Технология изготовления окон пластиковых – Изготовление пластиковых окон – основные этапы производства
Изготовление пластиковых окон – основные этапы производства
Производство окон из ПВХ профиля состоит из нескольких этапов и выполняется на технологичном оборудовании нового поколения. Для самых ответственных процессов сегодня используют станки с ЧПУ, благодаря которому удается достичь высокой точности резки и сборки. При производстве окон задействованы как форматно-раскроечные центры, так и станки для фрезерования, нарезки штапиков, сварки деталей и зачистки угловых соединений. Изготовление оконных конструкций всегда выполняется в строго определенной последовательности, и эта статья расскажет обо всех основных этапах производства.Замер пластиковых окон
Процесс изготовления всегда начинается с замера, причем эту процедуру нельзя обособить ото всех остальных этапов. Ее рекомендуется доверить профессионалу, поскольку только специалисту известны все нюансы этого процесса. Когда заказчики решают самостоятельно определить габариты окон, они допускают стандартные ошибки, вследствие которых размеры окон и проемов не совпадают в большую или меньшую стороны. Оба варианта плохи, поскольку они провоцируют:- необходимость выполнения дополнительных работ по адаптации проемов перед установкой окон с неправильными размерами;
- разгерметизацию конструкций по периметру монтажного шва;
- деформацию створок и рам;
- разгерметизацию стеклопакета.
В ряде случаев при неправильно определенных размерах приходится заказывать новые окна. Если размеры предоставил клиент, все работы выполняются за его счет.
Составление спецификации
Сегодня определение размеров деталей и их количества выполняется на компьютерах с применением специального программного обеспечения – вручную с калькулятором никто расчеты не производит. После передачи документации замерщиком проектировщик вводит все необходимые данные в компьютер, и программа вычисляет размеры рам, створок, стеклопакетов и каждого составного элемента в отдельности. Затем эти сведения в электронном виде передаются в цеха по изготовлению стеклопакетов и оконных или дверных блоков.Производство стеклопакета
Этот этап изготовления окон также частично автоматизирован. Все крупные и средние предприятия по производству стеклопакетов сегодня используют для резки стекла центры с ЧПУ. Причем в некоторых случаях автоматизация коснулась не только процедуры раскроя, но и сборки готовых изделий. Весь процесс производства стеклопакетов выглядит следующим образом:- Раскрой стекол – независимо от способа резки производится с таким условием, чтобы на краях не было сколов. Для этого все линии срезов обрабатываются специальным составом, который не дает стеклам «самозалечиваться».
- Мойка стекол – эта процедура выполняется машинным или ручным способом, но в любом случае грязь должна удаляться с использованием деминерализованной воды.
- Изготовление дистанционных рамок (спейсеров) – выполняется путем гибки специальных металлических профилей или методом их сборки с применением соединительных уголков.
- Первичная герметизация – во время этой процедуры на дистанционные рамки (спейсеры) равномерным слоем наносится бутиловый герметик.
- Сборка – подготовленный спейсер с нанесенным герметиком укладывается на стекло и выравнивается по краям. Затем с обратной стороны накладывается второе стекло.
- Прессование – чтобы достичь высокого качества соединения дистанционной рамки и стекол, выполняют обжим стеклопакета.
- Вторичная герметизация – когда завершена обработка в прессе, по периметру спейсера наносится еще один слой герметика, который надежно «закупоривает» стеклопакет.
Когда герметик пройдет полный цикл полимеризации, на который требуется от 3 до 12 часов, стеклопакет готов для транспортировки в цех, где осуществляется основное производство пластиковых окон.
Изготовление оконных и дверных блоков из ПВХ профилей
Этот процесс состоит из нескольких этапов – нарезки, фрезерования, армирования, сварки (сплавления), шлифовки соединительных швов, интеграции импостов и обвязки фурнитурой. После этого конструкцию оконных или дверных блоков можно считать фактически готовой. Останется только вставить стеклопакеты в световые проемы створок.Подготовка ПВХ профилей
Этот этап включает в себя несколько процедур. Чтобы подготовить профили к сборке оконных конструкций, с ними последовательно выполняют три операции:- Раскрой – по спецификации, которая поступила с компьютера в отделе проектирования на станок с ЧПУ в цеху, под углом в 45 градусов нарезаются профили из ПВХ.
- Фрезерование – во время этого этапа в определенных зонах некоторых деталей прорезаются небольшие отверстия. Такая процедура необходима для создания дренажных каналов в конструкциях дверных и оконных блоков.
- Армирование – по размерам уже раскроенных профилей нарезаются стальные вкладыши, которые вставляются во внутренние камеры и фиксируются саморезами по металлу. Благодаря этому значительно увеличивается жесткость деталей из пластика.
После выполнения перечисленных мероприятий профили считаются готовыми к сборке в рамы и створки. Эти этапы выполняются на станках для сварки и зачистки.
Сборка оконных и дверных блоков
Оптимальный результат, при котором обеспечивается высокая прочность и точность соединений, достигается при одновременном соединении всех стыков рамы или створки. То есть должны быть выполнены сразу все 4 угловых соединения. Этого можно достичь только на автоматизированном оборудовании. Сплавление профилей выполняется при высокой температуре и давлении. Если нарушить оптимальный режим сварки, качество швов будет неудовлетворительным.Для достижения нужных параметров в строго фиксированные зазоры между деталями из ПВХ профилей опускаются специальные тефлоновые элементы, которые расплавляют пластик. После достижения нужной температуры пластины с антипригарным покрытием быстро поднимаются, и все детали одновременно прижимаются друг к другу и удерживаются до полного застывания пластика. Перед тем, как перейти к следующему этапу, автомат самостоятельно проверяет прочность соединительных швов.
Зачистка угловых соединений
Поскольку при соединении деталей из ПВХ расплавленный пластик частично выдавливается наружу, стыки после сплавления профилей выглядят очень грубо. Создается впечатление, что рамы и створки покрыты широкими шрамами по углам. Чтобы придать конструкциям нормальный вид, весь проступивший наружу пластик убирают при помощи специального фрезеровального станка. На этом оборудовании не только со стыков убираются излишки поливинилхлорида, но и шлифуются уменьшенные в размерах швы. Благодаря этой процедуре рамы и створки из ПВХ профилей приобретают презентабельный внешний вид.Не так давно на рынке появилась технология производства бесшовных окон, позволяющая сделать сварочные швы незаметными для невооруженного глаза.
Фрезеровка и интеграция импостов
Импосты вставляются в уже готовые конструкции. Чтобы выполнить интеграцию импостов, их необходимо адаптировать под форму профилей. Эта процедура выполняется при помощи специального фрезера, который снимает излишки пластика. После подгонки импосты либо крепятся при помощи уголков и саморезов, либо ввариваются в основную конструкцию.Установка систем открывания створок
Монтаж фурнитуры выполняется на специальных стендах. Если такое оборудование отсутствует, обвязку крепят вручную с использованием шаблонов. Вместе с монтажом основной фурнитуры выполняются крепеж ответных планок изнутри световых проемов и фиксация ручек управления системами открывания, которые соединяются с запорным механизмом фурнитуры.Крепление контуров уплотнения
Для фиксации уплотнителей в профилях предусмотрены специальные пазы. Чем больше количество контуров, тем выше уровень герметичности окон. Вследствие этого рекомендуется использовать системы, у которых их количество составляет не менее трех штук. Уплотнительные контуры разной формы вставляются в пазы как на рамах, так и створках, после чего оконные или дверные блоки готовы к завершающим этапам сборки.Навешивание створок
