Станок на заводе: Станкостроительный завод «Саста» — токарные станки, трубонарезные станки, станки с проходными суппортами, специальные станки.
Станкостроительный завод «Саста» — токарные станки, трубонарезные станки, станки с проходными суппортами, специальные станки.
Станкозавод «Саста»
ОАО «Саста» – один из крупнейших действующих станкостроительных заводов на территории Российской Федерации. Основное направление деятельности предприятия – полный цикл производства металлообрабатывающих станков.
У нас есть собственный конструкторский центр, который уже более 40 лет разрабатывает и внедряет новые модели станков. Литейное производство с испытательной лабораторией, обеспечивающее выпуск основных станочных узлов и корпусных деталей. Заготовительный цех, оснащенный самым современным оборудованием. Собственное механообрабатывающее производство – станочный парк Завода насчитывает более 200 единиц оборудования, среди которого есть уникальное.На сегодняшний момент станкостроительный завод «Саста» производит 6 основных групп металлообрабатывающего оборудования: токарные станки горизонтальной компоновки, токарные станки наклонной компоновки, токарные обрабатывающие центры с проходными суппортами, токарно-фрезерные обрабатывающие центры, токарно-карусельные обрабатывающие центры и трубонарезные станки.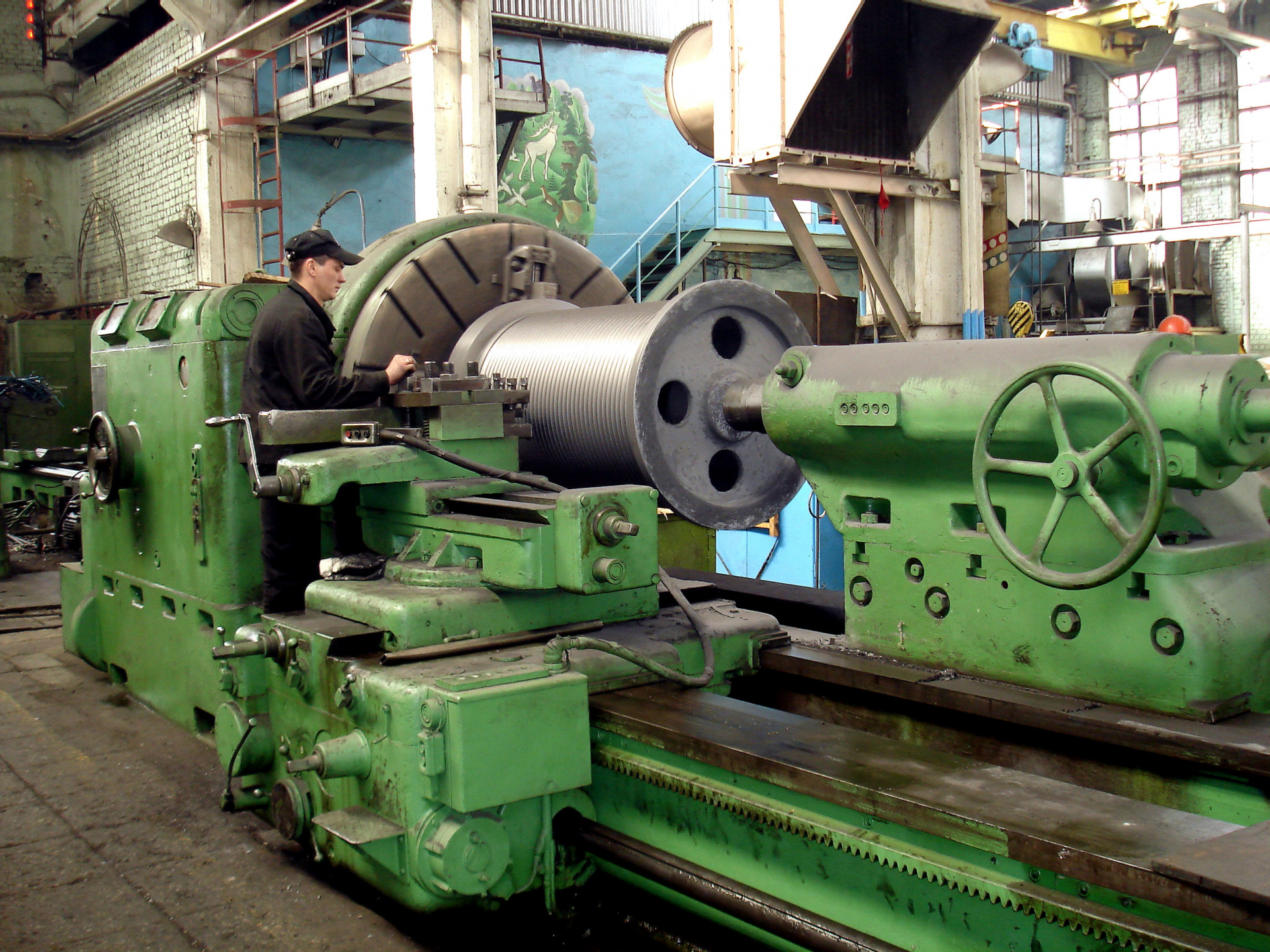
Мы также постепенно производим модернизацию и техническое перевооружение собственного производства. Ведь выпуск современного, точного и надежного станка возможен лишь тогда, когда каждая из его составляющих произведена в соответствии с четкими требованиями технологического процесса и использованием передовых технологий.
Станки «Саста» работают во всех регионах России: от Калининграда на западе до Сахалина на востоке, в странах СНГ, на всех континентах: в Северной и Южной Америке, Европе, Азии, Африке и Австралии. Сегодня наше металлорежущее оборудование успешно эксплуатируется на предприятиях тяжелого машиностроения, энергетики, авиакосмической и оборонной промышленности, судостроения и транспорта.
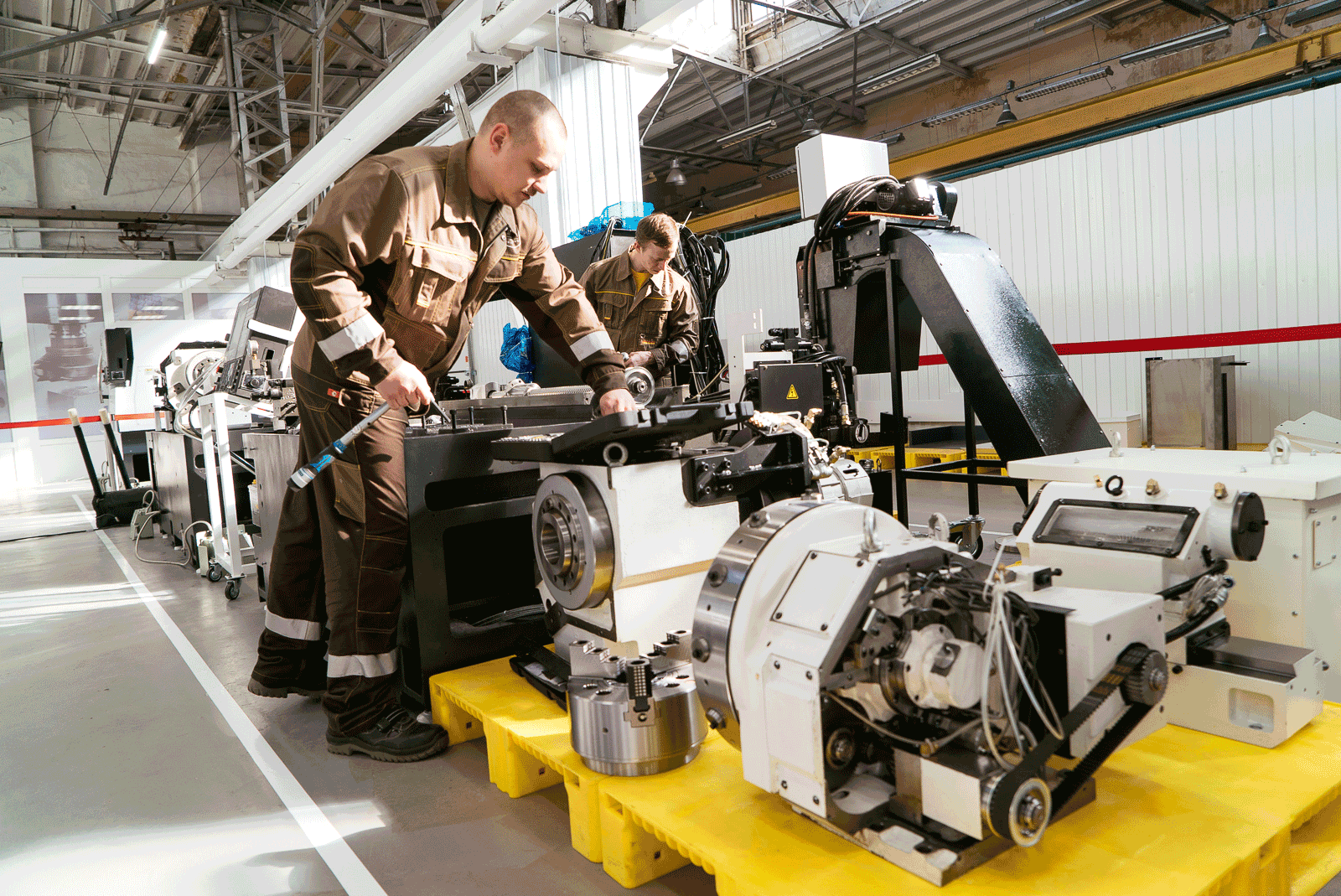
Алапаевский станкостроительный завод (Свердловская обл.) выпустил новый станок
Станок 1П371М сделан для наиболее высокопроизводительной обработки разнообразных деталей инструментом из быстрорежущих сталей и оснащённым пластинами твёрдых сплавов и предназначен для чернового и чистового точения и растачивания, сверления, зенкерования и развёртывания отверстий, совпадающих с осью вращения шпинделя, и нарезания в них резьбы при помощи спец. оснастки.
оснастки.
Главными отличительными особенностями нового оборудования являются: наиболее высокая мощность главного привода, а так же наличие двух суппортов: поперечного — мостового типа с четырёхпозиционной резцовой головкой и револьверного, оснащённого 6-позиционной револьверной головкой с вертикальной осью вращения. Поворот и зажим револьверной головки автоматизирован (возможно и управление в ручном режиме. Повышенная точность и жёсткость фиксации достигается за счет применения в качестве муфты двух плоских зубчатых колёс. Выполняется функция ускоренного перемещения суппортов: револьверного в продольном, а поперечного в двух направлениях.
Гидравлическая система станка обеспечивает зажим-разжим обрабатываемого изделия; преселективный выбор величины подач поперечного и револьверного суппортов; подъём, поворот и фиксацию револьверной головки.
Суть модернизации заключается в замене автоматической коробки скоростей, расположенной в шпиндельной бабке и имеющей сложную кинематику, на частотно — регулируемый привод. Частотно — регулируемый привод обеспечивает плавное бесступенчатое регулирование скорости вращения шпинделя, что улучшает технологические возможности оборудования.
Частотно — регулируемый привод обеспечивает плавное бесступенчатое регулирование скорости вращения шпинделя, что улучшает технологические возможности оборудования.
Было сокращено количество осей и зубчатых колёс шпиндельной бабки (достигаемый эффект — повышение надёжности и улучшение шумовых характеристик), аннулированы механизм медленного проворота шпинделя и гидравлические цилиндры, применяемые в механизмах переключения частоты вращения шпинделя, а так же многодисковые фрикционные муфты (малонадёжные, сложные в регулировке). Текущее значение числа оборотов шпинделя отслеживается на табло цифрового тахометра. Усовершенствовалась и упростилась электросхема. Уменьшилось количество коммутационных элементов, реле и пускателей, что повысило надёжность работы электрооборудования.
Металлообрабатывающие станки в Спб 📌 – от Тверского Станкостроительного завода
Полная комплектация машиностроительного производства в России
Для заказа металлообрабатывающих станков и ремонта оборудования звоните по тел. +7 (4822) 620-620
+7 (4822) 620-620
Обсудим условия и составим коммерческое предложение в течение 3-х часов
Приобретайте металлообрабатывающее оборудование от Тверского станкостроительного завода – современные технологии ускорят работу предприятия и уменьшат затраты на обслуживание.
Выполняем следующие задачи:
• изготовление станков с ЧПУ и обрабатывающих центров – учитываем желания Заказчиков для возможности изготовления изделий практически любой сложности, широкая гамма опционального оснащения;
• ремонт и модернизация фрезерных, расточных станков – устанавливаем современные системы ЧПУ, сервопривода. Индивидуальная проработка под потребности Заказчика — монтаж электрошкафа, расширение технологических возможностей, восстановление технологической точности;
• пусконаладочные работы в любом регионе страны – запустим станки, отрегулируем настройки, обучим персонал правильно использовать оборудование.
 youtube.com/embed/vr_jmITZh0Q»/> youtube.com/embed/vr_jmITZh0Q»/> |
СтанкоМашКомплекс: подготовим оборудование конкретно под ваше производство
|
Гарантия 12-24 месяцев По всем вопросам и возникшим неполадкам обращайтесь к специалистам сервисной службы – оказываем техническое сопровождение в течение гарантийного и постгарантийного периода. |
20 лет на рынке Доверьтесь опыту нашей компании – с 1999 года продали 4 000 станков и модернизировали 600. Дипломы, сертификаты, отзывы смотрите здесь. |
Покупайте оборудование на 10–40 % ниже стоимости европейских станков (в зависимости от выбранной позиции). |
|
Оперативность Изготовление на заказ занимает от 1 до 5 месяцев. Точные сроки прописываем в договоре. |
Доставка Заказывайте удобный способ перевозки – грузовые автомобили, ж/д транспорт, и др. Если необходимо, отправляем специалистов для установки и запуска техники. |

История завода Седина
1911
Основание завода
27 августа 1911 году состоялось официальное открытие машиностроительного и литейного завода «Кубаноль» (Кубанская нефть) для производства оборудования и машин глубокого бурения.
1915
Первый токарный станок
В начале Первой мировой войны завод «Кубаноль» перешел в управление военного ведомства и получил заказ на изготовление корпусов снарядов для действующей армии. Для выполнения этого заказа в механическом цехе надо было установить дополнительное количество токарных, сверлильных, фрезерных и шлифовальных станков, но в России станкостроение только ещё зарождалось, а начавшаяся война исключила возможность закупки их за рубежом. Было принято решение недостающие станки изготовить самим. В 1915 году завод сделал первые шаги в станкостроении, а уже через год в механическом и вновь построенном снарядном цехах предприятия работало около сорока таких самодельных станков.
1922
Завод им. Седина
После установления Советской власти в центре России началось освобождение от белых и Северного Кавказа. В январе 1918 года части Красной Армии с боями продвигались к Екатеринодару со стороны Новороссийска. Чтобы избежать жертв среди городского населения, к белому командованию парламентерами для переговоров о мирной сдаче города были направлены Глеб Седин и его товарищ С.П. Стрилько. Встреча состоялась в районе железнодорожного разъезда Энем. Переговоры не состоялись. Парламентеры были зверски убиты. Через месяц Красная Армия вступила в Екатеринодар, а город Екатеринодар был переименован в город Краснодар. В 1922 году к пятой годовщине Октябрьской Революции в честь светлой памяти о борцах за рабочее дело имя Г.
Первый токарно-карусельный станок
С 1922 по 1935 время неопределенности. Завод переходил в различные государственные структуры, занимаясь от выпуска бурильных инструментов до ремонта тракторов. В 1935г. Правительством было принято решение об освоении в Советской Союзе производства всей существующей за рубежом гаммы типоразмеров станков токарно-карусельной группы. 29 июля 1935г. Краснодарский машиностроительный завод имени Седина был передан в «Главстанкоинструмент». Большое количество карусельных станков требовалось для обработки деталей диаметром до 3-х метров, их и наметили изготавливать на Краснодарском станкостроительном заводе имени Седина.
Второе рождение
9 августа 1942 года в Краснодар ворвались немцы и их союзники румыны и венгры. 12 февраля 1943 года немецко-фашистские войска были выбиты
из Краснодара. Отступая под ударами Красной Армии, в бессильной злобе, оккупанты взорвали и сожгли практически все заводские постройки.
На месте завода взору собравшихся на следующий день оставшихся в городе сединцев предстали груды камней, щебня и исковерканные
металлоконструкции перекрытий, из-под которых выглядывали засыпанные мусором станки. Частично уцелели только кирпичные стены третьего и
четвертого пролетов механического цеха, а также часть сборочного и литейного цехов.
Завод еще лежал в руинах, когда поступил первый заказ – надо было помочь с ремонтом деталей для танков. Началось восстановление завода.
12 февраля 1943 года немецко-фашистские войска были выбиты
из Краснодара. Отступая под ударами Красной Армии, в бессильной злобе, оккупанты взорвали и сожгли практически все заводские постройки.
На месте завода взору собравшихся на следующий день оставшихся в городе сединцев предстали груды камней, щебня и исковерканные
металлоконструкции перекрытий, из-под которых выглядывали засыпанные мусором станки. Частично уцелели только кирпичные стены третьего и
четвертого пролетов механического цеха, а также часть сборочного и литейного цехов.
Завод еще лежал в руинах, когда поступил первый заказ – надо было помочь с ремонтом деталей для танков. Началось восстановление завода.1949
Станки 2-го поколения
В 1948 году, используя привезенные из Германии архивы конструкторских наработок, и на базе первого, еще довоенного, собственного опыта изготовления двухстоечных карусельных станков первого поколения, было разработано Техническое задание на проектирование гаммы, состоящей из четырех моделей двухстоечных карусельных станков второго поколения с диаметром обрабатываемых деталей 1600, 2000, 2500 и 3200 мм. И в ноябре 1949 года Государственная комиссия Министерства приняла в экс-плуатацию опытный
образец станка модели 1551. В общей сложности было выпущено 2450 станков модели 1551.
И в ноябре 1949 года Государственная комиссия Министерства приняла в экс-плуатацию опытный
образец станка модели 1551. В общей сложности было выпущено 2450 станков модели 1551.1952
Станок для обработки железнодорожных колес
Выпуск станков для обработки железнодорожных колес завод имени Седина должен был начать ещё в начале сороковых годов, но война помешала этому. Для обработки железнодорожных колес был спроектирован специальный станок 1502, который был оснащен четырьмя суппортами (два из них с электроко-пировальными приспособлениями) и выполнял полный цикл обработки штамповано-катанной стальной заготовки, включавший черновую расточку посадочного отверстия, подрезку торца ступицы и чистовую обработку сложного профиля качения обода. Загрузка и разгрузка заготовки
колеса на планшайбу у обоих станков осуществлялась двумя консольными поворотными подъемными кранами. Центрирование и зажим заготовки на
планшайбе выполнялись гидрозажимами. В общей сложности было выпущено 63 станка модели 1502.
Загрузка и разгрузка заготовки
колеса на планшайбу у обоих станков осуществлялась двумя консольными поворотными подъемными кранами. Центрирование и зажим заготовки на
планшайбе выполнялись гидрозажимами. В общей сложности было выпущено 63 станка модели 1502.1953
Первый крупногабаритный станок
В 1952 году введен в эксплуатацию корпус № 2. Разработан станок модели 1557, предназначенный для обработки деталей диаметром до 3200 мм, высотой до1500 мм и массой до 10 тонн. Мощность привода вращения планшайбы 40 кВт. Особенности станка заключаются, в выборе частоты вращения планшайбы, ее включение и выключение осуществлялись дистанционно при помощи специального электрогидравлического устройства с подвесного пульта управления станком. С этого же пульта кнопками включались и выключались рабочие подачи и установочные перемещения двух размещенных на поперечине вертикальных
суппортов. Расширился набор дополнительных узлов, расширяющих технологические возможности станка. В общей сложности было выпущено 542
станка модели 1557.
С этого же пульта кнопками включались и выключались рабочие подачи и установочные перемещения двух размещенных на поперечине вертикальных
суппортов. Расширился набор дополнительных узлов, расширяющих технологические возможности станка. В общей сложности было выпущено 542
станка модели 1557.1958
1000 — ный станок
В результате слаженной и производительной работы, 12 апреля 1958г, был собран 1000 — й станок. На нем были написаны слова: «1000-ный станок, изготовленный комсомольцами завода имени Седина в честь XIII съездам ВЛКСМ, г. Краснодар, апрель 1958 год». На упаковочном ящике станка написали: «Комсомольцы — новостройке коммунизма Братской ГЭС». Так труд большого коллектива сединцев явился частицей величайшего дела — создания Братской ГЭС. Станок модели 1531 стал известен стране.
Станок модели 1531 стал известен стране.1967
Станки 3-го поколения, 10000 — ный станок
24 сентября 1967 г. был выпущен 10000 — ный станок. Этим станком стала модель 1512 из гаммы станков 1512, 1516, 1525, 1Л532 относящимся к станкам третьего поколения. Также к этому времени в 1961 г. был создан первый отечественный станк с ЧПУ модели 1541П. Была спроектированна и изтоловлена серия станков полуавтоматов: 4-х, 6-ти и 8-ми шпиндельных, для обработки деталей диаметром до 800 мм.1971
Орден трудового красного знамени, как крупнейшему в мире экспортеру
16 марта 1971 г. заводу им. Седина был вручен орден Трудового Красного Знамени, за неоценимый вклад в развитие мирового станкостроения. 27 августа 1971 года исполнилось 60 лет со дня основания завода. Празднование этой даты было приурочено ко «Дню машиностроителя»
26 сентября 1971 года. С 1936 по 1971 год заводом выпущено свыше 16 тысяч металлорежущих станков. Годовой выпуск тяжелых
токарно-карусельных станков на заводе имени Седина по количеству превысил выпуск этих станков всеми зарубежными фирмами вместе взятыми, и полностью
обеспечивал потребность страны в станках этого типа. В результате Советский Союз превратился из импортера карусельных станков,
в крупнейшего в мире их экспортера и продавал их, начиная с 1949 года, в более чем 50 стран мира. Выпускаемые заводом станки способствуют непрерывному
повышению производительности труда во всех отраслях машиностроения, где они применяются. В небывало сжатые сроки коллектив завода вышел на одно из первых
мест мирового станкостроения.
