. Станки работали совместно с управляющими системами типа ПРС-3К и другими. Затем были разработаны вертикально-фрезерные станки с ЧПУ 6Н13 с системой управления «Контур-ЗП». В последующие годы для токарных станков наибольшее распространение получили системы ЧПУ отечественного производства 2Р22 и Электроника НЦ-31.
ПОД КАТОМ КНИЖКА О ВСЕМИРНОЙ ВЫСТАВКЕ В БРЮССЕЛЕ В 1958 Г.

ТАК КОГДА ЖЕ ПОЯВИЛСЯ ПЕРВЫЙ СОВЕТСКИЙ СТАНОК С ЧПУ?
altyn73.livejournal.com
Школьные токарные станки. Паспорта, схемы, чертежи
Школьные токарные станки — учебные универсальные токарно-винторезные станки используются для всевозможных токарных работ в мастерских школ для политехнического обучения, для малого и среднего бизнеса. Малогабаритные токарные станки применяются, также, для оснащения ПАРМ (передвижная автомобильная ремонтная мастерская) военного и гражданского назначения.
По своим возможностям школьные токарные станки находятся между станками класса «Хобби» и производственными. Даже самые первые школьные токарные станки имеют основные узлы промышленного токарного станка: коробку скоростей и коробку подач. Школьные токарные станки можно использовать на несложных работах в ремонтных мастерских, тогда как «хоббийные» станки не предназначены для этого.
Первые школьные токарные станки ТВШ, ТВШ-2, ТВШ-3, как и множество настольных станков класса «Хобби», производились в мастерских технических учебных заведений, в исправительных трудовых учреждених для несовершеннолетних (ТКН) и на нескольких машиностроительных заводах. Со временем выпуск школьных станков на этих предприятиях был прекращен.
В настоящее время основным производителем школьных токарных станков является Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году. Сегодя завод МАГСО существует в составе ФПГ КомТех-Плюс — http://ktprof.ru.
Завод МАГСО в составе Компании КомТех-Плюс производит, также, учебные фрезерные станки, сверлильные, заточные и токарные станки с ЧПУ.
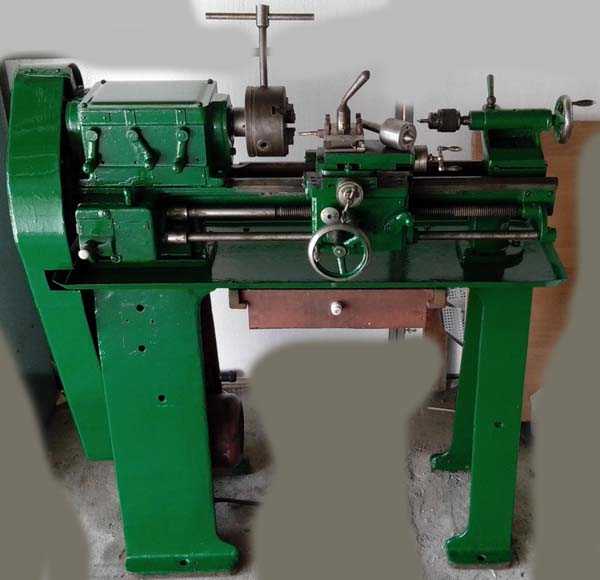
ТВШ-2 (ТВ-2) Школьный токарный станок
Универсальный токарно-винторезный малогабаритный станок ТВШ-2, один из первых школьных токарников, выпускался в 50..60-х годах прошлого века. Станок умеет резать три резьбы и имеет три подачи.
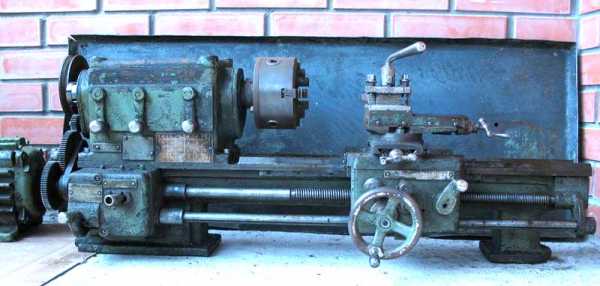
Раннего выпуска универсальный токарно-винторезный станок ТВШ-2 (Чугунная крышка передней бабки).