Элементы механизма открывания (петель) имеются и на раме, и на створках. Благодаря этому при выполнении процедуры навешивания нужно просто вставить створки в световые проемы и зафиксировать фурнитуру.
Установка стеклопакетов
Перед выполнением этой процедуры необходимо протереть уплотнители и стекла, а также удалить остатки размазанного герметика, если таковые имеются. На внутренней стороне рам и створок не должно быть пыли и прочего мусора. Стеклопакеты вставляются в световые проемы после фиксации рихтовочных пластин, после чего фиксируются при помощи прижимных штапиков. Эти операции выполняются вручную и в строго определенной последовательности. Иногда стеклопакеты вставляются в проемы уже на объекте во время монтажа окон. Однако такой вариант возможен лишь в тех случаях, когда производитель абсолютно уверен в правильности размеров.Регулировка фурнитуры и проверка качества
Перед отправкой на объект, где будет произведен монтаж, окна еще раз визуально осматриваются, и контролер качества убеждается в отсутствии дефектов. Также изучается работа фурнитуры – створки не должны цепляться за раму, а запорный механизм обязан обеспечить плотный прижим всех подвижных элементов оконной конструкции. В случае необходимости выполняется регулировка фурнитуры.www.oknatrade.ru
Технология производства пластиковых окон ПВХ шаг за шагом
 В этой статье расскажем обо всех этапах изготовления пластиковых окон.
В этой статье расскажем обо всех этапах изготовления пластиковых окон.
Не секрет, что любое производство начинается с закупки материалов и комплектующих. К тому же нужны полуфабрикаты. Поэтому технология изготовления пластиковых окон, как и любая другая, начинается с входного контроля.
Для всех комплектующих имеются соответствующие ГОСТы. Так, уплотнители должны соответствовать ГОСТ 30778-2001, фурнитура — ГОСТ 30777-2001, а профили, используемые для сборки окон ГОСТу 30673-99.
Что касается хранения материала, то он должен складироваться в помещении в нормальных условиях. Необходимо избегать попадания прямых солнечных лучей и не хранить вблизи отопительных приборов. Температура в производственных цехах не должна быть ниже +18 градусов, иначе при низкой температуре обработка пвх профилей может не дать должного качества.
Этапы производства пластиковых окон
Весь процесс изготовления пластиковых окон можно разделить на 11 этапов.
1 этап. На этом этапе происходит резка армирующего профиля. Для этого используют пилы для резки стального армирования с установленными на них абразивными отрезными кругами. В качестве альтернативы могут быть установлены диски для резки металла. Армирующий профиль режут под прямым углом. Заусенцы после распила снимают на наждачном круге.
2 этап. На втором этапе режется ПВХ профиль. Его режут двухголовочными или одноголовочными усорезными пилами. Импосты нарезают под углом 90 градусов, учитывая запас на сторону до 6мм в зависимости от системы профиля. Сами профили створок и коробки нарезают под углом 45 градусов с учетом припуска до 3мм на сторону для сварки.
В процессе резки базовые поверхности профиля прижимают к вертикальному упору и поверхности стола. Для этого используются струбцины. Однако, нужно быть осторожными, чтобы избежать деформации профиля.
3 этап. После того как ПВХ профиль нарезан происходит фрезерование водоотводных окон в нижних профиля коробки оконного блока на фрезерном станке с концевой фрезой. Диаметр фрезы должен быть не более 5 мм. Так же это можно сделать вручную с помощью электродрели со специально заточенным сверлом диаметром 5 мм. Для водоотводных окон обычно не превышает 25 мм.
4 этап. На этом этапе происходит армирование профилей ПВХ. Армирующие профили обрезают по длине и вставляют в профиль ПВХ с помощью специального станка или вручную, используя ручную дрель.
5 этап. После армирования сверлятся отверстия и фрезеруются пазы для фурнитуры на копировально-фрезерном станке. Так же при наличии электроинструмента и специальных насадок и приспособлений это можно сделать вручную.
6 этап. Процесс фрезерования торцов импостов фасонными фрезами с дальнейшей их сборкой и установкой фитингов. Перед установкой на торцы импоста наносят силиконовый герметик.
7 этап. Профили свариваются на специальном сварочном станке. Температура сварного ножа порядка 250 градусов.
8 этап. На восьмом этапе устанавливаются импост и подставочный профиль. Все это делается вручную на сборочном столе с использованием шуруповерта или электродрели.
9 этап. После импоста и подставочного профиля устанавливаются уплотнительные профили. Установка в паз начинается с середины пазов верхних горизонтальных профилей створок и рам. Уплотнитель устанавливается единым неразрывным контуром без растяжения. Концы уплотнителя склеиваются встык циано-акрилатным секундным клеем.
10 этап. Навеска фурнитуры. Для поворотной створки ставится основной запор, петли, угловые переключатели, средние запоры и дополнительный средний петлевой зажим. Для рамы устанавливаются ответные детали запорного механизма и петли. Для наклонно-поворотной створки устанавливается нижняя петля на створку, основной запор и угловые переключатели. Если узкая створка, то на нее ставят средний запор на створку и ножницы. Если створка широкая, то нижний средний запор, средний запор на створку и ножницы. На ответную раму устанавливаются верхние и нижние петли, ответная планка наклонно-поворотного механизма и по периметру ответные планки запорного механизма.
11 этап. Заключительный этап включает в себя резку штапика и установку стеклопакета в профильную систему (максимально плотно!). Внимание! Резка штапика должна быть с направляющими. Во избежания провисания створка со стеклопакетом должна образовывать жесткую конструкцию. После того, как штапики установлены пластиковой киянкой производится осадка части створки. Выполняется предварительная регулировка фурнитуры на стенде, а затем на месте уже после монтажа окна.
glazingmag.ru
Изготовление пластиковых окон, процесс создания различных пластиковых окон, из чего делают пластиковые окна
Производство окон ПВХ является довольно-таки сложным и многоэтапным процессом. Технология изготовления евроокон предусматривает использование нескольких зон производства. Одной из наиболее важных зон является участок заготовки. Именно здесь осуществляется резка и мойка стекла, а также сборка контура, заполнение влагопоглотителя и нанесение первого слоя герметизации.
Изготовление деревянных окон также выполняеься на участке сборки. На этой стадии осуществляется отжим стеклопакета для обеспечения максимального уровня герметичности. Следующий герметизирующий слой наносится уже на участке герметизации. Наконец, на последнем этапе изготовления ПВХ окон выполняется визуальный мониторинг качества полученной продукции. Кроме вышеперечисленных участков, процесс изготовления предусматривает наличие участков сварки, зачистки углов, монтажа импостов, уплотнителей, фурнитуры и стеклопакетов. В целом данный процесс включается в себя целый ряд необходимых технологических операций, которые должны проводиться на разных участках в заданной последовательности.
Среди особенностей технологии производственного процесса необходимо обязательно отметить, что для изготовления применяются исключительно полые профили, имеющие несколько камер. Причем в производственном процессе отдельного ПВХ окна применяется заданный набор профилей. Они делятся на два типа – основные и доборные. Второй вариант предоставляет возможность осуществлять установку окон со стеклопакетами быстрее и качественнее. В целом на практике применяются различные варианты профилей. Например, могут использоваться профили не только для вертикальных, но и горизонтальных импостов. Также необходимо сделать акцент на том, что применяются профили для створок, монтируемых в один уровень с рамой, полотен балконных дверей и т.д.