27 августа 1971 года исполнилось 60 лет со дня основания завода. Празднование этой даты было приурочено ко «Дню машиностроителя»
26 сентября 1971 года. С 1936 по 1971 год заводом выпущено свыше 16 тысяч металлорежущих станков. Годовой выпуск тяжелых
токарно-карусельных станков на заводе имени Седина по количеству превысил выпуск этих станков всеми зарубежными фирмами вместе взятыми, и полностью
обеспечивал потребность страны в станках этого типа. В результате Советский Союз превратился из импортера карусельных станков,
в крупнейшего в мире их экспортера и продавал их, начиная с 1949 года, в более чем 50 стран мира. Выпускаемые заводом станки способствуют непрерывному
повышению производительности труда во всех отраслях машиностроения, где они применяются. В небывало сжатые сроки коллектив завода вышел на одно из первых
мест мирового станкостроения. Ежегодно растет экспорт станков в высокоразвитые в техническом отношении страны, такие, как ФРГ, Англия, Франция, Италия,
Швеция и Япония. На завод ежегодно приезжают делегации фирм разных стран, знакомятся с конструкциями, условиями производства и покупают станки.
Ежегодно растет экспорт станков в высокоразвитые в техническом отношении страны, такие, как ФРГ, Англия, Франция, Италия,
Швеция и Япония. На завод ежегодно приезжают делегации фирм разных стран, знакомятся с конструкциями, условиями производства и покупают станки.1973
Закупка колес за рубежом прекратилась
К концу 1973 года колесный цех Выксунском металлургическом заводе (ВМЗ),самый крупный и современный в стране для изготовления колес железнодорожных вагонов, был сдан в эксплуатацию. В результате годовой выпуск вагонных колес тремя заводами, куда были поставлены сединский станки 1Б502 и 1Д502, страны был доведен до двух миллионов единиц. Модель 1Б502 предназначенна для одновременной механической обработки профиля дорожки качения и гребня обода колеса, а также внешней стороны контура ступицы и диска. Закупка колес за рубежом прекратилась.
Закупка колес за рубежом прекратилась.1975
Первый станок с ЧПУ
Строектированна и разработанна новая гамма станков 1512Ф3, 1516Ф3, 1525Ф3 и 1Л532Ф3 с контурными системами программного управления. На всесоюзной выставке «Алмаз-75» в Москве был представлен первый карусельный станок, оснащенный непрерывным (контурным) устройством ЧПУ типа Н55-2 отечественного производства. Конструкция станка имела много принципиально новых технических решений и вызвала большой интерес у посетителей выставки. Ранее в 1973 г. на весенней международной Лейпцигской ярмарке станку 1516 была присуждена золотая медаль.1976
25000 — ный станок
27 декабря 1976 г. в 4-м сборочном цехе состоялся митинг трудящихся завода, посвященный выпуску 25000-го станка, которым стал станок
модели 1Л532 в экспортном исполнении. Ровно через 40 лет, после выпуска 1-го станка 152, завод выпускает 25000-ный станок. « 25000-ый станок
– это большое достижение нашего коллектива, гордость нашего станкостроения. Мы прошли большой путь от первого карусельного станка
модели 152 до этого красавца. Спасибо Вам за Ваш труд!»
в 4-м сборочном цехе состоялся митинг трудящихся завода, посвященный выпуску 25000-го станка, которым стал станок
модели 1Л532 в экспортном исполнении. Ровно через 40 лет, после выпуска 1-го станка 152, завод выпускает 25000-ный станок. « 25000-ый станок
– это большое достижение нашего коллектива, гордость нашего станкостроения. Мы прошли большой путь от первого карусельного станка
модели 152 до этого красавца. Спасибо Вам за Ваш труд!»1980
Станки 4-го поколения
Разработан и изготовлен токарно-карусельный станок с ЧПУ модели 1А525МФ3, который повышает производительность труда в 2,6 раза, точность обработки на 40 – 50 %. Он входит в гамму станков серии «А» 1А512МФ3, 1А516МФ3, 1А525МФ3, 1А532ЛМФ3. В первых числах января радостная
весть пришла из болгарского города Пловдива, где состоялась Международная выставка станков. Станок с ЧПУ модели 1516Ф3
(заводской номер 25), демонстрировавшийся на этой выставке, был награжден Почетной грамотой и золотой медалью.
В первых числах января радостная
весть пришла из болгарского города Пловдива, где состоялась Международная выставка станков. Станок с ЧПУ модели 1516Ф3
(заводской номер 25), демонстрировавшийся на этой выставке, был награжден Почетной грамотой и золотой медалью.1986
Станки 5-го поколения (обрататывающие центры)
1А516МФ4 созданный на базе станка 1А516МФ3, он выгодно отличался от него тем, что мог осуществлять, помимо традиционных карусельных, операции внецентровой обработки деталей, благодаря оснащению его высокоточным приводом позиционирования планшайбы и комбинированным суппортом со сверлильно-фрезерно-расточными головками. Станок имел производительность в 1,5 раза выше, чем его предшественник 1А516МФ3, высокие точностные характеристики, хороший современный дизайн и мог успешно конкурировать с зарубежными станками. Он входит в гамму станков серии «А» 1А512МФ4, 1А516МФ4, 1А525МФ4, 1А532ЛМФ4.
Он входит в гамму станков серии «А» 1А512МФ4, 1А516МФ4, 1А525МФ4, 1А532ЛМФ4.1987
Станок опередивший свое время 1С528МФ4 (перекомпонуемый комплекс)
В 1980 г. руководством страны была поставлена задача спроектировать и изготовить станок «завтрашнего дня», т.е. новый станок должен по своим показателям превосходить уровень продукции ведущих зарубежных фирм. Заказчиком данного станка стал «Южный машиностроительный завод». Основная задача была поставлена за одну установку обеспечить возможность полной обработки одной стороны заготовки, включая токарные, расточные, фрезерные, сверлильные, резьбонарезные и другие операции. Это исключало неоднократные переустановки заготовки в ходе обработки с одного станка на другой, кроме того позволяло сократить номенклатуру и количество станков в механическом цехе и связанные с их обслуживанием затраты. Станок был сдан в эксплуатацию в 4-м квартале 1987 года.
Станок 1С528МФ4 вобрала в себя,
по возможности, всё самое современное, что появилось в то время в мировом станкостроении, а также опыт ведущих отечественных и зарубежных фирм, создающих
современные комплектующие изделия.
Конструкция первого базового станка модели 1С528МФ4 предусматривала сборку его из типовых элементов-блоков, что позволяло в дальнейшем с минимальными
доработками узлов комплектовать из них станки различного назначения, значительно упрощая тем самым конструкторские разработки, технологическую подготовку и
сроки их выпуска.
С целью изучения ожидаемого спроса на подобные станки других компоновок, было подготовлено и разослано заводам крупногабаритной продукции
различных отраслей машиностроения подробное техническое предложение на поставку специальных станков.
Станок был сдан в эксплуатацию в 4-м квартале 1987 года.
Станок 1С528МФ4 вобрала в себя,
по возможности, всё самое современное, что появилось в то время в мировом станкостроении, а также опыт ведущих отечественных и зарубежных фирм, создающих
современные комплектующие изделия.
Конструкция первого базового станка модели 1С528МФ4 предусматривала сборку его из типовых элементов-блоков, что позволяло в дальнейшем с минимальными
доработками узлов комплектовать из них станки различного назначения, значительно упрощая тем самым конструкторские разработки, технологическую подготовку и
сроки их выпуска.
С целью изучения ожидаемого спроса на подобные станки других компоновок, было подготовлено и разослано заводам крупногабаритной продукции
различных отраслей машиностроения подробное техническое предложение на поставку специальных станков. В ответ были получены согласованные протоколы о намерениях
приобрести 88 единиц подобных станков, но «перестройка» нарушила все планы.
В ответ были получены согласованные протоколы о намерениях
приобрести 88 единиц подобных станков, но «перестройка» нарушила все планы.1988
Совместное предприятие СП «Седин-Шисс»
Одним из главных стратегических решений конца 80-х годов было решение об интеграции советского станкостроения с лучшими представителями мирового станкостроения. Завод имени Седина, как один из ведущих экспортеров тяжелого станкостроения СССР, стал участником этого проекта. Партнером Седина в интеграционном проекте стало старейшее в Германии предприятие по производству карусельных станков фирма «Шисс» АГ. Фирма «Шисс» в этот период было мировым лидером в этом классе оборудования. В качестве продукта совместной деятельности была предложена серия DSC габаритов 16,20,25,32. Это был проект
последней (1985-1986гг.) разработки специалистов фирмы «Шисс», воплотивший в себе все посление достижение науки и техники.
9 июня 1988 года вошел в историю завода имени Седина и фирмы «Шисс» как дата рождения совместного предприятия.
Это был проект
последней (1985-1986гг.) разработки специалистов фирмы «Шисс», воплотивший в себе все посление достижение науки и техники.
9 июня 1988 года вошел в историю завода имени Седина и фирмы «Шисс» как дата рождения совместного предприятия.1991
Станки 6-го поколения
Первым станком 6-го поколения стал DSC 20. Станок совместной разработки СП «Седин-Шисс», который был представлен на выставке EMO в г. Ганновер. Станки характеризуются точностью работы, за счет применения гидростатических направляющих, работающих без износа, термосимметричной компоновкой каркаса центра, системы фиксации вертикального положения поперечины, полностью параллельно по отношению к планшайбе. Отсутствие сложностей сопряжения, между главным приводом и управлением, приводами подачи и системой управления подачами.
2000
Станки 7-го поколения (многооперационные обрабатывающие центры)
10 ноября 1998г. состоялось заседание Технического совета предприятий группы «Седин», на котором обсуждалась разработка нового станка с подвижным порталом – VMG-32. В итоге контактов с немцами родилась концепция создания новой гаммы станков серии «Вертимастер» VMG 20, VMG 25, VMG 32, VMG 40 VMG 50, VMG 63. 20 ноября 2000г. готовый станок VMG-32 демонстрировали в сборочном цехе. Главное достоинство станка – расширение его технологических возможностей, благодаря подвижному порталу, что невозможно сделать на простом станке. Все движения на станке синхронизированы.2008
Уникальный обрабатывающий центр VMG40
В данном центре заложен принцип модульности конструкции, который позволяет менять технологические модули в зависимости от вида заготовки и механических операций. Основная отличительная особенность данного центра — интеллект, а именно контроль состояния инструмента, контроль размеров обработанных поверхностей, взаимодействие
системы управления с внешней средой, система видеоконтроля, адаптивное управление.
Конструктивные особенности: термосимметричная портальная компоновка каркаса центра, применения гидростатических направляющих,
системами фиксации вертикального положения поперечины, привод главного движения, а также вертикальные привода поперечины и перемещения портала,
работают по принципу master slave 2 мотора, как одна ось, применением 5-ти координатной обработки.
Основная отличительная особенность данного центра — интеллект, а именно контроль состояния инструмента, контроль размеров обработанных поверхностей, взаимодействие
системы управления с внешней средой, система видеоконтроля, адаптивное управление.
Конструктивные особенности: термосимметричная портальная компоновка каркаса центра, применения гидростатических направляющих,
системами фиксации вертикального положения поперечины, привод главного движения, а также вертикальные привода поперечины и перемещения портала,
работают по принципу master slave 2 мотора, как одна ось, применением 5-ти координатной обработки.2013
Комплекс переменной компоновки VMG-LMPR! (станки 8-го поколения)
В данном комплексе заложен принцип трансформируемости. За счет использования универсальной платформы, возможно производить одновременную обработку нескольких видов
различных заготовок, с помощью технологических модулей, установленных на платформе. Конфигурация комплекса трансформируется (изменяется), в зависимости от выполняемых
задач, в режиме реального времени, что позволяет гигантски сократить время на выстувку (базирование) заготовки, а также сократить затраты на покупку массы оборудования,
необходимого для получения готового изделия. Комплексы переменной компановки представляют собой завод в миниатюре, не значит маленький, значит компактный, который
позволяет заменить до нескольких десяткой единиц стандартного оборудования.
За счет использования универсальной платформы, возможно производить одновременную обработку нескольких видов
различных заготовок, с помощью технологических модулей, установленных на платформе. Конфигурация комплекса трансформируется (изменяется), в зависимости от выполняемых
задач, в режиме реального времени, что позволяет гигантски сократить время на выстувку (базирование) заготовки, а также сократить затраты на покупку массы оборудования,
необходимого для получения готового изделия. Комплексы переменной компановки представляют собой завод в миниатюре, не значит маленький, значит компактный, который
позволяет заменить до нескольких десяткой единиц стандартного оборудования.На ЮЗТС изготовили новый станок для сталелитейного предприятия Сибири
На Южном заводе тяжелого станкостроения изготовили новый станок для крупнейшего сталелитейного предприятия Сибири
Это первый станок Южного завода тяжелого станкостроения, выпущенный 2021 году и второй заказ АО «ЕВРАЗ Объединенный Западно-Сибирский металлургический комбинат» — одного из крупнейших в России предприятий по производству стали.
В октябре ЮЗТС поставил сибирским сталеварам одностоечный токарно-карусельный станок, предназначенный для обработки сложных и особо сложных деталей. На предприятии оценили качество работы краснодарских станкостроителей и вскоре ЮЗТС получил заказ на изготовление более технологичного станка, оснащенного рядом дополнительных опций. Его акт сдачи-приемки был подписан с представителями ЕВРАЗ ЗСМК на этой неделе.
Новый токарно-карусельный станок с ЧПУ для ЕВРАЗ ЗСМК оборудован устройством автоматической смены инструментов, системой охлаждения и будет использоваться для обработки сложных и особо сложных деталей массой до 15 тонн и диаметром до 1,6 метра при их серийном производстве. Обладает повышенным классом точности. В течении года на ЮЗТС рассчитывают на заключение новых контрактов от сибирских сталеваров.
В 2020 году завод выпустил 14 станков и обрабатывающих центров, в том числе по государственным контрактам. Оборудование поступило на предприятия Северо-Западного, Уральского и Сибирского федеральных округов. Станочная продукция поставлялась в страны ближнего и дальнего зарубежья. В настоящее время в работе находится 6 крупных обрабатывающих центров.
Станочная продукция поставлялась в страны ближнего и дальнего зарубежья. В настоящее время в работе находится 6 крупных обрабатывающих центров.
ЮЗТС был создан в 2016 году на базе легендарного завода имени Г. М. Седина, в советское время поставлявшего токарно-карусельные станки в 65 стран мира. Завод выпускает станки и обрабатывающие центры, которые востребованы во многих отраслях промышленности, включая энергомашиностроение, атомное машиностроение, авиастроение и металлургию.
История
В 1876 году в Самаре, на пустыре против городского парка, был открыт механический чугунно-медно-литейный завод, основанный заезжим механиком Г. Бенке. Завод брал на себя: «… устройство новых, а также ремонт старых пароходов, крупчатых мельниц, маслобоен, паровых машин от 3 до 50 сил, земледельческих орудий, а также всякое чугунное и медное литье».
В декабре 1923 года ряд ремонтных и механических мастерских Самары вошел в состав завода, и он стал именоваться механическим.
В конце января 1926 года на заводе впервые началось производство металлорежущих станков. Первенцем был токарно-винторезный станок модели ТВ-155.
1934 год. На заводе создан оригинальный токарно-винторезный станок модели СП-162. Число скоростей — 8, число оборотов шпинделя в минуту — от 24 до 482. На станке впервые был установлен индивидуальный электродвигатель мощностью в 1,5 квт.
В 1935 году завод первым в СССР изготовил резьбофрезерный станок модели 561, а с военного 1941 года приступает к выпуску целой гаммы резьбофрезерных полуавтоматов: 5А63, 5А64, 5М63, 5М64.
1937 год. Завод окончательно перешел на выпуск станков и по решению Правительственной комиссии официально введен в число действующих станкостроительных предприятий. В том же году завод вышел победителем всесоюзного соревнования по отрасли.
В первые же месяцы Великой Отечественной войны завод освоил выпуск модификации станка СП-162ВУ для нужд фронта.
В годы войны завод освоил выпуск токарно-винторезного станка 1615 и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В октябре 1943 года Указом Президиума Верховного Совета СССР Средневолжский станкостроительный завод награжден
орденом Трудового Красного знамени.
В 1948 году была завершена организация поточного производства станка 1615. Для производства каждой из 18 подгрупп деталей (всего 428) была создана поточная линия. Так было положено начало поточному производству станков на заводе.
1949 год. Начат серийный выпуск токарно-винторезного станка 1616. Количество скоростей — 12, число оборотов в минуту — до 1980,
мощность двигателя — 4,5 квт.
С 1958 года ведется серийный выпуск гаммы шлицефрезерных полуавтоматов моделей 5350, 5350А, 5350Б, 5350В.
1957 год. Начат серийный выпуск токарно-винторезного станка модели 1А616. Выпущена самая крупная по сравнению с другими серия этих станков.
Начат серийный выпуск токарно-винторезного станка модели 1А616. Выпущена самая крупная по сравнению с другими серия этих станков.
В 1958 году завод изготовил наибольшее число опытных образцов новых моделей станков — 13.
В 1960 году на заводе был освоен выпуск первого в стране токарно-винторезного станка особо высокой точности модели 1В616. Этому станку одному из первых в стране присвоен государственный Знак качества. Это было первое изделие в Куйбышевской области, удостоенное такой высокой оценки.
В октябре 1964 года на заводе был изготовлен 100-тысячный станок. Им оказался токарно-винторезный станок модели 1А616. Он установлен в инструментальном цехе завода.
Средневолжский станкостроительный завод — постоянный участник Выставки достижений народного хозяйства СССР. За создание высокопроизводительных станков, отвечающих современным требованиям науки и техники, завод десять раз награждался почетными дипломами, а многие его работники — золотыми, серебряными и бронзовыми медалями ВДНХ.
В 1951 году завод впервые начал выпускать станки для экспорта. В 1956 году было отправлено в различные зарубежные страны 439 станков. А в 1969 году число станков на экспорт удвоилось.
В 1969 году на заводе впервые начат серийный выпуск токарного станка с числовым программным управлением модели 1А616Ф3, предназначенного для токарной обработки всевозможных тел вращения по замкнутому автоматическому циклу.
С 1970 года серийно выпускается токарно-винторезный станок особо высокой точности модели 16Б16А, предназначенный для финишных операций токарной обработки.
В 1973 году одновременно начат серийный выпуск токарного станка с числовым программным управлением модели 16Б16Ф3 и токарного патронного полуавтомата с числовым программным управлением модели 1П717Ф3.
1976 год. За большой вклад в создание нового высокоэффективного оборудования, за достигнутые трудовые успехи в выполнении плановых заданий и социалистических обязательств и в связи со 100-летием завод награжден орденом Октябрьской Революции.
В настоящее время Средневолжский станкозавод является единственным в России производителем токарных станков прецизионных классов точности. Станки различных моделей и модификаций выпускаются под торговой маркой Samat. Завод обладает всеми необходимыми технологическими компетенциями, продолжает развивать свою производственную базу и выпускаемую продукцию.
Горьковский Завод Фрезерных Станков (ЗФС, ЗЕФС, Нижегородский завод фрезерных станков)
Горьковский «Завод Фрезерных Станков» (ГЗФС, ЗФС, ЗЕФС, Нижегородский завод фрезерных станков) — одно из старейших предприятий и флагман станкостроительной отрасли СССР, известен как производитель надежных и простых в управлении металлообрабатывающих фрезерных станков: широкоуниверсальных, горизонтальных и вертикальных, а также станков ЧПУ.