Позднего выпуска токарно-винторезный станок ТВШ-2 (Штампованная крышка передней бабки).
Модернизация школьного токарного станка ТВШ-2
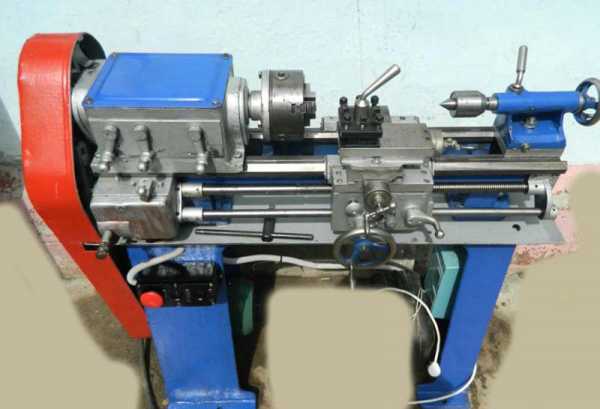
ТВШ-3 (ТВ-3) Школьный токарный станок
Школьный токарный станок ТВШ-3 (ТВ-3) — модернизированный ТВШ-2.
Производители токарно-винторезного станка модели ТВШ-3 — Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
ТВШ-3 (ТВ-3) первые школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства. В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок — ТВ-4.
Общий вид токарно-винторезного станка ТВШ-3
Раннего выпуска универсальный токарно-винторезный станок ТВШ-3.
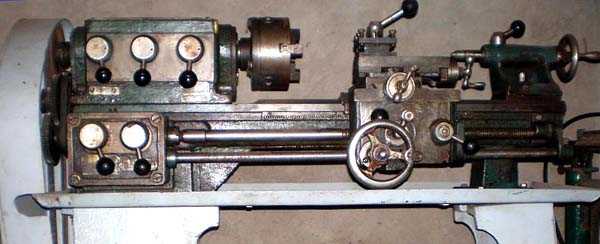
Позднего выпуска универсальный токарно-винторезный станок ТВШ-3.
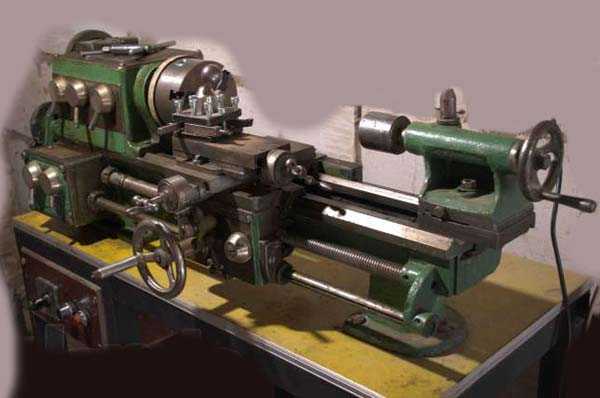
ТВ-4 Школьный токарный станок
Производитель токарно-винторезного станка модели ТВ-4 (ТВ4) — Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Станок ТВ-4 заменил устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века.
Общий вид токарно-винторезного станка ТВ-4

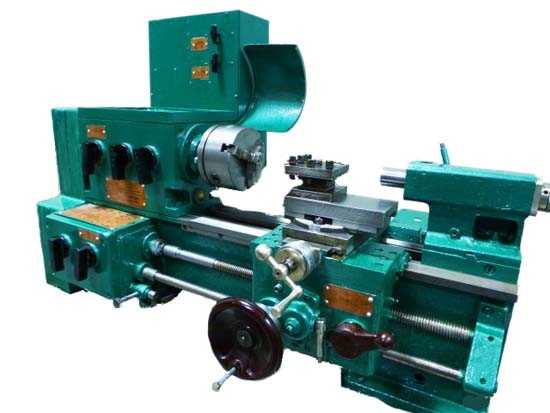
ТВ-6 Школьный токарный станок
Производитель токарно-винторезного станка модели ТВ-6 — Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Производителем станка ТВ-6М являлся Дубненский литейно-механический завод «Октябрь» — г. Дубно Ровенской области на Украине.