Рис. 1. Цех для производства пластиковых окон.
Технология изготовления окон из ПВХ профиля
Как говорилось выше, технология производства окон из ПВХ профиля – это многоэтапный процесс. Среди основных производственных этапов, прежде всего, стоит отметить распил пластикового профиля, армирование, а также крепеж профилей в створки и оконную раму. Кроме того, стоит выделить этапы установки необходимой фурнитуры и непосредственно стеклопакета. Однако перед выполнением вышеперечисленных процессов также осуществляется поставка профиля от производителя в производственный цех. Поставка обычно выполняется большими паллетами. Для изготовления оконной конструкции рама, створка, штапик и импост нарезаются на заготовки необходимых размеров согласно техническому заданию. После этого они отправляются на участок распила.
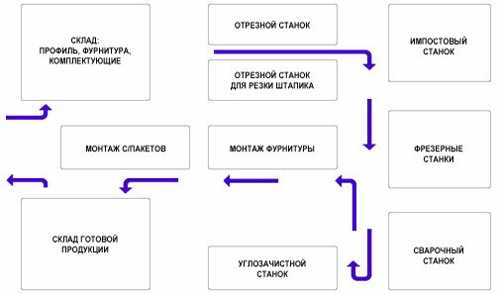
Рис. 2. Технологическая линия по производству пластиковых окон.
Распил ПВХ профиля
Распил пластикового профиля на специальных станках осуществляется под углом 45 градусов. Профиль, предназначенный для производства пластиковых окон, как правило, имеет внутренние полости. Они необходимы для придания конструкции морозоустойчивых качеств. В процесс распила профиля очень важно контролировать точность. Это обусловлено тем, что точность является одним из наиболее важных условий качественной сварки. При распиле ПВХ профиля также стоит обращать внимание на такие параметры, как длина заготовки, чистота поверхности среза и угол реза. Полученные профили не должны иметь каких-либо повреждений.