История предприятия «Завод Фрезерных Станков» г. Горький
Горьковский завод фрезерных станков вступил в строй действующих предприятий страны в декабре 1931 года и все довоенные годы был практически единственным предприятием, поставляющим различные фрезерные станки для нужд отечественного машиностроения.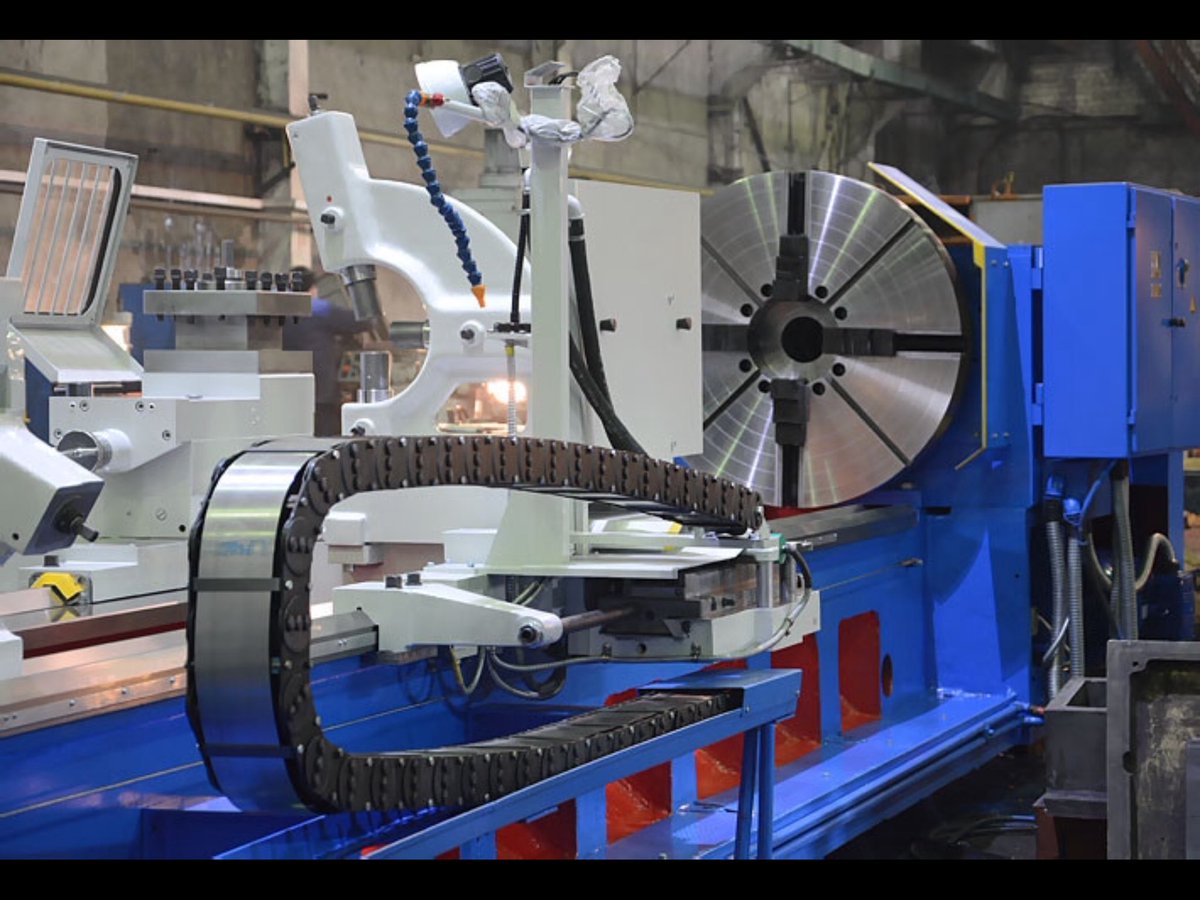
Предприятие строилось по немецкому проекту, как одно из 518-и, вводимых в строй по программе индустриализации в 1931 году. Первый камень в основание главного корпуса завода был заложен в 1930 году.
23 декабря 1931 года было пущено производство станков. Первые пять консольно-фрезерных станков были выпущены 1-го Мая того же года.
В 1934 году начался выпуск первых двух моделей продольно-фрезерных станков — 632 и 636.
В 1936 году Горьковским заводом фрезерных станков был выпущен 35-и тонный специальный станок для обработки тюбингов Московского метрополитена.
В 1937 году запущена в производство серия 6Б консольно-фрезерных станков 6Б12, 6Б82.
В 1941-1945 годы предприятие выпускало военную продукцию. Основен выпуск уникальных специальных станков: гратосниматели, станок для обработки зеркал крупнейшего в стране телескопа, а также станки общим весом до 40 тонн, разработанные для обработки деталей со сложными кривыми поверхностями типа лопаток турбин, гребных винтов с общим весом до 8 тонн. В 1960 году начался выпуск станков с ЧПУ. Предприятия награждено орденами Ленина и Трудового Красного Знамени.
В 1960 году начался выпуск станков с ЧПУ. Предприятия награждено орденами Ленина и Трудового Красного Знамени.
В послевоенные годы завод наряду с крупносерийным выпуском консольно-фрезерных станков начал серийное производство продольно-фрезерных станков с шириной стола от 500 до 2500 мм, а также изготовление специальных тяжелых и уникальных станков, в том числе для обработки крупногабаритных гребных винтов, лопаток паровых и газовых турбин, роторов мощных электрогенераторов и др.
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12, 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т82-1, ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т13, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш,.
На базе станков серии «Т» разработаны и выпускаются специальные станки с увеличенным на 100 мм расстоянием от оси (торца) шпинделя до рабочей поверхности стола и механизмом пропорционального (в 2 раза) замедления рабочей подачи:
ГФ2793 на базе 6Т82Г
ГФ2794 на базе 6Т82
ГФ2797 на базе 6Т83Г
ГФ2798 на базе 6Т83
Продукция Горьковского завода фрезерных станков демонстрировалась на многих специализированных международных выставках и неоднократно удостаивалась Дипломов и Золотых медалей. Так, станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 2003 году вся гамма оборудования подверглась глубокой модернизации. С начала 2003 года Нижегородский завод фрезерных станков ЗФС показал уверенный рост производства. Но в дальнейшем серьезная кризисная ситуация в стране и в машиностроительной отрасли отрицательным образом повлияли на развитие завода.
Но в дальнейшем серьезная кризисная ситуация в стране и в машиностроительной отрасли отрицательным образом повлияли на развитие завода.
В настоящее время производство станков на ГЗФС прекращено.
Компания Станочный Мир предлагает купить станки Горьковского Завода Фрезерных Станков (ГЗФС, ЗФС, Нижегородский завод фрезерных станков) или их аналоги по доступной цене.
Продукция предприятия Завод Фрезерных Станков (ЗФС)
г. Горький (Нижегородский завод фрезерных станков)
|
Наименование изделия |
Модель изделия |
| Вертикальный фрезерный станок | 6Н12 |
| Вертикальный фрезерный станок | 6Н13П |
| Вертикальный фрезерный станок | 6М12 |
| Вертикальный фрезерный станок | 6М13П |
| Горизонтальный фрезерный станок | 6Н82 |
| Горизонтальный фрезерный станок | 6Н82Г |
| Горизонтальный фрезерный станок с поворотным столом | 6М82 |
| Горизонтальный фрезерный станок | 6М82Г |
| Горизонтальный фрезерный станок с поворотным столом | 6М83 |
| Горизонтальный фрезерный станок | 6М83Г |
| Широкоуниверсальный фрезерный станок | 6М82Ш |
| Вертикальный фрезерный станок | 6Р12 |
| Вертикальный фрезерный станок | 6Р12Б |
| Вертикальный фрезерный станок | 6Р13 |
| Вертикальный фрезерный станок | 6Р13Б |
| Горизонтальный фрезерный станок с поворотным столом | 6Р82 |
| Горизонтальный фрезерный станок | 6Р82Г |
| Горизонтальный фрезерный станок с поворотным столом | 6Р83 |
| Горизонтальный фрезерный станок | 6Р83Г |
| Широкоуниверсальный фрезерный станок | 6Р82Ш |
| Широкоуниверсальный фрезерный станок | 6Р83Ш |
| Вертикальный фрезерный станок с ЧПУ | 6Р13Ф3 |
| Вертикальный фрезерный станок | 6Т12 |
| Вертикальный фрезерный станок | 6Т13 |
| Вертикальный фрезерный станок с УЦИ | 6Т12Ф1 |
| Вертикальный фрезерный станок с УЦИ | 6Т13Ф1 |
| Горизонтальный фрезерный станок с поворотным столом | 6Т82 |
| Горизонтальный фрезерный станок | 6Т82Г |
| Горизонтальный фрезерный станок с поворотным столом | 6Т83 |
| Горизонтальный фрезерный станок | 6Т83Г |
| Широкоуниверсальный фрезерный станок |
6Т82Ш |
| Широкоуниверсальный фрезерный станок с УЦИ | 6Т82ШФ1 |
| Широкоуниверсальный фрезерный станок | 6Т83Ш |
| Широкоуниверсальный фрезерный станок с УЦИ | 6Т83ШФ1 |
| Вертикальный фрезерный станок с ЧПУ | 6Т12Ф3 |
| Вертикальный фрезерный станок с ЧПУ | 6Т13Ф3 |
| Вертикальный фрезерный станок с ЧПУ | 6Т12ГФ3 |
| Горизонтальный фрезерный станок с ЧПУ | 6Т83ГФ3 |
| Горизонтальный фрезерный станок | 6Т83Д |
| Универсальный горизонтальный фрезерный станок | 6Г81ГФ1 |
| Широкоуниверсальный фрезерный станок с УЦИ | 6Г81ШФ1 |
| Вертикальный фрезерный станок с ЧПУ и АСИ | ГФ2171 |
| Фрезерный 4х координатный обрабатывающий центр с АСИ | ГФ2171М4 |
| Вертикальный фрезерный станок | ГФ3571 |
| Фрезерный 4х координатный обрабатывающий центр с АСИ | ГФ3171М4 |
| Одностоечный продольно-фрезерный станок | 6Г605 |
| Одностоечный продольно-фрезерный станок | 6Г606 |
| Одностоечный продольно-фрезерный станок | 6Г608 |
Gumball Machine, Candy Machines, Gumballs, Игрушки для оптовых продаж
Спасибо за покупку в GumballMachineFactory . Com , мы искренне ценим ваш бизнес! Все любят Гамболов и конфеты. Машина по производству жевательной резинки была одним из самых знаковых продуктов в американской истории. От детей до взрослых людей всех возрастов наслаждаются жевательной резинкой и конфетами, которые продаются в торговых автоматах. Наша цель — предложить самый большой выбор автоматов для жевательной резинки и конфет, автоматов с игрушечными капсулами, торговых наклеек, торговых татуировок, наполнителей для конфет и игрушек оптом по самым низким ценам.
для всех наших клиентов, независимо от того, являетесь ли вы вендинговым оператором, владельцем бизнеса или просто хотите купить автомат в подарок или для личного пользования.На заводе Gumball Machine Factory мы предлагаем качественный сервис, запчасти и конкурентоспособные цены на автоматы для жевательной резинки. Ваше удовлетворение гарантировано на 100%!
Com , мы искренне ценим ваш бизнес! Все любят Гамболов и конфеты. Машина по производству жевательной резинки была одним из самых знаковых продуктов в американской истории. От детей до взрослых людей всех возрастов наслаждаются жевательной резинкой и конфетами, которые продаются в торговых автоматах. Наша цель — предложить самый большой выбор автоматов для жевательной резинки и конфет, автоматов с игрушечными капсулами, торговых наклеек, торговых татуировок, наполнителей для конфет и игрушек оптом по самым низким ценам.
для всех наших клиентов, независимо от того, являетесь ли вы вендинговым оператором, владельцем бизнеса или просто хотите купить автомат в подарок или для личного пользования.На заводе Gumball Machine Factory мы предлагаем качественный сервис, запчасти и конкурентоспособные цены на автоматы для жевательной резинки. Ваше удовлетворение гарантировано на 100%! Gumball Machine Factory.com является авторизованным дистрибьютором жевательных резинок и конфет от LYPC.
Карусель, Лаки, Форд Гум, Даббл Баббл и Конкорд. Наши жевательные резинки и конфеты
доставляются к нам раз в две недели, чтобы обеспечить самые свежие жевательные резинки
доступны в любом месте. Мы предлагаем полную линейку шариков жевательной резинки для вендинговой индустрии.
домашнее использование.Мы продаем самое большое разнообразие цветов и вкусов шариков жевательной резинки, включая твердые
цветные жевательные резинки без сахара в Интернете. Все наши оптом конфеты и шарики жевательной резинки
поставляются с бесплатными цветными дисплеями. Ищете игрушечные капсулы? Вы пришли вправо
место. У нас самый большой запас на складе новейших вендинговых игрушечных капсул, наклеек
и татуировки для продажи в Интернете. Обязательно попробуйте игрушечные капсулы Sqwishland. Эти
являются одними из самых продаваемых игрушечных капсул на рынке сегодня. Настоящий заработок!
Наши жевательные резинки и конфеты
доставляются к нам раз в две недели, чтобы обеспечить самые свежие жевательные резинки
доступны в любом месте. Мы предлагаем полную линейку шариков жевательной резинки для вендинговой индустрии.
домашнее использование.Мы продаем самое большое разнообразие цветов и вкусов шариков жевательной резинки, включая твердые
цветные жевательные резинки без сахара в Интернете. Все наши оптом конфеты и шарики жевательной резинки
поставляются с бесплатными цветными дисплеями. Ищете игрушечные капсулы? Вы пришли вправо
место. У нас самый большой запас на складе новейших вендинговых игрушечных капсул, наклеек
и татуировки для продажи в Интернете. Обязательно попробуйте игрушечные капсулы Sqwishland. Эти
являются одними из самых продаваемых игрушечных капсул на рынке сегодня. Настоящий заработок!
Ознакомьтесь с нашими подарочными товарами, чтобы увидеть полный выбор карусельных кондитерских автоматов для детей и детей.
домашнее использование.Мы продаем оригинальные аутентичные шарики жевательной резинки Carousel, жевательные резинки и Lucky. Гамбол Машины. Carousel производит качественные кондитерские машины для
старше 40 лет. От очень популярного юниора до заветных предметов коллекционирования, включая Old
Колумбия и королевский размер Classic. Для каждого есть продавец жевательной резинки Carousel.
случай. Отлично подходит для дней рождения, юбилеев, Дня матери, Дня отца или любой вечеринки.
Примите участие во всех действиях с торговым автоматом для наклеек / татуировок LYPC. Если у тебя есть
торговом месте или у вас есть установленные маршруты, автоматы по продаже татуировок с наклейками являются
отличный способ увеличить свой бизнес.Обязательно ознакомьтесь с нашим большим выбором
торговые наклейки и татуировки. Все наши торговые наклейки и татуировки продаются онлайн.
Каждая машина поставляется с полными инструкциями и гарантией 1 год.
Гамбол Машины. Carousel производит качественные кондитерские машины для
старше 40 лет. От очень популярного юниора до заветных предметов коллекционирования, включая Old
Колумбия и королевский размер Classic. Для каждого есть продавец жевательной резинки Carousel.
случай. Отлично подходит для дней рождения, юбилеев, Дня матери, Дня отца или любой вечеринки.
Примите участие во всех действиях с торговым автоматом для наклеек / татуировок LYPC. Если у тебя есть
торговом месте или у вас есть установленные маршруты, автоматы по продаже татуировок с наклейками являются
отличный способ увеличить свой бизнес.Обязательно ознакомьтесь с нашим большим выбором
торговые наклейки и татуировки. Все наши торговые наклейки и татуировки продаются онлайн.
Каждая машина поставляется с полными инструкциями и гарантией 1 год.
Информация о доставке: ? Стоимость доставки можно узнать, добавив автомат с жевательной резинкой или торговый продукт в корзину. Прокрутите вниз до
калькулятор доставки и введите свой почтовый индекс, нажмите «Применить». Стоимость доставки и общая сумма заказа будут отображаться перед оформлением заказа.
Стоимость доставки и общая сумма заказа будут отображаться перед оформлением заказа.
2360 Vantage Drive
Элгин, Иллинойс 60124
Местный: 1-847-437-7879
Бесплатный номер: 1-800-762-7836
Copyright 2005-2019 Gumball Machine Factory.Com Все права защищены.
Прием данных с помощью Фабрики данных Azure — Машинное обучение Azure
- Статья
- 6 минут на чтение
Пожалуйста, оцените свой опыт
да Нет
Любая дополнительная обратная связь?
Отзыв будет отправлен в Microsoft: при нажатии кнопки отправки ваш отзыв будет использован для улучшения продуктов и услуг Microsoft.Политика конфиденциальности.
Представлять на рассмотрение
Спасибо.
В этой статье
В этой статье вы узнаете о доступных вариантах построения конвейера приема данных с помощью Фабрики данных Azure. Этот конвейер Фабрики данных Azure используется для приема данных для использования с Машинным обучением Azure. Фабрика данных позволяет легко извлекать, преобразовывать и загружать (ETL) данные.После того как данные будут преобразованы и загружены в хранилище, их можно использовать для обучения моделей машинного обучения в Машинном обучении Azure.
Простое преобразование данных можно выполнить с помощью собственных действий и инструментов Фабрики данных, таких как поток данных. Когда дело доходит до более сложных сценариев, данные можно обрабатывать с помощью специального кода. Например, Python или код R.
Сравните конвейеры приема данных Фабрики данных Azure
Существует несколько распространенных методов использования фабрики данных для преобразования данных во время приема. Каждый метод имеет преимущества и недостатки, которые помогают определить, подходит ли он для конкретного варианта использования:
| Техника | Преимущества | Недостатки |
|---|---|---|
| Фабрика данных + Функции Azure | Подходит только для кратковременной обработки | |
| Фабрика данных + пользовательский компонент | ||
| Фабрика данных + блокнот Azure Databricks |
Фабрика данных Azure с функциями Azure
Функции Azure позволяют запускать небольшие фрагменты кода (функции), не беспокоясь об инфраструктуре приложений. В этом варианте данные обрабатываются с помощью пользовательского кода Python, заключенного в функцию Azure.
В этом варианте данные обрабатываются с помощью пользовательского кода Python, заключенного в функцию Azure.
Функция вызывается с действием функции Azure фабрики данных Azure. Этот подход является хорошим вариантом для легкого преобразования данных.
- Преимущества:
- Данные обрабатываются на бессерверных вычислениях с относительно низкой задержкой
- Конвейер фабрики данных может вызывать устойчивую функцию Azure, которая может реализовать сложный поток преобразования данных
- Детали преобразования данных абстрагируются функцией Azure, которую можно повторно использовать и вызывать из других мест .
- Недостатки:
- Функции Azure должны быть созданы перед использованием с ADF
- Функции Azure хороши только для кратковременной обработки данных
Фабрика данных Azure с действием настраиваемого компонента
В этом варианте данные обрабатываются с помощью пользовательского кода Python, заключенного в исполняемый файл. Он вызывается действием пользовательского компонента фабрики данных Azure. Этот подход лучше подходит для больших данных, чем предыдущий метод.
Он вызывается действием пользовательского компонента фабрики данных Azure. Этот подход лучше подходит для больших данных, чем предыдущий метод.
- Преимущества:
- Данные обрабатываются в пуле пакетной службы Azure, который обеспечивает крупномасштабные параллельные и высокопроизводительные вычисления
- Может использоваться для запуска тяжелых алгоритмов и обработки значительных объемов данных
- Недостатки:
- Пул пакетной службы Azure должен быть создан перед использованием с фабрикой данных
- Излишняя инженерия, связанная с переносом кода Python в исполняемый файл.Сложность обработки зависимостей и параметров ввода/вывода
Фабрика данных Azure с записной книжкой Azure Databricks Python
Azure Databricks — это аналитическая платформа на основе Apache Spark в облаке Microsoft.
В этом методе преобразование данных выполняется записной книжкой Python, работающей в кластере Azure Databricks. Вероятно, это наиболее распространенный подход, в котором используются все возможности службы Azure Databricks. Он предназначен для распределенной обработки данных в масштабе.
Вероятно, это наиболее распространенный подход, в котором используются все возможности службы Azure Databricks. Он предназначен для распределенной обработки данных в масштабе.
- Преимущества:
- Данные преобразуются в самую мощную службу обработки данных Azure, резервная копия которой поддерживается средой Apache Spark
- Встроенная поддержка Python, а также фреймворков и библиотек для обработки данных, включая TensorFlow, PyTorch и scikit-learn
- Нет необходимости оборачивать код Python в функции или исполняемые модули. Код работает как есть.
- Недостатки:
- Инфраструктура Azure Databricks должна быть создана перед использованием с фабрикой данных
- Может быть дорого в зависимости от конфигурации Azure Databricks
- Запуск вычислительных кластеров из «холодного» режима занимает некоторое время, что приводит к высокой задержке решения
Использование данных в Машинном обучении Azure
Конвейер фабрики данных сохраняет подготовленные данные в облачном хранилище (например, Azure Blob или Azure Datalake).
Использование подготовленных данных в Машинном обучении Azure до,
Вызов конвейера машинного обучения Azure из фабрики данных
Этот метод рекомендуется для рабочих процессов операций машинного обучения (MLOps). Если вы не хотите настраивать конвейер машинного обучения Azure, см. раздел Чтение данных непосредственно из хранилища.
Каждый раз, когда запускается конвейер фабрики данных,
- Данные сохраняются в другом месте в хранилище.
- Чтобы передать расположение в Машинное обучение Azure, конвейер Фабрики данных вызывает конвейер Машинного обучения Azure.При вызове конвейера машинного обучения местоположение данных и идентификатор запуска передаются в качестве параметров.
- Затем конвейер машинного обучения может создать хранилище данных Машинного обучения Azure и набор данных с расположением данных. Дополнительные сведения см. в разделе Выполнение конвейеров машинного обучения Azure в фабрике данных.
Наконечник
Наборы данных поддерживают управление версиями, поэтому конвейер машинного обучения может зарегистрировать новую версию набора данных, которая указывает на самые последние данные из конвейера ADF.
Когда данные доступны через хранилище данных или набор данных, вы можете использовать их для обучения модели машинного обучения.Процесс обучения может быть частью того же конвейера машинного обучения, который вызывается из ADF. Или это может быть отдельный процесс, такой как экспериментирование в блокноте Jupyter.
Поскольку наборы данных поддерживают управление версиями, и каждый запуск из конвейера создает новую версию, легко понять, какая версия данных использовалась для обучения модели.
Чтение данных напрямую из хранилища
Если вы не хотите создавать конвейер машинного обучения, вы можете получить доступ к данным непосредственно из учетной записи хранения, в которой хранятся подготовленные данные, в хранилище данных и наборе данных Машинного обучения Azure.