Общий вид токарно-винторезного станка ТВ-6

Станок ТВ-6 заменил в производстве токарно-винторезный станок ТВ-4.
Внешне констрструкция станков не очень сильно отличается. Основные параметры также не претерпели значительных изменений:ТВ-7 Школьный токарный станок
Производителем станка ТВ-7 являлся Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Учебный токарно-винторезный станок ТВ-7 отличается от станка модели ТВ-6 и ТВ-6М конструкцией передней бабки и коробки скоростей. В станке модели ТВ-7 скорости переключаются переброской приводного ремня и при помощи двухскоростной понижающей коробки. Начиная с этой модели станка учебные станки этой серии получили дополнительно три подачи и три метрических резьбы.
Скорость вращения шпинделя переключается переброской ремней, поэтому исчезли две рукоятки на шпиндельной бабке.
Начиная с модели станка ТВ-7, школьные станки получили 8 подач и научились резать целых 6 резьб.
Общий вид токарно-винторезного станка ТВ-7



ТВ-7М Школьный токарный станок
Производителем учебного токарно-винторезного станка ТВ-7 является Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Модели станков ТВ-7М, ТВ-9, ТВ-11 отличаются только длиной станины и, соответственно, РМЦ. Станки выпускаются без тумб, в настольном варианте.
Межцентровые расстояния токарных станков ТВ-7М, ТВ-9 и ТВ-11:
- ТВ-7М — РМЦ 275 мм
- ТВ-9 — РМЦ 525 мм
- ТВ-11 — РМЦ 750 мм
Общий вид токарно-винторезного станка ТВ-7М
ТВ-9 Школьный токарный станок
Токарно-винторезный настольный станок ТВ-9 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Станок ТВ-9 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ при массе детали 10 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Станок ТВ-9 отличается от токарных станков и ТВ-7М и ТВ-11 межцентровым расстоянием, РМЦ:
- ТВ-7М — РМЦ 275 мм
- ТВ-9 — РМЦ 525 мм
- ТВ-11 — РМЦ 750 мм
Общий вид токарно-винторезного станка ТВ-9
ТВ-11 Школьный токарный станок
Токарно-винторезный настольный станок ТВ-11 выпускался предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Станок ТВ-11 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в том числе точных, в центрах, в патроне, в цанге, для нарезания резьбы при массе детали 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Станок обеспечивает высокое качество обработанных поверхностей по форме и шероховатости. При обработке материала сталь 45 с использованием алмазных резцов при проведении отделочных операций достигается шероховатость поверхности Ra не более 0,2 мкм.
Улучшенные динамические характеристики станка обеспечивают производительные режимы при черновой обработке.
Рациональная компоновка станка, высокая надежность его узлов, оптимальное расположение органов управления делает станок удобным в эксплуатации и обслуживании. В опорах шпинделя станка установлены прецизионные радиально-упорные шарикоподшипники, что в сочетании с жесткой конструкцией основных узлов обеспечивает высокую точность обработки.
Привод главного движения оснащен частотным преобразователем производства фирмы «MITSUBISHI», позволяющим производить бесступенчатое регулирование частоты вращения шпинделя c высоким моментом.
Станок комплектуется различными принадлежностями и приспособлениями, позволяющими расширить его технологические возможности.
Станок ТВ-11 отличается от токарных станков ТВ-7М и ТВ-9 увеличенным межцентровым расстоянием, РМЦ:
- ТВ-7М — РМЦ 275 мм
- ТВ-9 — РМЦ 525 мм
- ТВ-11 — РМЦ 750 мм
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Станок изготавливается класса точности Н.