Рис. 3. Станок для распила ПВХ профиля.
Установка стального вкладыша
Обработка и распил профиля предусматривает монтаж стального армирующего вкладыша. Он устанавливается в центральную камеру пластикового профиля. Установка стального вкладыша объясняется необходимостью обеспечить устойчивость конструкции к различным механическим нагрузкам. В целом армирование ПВХ является обязательным этапом производства, который обеспечивает устойчивость профиля к изменениям температурного режима. Монтаж армирующего профиля выполняется в соответствие с маркировкой на автоматическом шуруповерте. После этого завершается подготовительный процесс, и заготовка отправляется на участок сварки.

Рис. 4. Способы армирования.
Скрепление ПВХ профиля в рамы и створки
После завершения процесса армирования пластиковый профиль должен быть сформирован в цельную оконную конструкцию: створку или раму. Чаще всего для выполнения этой цели проводятся сварочные работы. Полученные заготовки отправляются на специальный сварочный аппарат в необходимой последовательности. Там края заготовок нагреваются до необходимой температуры плавления. За счет этого они скрепляются друг с другом. Таким образом, образовывается прочный шов. Но стоит учитывать, что подобные швы не отличаются эстетичностью. Для того чтобы удалить лишний наплыв пластика применяются фрезерные станки.
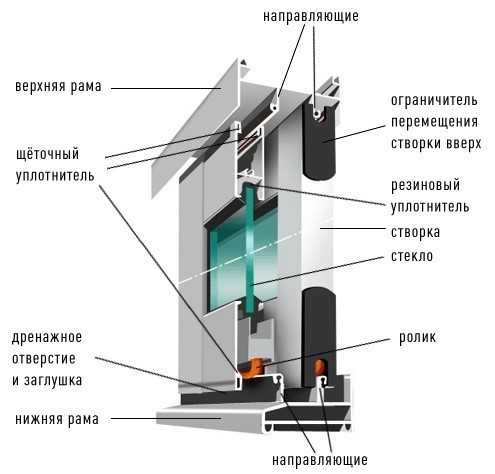
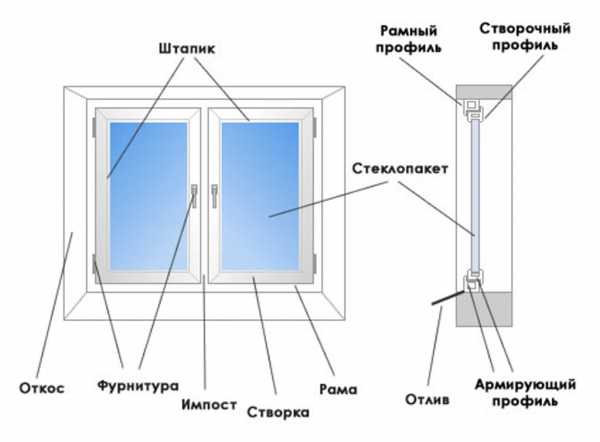
Рис. 5. Основные элементы пластикового окна.
Установка фурнитуры на окна ПВХ
Следующий производственный этап – установка фурнитуры. Она необходима для обеспечения возможности открывания и запирания створок окна. Другими словами, фурнитурные элементы обеспечивают возможность регулировки даннойконструкции. К наиболее популярным фурнитурным элементам принято относить ручки, замки, петли, заглушки, защелки и т.д. Эти элементы могут быть монтированы как на створку, так и на оконную раму. В процессе монтажа фурнитуры необходимо, чтобы все элементы на створке соответствовали таким же элементам на оконной раме. Стоит только лишь добавить, что данные процессы проводятся по заранее созданным эскизам.
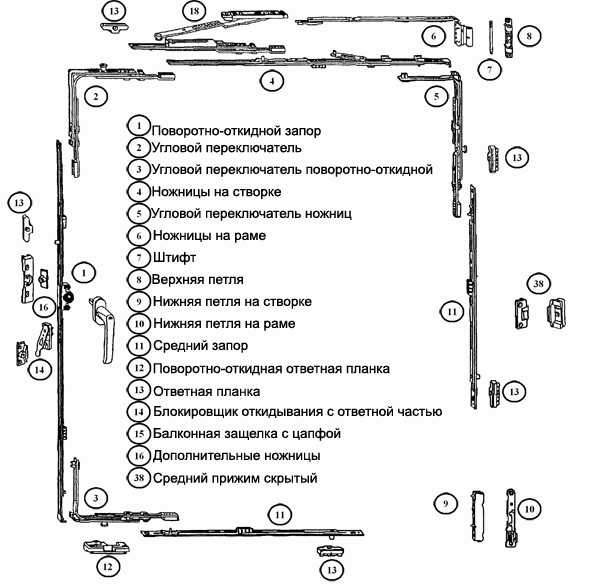
Рис. 6. Фурнитура для ПВХ окон.
Остекление окна, установка стеклопакета
Завершающим процессом производства пластиковых окон является установка стеклопакета. В отличие от стандартных стекол, стеклопакет представляет собой несколько листов, которые скреплены между собой и герметично запаяны. Для изготовления стеклопакетов используют различные стекла. При этом пустоты между листами обычно заполняются плотным инертным газом. За счет этого обеспечивается снижение теплопотерь. Кроме того, использование такого газа обеспечивает защиту от жаркого летнего солнца. Качество остекления должен проверить контроллер, который оценит качество защитной пленки и функциональность стеклопакета.
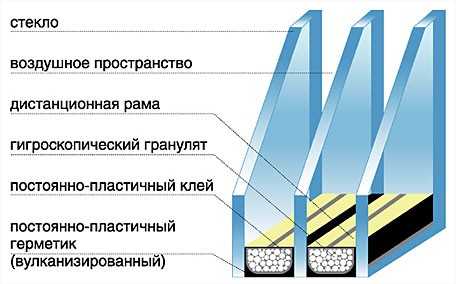
Рис. 7. Схема стандартного стеклопакета.
Изготовление арочных пластиковых окон
Технология производства арочных окон предусматривает выполнение на порядок большего количества операций, чем при изготовлении пластиковых евроокон. Одним из наиболее важных процессов является гнутье ПВХ профиля. Этот процесс производится в соответствие с заданным радиусом, под который необходимо произвести стеклопакет. Кроме того, изготовление арочных окон предполагает сварку на станке с одной сварочной головкой. Учитывая наличие дополнительных процессов, стоимость производства арочных пластиковых окон обычно выше. Помимо этого, на цену влияет срок изготовления.