В следующем коде Python показано, как создать хранилище данных, которое подключается к хранилищу Azure DataLake поколения 2. Узнайте больше о хранилищах данных и о том, где найти разрешения субъекта-службы.
ws = Рабочая область.from_config()
adlsgen2_datastore_name = '<псевдоним учетной записи хранения ADLS 2-го поколения>' #set псевдоним учетной записи хранения ADLS 2-го поколения в AML
scription_id=os.getenv("ADL_SUBSCRIPTION", "") # идентификатор подписки учетной записи ADLS
группа_ресурсов=ОС.getenv("ADL_RESOURCE_GROUP", "<группа ресурсов учетной записи ADLS>") # группа ресурсов учетной записи ADLS
account_name=os.getenv("ADLSGEN2_ACCOUNTNAME", "<имя учетной записи ADLS>") # Имя учетной записи ADLS Gen2
tenant_id=os.getenv("ADLSGEN2_TENANT", "<идентификатор клиента субъекта-службы>") # идентификатор клиента субъекта-службы
client_id=os.getenv("ADLSGEN2_CLIENTID", "<идентификатор клиента субъекта-службы>") # идентификатор клиента субъекта-службы
client_secret=os.getenv("ADLSGEN2_CLIENT_SECRET", "<секрет субъекта-службы>") # секрет субъекта-службы
adlsgen2_datastore = хранилище данных.register_azure_data_lake_gen2(
рабочая область = ws,
имя_хранилища_данных=adlsgen2_имя_хранилища_данных,
account_name=account_name, # Имя учетной записи ADLS Gen2
filesystem='<имя файловой системы>', # файловая система ADLS Gen2
tenant_id=tenant_id, # идентификатор клиента субъекта-службы
client_id=client_id, # идентификатор клиента субъекта-службы
Затем создайте набор данных для ссылки на файлы, которые вы хотите использовать в своей задаче машинного обучения.
Следующий код создает набор TabularDataset из CSV-файла, подготовленных данных.CSV . Узнайте больше о типах наборов данных и допустимых форматах файлов.
из azureml.core import Workspace, Datastore, Dataset
из azureml.core.experiment import Эксперимент
из azureml.train.automl импортировать AutoMLConfig
# получить данные через хранилище данных AML
хранилище данных = Datastore.get(ws, adlsgen2_datastore)
datastore_path = [(хранилище данных, '/data/prepared-data.csv')]
подготовленный_набор данных = Набор данных.Таблица.из_файлов_с разделителями (путь=путь к хранилищу данных)
Отсюда используйте prepare_dataset для ссылки на подготовленные данные, например, в сценариях обучения.Узнайте, как обучать модели с помощью наборов данных в Машинном обучении Azure.
Следующие шаги
границ | Модель прогнозирования роста на основе движения листьев с использованием анализа оптического потока и машинного обучения на заводе
Введение
Фабрики растений закрытого типа, которые выращивают растения в закрытых системах с контролируемой температурой, влажностью и освещением, привлекают внимание как новый тип метода выращивания, способный производить дополнительное питание, необходимое для реагирования на рост населения, при этом защищая окружающую среду. , улучшение здоровья и достижение экономического роста (Kozai et al., 2015; Анпо и др., 2018; Козай, 2018). Однако эти фабрики растений закрытого типа являются более дорогостоящими, чем выращивание на открытом воздухе, из-за первоначальных затрат и текущих расходов, связанных с контролем окружающей среды. Чтобы снизить эти затраты, было проведено множество исследований, посвященных влиянию качества света на рост и качество растений (Tamura et al., 2018) и оптимизации воздушного потока (Takahashi et al., 2012).
Предсказание роста растений — одно из решений этих проблем.Плохо выращенные растения, не соответствующие уровню качества, требуемому для продажи, приводят к серьезным потерям (Kozai et al., 2015). Плохой рост растений происходит из-за индивидуальных различий даже при выращивании семян в одинаковых условиях. Таким образом, чтобы сделать заводы жизнеспособными, технология диагностики рассады является важной концепцией. Такая технология должна в основном использовать визуальную информацию от растений, распознавать различия между отдельными растениями, а затем выявлять и отбраковывать низкосортные растения на ранней стадии (Fukuda et al. , 2011; Мориюки и Фукуда, 2016 г.; Мориюки и др., 2018). В предыдущем исследовании группа авторов построила высокопроизводительную модель прогнозирования роста сортов салата на основе флуоресценции хлорофилла для применения на фабрике коммерческих растений (Moriyuki and Fukuda, 2016). Кроме того, эта модель прогнозирования использует циркадный ритм, извлеченный из флуоресценции хлорофилла, поскольку циркадный ритм отвечает за регулирование роста (Dodd et al., 2005; Harmer, 2009). Кроме того, существуют индивидуальные различия в циркадном ритме сортов салата (Ukai et al., 2012; Higashi et al., 2014), а скорость роста растений салата зависит от циркадианных ритмов, которые связаны с различной периодичностью световых циклов (Higashi et al., 2015). С этих точек зрения предполагается, что измерение циркадных ритмов приведет к повышению точности прогнозирования роста растений, что побудит авторов сосредоточиться на взаимосвязи между циркадными ритмами и визуальной информацией о растениях.
Движение листьев считается важной визуальной информацией, связанной с циркадным ритмом (Halaban, 1969). Взаимосвязь между движением листа и суточными ритмами исследовалась в лабораторных масштабах (Edwards and Millar, 2007), но было предпринято несколько крупномасштабных коммерческих экспериментов. Чтобы точно выделить циркадные ритмы, это исследование было сосредоточено на анализе OF. OF-анализ — это метод обработки изображений, который распознает и извлекает разницу между двумя последовательными кадрами, вызванную движением объекта изображения. В дополнение к области компьютерного зрения анализ OF используется в области науки о растениях, в таких приложениях, как распознавание водного стресса у томатных лоз (Kaneda et al., 2017). Кроме того, о важности связи между углом и растениями сообщил Окабе (2015), который использовал математическую модель для определения того, что золотой угол филлотаксиса, определяемый скручиванием стебля, является ключевым фактором для минимизация энергетических затрат. Для точного извлечения информации о росте растений и углах авторы предлагают применять анализ векторов нормалей.
Взаимосвязь между движением листа и суточными ритмами исследовалась в лабораторных масштабах (Edwards and Millar, 2007), но было предпринято несколько крупномасштабных коммерческих экспериментов. Чтобы точно выделить циркадные ритмы, это исследование было сосредоточено на анализе OF. OF-анализ — это метод обработки изображений, который распознает и извлекает разницу между двумя последовательными кадрами, вызванную движением объекта изображения. В дополнение к области компьютерного зрения анализ OF используется в области науки о растениях, в таких приложениях, как распознавание водного стресса у томатных лоз (Kaneda et al., 2017). Кроме того, о важности связи между углом и растениями сообщил Окабе (2015), который использовал математическую модель для определения того, что золотой угол филлотаксиса, определяемый скручиванием стебля, является ключевым фактором для минимизация энергетических затрат. Для точного извлечения информации о росте растений и углах авторы предлагают применять анализ векторов нормалей. Анализ нормального вектора — это метод постобработки, применяемый после анализа OF, который преобразует каждый вектор, рассчитанный анализом OF, в нормальный вектор относительно центра проростка.Используя анализ нормального вектора, можно определить рост растения, застой роста растения и направление удлинения листа. В этом исследовании используется модель машинного обучения, которая использует эти функции для прогнозирования роста растений.
Анализ нормального вектора — это метод постобработки, применяемый после анализа OF, который преобразует каждый вектор, рассчитанный анализом OF, в нормальный вектор относительно центра проростка.Используя анализ нормального вектора, можно определить рост растения, застой роста растения и направление удлинения листа. В этом исследовании используется модель машинного обучения, которая использует эти функции для прогнозирования роста растений.
Машинное обучение — многообещающий метод анализа больших объемов данных, который в основном применяется для задач прогнозирования и классификации. Этот метод широко используется в различных областях исследований, включая растениеводство, растениеводство и фенотипирование растений (Moriyuki and Fukuda, 2016; Singh et al., 2016; Гутьеррес и др., 2018 г.; Могими и др., 2018; Пинеда и др., 2018; Чжан и др., 2018). В этом исследовании в качестве модели прогнозирования была выбрана регрессия с градиентным усилением (GBR) (Friedman, 2001). GBR — это метод машинного обучения для регрессии, который создает модель прогнозирования в виде ансамбля слабых моделей прогнозирования, называемого «деревом решений». Он строит модель поэтапно, а затем обобщает модель, позволяя оптимизировать произвольную дифференцируемую функцию потерь.Этот алгоритм также может визуализировать важность признаков, позволяя не только прогнозировать рост, но и идентифицировать вклад признаков, полученных в результате анализа нормального вектора.
Он строит модель поэтапно, а затем обобщает модель, позволяя оптимизировать произвольную дифференцируемую функцию потерь.Этот алгоритм также может визуализировать важность признаков, позволяя не только прогнозировать рост, но и идентифицировать вклад признаков, полученных в результате анализа нормального вектора.
Это исследование включало извлечение характеристик данных изображения, связанных с движением листьев, и последующее использование машинного обучения для построения модели прогнозирования роста салата, который является типичной культурой, выращиваемой на заводе закрытого типа. Используя машинное обучение, авторы попытались предсказать окончательный сырой вес при сборе урожая за 22 дня до сбора данных диагностики рассады.Эксперименты проводились на реальной коммерческой крупномасштабной фабрике с ежедневным выпуском 5000 салатов.
Материалы и методы
Это исследование было проведено на крупном коммерческом заводе (рис. 1А). Рост растений происходил в три стадии: стадии озеленения, питомника и культивации. Получение изображений растений проводилось на стадии питомника, а сырой вес растений измерялся при сборе урожая в конце стадии культивирования.
Получение изображений растений проводилось на стадии питомника, а сырой вес растений измерялся при сборе урожая в конце стадии культивирования.
Рис. 1. Система визуализации нескольких растений (MPI) на коммерческом заводе. (A) Производственная линия коммерческого завода в Университете префектуры Осака. Выполняются последовательные операции, включая озеленение, уход, культивацию и обрезку. (Б) Комната для выхаживания. Эта комната имеет три уровня (слева вверху на рисунке показан третий уровень. На нижнем рисунке показан первый уровень). Эта линия питомника (рисунок справа) рассчитана на 10 5 саженцев. (C) Система MPI для получения значений признаков для каждого сеянца на основе фотографий временных рядов, сделанных на линии кормления. (D) Одновременное измерение рассады на панели для выращивания с использованием системы MPI.
Растительный материал и условия роста
Эксперименты проводили с семенами салата ( Lactuca sativa L. сорта SB555GL, фиксированная линия сорта салата, предлагаемая Snow Brand Seed Co., Саппоро, Япония). Сначала, на стадии озеленения, каждое растение высаживали в озеленительную панель (полиуретановая губка, содержащая 600 растений) вместе с 5 л водопроводной воды и удобрения (OAT house, OAT Agrio Co., Ltd, Токио, Япония). Во-вторых, панель для озеленения помещали в темную камеру для выращивания при 25°C на 2 дня, чтобы семена могли прорасти. В-третьих, растения культивировали в течение 4 дней под белым светодиодным светом (LIFELED’S; NEC Lighting, Ltd., Токио, Япония) при соотношении свет/темнота 15/9 часов. В-четвертых, растения культивировали в питомнике в течение 14 дней при освещении светодиодами [синими, белыми, красными и дальними красными светодиодами (производственный модуль GreenPower LED DR/W/FR 120; Philips, Амстердам, Нидерланды], опять же при соотношение свет/темнота 15/9 ч при рН 6.0, EC 0,12 S m -1 и 23,5 ± 1,0°C и 21,5 ± 1,2°C в светлое и темное время суток соответственно (рис.
сорта SB555GL, фиксированная линия сорта салата, предлагаемая Snow Brand Seed Co., Саппоро, Япония). Сначала, на стадии озеленения, каждое растение высаживали в озеленительную панель (полиуретановая губка, содержащая 600 растений) вместе с 5 л водопроводной воды и удобрения (OAT house, OAT Agrio Co., Ltd, Токио, Япония). Во-вторых, панель для озеленения помещали в темную камеру для выращивания при 25°C на 2 дня, чтобы семена могли прорасти. В-третьих, растения культивировали в течение 4 дней под белым светодиодным светом (LIFELED’S; NEC Lighting, Ltd., Токио, Япония) при соотношении свет/темнота 15/9 часов. В-четвертых, растения культивировали в питомнике в течение 14 дней при освещении светодиодами [синими, белыми, красными и дальними красными светодиодами (производственный модуль GreenPower LED DR/W/FR 120; Philips, Амстердам, Нидерланды], опять же при соотношение свет/темнота 15/9 ч при рН 6.0, EC 0,12 S m -1 и 23,5 ± 1,0°C и 21,5 ± 1,2°C в светлое и темное время суток соответственно (рис. 1B). Получение изображения с помощью предлагаемой системы визуализации нескольких растений выполнялось сверху панели питомника каждые 20 минут. Наконец, на стадии культивирования 150 листьев салата на рассадной панели были перемещены на культивирующую панель для одного эксперимента, где их выращивали в течение 18 дней, а затем собирали урожай. Температура панели культивирования 23,5 ± 1,0°С и 21,5 ± 1°С.+2°С в светлое и темное время суток соответственно. Свежую массу надземной части каждого салата измеряли через 38 дней после посева. Эксперимент проводился трижды.
1B). Получение изображения с помощью предлагаемой системы визуализации нескольких растений выполнялось сверху панели питомника каждые 20 минут. Наконец, на стадии культивирования 150 листьев салата на рассадной панели были перемещены на культивирующую панель для одного эксперимента, где их выращивали в течение 18 дней, а затем собирали урожай. Температура панели культивирования 23,5 ± 1,0°С и 21,5 ± 1°С.+2°С в светлое и темное время суток соответственно. Свежую массу надземной части каждого салата измеряли через 38 дней после посева. Эксперимент проводился трижды.
Автоматическая система измерения растений
Предлагаемая система множественной визуализации растений (MPI) (рис. 1C) была сконфигурирована над панелью для питомников в комнате для питомников. Система MPI захватила данные изображения проецируемой площади (PA) саженцев с помощью доступного недорогого микрокомпьютера (RasPi; Raspberry Pi 3; Raspberry Pi Foundation, Кембридж, Великобритания) и модуля камеры (Raspberry Pi Camera V2; Raspberry Pi Foundation, Великобритания) для проведения высокопроизводительного фенотипирования (Minervini et al. , 2015; Товар и др., 2018). Двенадцать единиц RasPi были использованы для захвата изображения всей детской панели (рис. 1D). Эти данные автоматически переносились в сетевое хранилище (NAS, LinkStation серии LS520; Buffalo INC., Аити, Япония), доступ к которому можно было получить с основного компьютера. Во время темных фаз стадии подъема изображения были получены путем управления светодиодами с помощью релейного блока, при этом свет включался / выключался под управлением сигнала от главного компьютера.Разрешение каждого изображения составляло 3280 × 2646 пикселей. В общей сложности 640 изображений (набор данных изображений) были получены каждым RasPi с 6 по 15 день после посева, при этом в настоящем исследовании было использовано в общей сложности 18 560 изображений. Момент времени через 6 дней после посева был определен как t = 0 ч, так что набор данных охватывал период с t = 0–201 ч.
, 2015; Товар и др., 2018). Двенадцать единиц RasPi были использованы для захвата изображения всей детской панели (рис. 1D). Эти данные автоматически переносились в сетевое хранилище (NAS, LinkStation серии LS520; Buffalo INC., Аити, Япония), доступ к которому можно было получить с основного компьютера. Во время темных фаз стадии подъема изображения были получены путем управления светодиодами с помощью релейного блока, при этом свет включался / выключался под управлением сигнала от главного компьютера.Разрешение каждого изображения составляло 3280 × 2646 пикселей. В общей сложности 640 изображений (набор данных изображений) были получены каждым RasPi с 6 по 15 день после посева, при этом в настоящем исследовании было использовано в общей сложности 18 560 изображений. Момент времени через 6 дней после посева был определен как t = 0 ч, так что набор данных охватывал период с t = 0–201 ч.
Извлечение движения листьев из системы MPI
Используя набор данных изображения, полученный с помощью системы MPI, анализ OF был запрограммирован в Python 2. 7.13 и OpenCV 3.1.0, а анализ векторов нормалей был запрограммирован на Python 3.6.5 и OpenCV 3.1.0. Диаграмма моделирования показана на рисунке 2. Набор данных изображения анализировался следующим образом. Во-первых, размеры изображений были изменены с 3280 × 2464 до 640 × 480 пикселей. Алгоритм изменения размера был основан на билинейной интерполяции. Затем была выполнена фазовая корреляция (POC), чтобы сопоставить небольшое перемещение панели между набором данных изображения, вызванное его плаванием. Изменение размера и POC были выполнены на всех изображениях набора данных.Для анализа ОВ использовался алгоритм «DeepFlow» (Weinzaepfel et al., 2013). Алгоритм DeepFlow был применен с использованием двух наборов изображений, снятых с разницей в 12 часов. Размер изображений был изменен до 320 × 240 пикселей, и для каждого пикселя был проанализирован ОВ. Вектор OF в каждом пикселе определялся как p ijk , где i — ширина пикселя (1 ≤ i ≤ 320), j — высота пикселя (1 ≤ j ≤ 240), а k — номер анализируемого отдельного изображения (37 ≤ k ≤ 640).
7.13 и OpenCV 3.1.0, а анализ векторов нормалей был запрограммирован на Python 3.6.5 и OpenCV 3.1.0. Диаграмма моделирования показана на рисунке 2. Набор данных изображения анализировался следующим образом. Во-первых, размеры изображений были изменены с 3280 × 2464 до 640 × 480 пикселей. Алгоритм изменения размера был основан на билинейной интерполяции. Затем была выполнена фазовая корреляция (POC), чтобы сопоставить небольшое перемещение панели между набором данных изображения, вызванное его плаванием. Изменение размера и POC были выполнены на всех изображениях набора данных.Для анализа ОВ использовался алгоритм «DeepFlow» (Weinzaepfel et al., 2013). Алгоритм DeepFlow был применен с использованием двух наборов изображений, снятых с разницей в 12 часов. Размер изображений был изменен до 320 × 240 пикселей, и для каждого пикселя был проанализирован ОВ. Вектор OF в каждом пикселе определялся как p ijk , где i — ширина пикселя (1 ≤ i ≤ 320), j — высота пикселя (1 ≤ j ≤ 240), а k — номер анализируемого отдельного изображения (37 ≤ k ≤ 640). После вычисления p ijk , p ijk проростка был отделен и извлечен из фона панели с использованием метода бинаризации изображения, называемого Excess Green (ExG; Reid). и др., 2016). ExG применяли с использованием изображения с измененным размером, с порогом ExG, установленным на 0,2. Кроме того, для определения круглой формы углубления в панели использовалось преобразование Хафа (HT), являющееся методом обнаружения объектов (Ballard, 1981).В данной работе центр этого круга, определенный с помощью HT, был определен как центр проростка, и круг состоял из 28 пикселей с радиусом 2,5 см от центра проростка. Дополнительно была определена маскируемая область, а именно область вне круга.
После вычисления p ijk , p ijk проростка был отделен и извлечен из фона панели с использованием метода бинаризации изображения, называемого Excess Green (ExG; Reid). и др., 2016). ExG применяли с использованием изображения с измененным размером, с порогом ExG, установленным на 0,2. Кроме того, для определения круглой формы углубления в панели использовалось преобразование Хафа (HT), являющееся методом обнаружения объектов (Ballard, 1981).В данной работе центр этого круга, определенный с помощью HT, был определен как центр проростка, и круг состоял из 28 пикселей с радиусом 2,5 см от центра проростка. Дополнительно была определена маскируемая область, а именно область вне круга.
Рис. 2. Сводка выполненных анализов и концептуальный чертеж анализа векторов нормалей. Блок-схема слева показывает процесс предварительной обработки набора данных. Процесс с синим фоном показывает тип данных, которые были сфокусированы, а красный фон показывает тип метода анализа, использованного для предварительной обработки. Описание в сером поле показывает определение, используемое в этом исследовании. Изображение в правом нижнем углу показывает концепцию нашего исследования. Зеленый кружок показывает обнаружение панели с помощью HT. Синий вектор — это вектор OF, а красный кружок показывает вектор локальной нормали.
Описание в сером поле показывает определение, используемое в этом исследовании. Изображение в правом нижнем углу показывает концепцию нашего исследования. Зеленый кружок показывает обнаружение панели с помощью HT. Синий вектор — это вектор OF, а красный кружок показывает вектор локальной нормали.
Локальный вектор нормали n ijk был рассчитан для каждого пикселя с использованием p ijk и центра ростка. Общий вектор нормали ( N k ) и среднее значение N k () были определены следующим образом:
Nk = ∑i,jnijk
Нк¯ = Нкмк
, где m k — общее число n ijk Величина была определена как , а угол был определен как θ k .Проектируемая площадь завода (PA) была определена следующим образом:
Ск = мк
Уменьшение размеров для машинного обучения
Для разработки прогнозной модели по результатам анализа векторов нормалей было применено уменьшение размерности из-за большого размера набора данных. Размеры набора данных были уменьшены с 1812 измерений (604 точки данных временных рядов для угла, магнитуды и PA) до 115 измерений, как показано в таблице 1. В этом исследовании авторы выбрали два разных способа уменьшить количество размеров.Первым способом был анализ временных рядов, как показано в таблице 1. Этот метод уменьшения размерности использовался для извлечения признаков с указанием времени из полноразмерного набора данных. Вторым способом был анализ главных компонентов (PCA), который также показан в таблице 1. Размеры были уменьшены для повышения точности машинного обучения. Прогноз без уменьшения размерности (т. е. с использованием 1812 измерений) привел к коэффициенту корреляции 0,599 с использованием регрессии опорных векторов (SVR).Функция «PPFD» представляет собой данные плотности фотосинтетического потока фотонов (ppfd), измеренные при включенном свете для каждой области панели. Функция «Дорожка» — это та область на панели, которая демонстрирует разницу во взаимодействии между каждым растением (дополнительный рисунок S1).