Общий вид токарно-винторезного станка ТВ-11

16У03П токарный станок повышенной точности
Токарно-винторезный станок 16У03П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировакан (Ванадзор) и, в настоящее время, производство их прекращено.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
16У04П токарный станок повышенной точности
Токарно-винторезный станок 16У04П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировакан (Ванадзор) и, в настоящее время, производство их прекращено.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
16У04П Общий вид токарно-винторезного станка

Основные технические характеристики школьных токарных станков
| Наименование параметра | ТВШ-2 (ТВ-2) | ТВШ-3 | ТВ-4 | ТВ-6 | ТВ-7 | ТВ-7М | ТВ-9 | ТВ-11 |
|---|---|---|---|---|---|---|---|---|
| Основные параметры станка | ||||||||
| Класс точности | Н | Н | Н | Н | Н | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 200 | 200 | 220 | 220 | 220 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 90 | 80 | 100 | 100 | 100 | 110 | ||
| Высота центров над плоскими направляющими станины, мм | 100 | 100 | 108 | 108 | 120 | 120 | 120 | 130 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 350 | 350 | 330 | 275 | 525 | 750 |
| Диаметр стандартного патрона, мм | 100 | 100 | 100 | 125 | 125 | 125 | 125 | 160 |
| Наибольшая длина заготовки в патроне, мм | 310 | 250 | 500 | |||||
| Наибольшая масса заготовки, кг | 5 | 10 | ||||||
| Наибольшая высота держателя резца, мм | 10 х 12 | 10 х 12 | 12 х 12 | 16 х 16 | 16 х 16 | 16 х 16 | 16 х 16 | |
| Высота от опорной поверхности резца до линии центров, мм | 14 | 12 | 12 | 18 | 18 | 18 | ||
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 90 | 78 | 78 | |||||
| Шпиндель | ||||||||
| Резьба на переднем конце шпинделя, мм | М36 х 4 | М36 х 4 | М36 х 4 | М45 х 4,5 | М45 х 4,5 | М45 х 4,5 | М45 х 4,5 | |
| Диаметр центрирующей поверхности шпинделя, мм | 48 | 48 | 48 | 48 | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 15 | 16 | 12 | 18 | 18 | 18 | 18 | |
| Конус Морзе шпинделя | №2 | №2 | №3 | №3 | №3 | №3 | №3 | |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 6 | 8 | 6 | 6 | б/с | |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60, 90, 130, 190, 350, 500, 730, 1000 | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40..2000 | |
| Торможение шпинделя | нет | нет | нет | нет | нет | нет | есть | |
| Блокировка рукояток | нет | нет | нет | нет | есть | есть | есть | |
| Суппорт. Подачи | ||||||||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 300 | 260 | ||||
| Перемещение суппорта продольное на одно деление лимба, мм | нет | 0,5 | 0,5 | 0,25 | 0,25 | 0,25 | 0,25 | |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | 100 | |||||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 50 | 85 | 85 | 85 | 85 | 85 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° | ±40° | ±40° | ±40° | ±40° | |
| Число ступеней продольных подач суппорта | 3 | 3 | 3 | 8 | 6 | 6 | 6 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,04; 0,05; 0,06 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,04..0,31 | |
| Количество нарезаемых резьб метрических | 3 | 3 | 3 | 6 | 6 | 6 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,6; 0,8; 1,0 | 0,8; 1,0; 1,25 | 0,6; 0,8; 1,0 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Задняя бабка | ||||||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 | 65 | 65 | 65 | 65 | |
| Наибольшее поперечное смещение бабки, мм | ±7 | ±5 | ±5 | ±5 | ±5 | ±5 | ±5 | |
| Наличие лимба или линейки, перемещение на одно деление лимба, мм | нет | нет | нет | нет | 0,025 | 0,025 | 0,025 | 0,025 |
| Электрооборудование | ||||||||
| Электродвигатель главного привода, кВт | 0,6 | 0,6/ 1 | 1,1 | 1,1 | 0,75 | 0,75/ 1,1 | 1,1 | |
| Габариты и масса станка | ||||||||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 400 х 1150 | 1100 х 470 х 110 | 1050 х 535 х 1200 | 1120 х 640 х 680 | 1405 х 620 х 730 | 1610 х 620 х 730 | |
| Масса станка, кг | 280 | 280 | 300 | 400 | 220 | 230 | 245 |
Полезные ссылки по теме
Каталог справочник металлорежущих станков
Паспорта и руководства металлорежущих станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Рубикон, ООО. 2016 г.
stanki-katalog.ru