Рис. 8. Процесс производства арочного окна.
Стеклопакеты с отверстием под кондиционер
Стеклопакеты с отверстием обычно применяются для обеспечения вывода мобильного или напольного кондиционера. Необходимость в установке таких кондиционеров обычно продиктована отсутствием других выходов для кондиционера. Причиной монтажа такого стеклопакета может быть нежелание нарушать внешний вид здания, нецелесообразность затрат на установку сплит-системы и т.д. Среди особенностей подобных стеклопакетов стоит отметить, что отверстия в стеклах вырезаются индивидуально в соответствие с размером шланга кондиционера. Кроме того, такие стеклопакеты изготовляются исключительно в заводских условиях, в которых возможно соблюдение безопасности, прочности и герметичности стекла.
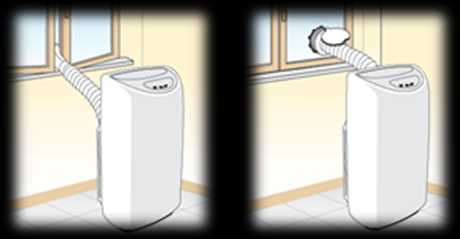
Рис. 9. Стеклопакет с отверстием под кондиционер.
Стеклопакеты с отверстием под вентилятор
Также существует возможность производства стеклопакетов с отверстием под вентилятор. Такие стеклопакеты также изготовляются по индивидуальным заказам. Стоит заметить, что подобные стеклопакеты не имеют аналогов, так как выполнить отверстие в уже готовом изделии невозможно по причине потери целостности конструкции. Помимо этого, нарушится и герметичность стекла. Изготовление и монтаж стеклопакетов с отверстием требует ювелирной работы, которую может выполнить только мастер. Поэтому не стоит самостоятельно устанавливать такие окна, а доверить этот процесс профессионалам.