Размеры набора данных были уменьшены с 1812 измерений (604 точки данных временных рядов для угла, магнитуды и PA) до 115 измерений, как показано в таблице 1. В этом исследовании авторы выбрали два разных способа уменьшить количество размеров.Первым способом был анализ временных рядов, как показано в таблице 1. Этот метод уменьшения размерности использовался для извлечения признаков с указанием времени из полноразмерного набора данных. Вторым способом был анализ главных компонентов (PCA), который также показан в таблице 1. Размеры были уменьшены для повышения точности машинного обучения. Прогноз без уменьшения размерности (т. е. с использованием 1812 измерений) привел к коэффициенту корреляции 0,599 с использованием регрессии опорных векторов (SVR).Функция «PPFD» представляет собой данные плотности фотосинтетического потока фотонов (ppfd), измеренные при включенном свете для каждой области панели. Функция «Дорожка» — это та область на панели, которая демонстрирует разницу во взаимодействии между каждым растением (дополнительный рисунок S1). Функция «PCA» показывает результат уменьшения размеров с использованием анализа основных компонентов (PCA) для всего набора данных, включая данные об углах, данные о величине и данные PA. Признаки «сдвиг угла» и «сдвиг величины» указывают на корреляцию между исходными данными временного ряда и данными сдвига данных угла и величины соответственно.Функция «PA-ave» представляет собой среднее значение данных PA, рассчитываемых каждые 24 часа. Функции «угол-разница», «величина-разница» и «PA-разница» — это данные, используемые для расчета разницы между двумя разными моментами времени для угла, величины и PA соответственно.
Функция «PCA» показывает результат уменьшения размеров с использованием анализа основных компонентов (PCA) для всего набора данных, включая данные об углах, данные о величине и данные PA. Признаки «сдвиг угла» и «сдвиг величины» указывают на корреляцию между исходными данными временного ряда и данными сдвига данных угла и величины соответственно.Функция «PA-ave» представляет собой среднее значение данных PA, рассчитываемых каждые 24 часа. Функции «угол-разница», «величина-разница» и «PA-разница» — это данные, используемые для расчета разницы между двумя разными моментами времени для угла, величины и PA соответственно.
Таблица 1. Процесс уменьшения размера.
Модель прогнозирования роста с использованием машинного обучения
Для моделирования машинного обучения были выполнены GBR и SVR. GBR — это тип ансамблевого обучения, объединяющий несколько слабых учеников для преодоления переобучения модели.Гиперпараметры GBR были установлены на min_samples_split: [10, 30, 50, 70], max_depth: [4, 6, 8, 10], subsample: [0,7–1] и learning_rate: [0,01, 0,05, 0,1]. Здесь min_samples_split — это минимальное количество выборок, необходимых для разделения внутреннего узла. Чем больше значение, тем меньше переобучение параметра. Кроме того, max_depth — это параметр максимальной глубины отдельных оценок регрессии. A Чем больше значение, тем сложнее характеристики, описываемые моделями.Однако высокое значение может привести к переоснащению обучающего набора данных. Параметр Learning_rate уменьшает вклад каждого дерева на значение Learning_rate. Подвыборка параметра — это доля выборок, которые будут использоваться для подбора отдельных базовых учащихся. Выбор подвыборки <1,0 уменьшает дисперсию и увеличивает систематическую ошибку. Диапазон и разрешение параметров были установлены примерно на основе параметров пакета scikit-learn по умолчанию и оптимизированы с использованием методов поиска по сетке, которые сравнивают все комбинации.SVR предполагает использование алгоритмов, основанных на ядрах, которые преобразуют исходные данные в многомерные пространства признаков (Capparuccia et al.
Здесь min_samples_split — это минимальное количество выборок, необходимых для разделения внутреннего узла. Чем больше значение, тем меньше переобучение параметра. Кроме того, max_depth — это параметр максимальной глубины отдельных оценок регрессии. A Чем больше значение, тем сложнее характеристики, описываемые моделями.Однако высокое значение может привести к переоснащению обучающего набора данных. Параметр Learning_rate уменьшает вклад каждого дерева на значение Learning_rate. Подвыборка параметра — это доля выборок, которые будут использоваться для подбора отдельных базовых учащихся. Выбор подвыборки <1,0 уменьшает дисперсию и увеличивает систематическую ошибку. Диапазон и разрешение параметров были установлены примерно на основе параметров пакета scikit-learn по умолчанию и оптимизированы с использованием методов поиска по сетке, которые сравнивают все комбинации.SVR предполагает использование алгоритмов, основанных на ядрах, которые преобразуют исходные данные в многомерные пространства признаков (Capparuccia et al. , 1995). Перед применением SVR набор данных был нормализован с помощью функции MinMaxScaler пакета scikit-learn. Гиперпараметры SVR были установлены на C: 2 a ( a = -20, -19, -18, … 18, 19, 20), γ : 2 b ( b = -20 , -19, -18, … 18, 19, 20), и 𝜀: 2 c ( c = -20, -19, -18, … 18, 19, 20) соответственно, а радиальный базис функция (RBF) была выбрана в качестве ядра.Диапазон и разрешение параметров были установлены в широком диапазоне в этом исследовании, потому что вычислительная стоимость была низкой в наборе данных этого исследования и вычислительной среде. Ограничение диапазона сетки будет важным фактором для большего набора данных, на который необходимо обратить внимание в будущем. Перед выбором гиперпараметра обучающие и тестовые данные были случайным образом разделены на 236 и 102 элемента данных соответственно (train:test = 7:3). Гиперпараметры были выбраны с использованием стратифицированной пятикратной перекрестной проверки.
, 1995). Перед применением SVR набор данных был нормализован с помощью функции MinMaxScaler пакета scikit-learn. Гиперпараметры SVR были установлены на C: 2 a ( a = -20, -19, -18, … 18, 19, 20), γ : 2 b ( b = -20 , -19, -18, … 18, 19, 20), и 𝜀: 2 c ( c = -20, -19, -18, … 18, 19, 20) соответственно, а радиальный базис функция (RBF) была выбрана в качестве ядра.Диапазон и разрешение параметров были установлены в широком диапазоне в этом исследовании, потому что вычислительная стоимость была низкой в наборе данных этого исследования и вычислительной среде. Ограничение диапазона сетки будет важным фактором для большего набора данных, на который необходимо обратить внимание в будущем. Перед выбором гиперпараметра обучающие и тестовые данные были случайным образом разделены на 236 и 102 элемента данных соответственно (train:test = 7:3). Гиперпараметры были выбраны с использованием стратифицированной пятикратной перекрестной проверки. Перекрестная проверка — это метод, используемый для машинного обучения, чтобы избежать явления, называемого «переобучением», которое представляет собой ошибку моделирования, при которой модель слишком точно настраивается для данного набора данных. При пятикратной перекрестной проверке пять моделей проверяются с четырехкратным повторением, а затем тестируются с оставшимся повторением пять раз с использованием различных комбинаций. В настоящем исследовании была проведена пятикратная перекрестная проверка с использованием случайных разбиений. Коэффициент детерминации ( R 2 ) использовался для настройки гиперпараметров, а коэффициент корреляции использовался для визуализации и оценки моделей.Модель была описана для GBR с использованием метода важности признаков. Эти модели были разработаны с использованием Python 3.6.5 и scikit-learn 0.19.1.
Перекрестная проверка — это метод, используемый для машинного обучения, чтобы избежать явления, называемого «переобучением», которое представляет собой ошибку моделирования, при которой модель слишком точно настраивается для данного набора данных. При пятикратной перекрестной проверке пять моделей проверяются с четырехкратным повторением, а затем тестируются с оставшимся повторением пять раз с использованием различных комбинаций. В настоящем исследовании была проведена пятикратная перекрестная проверка с использованием случайных разбиений. Коэффициент детерминации ( R 2 ) использовался для настройки гиперпараметров, а коэффициент корреляции использовался для визуализации и оценки моделей.Модель была описана для GBR с использованием метода важности признаков. Эти модели были разработаны с использованием Python 3.6.5 и scikit-learn 0.19.1.
Результаты
Визуализация оптического потока и вектора нормали
На рис. 3 показаны результаты визуализации для p ijk , n ijk и для одного салата. На рисунках 3A,B показан результат визуализации для одного салата при t t 168 и 180 ч соответственно.Значение p ijk было определено с использованием изображения, полученного за 12 ч до визуализации растений (например, изображения, полученные при t = 156 и 168 ч, используются для расчета результата, показанного на рисунке 3A) . Черная область в углу рисунка 3 — это замаскированная область. Для извлечения вектора направления роста были рассчитаны значения n ijk с использованием p ijk и центров растений.Сосредоточив внимание на n ijk и , рост трех листьев растения оказался относительно равномерным при выключенном свете (рис. 3А), с отклонениями, возникающими только при включенном свете (рис. 3В). . Кроме того, угол n ijk (θ ijk ) можно разделить на две категории, а именно направления внутрь и наружу. Направления внутрь представляют собой смешанную информацию между вытягиванием и опусканием листьев, в то время как направления наружу представляют собой стояние листьев.
На рисунках 3A,B показан результат визуализации для одного салата при t t 168 и 180 ч соответственно.Значение p ijk было определено с использованием изображения, полученного за 12 ч до визуализации растений (например, изображения, полученные при t = 156 и 168 ч, используются для расчета результата, показанного на рисунке 3A) . Черная область в углу рисунка 3 — это замаскированная область. Для извлечения вектора направления роста были рассчитаны значения n ijk с использованием p ijk и центров растений.Сосредоточив внимание на n ijk и , рост трех листьев растения оказался относительно равномерным при выключенном свете (рис. 3А), с отклонениями, возникающими только при включенном свете (рис. 3В). . Кроме того, угол n ijk (θ ijk ) можно разделить на две категории, а именно направления внутрь и наружу. Направления внутрь представляют собой смешанную информацию между вытягиванием и опусканием листьев, в то время как направления наружу представляют собой стояние листьев.
Рис. 3. Визуализация результатов анализа векторов нормалей. Результат визуализации для одного салата на (A) t = 168 ч и (B) t = 180 ч. Синий вектор представляет p ijk Красный вектор представляет n ijk . Белый вектор представляет собой . Визуализация выполнялась с увеличением в 20 раз от исходного.
Анализ временных рядов одного салата
На рисунках 4A,B показаны временные ряды , S k и θ k для одного растения.На основании этих результатов было установлено, что и k проявляют периодичность, связанную с циклом LD. Результат, полученный для, содержит некоторый шум, особенно до t = 120 ч. Кроме того, результаты, полученные для θ k , представляют собой различные закономерности, полученные до и после t = 48 часов. График θ k до t = 48 ч показывает стагнацию точек данных вблизи -π, 0 и π, которые соответствуют направлению листьев на этой стадии, где график θ k после t = 48 ч находится в диапазоне от –π до 0 рад, что указывает на направление, не совпадающее с направлением листа на данном этапе. Это связано с составом двух разных направлений листа, где одно ориентировано примерно на π/4 рад, а другое ориентировано примерно на 5π/4 рад. S k демонстрирует экспоненциальный рост, что хорошо согласуется с результатом, полученным Эвансом (1972). Рисунки 4C – F показывают визуализацию изображения, | n ijk | и sgn(θ ijk ) при t = 24, 36, 120 и 132 ч соответственно. Из этих результатов было установлено, что | n ijk | увеличивается со временем, при этом есть момент времени, когда рост листьев относительно равномерен, как показано на рисунках 4C,E, в то время как распределение имеет большое отклонение, как показано на рисунках 4D,F.На рисунках 4C–F sgn(θ ijk ) указывает на то, что как внутреннее, так и внешнее направления n ijk наблюдаются в одном растении, при этом соответствующая площадь меняется на противоположную за 12 часов. Сравнение распределения sgn(θ ijk ) на рисунках 4E,F показывает, что на рисунке 4F наблюдается несбалансированное распределение направлений внутрь и наружу, что приводит к высокому значению , как показано на рисунке 4A.
Это связано с составом двух разных направлений листа, где одно ориентировано примерно на π/4 рад, а другое ориентировано примерно на 5π/4 рад. S k демонстрирует экспоненциальный рост, что хорошо согласуется с результатом, полученным Эвансом (1972). Рисунки 4C – F показывают визуализацию изображения, | n ijk | и sgn(θ ijk ) при t = 24, 36, 120 и 132 ч соответственно. Из этих результатов было установлено, что | n ijk | увеличивается со временем, при этом есть момент времени, когда рост листьев относительно равномерен, как показано на рисунках 4C,E, в то время как распределение имеет большое отклонение, как показано на рисунках 4D,F.На рисунках 4C–F sgn(θ ijk ) указывает на то, что как внутреннее, так и внешнее направления n ijk наблюдаются в одном растении, при этом соответствующая площадь меняется на противоположную за 12 часов. Сравнение распределения sgn(θ ijk ) на рисунках 4E,F показывает, что на рисунке 4F наблюдается несбалансированное распределение направлений внутрь и наружу, что приводит к высокому значению , как показано на рисунке 4A.
Рис. 4. Результат анализа временных рядов для одного завода с использованием OF. (A,B) Результат анализа временных рядов для одного салата из t = 0–201 ч. Красные, зеленые и синие линии обозначают , S k и θ k соответственно. Бело-черная полоса в верхней части рисунка указывает на условия освещения и темноты. (C–F) показывает данные изображения и результаты визуализации для | n ijk | а также результаты визуализации для sgn(θ ijk ) при t = 24, 36, 120 и 132 ч соответственно.Красная часть sgn(θ ijk ) представляет собой вектор положительного направления относительно центра проростка. Синяя часть sgn(θ ijk ) представляет вектор отрицательного направления относительно центра проростка.
Прогнозирование роста с помощью машинного обучения
На рис. 5А представлена диаграмма рассеяния свежего веса при сборе урожая и PA при т = 180 ч, объединенная с гистограммами данных, извлеченных из трех разных экспериментов (всего 338 растений). Гистограммы демонстрируют распределения Гаусса, основанные на критерии Колмогорова-Смирнова. Расчетный коэффициент корреляции составил 0,454. На рис. 5Б показано изменение корреляционного соотношения между сырой массой при уборке и каждым значением ФА при t = 0–201 ч. Этот результат указывает на то, что коэффициент корреляции одного эксперимента ниже, чем результат, показанный на рисунке 5A. Кроме того, результаты временных рядов, полученные для двух разных экспериментов, выявили разные закономерности, подчеркивая сложность прогнозирования сырого веса при использовании только однократного измерения ФА.
Гистограммы демонстрируют распределения Гаусса, основанные на критерии Колмогорова-Смирнова. Расчетный коэффициент корреляции составил 0,454. На рис. 5Б показано изменение корреляционного соотношения между сырой массой при уборке и каждым значением ФА при t = 0–201 ч. Этот результат указывает на то, что коэффициент корреляции одного эксперимента ниже, чем результат, показанный на рисунке 5A. Кроме того, результаты временных рядов, полученные для двух разных экспериментов, выявили разные закономерности, подчеркивая сложность прогнозирования сырого веса при использовании только однократного измерения ФА.
Рисунок 5. Предсказание свежего веса с использованием метода машинного обучения. (A) Коэффициент корреляции между сырым весом при уборке и ПА при т = 180 ч. (B) Отношение корреляции между сырой массой и PA от t = 0–201 час. Темно-зеленый и светло-зеленый обозначают разные наборы экспериментов (темно-зеленый: 141 растение, светло-зеленый: 92 растения). (C) Соотношение корреляции между наблюдаемой исходной массой и прогнозируемой исходной массой с использованием регрессии с градиентным усилением (GBR). (D) Анализ важности 115 функций с использованием GBR. (E) Соотношение корреляции между наблюдаемым исходным весом и прогнозируемым исходным весом с использованием регрессии опорных векторов (SVR).
(C) Соотношение корреляции между наблюдаемой исходной массой и прогнозируемой исходной массой с использованием регрессии с градиентным усилением (GBR). (D) Анализ важности 115 функций с использованием GBR. (E) Соотношение корреляции между наблюдаемым исходным весом и прогнозируемым исходным весом с использованием регрессии опорных векторов (SVR).
Машинное обучение было применено для прогнозирования свежего веса из извлеченного большого набора данных, созданного на основе таблицы 1. Для машинного обучения использовались три типа признаков и всего 10 признаков и 115 измерений. Особенности «PPFD» и «Track» были созданы для экологических характеристик.Функция «Отслеживание» указывает площадь панели, как показано на дополнительном рисунке S1, который представляет взаимодействие между растениями. В частности, на дорожке 1 взаимодействие с другими растениями меньше, чем на дорожках 2, 3, 4 и 5. Чтобы сравнить важность признаков, полученных статистическими методами и методами, связанными с циркадными ритмами, «PCA» был использован в качестве статистического средства уменьшения размерности. «PCA» был выполнен четырьмя различными способами, каждый из которых использовал все данные угла, данные магнитуды и данные PA.Для анализа временных рядов признаков было рассмотрено шесть признаков. Характеристики «сдвиг по углу» и «сдвиг по величине» были рассчитаны путем определения корреляции между исходными данными временного ряда и данными, сдвинутыми на 24, 48, 72, 96, 120 и 144 ч для угловых данных. и данные о величине соответственно. Этот подход учитывает периодичность данных временных рядов, что является важной характеристикой циркадных ритмов. Среднее значение ФА определяют путем усреднения ФА за 0–24, 24–48, 48–72, 72–96, 96–120, 120–144, 144–168, 168–192 и 192–201 ч.Этот простой подход был применен для PA, потому что исходные данные временного ряда для PA демонстрируют относительно простую тенденцию. Для признаков «угол-разница» и «величина-разница» были рассчитаны средние значения для каждого из условий освещения и темноты (LD) для данных угла и данных величины соответственно.
«PCA» был выполнен четырьмя различными способами, каждый из которых использовал все данные угла, данные магнитуды и данные PA.Для анализа временных рядов признаков было рассмотрено шесть признаков. Характеристики «сдвиг по углу» и «сдвиг по величине» были рассчитаны путем определения корреляции между исходными данными временного ряда и данными, сдвинутыми на 24, 48, 72, 96, 120 и 144 ч для угловых данных. и данные о величине соответственно. Этот подход учитывает периодичность данных временных рядов, что является важной характеристикой циркадных ритмов. Среднее значение ФА определяют путем усреднения ФА за 0–24, 24–48, 48–72, 72–96, 96–120, 120–144, 144–168, 168–192 и 192–201 ч.Этот простой подход был применен для PA, потому что исходные данные временного ряда для PA демонстрируют относительно простую тенденцию. Для признаков «угол-разница» и «величина-разница» были рассчитаны средние значения для каждого из условий освещения и темноты (LD) для данных угла и данных величины соответственно. Затем рассчитывали комбинацию абсолютной разницы между двумя последовательными условиями освещения (LL), условиями темноты (DD) и парами LD. Этот подход к уменьшению размера представляет собой эффект циркадных ритмов, происходящих от изменения условий освещения, что также известно как важная характеристика циркадного ритма.
Затем рассчитывали комбинацию абсолютной разницы между двумя последовательными условиями освещения (LL), условиями темноты (DD) и парами LD. Этот подход к уменьшению размера представляет собой эффект циркадных ритмов, происходящих от изменения условий освещения, что также известно как важная характеристика циркадного ритма.
Регрессия с повышением градиента используется как для прогнозирования исходного веса, так и для объяснения важности каждой функции. SVR был выполнен для повышения точности прогноза, для которого не существует методов объяснения важности таких признаков, как GBR. Фигура 5C представляет собой график рассеяния наблюдаемого и предсказанного сырого веса с использованием GBR. Используя эту модель, коэффициент корреляции оказался равным 0,669. На рисунке 5D показана важность функции, рассчитанная на основе результата GBR, показанного на рисунке 5C.Белые, черные, красные, синие и зеленые полосы представляют функции, связанные с окружающей средой, функции, связанные с уменьшением размеров, функции, связанные с углом, функции, связанные с величиной, и функции, связанные с PA, соответственно. Каждая полоса указывает сумму связанных функций. Например, функции углового сдвига визуализируются из суммы шести функций, связанных с угловым сдвигом, как описано в таблице 1. Этот результат показывает, что не только функции, связанные с PA, но также функции, связанные с углом и магнитудой, используются в предсказание с GBR.Кроме того, сравнение между «pca-ang» и функциями, связанными с углом, показывает, что уменьшение размерности, отражающее данные временного ряда, повлияло на важность функций. Сосредоточив внимание на результате, полученном для «величина-разница», важность признака «величина-дд-разница» дала самый высокий результат. Это можно увидеть из результата, показанного на рисунке 4А, на котором усреднение условий освещения не отражало общие условия, хотя усреднение в темных условиях представляло, поскольку имело тенденцию показывать более высокую скорость изменения условий освещения (т.г., примерно от 0,02 до 0,08 за 120–140 ч). Эту закономерность также можно увидеть в «угловой разнице», в которой разница между «анг-льд-дифф» и «анг-дд-дифф» невелика по сравнению с разницей между «маг-лд-диф» и «маг-дифф». дд-дифф». Этот результат также можно объяснить с помощью рисунка 4B, на котором скорость изменения угла в условиях освещения выше, чем в условиях темноты. Для дальнейшего повышения точности модели на рисунке 5E использовался SVR. При использовании этой модели рассчитанный коэффициент корреляции был равен 0.743.