Рис. 10. Стеклопакет с отверстием под вентилятор.
okna-biz.ru
как делают пластиковые окна. Рассказ про производство.
Компания “Окна Смарт” никогда не станет (потому что просто не рискнёт) предлагать для жителей Петербурга пластиковые окна, в качестве которых сомневается хотя бы на йоту.
В домах, квартирах, коттеджах и офисах наших сотрудников, друзей нашей компании, знакомых наших знакомых стоят окна только из профиля Века (Veka). Естественно, лично нам уже не нужно объяснять, почему Века (Veka) – самый лучший профиль! Подними любого нашего сотрудника среди ночи и мы скажем – что действительно важно в любом окне: качество пластика, продуманный инженерный дизайн, замкнутое армирование из стали не меньше 1,5 мм, толщина внешних стенок профиля не меньше 3 мм и так далее. Но и этих условий не всегда достаточно! Следуя простой человеческой логике, важно понимать, что даже из самой дорогой, качественной муки и отборных куриных яиц можно напечь таких блинов, что, блин…
Для всех желающих разобраться в этом вопросе мы хотим показать и рассказать о том, как изготавливаются наши пластиковые окна Века (Veka), производство которых было основано в 2001 году!
Профиль для пластиковых окон. Стальные усилители.
Весь профиль поступает на склад с оригинального завода-производителя длинными 6-ти метровыми хлыстами. Для этого используются металлические паллеты, чтобы избежать каких-либо деформаций при транспортировке. Так как – окна пластиковые и не могут существовать без качественного армирования, тут же рядышком должен находиться и замкнутый металлический профиль из оцинкованной стали, толщиной не менее 1,5 мм. (согласно требовательным рекомендациям Веки):


Нарезка профиля. Армирование. Фрезерование отверстий
Ровно так же как и при производстве деревянных окон, деревянный брус напиливается на отрезки нужной длины и потом обрабатывается на торцовочном станке, пластиковый профиль необходимо нарезать чётко по длине, потом сделать запил под 45 градусов, для дальнейшего сваривания углов, вставить и закрепить металлическое армирование, сделать все необходимые отверстия для ручек и т.п.

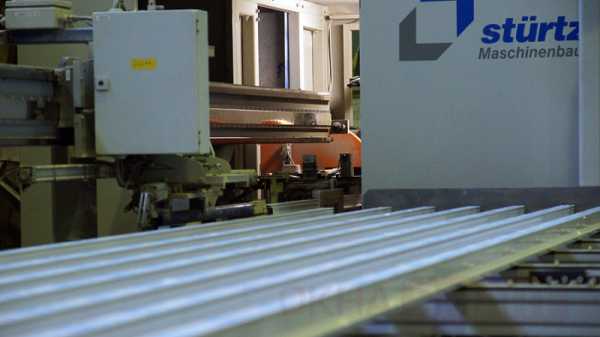
Для лучшего понимания хотим отметить, что на многих оконных предприятиях Санкт-Петербурга этот процесс совершенно ручной. Там вместо роботизированной линии стоят специальные люди и вручную, циркулярной пилой нарезают отрезки необходимой длины. Вряд ли можно утверждать, что в этом случае качество будет стабильным. На нашем заводе всё оборудовано современнейшими (и очень дорогими) станками немецкой компании Sturtz. Весь процесс от раскроя профиля, до фрезерования отверстий осуществляется автоматически, высокоточными машинами, с фрезами и дрелями с автоматическим позиционированием.



Сварка конструкции
Дальше, нарезанный пластиковый профиль ВЕКА поступает на полуавтоматический 4-х головочный сварочный комплекс, где под температурой 250°С осуществляется сварка углов будущей оконной конструкции.


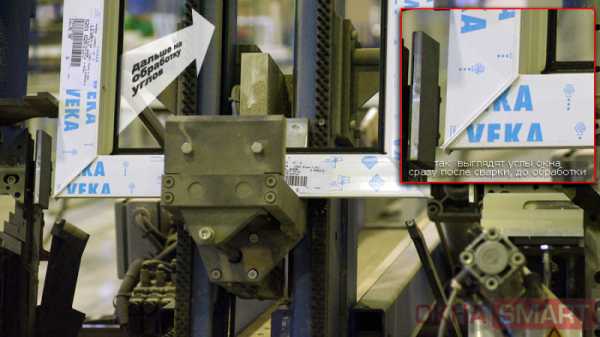
Обработка углов
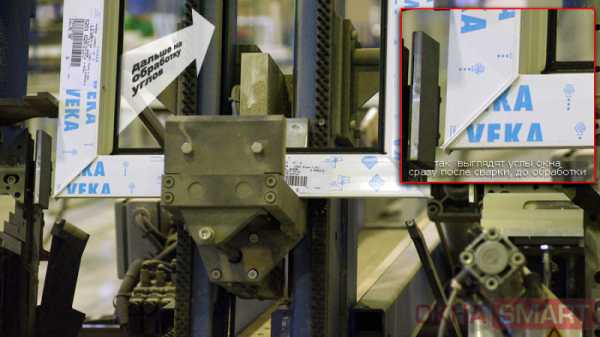
После сварки необходимо произвести обработку сварочных швов по углам конструкции. Сразу после сварки они выглядят как-то вот так:

Обработка углов также осуществляется в полностью автоматическом режиме! Согласно технологии, перед обработкой, окно должно полежать некоторое время на столе охлаждения.