дд-дифф». Этот результат также можно объяснить с помощью рисунка 4B, на котором скорость изменения угла в условиях освещения выше, чем в условиях темноты. Для дальнейшего повышения точности модели на рисунке 5E использовался SVR. При использовании этой модели рассчитанный коэффициент корреляции был равен 0.743.
Обсуждение
Информационно-коммуникационные технологии (ИКТ) использовались в сельскохозяйственном секторе как средство выращивания высококачественных культур (Ibayashi et al., 2016). В настоящем исследовании авторы разработали систему MPI, которая использует микрокомпьютеры и модуль камеры для автоматического сбора данных изображений временных рядов (рис. 1C). По сравнению с флуоресценцией хлорофилла данные изображений легко собирать и анализировать. Кроме того, установка системы MPI удобна, что должно привести к тому, что эта технология будет принята коммерческими заводами.Чтобы извлечь из этого изображения временного ряда характеристики, связанные с суточным ритмом, было рассмотрено движение листьев растений.
В настоящем исследовании авторы применили анализ векторов нормалей для извлечения признаков из системы MPI. Вектор нормали, показанный на рисунке 3А, относительно мал, поскольку он представляет собой равномерное удлинение отдельных листьев в ночное время. Это хорошо согласуется с результатами, полученными Miyagishima et al. (2014). С другой стороны, на рисунке 3B показано отклонение n ijk , что приводит к относительно большому значению N k в дневное время.Предполагается, что из этого результата можно извлечь увеличение угла, определенное в предыдущем исследовании (Dornbusch et al., 2014). Очевидно, что перемещение, возникающее в результате подъема растения, больше, чем в результате удлинения, так что результаты, полученные на рисунке 4А, ближе к характеру временного ряда скорости угла подъема, чем к скорости удлинения. сообщили Dornbusch et al. (2014). Интерпретация нормального вектора будет более сложной, поскольку рост растений приводит к образованию множественных векторов. Эту проблему можно решить, изолируя отдельный лист, а не пытаясь проанализировать все растение.
Эту проблему можно решить, изолируя отдельный лист, а не пытаясь проанализировать все растение.
На рисунках 4A, B показана связь между циклами LD и θ k соответственно. Этот циркадный ритм также можно наблюдать, вычислив 12-часовое скользящее среднее разницы в S k (дополнительный рисунок S2). Хотя он способен извлекать циркадные ритмы, ритмы, извлеченные из него, зашумлены по сравнению с ритмами, взятыми из S k . Ритм, взятый из θ k , также демонстрирует сложную особенность, но 24-часовой образец и неопределенное изменение в наблюдается угол, соответствующий характеристикам фенотипа растения.Эту сложность невозможно объяснить с помощью существующей науки о растениях и знаний о циркадных ритмах растений, основанных на исследованиях с использованием простых волновых форм. Это следует обсудить в будущем с точки зрения морфологии растений. Значения и θ k получены из сложных данных, которые вызваны сочетанием роста растений и угла возвышения, как обсуждалось ранее. Чтобы уменьшить сложность этих данных и уменьшить количество шума, необходимо извлечь информацию, полученную из суточного ритма, путем усреднения условий включения и выключения света.Признаки «угол-сдвиг», «величина-сдвиг», «угол-разница» и «величина-разница» применялись для извлечения признаков, полученных из циркадного ритма. Как видно из рисунка 5D, особенности PCA угла оказались низкими, как и величина, по сравнению с особенностями PCA PA. Можно сказать, что статистический анализ хорошо работает для простых результатов, таких как PA, но трудно уменьшить размерность данных, имеющих высокую степень сложности, особенно «анг-данные». Кроме того, результаты уменьшения размеров, полученные из циркадных ритмов, продемонстрировали высокое значение «данные ang» по сравнению с «pca-ang», что приводит к выводу, что упрощение сложных данных, полученных из циркадные ритмы обеспечивают успешное средство прогнозирования роста растений.Кроме того, результат, полученный для «mag-dd-diff», такой же высокий, как и для «PA-ave», «PA-ld-diff» и «PA-dd-diff», так что можно сказать, что Данные «mag» были бы исключительно надежным признаком, если бы размеры были правильно уменьшены.
Чтобы уменьшить сложность этих данных и уменьшить количество шума, необходимо извлечь информацию, полученную из суточного ритма, путем усреднения условий включения и выключения света.Признаки «угол-сдвиг», «величина-сдвиг», «угол-разница» и «величина-разница» применялись для извлечения признаков, полученных из циркадного ритма. Как видно из рисунка 5D, особенности PCA угла оказались низкими, как и величина, по сравнению с особенностями PCA PA. Можно сказать, что статистический анализ хорошо работает для простых результатов, таких как PA, но трудно уменьшить размерность данных, имеющих высокую степень сложности, особенно «анг-данные». Кроме того, результаты уменьшения размеров, полученные из циркадных ритмов, продемонстрировали высокое значение «данные ang» по сравнению с «pca-ang», что приводит к выводу, что упрощение сложных данных, полученных из циркадные ритмы обеспечивают успешное средство прогнозирования роста растений.Кроме того, результат, полученный для «mag-dd-diff», такой же высокий, как и для «PA-ave», «PA-ld-diff» и «PA-dd-diff», так что можно сказать, что Данные «mag» были бы исключительно надежным признаком, если бы размеры были правильно уменьшены.
Модель роста растений на основе SVR дала коэффициент корреляции 0,743. Это было улучшением по сравнению с предыдущей моделью прогнозирования роста, что указывало на точность предложенной модели (Moriyuki and Fukuda, 2016). Кроме того, Гилфорд (1942) предположил, что коэффициенты корреляции больше 0.70 классифицировать как «Высокая корреляция; отмеченная взаимосвязь», еще раз указывая на качество предложенной модели. Кроме того, предложенный метод оказался способным прогнозировать сырой вес через 22 дня с высокой степенью точности, тогда как в предыдущем исследовании этот показатель рассматривался только через 11 дней (Moriyuki and Fukuda, 2016). Удивительно, что прогноз был успешным, учитывая, что эксперимент включал перемещение растений из стадии выращивания в фазу выращивания до измерения сырого веса, что указывает на то, что прогноз возможен без каких-либо знаний об условиях окружающей среды на стадии выращивания. .Хотя оценка с использованием предложенной модели с коэффициентом корреляции оказалась успешной, остается несколько проблем. На рисунках 5C,E показаны графики с крутым трендом. Это говорит о том, что модель завышает несколько меньшие сырые массы (примерно 40–60 г) и занижает более высокие (примерно 100–120 г). Эти типы прогнозов обычно наблюдаются при машинном обучении и являются результатом неравного количества данных, как видно на гистограмме свежего веса, показанной на рисунке 5A.Чтобы преодолеть эту проблему, можно выполнить повышающую или понижающую выборку данных, которая представляет собой процесс машинного обучения для дублирования количества низкочастотных наблюдаемых данных или уменьшения количества высокочастотных наблюдаемых данных. Кроме того, объединение результатов прогнозирования, полученных с помощью нескольких типов моделей, называемое ансамблевым обучением, может улучшить результаты в реальном коммерческом приложении, хотя в этой работе использовались простые модели, такие как GBR и SVR, чтобы сосредоточиться как на прогнозировании, и описание результатов.
Возможность предсказывать рост растений до сбора урожая на основе значений признаков сеянцев салата на стадии рассады значительно повысит стабильность производства на заводе по производству растений. Мориюки и др. (2018) исследовали модель получения прибыли для завода по производству коммерческих растений. В своем исследовании они сосредоточились на динамике роста растений (среднее значение и стандартное отклонение свежего веса), а также на типе доставки, обнаружив, что урожайность во время сбора урожая сильно зависела от динамики роста популяции салата.В настоящем исследовании авторы разработали метод прогнозирования точности среднего и стандартного отклонения свежего веса при сборе урожая путем применения расширенного анализа с использованием значений признаков проростков салата и машинного обучения, как показано на рисунке 5E. Таким образом, прогноз урожайности на ранней стадии с применением системы ИМБ приведет к стабильности производства, поскольку условия культивирования можно будет скорректировать после того, как будет сделан прогноз. Предполагается, что заводская промышленность должна внедрить такие средства прогнозирования, при которых необходимые значения получаются с использованием системы MPI и машинного обучения.
Мориюки и др. (2018) исследовали модель получения прибыли для завода по производству коммерческих растений. В своем исследовании они сосредоточились на динамике роста растений (среднее значение и стандартное отклонение свежего веса), а также на типе доставки, обнаружив, что урожайность во время сбора урожая сильно зависела от динамики роста популяции салата.В настоящем исследовании авторы разработали метод прогнозирования точности среднего и стандартного отклонения свежего веса при сборе урожая путем применения расширенного анализа с использованием значений признаков проростков салата и машинного обучения, как показано на рисунке 5E. Таким образом, прогноз урожайности на ранней стадии с применением системы ИМБ приведет к стабильности производства, поскольку условия культивирования можно будет скорректировать после того, как будет сделан прогноз. Предполагается, что заводская промышленность должна внедрить такие средства прогнозирования, при которых необходимые значения получаются с использованием системы MPI и машинного обучения.
Настоящее исследование продемонстрировало возможности OF и анализа нормального вектора применительно к модели прогнозирования роста растений. Результаты, полученные с помощью моделей, показывают вклад функций, полученных с использованием OF и анализа векторов нормалей, в машинное обучение. Результаты были получены с использованием системы MPI, которая использует только данные изображений и, таким образом, может легко применяться в коммерческих целях.
Вклад авторов
HF и SN разработали исследование. С.М. выполнил эксперименты и анализ данных с равным участием первого автора.SN проанализировал данные. HM и KW консультировали по методам анализа. SN и HF написали рукопись. Все авторы обсудили результаты и последствия и прокомментировали рукопись.
Финансирование
Это исследование было поддержано грантами на научные исследования (№ 16H05011 для HF), предоставленными Министерством образования, науки, спорта и культуры, а также грантами на предварительные исследования в области эмбриональной науки и технологий. (№ от JPMJPR15O4 до HF и от JPMJPR15O5 до HM) и A-STEP (№VP2
(№ от JPMJPR15O4 до HF и от JPMJPR15O5 до HM) и A-STEP (№VP2
40712 до HF), предоставленный Японским агентством по науке и технологиям.
Заявление о конфликте интересов
Авторы заявляют, что исследование проводилось при отсутствии каких-либо коммерческих или финансовых отношений, которые могли бы быть истолкованы как потенциальный конфликт интересов.
Благодарности
Авторы выражают благодарность Osaka Sakai Plant Factory Co. за доступ к их объектам выращивания, Osaka Sakai Plant Factory Co. за доступ к их объектам выращивания и Beta System LLC.для построения системы MPI.
Дополнительный материал
Дополнительный материал к этой статье можно найти в Интернете по адресу: https://www.frontiersin.org/articles/10.3389/fpls.2019.00227/full#supplementary-material
.Каталожные номера
Анпо М., Фукуда Х. и Вада Т. (2018). Фабрика растений с искусственным освещением. Амстердам: Эльзевир.
Академия Google
Баллард, Д. Х. (1981). Обобщение преобразования Хафа для обнаружения произвольных форм. Распознавание образов 13, 111–122. дои: 10.1016/0031-3203(81)-1
Х. (1981). Обобщение преобразования Хафа для обнаружения произвольных форм. Распознавание образов 13, 111–122. дои: 10.1016/0031-3203(81)-1
Полнотекстовая перекрестная ссылка | Академия Google
Каппаручча Р., Де Леоне Р. и Маркитто Э. (1995). Сети опорных векторов. Маха. Учиться. 20, 273–297. дои: 10.1007/BF00994018
Полнотекстовая перекрестная ссылка | Академия Google
Додд, А. Н., Салатия, Н., Холл, А., Кевей, Э., Тот, Р., Надь, Ф., и др. (2005). Циркадные часы растений увеличивают фотосинтез, рост, выживаемость и конкурентное преимущество. Наука 309, 630–633. doi: 10.1126/science.1115581
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Дорнбуш, Т., Мишо, О., Ксенариос, И., и Фанкхаузер, К. (2014). Дифференциально фазированный рост и движения листьев у арабидопсиса зависят от скоординированной циркадной и световой регуляции. Растительная клетка 26, 3911–3921. doi: 10. 1105/tpc.114.129031
1105/tpc.114.129031
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Эванс, Г.К.(1972). Количественный анализ роста растений. Беркли, Калифорния: Издательство Калифорнийского университета.
Академия Google
Фридман, Дж. Х. (2001). Аппроксимация жадных функций: машина повышения градиента. Энн. Стат. 29, 1189–1232. дои: 10.1214/аос/1013203451
Полнотекстовая перекрестная ссылка | Академия Google
Фукуда Х., Ичино Т., Кондо Т. и Мурасе Х. (2011). Ранняя диагностика продуктивности по активности промотора часового гена с использованием биолюминесцентного анализа люциферазы у Arabidopsis thaliana . Окружающая среда. Контроль биол. 49, 51–60. doi: 10.2525/ecb.49.51
Полнотекстовая перекрестная ссылка | Академия Google
Гилфорд, JP (1942). Фундаментальная статистика в психологии и образовании. Нью-Йорк, штат Нью-Йорк: McGraw-Hill.
Академия Google
Гутьеррес, С. , Фернандес-Новалес, Дж., Диаго, М.П., и Тардагила, Дж. (2018). Гиперспектральная визуализация на ходу в полевых условиях и машинное обучение для классификации сортов виноградной лозы. Фронт. Растениевод. 9:1102. doi: 10.3389/fpls.2018.01102
, Фернандес-Новалес, Дж., Диаго, М.П., и Тардагила, Дж. (2018). Гиперспектральная визуализация на ходу в полевых условиях и машинное обучение для классификации сортов виноградной лозы. Фронт. Растениевод. 9:1102. doi: 10.3389/fpls.2018.01102
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Хигаси Т., Камитамари А., Окамура Н., Укаи К., Окамура К., Тэдзука Т. и другие. (2014). Характеристика циркадных ритмов с помощью репортерного анализа биолюминесценции в Lactuca sativa L. Environ. Контроль биол. 52, 21–27. doi: 10.2525/ecb.52.21
Полнотекстовая перекрестная ссылка | Академия Google
Хигаси, Т., Нишикава С., Окамура Н. и Фукуда Х. (2015). Оценка роста растений Lactuca sativa L. Environ. Контроль биол. 53, 7–12. doi: 10.2525/ecb.53.7
Полнотекстовая перекрестная ссылка | Академия Google
Ибаяши Х., Канеда Ю., Имахара Дж., Оиси Н., Курода М. и Минено Х. (2016). Надежная беспроводная система управления для томатной гидропоники. Датчики 16:E644. дои: 10.3390/s16050644
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Канеда Ю., Шибата, С., и Минено, Х. (2017). Мультимодальная регрессия опорных векторов на основе скользящего окна для прогнозирования водного стресса растений. Знать. На основе сист. 134, 135–148. doi: 10.1016/j.knosys.2017.07.028
Полнотекстовая перекрестная ссылка | Академия Google
Козай, Т. (2018). Smart Plant Factory: вертикальные фермы нового поколения для помещений. Берлин: Springer. дои: 10.1007/978-981-13-1065-2
Полнотекстовая перекрестная ссылка | Академия Google
Козай Т., Ниу Г.и Такагаки, М. (ред.) (2015). Фабрика растений: вертикальная система выращивания в помещении для эффективного производства качественных продуктов питания. Кембридж, Массачусетс: Academic Press.
Академия Google
Минервини М. , Ханно С. и Сотириос А. Т. (2015). Анализ изображений: новое узкое место в фенотипировании растений [уголок приложений]. Процесс обработки сигналов IEEE. Маг. 32, 126–131. doi: 10.1109/MSP.2015.240511
, Ханно С. и Сотириос А. Т. (2015). Анализ изображений: новое узкое место в фенотипировании растений [уголок приложений]. Процесс обработки сигналов IEEE. Маг. 32, 126–131. doi: 10.1109/MSP.2015.240511
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Миягисима, С.Ю., Фудзивара Т., Сумия Н., Хироока С., Накано А., Кабея Ю. и др. (2014). Трансляционно-независимый циркадный контроль клеточного цикла у одноклеточных фотосинтетических эукариот. Нац. коммун. 5:3807. doi: 10.1038/ncomms4807
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Могими, А., Ян, К., Миллер, М.Е., Кианиан, С.Ф., и Маркетто, П.М. (2018). Новый подход к оценке устойчивости пшеницы к солевому стрессу с использованием гиперспектральной визуализации. Фронт.Растениевод. 9:1182. doi: 10.3389/fpls.2018.01182
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Мориюки, С., и Фукуда, Х. (2016). Прогнозирование высокопроизводительного роста проростков Lactuca sativa L. с использованием флуоресценции хлорофилла на заводе по производству растений с искусственным освещением. Фронт. Растениевод. 7:394. doi: 10.3389/fpls.2016.00394
(2016). Прогнозирование высокопроизводительного роста проростков Lactuca sativa L. с использованием флуоресценции хлорофилла на заводе по производству растений с искусственным освещением. Фронт. Растениевод. 7:394. doi: 10.3389/fpls.2016.00394
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Мориюки С., Канеда Х., Мияги Ю., Сугимура, Н., и Фукуда, Х. (2018). Модели прибыли, основанные на динамике роста популяций салата на заводе. Окружающая среда. Контроль биол. 56, 143–148. doi: 10.2525/ecb.56.143
Полнотекстовая перекрестная ссылка | Академия Google
Пинеда, М., Перес-Буэно, М.Л., и Барон, М. (2018). Выявление бактериальной инфекции у растений дыни классификационными методами на основе данных визуализации. Фронт. Растениевод. 9:164. doi: 10.3389/fpls.2018.00164
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Рейд, А.М., Чепмен, В.К., Прескотт, К.Е., и Найланд, В. (2016). Использование показателей цвета избытка зелени и зеленых хроматических координат по аэрофотоснимкам для оценки силы роста, смертности и заболеваемости сосны скрученной. Лесной экол. Управление 374, 146–153. doi: 10.1016/j.foreco.2016.05.006
(2016). Использование показателей цвета избытка зелени и зеленых хроматических координат по аэрофотоснимкам для оценки силы роста, смертности и заболеваемости сосны скрученной. Лесной экол. Управление 374, 146–153. doi: 10.1016/j.foreco.2016.05.006
Полнотекстовая перекрестная ссылка | Академия Google
Сингх, А., Ганапатисубраманян, Б., Сингх, А.К., и Саркар, С. (2016). Машинное обучение для высокопроизводительного фенотипирования стресса у растений. Trends Plant Sci. 21, 110–124. doi: 10.1016/j.tplants.2015.10.015
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Такахаши Н., Окамура К., Мацуда Ю., Игари К., Като К., Асао Х. и др. (2012). Влияние потока воздуха на выработку белка вакцины против эдемы свиней в трансгенном салате. Окружающая среда. Контроль биол. 50, 135–141. doi: 10.2525/ecb.50.135
Полнотекстовая перекрестная ссылка | Академия Google
Тамура Ю., Мори Т., Накабаяши Р. , Кобаяши М., Сайто К., Окадзаки С. и др. (2018). Метаболомная оценка качества листового салата, выращенного на заводе по производству практических растений, для определения характеристик метаболитов. Фронт. Растениевод. 9:665. doi: 10.3389/fpls.2018.00665
, Кобаяши М., Сайто К., Окадзаки С. и др. (2018). Метаболомная оценка качества листового салата, выращенного на заводе по производству практических растений, для определения характеристик метаболитов. Фронт. Растениевод. 9:665. doi: 10.3389/fpls.2018.00665
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Товар, Дж. К., Хойер, Дж. С., Лин, А., Тилкинг, А., Каллен, С. Т., и Элизабет Кастильо, С. (2018). Визуализация на основе Raspberry Pi для фенотипирования растений. Заяв. Растениевод. 6:e1031. doi: 10.1002/aps3.1031
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Укаи, К., Инай, К., Накамичи, Н., Ашида, Х., Йокота, А., Хендраван, Ю., и соавт. (2012). Бегущие волны циркадной экспрессии генов в салате. Окружающая среда. Контроль биол. 50, 237–246. doi: 10.2525/ecb.50.237
Полнотекстовая перекрестная ссылка | Академия Google
Weinzaepfel, P., Revaud, J., Harchaoui, Z. , и Schmid, C. (2013). «DeepFlow: оптический поток с большим смещением и глубоким согласованием», в Proceedings of the IEEE International Conference on Computer Vision , (Piscataway, NJ: IEEE), 1385–1392.doi: 10.1109/ICCV.2013.175
Полнотекстовая перекрестная ссылка | Академия Google
Чжан, Н., Рао, Р.С.П., Сальвато, Ф., Хавелунд, Дж.Ф., Меллер, И.М., Телен, Дж.Дж., и соавт. (2018). MU-LOC: метод машинного обучения для прогнозирования митохондриально локализованных белков в растениях. Фронт. Растениевод. 9:634. doi: 10.3389/fpls.2018.00634
Реферат PubMed | Полный текст перекрестной ссылки | Академия Google
Эволюция машинной автономии в производственных операциях
Представьте себе день, когда упаковочная машина на заводе автоматически определяет, что ей нужно больше материалов, и уведомляет об этом поставщика, заказывая и оплачивая продукцию, а также планируя доставку, и все это без какого-либо вмешательства человека. .Или фабричный цех, где машины самоорганизуются и самооптимизируются для повышения производительности, сокращения отходов и повышения качества продукции.
Это день, к которому стремится движение «Индустрия 4.0». В этом будущем состоянии производства данные и услуги передаются за пределы заводских стен в глобальной коммуникационной инфраструктуре внутри компании и платежной сети.
Некоторые из них уже существуют. «Связь между машинами для обхода сбоев уже происходит», — сказал Стивен Меллор, главный технический директор Консорциума промышленного Интернета (IIC) и исполнительный вице-президент группы управления объектами (OMG).«На самом деле, это то, для чего был изобретен Интернет в отношении сетевых узлов. Скажем, на фабрике данные будут собираться периферийными узлами, и они будут принимать решения о том, как перенаправить маршрут в обход вышедшей из строя машины».
Таким образом, хотя мы еще не полностью вступили в эпоху машинной экономики, определяемой как сеть умных, подключенных и самодостаточных машин, которые экономически независимы и могут автономно выполнять транзакции на рынке практически без вмешательства человека, мы приближаемся.
Строительные блоки для создания завода будущего уже здесь, включая Интернет вещей (IoT), искусственный интеллект (ИИ) и блокчейн. У этой тройки технологий есть потенциал, чтобы изменить промышленное пространство, но она должна быть связана еще с несколькими вещами, такими как технология цифровых двойников, мобильные роботы, стандартизированный способ связи машин и интеллектуальные услуги, такие как совместное использование мощности машин. в распределенной экосистеме.
Что еще более важно, должна быть структура, обеспечивающая эту повсеместную взаимосвязь.В то время как технологические компании создают межмашинные приложения, в отрасли предпринимаются усилия, направленные на создание базовой архитектуры и партнерской экосистемы.
Источник: IOTA. Connectivity Framework (IICF), эталонная архитектура промышленного Интернета (IIRA), бизнес-стратегия и инновационная структура (BSIF) и промышленная структура безопасности Интернета (IISF).
IICF определяет эталонную архитектуру для открытия данных, которые в противном случае были бы заблокированы во множестве доменных технологий подключения, используемых в системах IIoT, путем использования шлюзов для одного из нескольких основных стандартов подключения, которые могут обеспечить синтаксическую совместимость без ущерба для достоверности данных. функциональные и нефункциональные аспекты предметно-ориентированной технологии.
функциональные и нефункциональные аспекты предметно-ориентированной технологии.
IIRA, основанный на стандартах архитектурный шаблон и методология, позволяет системным архитекторам промышленного Интернета вещей (IIoT) проектировать свои собственные системы на основе общей структуры и концепции.В нем рассматривается потребность в общей архитектурной структуре для разработки совместимых систем IIoT для различных приложений в широком спектре промышленных вертикалей в государственном и частном секторах.
BSIF обеспечивает высокоуровневую идентификацию и анализ проблем, которые необходимо решить любому предприятию, чтобы извлечь выгоду из возможностей, возникающих в результате нынешней революции, которой является IIoT.
И решение проблемы кибербезопасности имеет решающее значение для успеха IIoT, Industry 4.0 и промышленная интернет-революция. С этой целью члены IIC разработали IISF, общую структуру безопасности и подход к оценке кибербезопасности в системах IIoT. По данным IIC, это самая всесторонняя межотраслевая структура безопасности, включающая экспертное видение, опыт и лучшие практики безопасности.
Это лишь некоторые из научно-исследовательских проектов IIC, которые будут способствовать развитию отрасли.
«В семь лет мы опубликовали несколько основополагающих документов, определяющих ландшафт машинной экономики, — сказал Меллор.«Мы начали несколько лет назад с испытательных стендов. Как следует из названия, это были тестовые технологии и бизнес-модели. Сейчас мы сосредоточены на развертывании в отрасли, которое позволит целевой компании преобразовать свой бизнес в цифровую форму».
Например, испытательный стенд в Корке, Ирландия, называемый International Future Industrial Internet Testbed (INFINITE), разрабатывает программно-определяемые инфраструктуры с использованием больших данных, которые позволяют нескольким виртуальным доменам безопасно работать через одну физическую сеть.На первом этапе испытательного стенда три географически разнесенных центра обработки данных соединяются в реконфигурированную сеть Dell. На втором этапе INFINITE применяется к варианту использования под названием «Bluelight», который позволяет машинам скорой помощи безопасно подключаться к системе больницы и передавать информацию в пути, чтобы персонал больницы был готов взять на себя уход за пациентом после прибытия машины скорой помощи. .
.
Конечным результатом является использование интеллектуальных данных для улучшения аварийно-спасательных служб. Согласно заметкам на испытательном стенде INFINITE: «Рассмотрите сценарий, в котором автомобиль службы экстренной помощи отправляется на место происшествия.Время отклика критично. Что, если данные GPS в режиме реального времени, генерируемые автомобилем службы экстренной помощи, можно объединить с другими данными в режиме реального времени из различных источников, таких как: текущий уровень трафика на всех маршрутах до места происшествия, местонахождение дорожных работ, объезды и перекрытые дороги. Благодаря объединению и анализу этих разнообразных необработанных наборов данных в режиме реального времени, чтобы обеспечить ценное и интеллектуальное планирование маршрута и информацию для автомобиля службы экстренной помощи, время реагирования улучшится, что приведет к лучшим результатам, улучшающим жизнь.”
Та же концепция может быть применена к производственному цеху. «Парки машин будут собирать данные, которые отправляются в центр обработки данных, которые можно сравнить и сопоставить, а затем изменить рабочие параметры неоптимальных машин», — сказал Меллор.
«Парки машин будут собирать данные, которые отправляются в центр обработки данных, которые можно сравнить и сопоставить, а затем изменить рабочие параметры неоптимальных машин», — сказал Меллор.
Источник: Siemens Торговая площадка машин
Для выполнения финансовых транзакций машины должны иметь свои «кошельки», над чем Фонд IOTA работает с 2017 года, когда была основана некоммерческая инициатива.Этот международный консорциум европейских университетов и технологов объединился, чтобы создать протокольный уровень для Интернета вещей, который определяет, как устройства взаимодействуют друг с другом, используя надежные данные в технологическом стеке на виртуальном отраслевом рынке.
Сегодня предпосылка та же, но исполнение другое. «Видение IOTA одинаково для машинной экономики. Обеспечить общедоступный протокол или лучшую общедоступную инфраструктуру автоматизации и машин по-прежнему важно. Но мы переориентировали IOTA больше на инфраструктуру», — сказал Хольгер Кётер, директор по управлению партнерами в IOTA Foundation, отметив, что последние полтора года организация потратила на переписывание технологического стека IOTA (узла, библиотеки, кошелек) с нуля, сохранив при этом Видение IOTA и текущие требования рынка.
В марте IOTA объявила о запуске бета-версии своего кошелька Firefly, дав криптовалютным кошелькам новый эталон безопасности и удобства использования. В основе Firefly лежат две новые библиотеки с открытым исходным кодом, одна для разработки приложений кошелька, а другая для безопасности. Он также легкий и использует алгоритм цифровой подписи кривой Эдвардса (EdDSA), который изначально поддерживается большинством устройств IoT, сказал Кетер.
Кроме того, модернизированная технология распределенного реестра (DLT), называемая Tangle, обеспечивает безопасные микроплатежи между машинами.Он является открытым, бесплатным и масштабируемым, разработанным для поддержки беспрепятственной передачи данных и не основанным на блокчейне, который имеет ограничения по стоимости и масштабируемости, согласно IOTA, целью которого является создание целой экосистемы для машинной связи, которая может применяться к различным отрасли.
«Общая история заключается в том, что IOTA удобна для разработчиков… и предоставляет отказоустойчивую и масштабируемую систему на основе DLT», — сказал Кетер. Кроме того, IOTA работает с Open Management Group над сертификацией протокола IOTA и стандартизацией его работы.
Кроме того, IOTA работает с Open Management Group над сертификацией протокола IOTA и стандартизацией его работы.
По мере согласования архитектуры и стандартов другие разрабатывают области, которые станут важной частью уравнения, такие как цифровой двойник. «Возможность отправлять запросы, которые могут быть выполнены, в основном означает наличие цифрового двойника этого продукта, который был разработан, проверен, и программа обработки детали обработана для конкретного станка. Это важная часть уравнения», — сказал Аластер Орчард, вице-президент Siemens Digital Enterprise.
Для достижения Индустрии 4.0 мечта, в которой кибер-физические машины могут понимать свои собственные возможности, договариваться с другими машинами и могут проектировать любой продукт, требуется полностью оцифрованное производство И, конечно же, не каждая машина разумна.
«Мы работаем и внедряем переходную технологию, в которой мы берем производственный план, называемый технологической ведомостью, который похож на рецепт, содержащий всю информацию, необходимую для производства чего-либо, включая материалы, допуски, заданные значения. и программы обработки деталей», — сказал Орчард.«Если [машины] не являются интеллектуальными, у нас есть возможность с помощью нашей передовой технологии создать вокруг них интеллектуальную оболочку, а затем использовать производственный план для обмена сообщениями между машинными обертками».
и программы обработки деталей», — сказал Орчард.«Если [машины] не являются интеллектуальными, у нас есть возможность с помощью нашей передовой технологии создать вокруг них интеллектуальную оболочку, а затем использовать производственный план для обмена сообщениями между машинными обертками».
Цифровой двойник машины знает, где находятся все части продукта, чтобы развернуть систему, в которой выполняется технологическая ведомость, которая распределяется по периферийным блокам, а продукты перемещаются по фабрике, взаимодействуя с заброшенными машинами через интеллектуальные упаковщики.«Ключом к этому является логистика, будь то интеллектуальный конвейер или AGV для перемещения продукта между машинами. Таким образом, мы фактически можем запустить полностью автономное и гибкое производство, даже если сами машины не являются той суперкиберфизической интеллектуальной сущностью, о которой мы мечтали».
Способность гибко перемещать вещи и собирать эти данные по всей цепочке поставок — еще одна область, которую необходимо решить, по мнению IBM. «В сегодняшней цепочке поставок все разрознено, — сказал Виджай Пандиараджан, операционный директор IBM Sterling, отметив, что в процессе так много шагов, что сложно все согласовать, особенно если груз не прибыл.«У нас есть аналитика бизнес-транзакций, которая отображает все документы, которые вы должны получить, и упорядочивает их».
«В сегодняшней цепочке поставок все разрознено, — сказал Виджай Пандиараджан, операционный директор IBM Sterling, отметив, что в процессе так много шагов, что сложно все согласовать, особенно если груз не прибыл.«У нас есть аналитика бизнес-транзакций, которая отображает все документы, которые вы должны получить, и упорядочивает их».
Аналитика бизнес-транзакций, входящая в состав IBM Supply Chain Business Network, позволяет компаниям получить более глубокое представление о данных цепочки поставок, чтобы помочь им лучше управлять, например, взаимодействиями между заказом и оплатой и покупкой и оплатой. Технология делает это, частично используя машинное обучение для выявления аномалий объема, скорости и структуры стоимости в документах и транзакциях цепочки поставок.
— Это простой пример ИИ, — сказал Пандиараджан. «ИИ не [решит] все, но сделает вас более способным как человека».
В дискретном производстве технологическая карта может быть опубликована в исполнительном механизме, который сопоставляет возможности оборудования с каждой операцией и направляет продукт в его уникальном путешествии по фабрике. Источник: Siemens Культура и потенциал
Источник: Siemens Культура и потенциал
Действительно, в конечном счете, машинная экономика пытается создать лучший человеческий опыт.Тем не менее, люди являются самым большим узким местом на автономном рынке.
«Самое большое препятствие — это культура, — сказал Меллор из IIC. «Средний возраст промышленного предприятия — 19 лет. Это огромные инвестиции, которые рассчитаны на десятилетия. Организации, управляющие этими объектами, очень осторожны. Даже вероятность отказа в 0,5% может стоить миллионы долларов».
Но у нас есть технология, и важные шаги по переходу к машинной экономике делаются уже сейчас.
Вы можете увидеть это в компании Siemens, где разрабатывается экспериментальная торговая площадка M2M, целью которой является продажа машин собственной мощности.«На наших немецких обрабатывающих предприятиях так много областей для экспериментов, где каждая машина понимает свои собственные затраты, свой собственный график, свое собственное техническое обслуживание и сообщает о любых окнах возможностей, которые у нее есть, в блокчейне разрешений, на который другие могут подписаться и запрашивать неиспользуемые. время безотказной работы машины для обработки их деталей», — сказал Орчард.
время безотказной работы машины для обработки их деталей», — сказал Орчард.
Это ранний пример того, как машины, использующие IoT, AI и блокчейн, могут полностью изменить бизнес-модель производства на фабрике будущего.
▷ Бывшее в употреблении промышленное оборудование — заводское и производственное оборудование
Бывшее в употреблении промышленное оборудование и оборудование на surplex.com
Индекс
- Промышленное оборудование — Бывшее в употреблении не означает устаревшее
- Деревообрабатывающие промышленные станки: точные и
- : универсальный материал, используемый для изготовления промышленных машин
- Руководство по автоматическим промышленным машинам
Существует множество различных причин, по которым компания может избавиться от промышленного оборудования.Обычно это происходит на этапе расширения или сокращения, когда некоторые из их машин могут стать ненужными задолго до того, как они фактически устареют технически.
Обычно к машинам, используемым в промышленности, предъявляются иные требования, чем те, которые используются в частном бизнесе. Всегда гарантируется, что машины, используемые в промышленности, имеют постоянный уровень высокого качества и надежности, просты в обслуживании и имеют надежный запас запасных частей. Это означает, что даже бывшее в употреблении промышленное оборудование для стартапов является полезной инвестицией для обеспечения требуемой производительности.
- Машины проверены
- Хорошая цена за бывшее в употреблении промышленное оборудование
- Гарантированная надежность и высокое качество
Древесина – это исключительный материал, обладающий целым рядом технических характеристик, которых нет ни у одного другого материала. Он легкий, стабильный, доступный по цене и доступен в различных формах. Этот натуральный материал идеально подходит для самых разных целей.Существует множество различных деревообрабатывающих станков, позволяющих эффективно обрабатывать древесину.
Пилы по дереву, фрезерные станки и сверлильные станки для деревообработки используются для придания формы и формы твердой древесине и ДСП.
Отделка древесины и древесных материалов производится на фанерных станках. Для укладки шпона на строительную древесину и ДСП используются станки для снятия шпона, прессы для шпона и машины для склеивания шпона.
Склеивающие машины достигли уровня технической зрелости, который позволяет им эффективно и точно наносить покрытие на формованные промежуточные продукты.
Машины для мягкой и постформинговой обработки используются для изготовления оконных рам, дверей и рам. Они доступны в большом количестве на вторичном рынке.
Панельная пила HOLZMA в работе Металл является наиболее часто используемым материалом при производстве промышленных машин и устройств. Металлообработка может осуществляться различными способами. Литейные машины и технологии используются для формовки и формовки металлов. Они либо выливаются в предварительный продукт, либо непосредственно формируются в конечную форму прямо из формы. Для этого процесса используются экструдеры и машины для литья под давлением.
Для этого процесса используются экструдеры и машины для литья под давлением.
После того, как металл сформирован, его можно подвергнуть дальнейшей обработке. Чаще всего для этого используются прокатные станки, металлопрессы и сварочные аппараты. Металл подготавливается для промышленного оборудования с использованием процессов разделения путем прокатки в листы, а затем наматывания на рулоны. Штамповочные машины и станки используются для разделения листового металла. Раскройные станки используются для обработки отдельных листов металла. Они доступны в виде резаков для пламени, лазерных резаков или водяных резаков.
Как и в деревообработке, токарные и фрезерные станки используются для придания блокам желаемой формы.
Все эти машины можно использовать с различными уровнями автоматизации. Это означает, что легко найти подержанное промышленное оборудование, которое лучше всего подходит для желаемой операции или задачи. Учебные заведения и небольшие производители обычно предпочитают компактные промышленные машины, которые в основном управляются вручную. Большие машины с высокой производительностью лучше всего подходят для производителей серийных компонентов.Рынок бывших в употреблении предлагает разнообразное бывшее в употреблении промышленное оборудование, начиная от полностью ручного и заканчивая полностью автоматическим.
Большие машины с высокой производительностью лучше всего подходят для производителей серийных компонентов.Рынок бывших в употреблении предлагает разнообразное бывшее в употреблении промышленное оборудование, начиная от полностью ручного и заканчивая полностью автоматическим.
Эти машины также дополняются различными вспомогательными материалами, конвейерными лентами, поворотными станциями, упаковочными машинами или промышленными роботами, чтобы повысить производительность предприятия. Даже эти машины доступны в большом количестве и в отличном состоянии на рынке подержанной техники.
Penn State Engineering: Learning Factory
Помещения Learning Factory — это практические рабочие места Инженерного колледжа.Мы поддерживаем курсовую, исследовательскую деятельность и «увлеченные проекты», которые интересуют наших студентов, преподавателей и сотрудников. Мы предоставляем доступ к широкому спектру инструментов и оборудования, от ручных инструментов до лазерных резаков, мельниц и вышивальных машин. Все студенты Колледжа, прошедшие соответствующую подготовку, имеют право пользоваться этим оборудованием. Чтобы пользоваться любым из наших пространств, вы должны пройти наш базовый инструктаж по технике безопасности. Для получения информации о нашем дополнительном обучении см. нашу страницу «Другое обучение».
Все студенты Колледжа, прошедшие соответствующую подготовку, имеют право пользоваться этим оборудованием. Чтобы пользоваться любым из наших пространств, вы должны пройти наш базовый инструктаж по технике безопасности. Для получения информации о нашем дополнительном обучении см. нашу страницу «Другое обучение».
Обратите внимание, что Обучение технике безопасности, пройденное в Learning Factory, действительно только для работы в Learning Factory. То есть, наше обучение не может быть использовано для замены обучения в других исследовательских и производственных лабораториях на территории кампуса.
Обучение Базовое обучение технике безопасности состоит из двух компонентов. Первый происходит онлайн: вы читаете материалы на этой странице, смотрите видео и проходите онлайн-викторину. Второе должно произойти в помещении, для которого вы проходите сертификацию (313 Hammond или Learning Factory в западном кампусе). Обучение на месте должно происходить после успешного завершения онлайн-части.
Обучение на месте должно происходить после успешного завершения онлайн-части.
Сертификат безопасности требует, чтобы все пользователи объекта знали следующее:
- Изучение правил техники безопасности на производстве
- Расположение и использование аварийных выключателей питания в магазине
- Расположение доступных телефонов в Learning Factory и номера телефонов экстренных служб
- Расположение ресурсов первой помощи на Learning Factory
- Размещение и использование огнетушителей
- Горячие работы, бесприводные инструменты, СИЗ и ручной электроинструмент
Правила и нормы безопасности
Для всеобщей безопасности в производственном цехе Учебной фабрики необходимо соблюдать следующие правила техники безопасности:
- Одобренные OSHA защитные очки или защитные очки необходимо носить во всех зонах Learning Factory.
 Защитные очки должны иметь закругленные боковые щитки. Желательно, чтобы учащиеся приносили свои собственные очки, хотя некоторые из них доступны в 313 Hammond Learning Factory для использования в пространстве. Очистка их — ваша ответственность.
Защитные очки должны иметь закругленные боковые щитки. Желательно, чтобы учащиеся приносили свои собственные очки, хотя некоторые из них доступны в 313 Hammond Learning Factory для использования в пространстве. Очистка их — ваша ответственность. - К работе в магазине допускаются только учащиеся, прошедшие онлайн-обучение и обучение по технике безопасности на месте.
- В магазине необходимы длинные брюки, рубашки с короткими рукавами и носки. Шорты, платья, болтающаяся или свободная одежда не допускаются из соображений безопасности.Галстуки необходимо снять.
- Обувь должна иметь закрытый носок и закрывать всю стопу. В местах сварки следует надевать защитные гетры. Настоятельно рекомендуется носить рабочую обувь выше щиколотки со стальными носками.
- Длинные волосы должны быть завязаны сзади, чтобы они не упали в машину или на ваше рабочее место.
- Все украшения (кольца, ожерелья, браслеты, часы и т. д.) необходимо снять.
- Инструкции по эксплуатации для всех машин предоставляются по запросу. Если у вас есть какие-либо сомнения или вопросы, обратитесь за помощью перед эксплуатацией машины.
- Пожалуйста, уважайте других в лаборатории. Если в классе идет сессия, не используйте громкое оборудование.
- Работа в одиночку запрещена.
- Никогда не пытайтесь ремонтировать или модифицировать машины. В случае возникновения проблемы немедленно сообщите об этом персоналу магазина и не используйте машину.
- Всем, кто работает небезопасным образом, будет предложено немедленно уйти, а их рабочие привилегии будут отозваны.
- Категорически запрещается находиться на Учебной фабрике в состоянии алкогольного или наркотического опьянения. Любой человек, обнаруженный в учреждении в состоянии алкогольного опьянения, будет навсегда лишен своих привилегий.
- Пожалуйста, уважайте и сохраняйте объект. Наведите порядок в своем беспорядке и верните инструменты на место.
 Защитные очки должны иметь закругленные боковые щитки. Желательно, чтобы учащиеся приносили свои собственные очки, хотя некоторые из них доступны в 313 Hammond Learning Factory для использования в пространстве. Очистка их — ваша ответственность.
Защитные очки должны иметь закругленные боковые щитки. Желательно, чтобы учащиеся приносили свои собственные очки, хотя некоторые из них доступны в 313 Hammond Learning Factory для использования в пространстве. Очистка их — ваша ответственность. Если у вас есть какие-либо сомнения или вопросы, обратитесь за помощью перед эксплуатацией машины.