Изготовление арочных конструкций
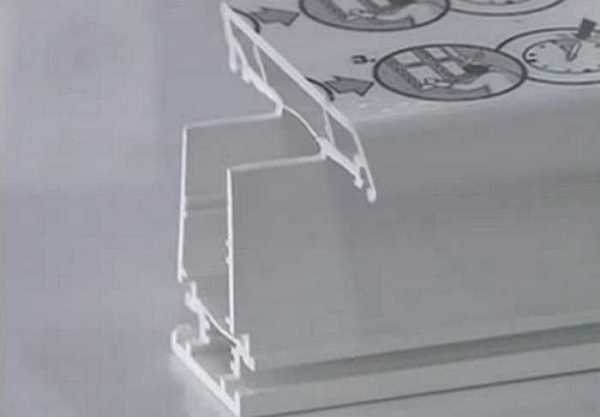
Арочные окна изготавливаются вручную, по достаточно простому принципу. Профили нагреваются до состояния эластичности и фиксируются:



Идём дальше.
Установка уплотнителя, фурнитуры, импостов.
Следующим шагом устанвливаестя уплотнитель. Эта операция осуществляется вручную. В случае, если окно изготовлено из системы Veka Euroline Pro, установка уплотнителя не требуется, так как профиль идёт уже вместе со всеми уплотнительными контурами.



Комплектация заказа
Параллельно с изготовлением окон осуществляется полная комплектация заказа: нарезка в размер подоконников, откосных панелей, изготовление водоотливов, москитных сеток, формирование полного объёма необходимых материалов для выполнения качественного монтажа, включая монтажную пену, силикон, крепёжные элементы и т.д. и т.п.


Установка стеклопакетов. Окончательная сборка окон и контроль качества.
Ну вот, мы выходим на финишную прямую. Наши окна практически готовы! Осталось установить стеклопакеты, смонтировать створки на рамы. Когда это всё будет сделано, служба контроля качества оценить всю проделанную работу и отправит изделие на отгрузку.



Склад временного хранения
Напоследок, несколько фотографий со склада готовой продукции:





Бонус: короткий видео-ролик о производстве окон
смотреть на yotube.com или ниже:
oknasmart.ru
Технология производства пластиковых окон
Главная » Обзоры » Технология производства пластиковых оконОглавление
Компания «Вега» — поставщик высокотехнологичного оборудования для производства стеклопакетов, мебельной, стекольной промышленности и интерьерных решений. Мы предлагаем в продажу, обслуживаем и продаём оборудование для производства стеклопакетов — высокоавтоматизированное, качественное и недорогое.
В этой статье из серии о производстве пластиковых окон и организации собственного бизнеса, мы расскажем Вам о технологии производства пластиковых окон, или как их называют в народе стеклопакетов.
Сразу следует отметить, что производство стеклопакетов и пластиковых окон — это не одно и то же, потому что стеклопакет представляет собой герметичную конструкцию из двух и более стёкол, а пластиковое окно состоит из: одного и более стеклопакетов, совмещённых со створкой, рамой, импостами (металлопластиковыми элементами внутри оконного блока из нескольких стеклопакетов). Но это лишь в двух словах. Конструкция пластикового окна гораздо сложнее.

Рис. 1. Металлопластикове окно
Процесс производства пластиковых окон
Процесс производства пластиковых окон начинается с производства стекла нужного качества и размера, сборки стеклопакетов, производства оконных профилей ПВХ и стальных армирующих вставок. Назовём это всё заготовками для производства стеклопакетов и пластиковых окон и оставим за рамками данной статьи. Технология производства стеклопакетов была описана ранее здесь в серии статей про стеклопакеты. Поэтому, рассмотрим процесс производства именно пластиковых окон отдельно от остального, предположижв, что стеклопакеты, профили, фурнитура и прочие материалы уже есть в наличии.