Если у вас есть какие-либо сомнения или вопросы, обратитесь за помощью перед эксплуатацией машины. Многие ресурсы Фабрики обучения оснащены специальным набором точных инструментов. Студенты несут ответственность за правильное использование этих инструментов, очистку их после использования и возврат в соответствующий шкаф для хранения. Если инструменты повреждены во время занятия, учащиеся должны немедленно сообщить об этом представителю Learning Factory. Предоставляются стандартные режущие инструменты (например, сверла). Пользователи обязаны затачивать все инструменты после использования. Предусмотрены станки для заточки сверл. В случае чрезмерной поломки, вызванной неправильным использованием (два или более сломанных элемента), пользователям будет предложено заменить сломанные элементы.Для поддержания чистой и безопасной рабочей среды учащийся обязан убирать свое рабочее место после завершения занятия. Предоставляются метлы, совки и пылесосы.
Предполагается, что учащиеся приносят свои строительные материалы и расходные материалы. На Learning Factory доступно ограниченное количество материалов для использования учащимися. Эти материалы предоставляются в дар промышленными спонсорами или приобретаются Learning Factory и могут различаться по доступности, количеству и качеству.За использование этих материалов взимается плата за пополнение запасов.
Эти материалы предоставляются в дар промышленными спонсорами или приобретаются Learning Factory и могут различаться по доступности, количеству и качеству.За использование этих материалов взимается плата за пополнение запасов.
Плата за использование станков (например, мельницы, токарного станка, пилы, шлифовальной машины, фрезерного станка с ЧПУ), лазерных резаков и ручных инструментов не взимается. Недорогие машины для аддитивного производства (например, Prusa Machines) также доступны бесплатно, хотя вы должны оставаться с машиной, пока она печатает.
Другие машины для аддитивного производства и водомет будут оплачиваться по стоимости замены всех используемых материалов и подробно описаны ниже.Полная стоимость замены материалов будет взиматься за исследовательские проекты (для выпускников и студентов), клубы, преподаватели и разработку курсов. За проекты курсов бакалавриата, поддерживаемые Learning Factory, будет взиматься плата в размере 50% от восстановительной стоимости, указанной ниже.
- FDM: Стоимость замены материала составляет 16 долларов США за кубический дюйм
- Polyjet: Стоимость замены материала составляет 1,20 доллара США за грамм
- Струя воды: стоимость замены материала составляет 8 долларов США в минуту
После того, как вы ознакомитесь с содержанием выше, посмотрите видео здесь:
https://псу.mediaspace.kaltura.com/media/t/1_gidrlwg3
После завершения обучения вы должны согласиться с условиями использования Learning Factory и пройти тест. Обратите внимание, что вы должны набрать 100% баллов в викторине, поэтому внимательно просмотрите материалы выше и видео!
https://www.engr.psu.edu/lf-safety-quiz/
Удачи! Быть безопасным.
Обучение на месте Учебная фабрика в Западном кампусе
Ваше обучение связано с вашим удостоверением личности штата Пенсильвания.Каждый раз, когда вы получаете доступ к Learning Factory в Западном кампусе, вам нужно будет «пролистнуть» пространство с вашим удостоверением личности в киоске за дверью. Если у вас нет удостоверения личности, вам не будет разрешен доступ в магазин.
Если у вас нет удостоверения личности, вам не будет разрешен доступ в магазин.
Чтобы завершить личное обучение, вы примете участие в охоте за мусором. Он просит вас определить расположение определенных устройств в пространстве, включая такие вещи, как огнетушитель и аптечка. Вам понадобится мобильный телефон и присутствие на Learning Factory.Когда вы будете готовы, вы можете получить доступ к викторине здесь:
https://www.engr.psu.edu/lf-scavenger-hunt
313 Хаммонд
Ваше очное обучение должно проводиться сертифицированным ассистентом или другим персоналом Learning Factory. Обучение проходит в 313 Hammond и занимает около 30 минут. Вы должны пройти онлайн-обучение и соблюдать другие правила магазина (например, длинные брюки, обувь с закрытыми носками и т. д.), когда вы приедете за своей личной порцией.Пожалуйста, запланируйте свое время на странице бронирования Learning Factory (313 Hammond).
Зачем производству нужен сбор данных в режиме реального времени
Сбор данных о станках в режиме реального времени помогает производителям не только повысить производительность и рентабельность, хотя это, безусловно, обещанный результат. Это также важный первый шаг к основанному на данных высокотехнологичному производственному сектору, конкурентоспособному на глобальном уровне.
Это также важный первый шаг к основанному на данных высокотехнологичному производственному сектору, конкурентоспособному на глобальном уровне.
Современные решения для сбора данных и мониторинга уже помогают руководителям производственных операций видеть, анализировать и быстро реагировать на срочные данные, поступающие из цеха.Хотя эти новые решения более доступны, а также дешевле, чем в прошлом, они по-прежнему устанавливаются только на относительно небольшой части заводов и магазинов, при этом некоторые инсайдеры отрасли оценивают, что менее 5% машин в настоящее время контролируются цифровым способом.
Станки, подключенные через MTConnect, бесплатный протокол с открытой архитектурой для обмена данными между машинами, или через различные проприетарные протоколы, доступные от поставщиков систем ЧПУ, могут превратить растущий поток данных, поступающих с завода, в полезную информацию.Ключевые операционные показатели, такие как общая эффективность оборудования (OEE), время безотказной работы машины и загрузка производственных мощностей, позволяют руководителям цехов быстро просматривать производительность конкретной машины или завода и при необходимости вносить коррективы.
Интернет вещей, проблемы больших данных
Грядущий натиск подключенных устройств Интернета вещей (IoT) и поток больших данных могут побудить больше производителей искать надежные решения для работы с чрезвычайно большими объемами операционных данных.
Все больше поставщиков технологий, таких как Cisco, выходят на рынок с решениями для обработки больших объемов неуправляемых данных, сказал Дэвид Макфейл, генеральный директор Memex Inc.(Берлингтон, Онтарио, Канада), разработчик систем управления производством (MES). «В нашей отрасли установлено 20 миллионов станков с ЧПУ по всему миру, два миллиона только в Северной Америке, — добавил он, — и еще три вспомогательных актива обычно связаны с каждым ЧПУ, что создает вселенную из 80 миллионов станков. Тем не менее, более 90% мировых ресурсов ЧПУ не подключены из-за множества различных протоколов передачи данных».
По мере сбора все большего количества этих данных те, кто занимается производством, видят, как формируется высокотехнологичная, основанная на данных обрабатывающая промышленность. По его словам, большие данные — это лишь часть «третьей платформы» вычислений — конвергенции мобильных вычислений, социальных сетей, облака и больших данных.
По его словам, большие данные — это лишь часть «третьей платформы» вычислений — конвергенции мобильных вычислений, социальных сетей, облака и больших данных.
«По мере того, как эта третья платформа становится все более популярной, руководители заводов производственных компаний начинают понимать, что они не могут управлять тем, что они не могут измерить, — сказал Макфейл. «IoT или промышленный Интернет вещей [IIoT] заставляет некоторые залы заседаний обсуждать возможности производства, управляемого данными, поэтому это полезно для нас, но это все еще высокопарная концепция, которая может занять несколько лет, чтобы приземлиться на земле.
Помощь в реализации этой концепции частично зависит от первого шага — сбора и анализа данных, представляющих наибольшую ценность, что не так просто, как кажется, учитывая огромное количество данных, доступных в производственной среде.
«Наши разработчики постоянно совершенствуют обработку огромного количества событий, которые могут передаваться в базу данных из цеха, — говорит Джоди Романовски, генеральный директор компании Cimco Americas LLC (Streamwood, IL), разработчика программного обеспечения для сбора данных. решения.«При внедрении новой системы важно определить, будет ли информация ценной для вас, и тщательно спланировать сбор соответствующих данных.
решения.«При внедрении новой системы важно определить, будет ли информация ценной для вас, и тщательно спланировать сбор соответствующих данных.
«Собирать «большие данные» достаточно просто, но убедитесь, что вы собираете события, из которых можно собрать полезную информацию», — добавила она. «Я думаю, что некоторые из массивов больших данных могут быть заполнены информацией, которая не имеет отношения к делу или не может быть преобразована в полезную информацию».
Использование передовых технологий
Магазины сегодня ищут способы рационализации операций, повышения производительности и снижения затрат, отметил Мохамед Абуали, генеральный директор Forcam Inc.(Цинциннати и Фридрихсхафен, Германия). «Все больше производителей используют передовые технологии, — сказал Абуали. «На крупных предприятиях существует потребность в глобальной производственной аналитике и бенчмаркинге, где менеджеры могут получить доступ к ключевым показателям эффективности и аналитике в любое время, в любом месте и на любом языке. У небольших производителей и ремонтных мастерских растет желание контролировать производственный процесс, анализировать потоки деталей, плановые и фактические показатели, запускать программы и получать доступ к безбумажной информации.
У небольших производителей и ремонтных мастерских растет желание контролировать производственный процесс, анализировать потоки деталей, плановые и фактические показатели, запускать программы и получать доступ к безбумажной информации.
Все производители пытаются повысить квалификацию стареющей рабочей силы и использовать технологии для повышения производительности, добавил он. «В Forcam мы предлагаем масштабируемое решение, которое может удовлетворить потребности больших и малых производственных предприятий, с помощью облачного или локального решения и необходимого обучения управлению цехом, чтобы помочь им использовать интеллектуальные данные для принятия разумных решений. ”
Будущее за разработкой решений, которые позволят производителям быть более активными, интеллектуальными и информированными, а также поддерживать принятие своевременных решений, сказал Абуали.Он добавил, что платформа Forcam позволяет подключаться не только к машинам, но и к любой ИТ-системе, такой как контроль качества, техническое обслуживание, PLM и данные об инструментах.
«MTConnect стандартизирует связи между системами, приложениями и целыми заводами, чтобы обеспечить интегрированную общую производственную систему. В дополнение к MTConnect, технология Forcam поддерживает различные подключаемые модули реального времени для станков с ЧПУ и ПЛК, включая драйверы конкретных производителей.
«Forcam является пионером Индустрии 4.0 — 4-й промышленной революции, также называемой «Промышленный Ethernet».«Основной темой Индустрии 4.0 является создание киберфизической системы для отображения производственных «больших данных» в режиме реального времени в виртуальном пространстве, как «кибер-зеркало», — сказал он. «Представьте, что ваша фабрика смоделирована в облаке; сегодня это реальность. Для больших данных требуются передовые технологические функции, такие как технология in-memory для сбора и обработки данных в режиме реального времени. Благодаря этим объективным данным отходы отображаются кристально чисто, и вы получаете максимальную прозрачность в отношении состояния вашего производства. Вы можете виртуально анализировать производство и оптимизировать его в режиме реального времени.
Вы можете виртуально анализировать производство и оптимизировать его в режиме реального времени.
Подключение
Многие из отключенных машин на заводских этажах представляют собой устаревшее устаревшее оборудование, требующее огромных инвестиций, и этим машинам может потребоваться больше технологий, чем стандартный адаптер MTConnect, для полной реализации современных систем сбора, мониторинга и анализа данных.
Надежные затраты и качество достигаются за счет осведомленности на основе данных в цехах, — сказал Макфейл из Memex. «Производственные поставщики второго и третьего уровня должны быть в состоянии продемонстрировать, что они могут собирать, анализировать и делиться своими производственными данными со своими вышестоящими партнерами.Показатель общей эффективности оборудования [OEE] теперь играет важную роль в производственном бизнесе», — сказал он. «OEE равно доступности, умноженной на качество, умноженное на производительность. Способность демонстрировать OEE, а также процесс постоянного повышения эффективности завода являются основой желанных отношений с надежными поставщиками».
OEE — идеальный показатель, принятый в отрасли. «OEE на уровне 80% и более достижим в большинстве цехов обрабатывающей промышленности, и «люди с деньгами» понимают это, однако большинство цехов не могут обеспечить это измерение на какой-либо постоянной основе.
«Хотел бы я сказать, что сбор данных из буфера обмена и анализ электронных таблиц не были так распространены, как раньше, но сейчас это «приложение» номер один», — сказал Макфейл. «Шокирующее количество генеральных директоров производственных предприятий говорят мне, что их основная проблема заключается в том, что им говорят одно о работе завода, а в их отчетах о прибылях и убытках видят совершенно другое. Типичный подход к учету OEE с помощью буфера обмена и электронных таблиц, если он вообще фиксируется, задерживает время, когда руководители могут получить представление о том, что на самом деле происходит на заводе.
Использование маршрута MTConnect для мониторинга цеха имеет много преимуществ. Как отметил Макфейл, MTConnect позволяет производственному оборудованию предоставлять данные в едином структурированном формате XML, а не в мешающем наборе проприетарных форматов. Благодаря единым данным, доступным как с устаревшего, так и с современного производственного оборудования, комплектов датчиков и другого оборудования, программные приложения могут повысить эффективность операций, улучшить оптимизацию производства и повысить производительность.
Как отметил Макфейл, MTConnect позволяет производственному оборудованию предоставлять данные в едином структурированном формате XML, а не в мешающем наборе проприетарных форматов. Благодаря единым данным, доступным как с устаревшего, так и с современного производственного оборудования, комплектов датчиков и другого оборудования, программные приложения могут повысить эффективность операций, улучшить оптимизацию производства и повысить производительность.
«Каким бы трансформационным ни был MTConnect, он по-прежнему страдает от основной проблемы осведомленности, — сказал Макфейл.«Несмотря на то, что такие станкостроительные компании, как Mazak, продвигают MTConnect со своего генерального директора, руководители заводов, которые, возможно, слышали о стандарте, не знают точно, что это такое и как он может им помочь».
MES-система MERLIN (Manufacturing Execution Real-Time Lean Information Network) компании Memex — это промышленная коммуникационная платформа между цехами и верхними этажами, которая предоставляет показатели эффективности в режиме реального времени. По словам Макфейла, MERLIN обеспечивает повышение производительности в среднем на 10–50 % и увеличивает прибыль на 20 % и более за счет всего лишь 10-процентного увеличения OEE.«Окупаемость достигается менее чем за четыре месяца при внутренней норме доходности [IRR] более 300%», — сказал он. «Мы подключаемся к любой машине, старой или новой, используя собственные каналы ввода-вывода MTConnect, OPC, FOCAS или FANUC с помощью аппаратных адаптеров MERLIN».
По словам Макфейла, MERLIN обеспечивает повышение производительности в среднем на 10–50 % и увеличивает прибыль на 20 % и более за счет всего лишь 10-процентного увеличения OEE.«Окупаемость достигается менее чем за четыре месяца при внутренней норме доходности [IRR] более 300%», — сказал он. «Мы подключаемся к любой машине, старой или новой, используя собственные каналы ввода-вывода MTConnect, OPC, FOCAS или FANUC с помощью аппаратных адаптеров MERLIN».
Все больше производителей внедряют системы производственных данных, потому что их клиенты требуют, чтобы они предоставляли точную информацию о производстве деталей в режиме реального времени и за прошлые периоды, сказал Романовски из Cimco. «Кроме того, предприятиям нужна информация, которая помогает им более точно прогнозировать, выявлять производственные проблемы, отправлять оповещения в режиме реального времени при возникновении производственных проблем, лучше понимать производительность своего предприятия и обеспечивать прослеживаемость на уровне оборудования», — сказала она. «Благодаря правильной информации и отчетности производственные компании могут улучшить взаимодействие со своими клиентами, улучшить качество, повысить эффективность, сократить объем технического обслуживания и сократить запасы. Технология постоянно развивается, чтобы более эффективно удовлетворять эти требования».
«Благодаря правильной информации и отчетности производственные компании могут улучшить взаимодействие со своими клиентами, улучшить качество, повысить эффективность, сократить объем технического обслуживания и сократить запасы. Технология постоянно развивается, чтобы более эффективно удовлетворять эти требования».
Система сбора производственных данных Cimco, MDC-Max, предоставляет настраиваемые отчеты, графики, оповещения в реальном времени и экраны в реальном времени, показывающие производственные данные в реальном времени. MDC-Max полностью интегрирован с базой данных Cimco для управления производственными данными, Cimco MDM, и ее системой управления файлами NC, NC-Base.«Поскольку наши продукты полностью интегрированы, информацию из наших баз данных можно использовать в отчетах MDC», — сказал Романовски. «Например, если оценка времени цикла детали хранится в базе данных, ее можно использовать для сравнения с фактическим временем цикла в отчетах MDC-Max».
Экономичный мониторинг
Среди решений для мониторинга цеха консультант по производству TechSolve Inc. (Цинциннати) предлагает свои решения для мониторинга Viz Products в качестве привлекательного варианта для небольших магазинов, отметил Рон Пипер, менеджер по продуктам TechSolve.Компания предлагает несколько слоев адаптеров в своей линейке Viz.
(Цинциннати) предлагает свои решения для мониторинга Viz Products в качестве привлекательного варианта для небольших магазинов, отметил Рон Пипер, менеджер по продуктам TechSolve.Компания предлагает несколько слоев адаптеров в своей линейке Viz.
«Многие говорят: «Давайте сделаем MTConnect», — сказал Пипер. Крупный производитель самолетов использовал MiniViz для запуска системы мониторинга там, где ранее ее не устанавливали. «У них есть часть машин, за которыми не следят. Им нравится наша концепция MiniViz, потому что это легкое крошечное приложение, работающее на подключенном ПК».
ShopViz от TechSolve — более обширное решение, но оба они полностью совместимы с MTConnect, добавил Пайпер.«Стандарт движется в направлении, в котором усилия направлены на контроль и качество», — сказал он. «Чем больше мы узнаем о машине и метаданных, тем больше это поможет нам понять, что происходит с генеалогией деталей и что собрано. Я вижу большее признание концепции мониторинга со стороны пользователей, производителей станков и поставщиков систем управления. У нас идеальный шторм [с большими данными и IoT], что будет дальше? Будет большое слияние в сборе и интерпретации данных.
У нас идеальный шторм [с большими данными и IoT], что будет дальше? Будет большое слияние в сборе и интерпретации данных.
Основная проблема заключается в том, чтобы решить, какой объем данных собирать, и TechSolve позиционирует MiniViz как инструмент, позволяющий людям начать мониторинг. «Мы предупреждаем, сколько собирать. Если вы попытаетесь представить все под солнцем, вас опрокинут — это пожарный шланг», — сказал Пипер. «Существует огромное количество переменных. Вам не нужно слишком много, чтобы получить большое, большое улучшение, и вы можете получить его с меньшими затратами».
Производственные обновления в режиме реального времени
Хотя большие данные отбрасывают большую тень на производство, многие считают их проблемой будущего.«Это все еще маячит в будущем. Об этом много говорят, но на практике мы руководствуемся тем, что нам нужно сегодня», — сказал Джим Финнерти, менеджер по продукции ShopFloorConnect, Wintriss Controls (Актон, Массачусетс). «Важно знать, что грядет».
в цехах сегодня нуждаются в интеграции такого программного обеспечения, как Wintriss ShopFloorConnect для сбора и мониторинга данных, с существующим программным обеспечением ERP и MES. «Мы подключаемся к их существующему программному обеспечению, и у нас есть представление о том, что происходит в цеху в любой момент времени.Мы можем оживить программное обеспечение для планирования».
С ShopFloorConnect пользователи получают интегрированное решение с широкими возможностями настройки. По словам Финнерти, настраиваемые уведомления в режиме реального времени — это последняя настройка Wintriss ShopFloorConnect, которая значительно ускоряет доставку данных. «Мы все нацелены на повышение эффективности и сокращение времени простоя», — сказал он.
Поиск новых интеллектуальных производственных решений
Одна из самых больших проблем для руководителей цехов — знать, что измерять, а что игнорировать.Недавнее исследование Национального института стандартов и технологий (NIST; Гейтерсбург, Мэриленд) было направлено на то, чтобы помочь производственным предприятиям решить, что собирать в цехах.
NIST — это программа планирования и контроля интеллектуальных производственных операций, — отметил Монир Хелу, инженер-механик отдела системной интеграции NIST, инженерной лаборатории, получивший в 2014 году награду «30 Under 30» в области производственной инженерии. Программа NIST разрабатывает продукт. испытательный стенд жизненного цикла, построенный на киберфизической инфраструктуре для проведения исследований и разработок в области интеллектуального производства, с целью помочь повысить конкурентоспособность американских производителей за счет более эффективных методов сбора заводских данных.
«Что вы можете сделать с этими данными? Как вы внедряете инновации и извлекаете пользу из этой деятельности? Они хотят знать, какие типы технологий необходимы», — сказал Хелу. «Наука об измерениях — это хлеб с маслом NIST. Мы хотим понять не только, есть ли у нас правильные данные, но и используем ли мы правильный способ их сбора».
NIST также сотрудничает с TechSolve для разработки тематических исследований в соответствующих областях производства, сказал Хелу. Испытательный стенд Smart Manufacturing включает в себя объединение в сеть машин NIST как в штаб-квартире в Гейтерсбурге, так и в офисах NIST в Боулдере, штат Колорадо.
Испытательный стенд Smart Manufacturing включает в себя объединение в сеть машин NIST как в штаб-квартире в Гейтерсбурге, так и в офисах NIST в Боулдере, штат Колорадо.
«Мы функционируем в основном как мастерская малого и среднего размера и создаем киберкомпонент с компьютерными технологиями», — сказал Хелу. Они будут включать в себя передовые производственные возможности, такие как аддитивное производство, модельное предприятие, межмашинное взаимодействие, а также облачные вычисления и услуги, с целью совместной работы и создания продуктов с широкими возможностями настройки, которые будут быстрее, дешевле, лучше и экологичнее.
Некоторые из вопросов, на которые необходимо ответить для сбора данных в цехах и интеллектуального производства, включают динамическое планирование и маршрутизацию, а также прогнозирование для прогнозирования проблем с обслуживанием производства, сказал Хелу.«Где эти болевые точки? Какие проблемы? Мы применяем эту сторону фундаментальных исследований и концентрируемся на переносе ее в промышленность», — сказал он.