Рис. 2. Конструкция оконного блока
Когда готовые стеклопакеты и заготовки поступают на производство стеклопакетов, то собираются в оконные блоки, которые потом устанавливаются на объекте заказчика.
В процессе производства пластиковых окон:
- По замерам создаётся электронный чертёж будущего окна;
- Нарезаются заготовки профилей из ПВХ для створок, рамы и импоста;
- В заготовках проделываются отверстия для отведения влаги и фурнитуры;
- Нарезаются, устанавливаются и закрепляются армирующие профили в — ПВХ;
- Профили ПВХ сплавляются на специальном станке;
- Шлифуются сварочные швы;
- Импосты фрезеруют по шаблону и прикрепляют к оконному блоку;
- Монтируется обвязочная, ответная фурнитура, ручки;
- На раму и створки прикрепляются резиновые уплотнители;
- Створки закрепляются в раме;
- Стеклопакеты устанавливаются в рамы и уплотняются;
- Перед выпуском стеклопакет проверяется на качество.
Кажется довольно просто, но рассмотрим каждый этап по отдельности.
Аспекты технологии производства пластиковых окон
1. Подготовительный этап. К заказчику выезжает замерщик, который снимает замеры оконного проёма с учётом специфики установки пластиковых окон в зданиях с различной конструкции. По замерам, с учётом градостроительных норм и пожеланий заказчика создаётся электронный чертёж или схема, по которой производятся оконные блоки нужных размеров и конфигурации.
2. Заготовка и нарезка профилей. Профили из ПВХ представляют в разрезе многокамерные изделия. Чем больше камер, тем лучше энергосберегающие свойства обеспечивает пластиковый профиль. Существуют профили с количеством камер от 1 до 8. Для России рекомендуется использовать профили с количеством камер от 3 до 5. Профильные заготовки необходимо нарезать на отрезки запланированной длины. Оба конца каждой заготовки обрезаются одновременно, под углом, двухголовой дисковой пилой со специальным диском с высокой скоростью вращения.
3. Прорезание отверстий для водоотведения и фурнитуры. Для того, чтобы между профилем и стеклопакетом не образовывался губительный для всей системы конденсат, в створочном профиле проделываются дренажные отверстия на равном расстоянии от краёв и друг от друга. На специальных станках или вручную по шаблону проделываются отверстия под ручку и фурнитуру. Прорезается паз под замок. Однако этот этап производства пластикового стеклопакета может быть отсрочен до сплавления сборки створок и рамы.
4. Нарезка, установка и закрепление армирующих профилей. Стальные армирующие профили, придающие жёсткость профилям из ПВХ и всей конструкции нарезаются маятниковой дисковой или ленточной пилой по шаблону и зачищаются от заусенцев и подгоняются на шлифивочном станке. Армирующие профиле в процессе производства вставляются в профили из ПВХ и закрепляются с помощью саморезов.
5. Сплавление профилей. Нарезанные и армированные профили соединяются на специальном станке под давлением при высокой температуре. Чтобы обеспечить высокую прочность и симметрию профилей створок и рам предпочтительно применять автоматы, одновременно осуществляющие сплавление по всем четырём углам. В ходе этого процесса в зазоры между профилями опускаются нагревающие элементы с тефлоновым антипригарным покрытием, которые доводят материал торцов до состояния плавления. Потом нагревательные элементы поднимаются и составные части рамы или створки сдавливаются. После остывания автомат проводит испытание соединения на прочность, оказывая определённое давление с нужной длительностью на ответственные точки конструкции.
6. Шлифовка сварочных швов. Затем сварочные швы со всех сторон шлифуются фрезерной машиной с ЧПУ по заданной конфигурации, чтобы обеспечить правильную форму продукта и презентабельный внешний вид пластикового окна.
7. Фрезеровка и закрепление импостов. Импостом называется часть оконной рамы или створки, которая резделяет оконный блок на несколько секций из стеклопакетов. Чтобы импост подошёл к готовой оконной конструкции, его надо подогнать с помощью фрезерной установки с ЧПУ по шаблону под получившееся окно. Что и производится на данном этапе. После чего необходимо закрепить импосты в оконной конструкции с помощью фурнитуры в виде уголков и саморезов.
8. Монтирование обвязочной, ответной фурнитуры и ручек. Далее на специальном стенде или вручную по шаблону монтируется обвязочная фурнитура, ручки, замки и ответная фурнитура. Так как окна бывают разной конфигурации и размеров, то обвязочную фурнитуру иногда тоже требуется подгонять по размеру, обрезать по шаблону и позиционировать в нужных местах. Ручка закрепляется в двух местах и пропускается в центральное осевое отверстие, где соединяется с замком, который выступает с внешнего торца створки и должен совпадать с ответной фурнитурой на раме.

Рис. 3. Уплотнение зазоров
9. Уплотнение. Уплотнители из каучука или более современного материала прикрепляются в специальные пазы для устранения зазоров между рамной и створочной заготовкой с внешней и внутренней стороны. Также уплотнитель прикрепляется на створку перед установкой стеклопакета между створкой и будущим стеклопакетом. Например, как это показано на рисунке. Следует отметить, что для уплотнения зазоров разных частей окна применяются уплотнители разной формы.
10. Навешивание створок. Далее створки устанавливаются в рамы с импостами в той последовательности, как это предусмотрено проектом. В принципе, неоткрывающаяся часть окна, получившаяся за счёт импоста может быть застеклена в первую очередь.
11. Застекление. Перед установкой стеклопакетов в створочные профили или в профиль рамы с импостом устанавливаются вставки, обеспечивающие определённый зазаор между профилем и стеклопакетом, предусмотренный технологией производства пластикового окна. Далее устанавливается сам стеклопакет. Стеклопакет закрепляется штапиками, которые тоже нарезаются сначала нужной формы и длины. Короткие штапики нарезаются точной длины, а длинные — чуть больше нормы. Штапики и закрепляются в специальные пазы — от коротких к длинным с помощью молоточка с нецарапающей, нерезрушающей пластик и стекло поверхностью. С помощью штапика или уплотнителя обеспечивается достаточно плотное и надёжное крепление стеклопакета в раме.
12. Проверка качества. После процесса изготовления пластиковый пакет проверяют на предмет работоспособности обвязочной фурнитуры, герметичности, чистоты и отправляют клиенту для последующего монтажа.
Прочие аспекты и заключение
Технология производства пластиковых окон может в значительной степени отличаться от описанной выше, в зависимости от применяемого оборудования, проекта и наличия декоративных решений. Например, створки и рамы иногда оклеивают цветной плёнкой до нарезки, для получения более широкой палитры готовых изделий, а на некоторых производствах применяют полуавтоматизированные или ручные инструменты в большем числе. Также существуют различные технологии утепления окон, что вносит ещё больше разночтений в этой вязи.
Однако, в условиях экономического кризиса в Европе и в России, небольшие и слабо автоматизированные производства пропадают. Спад самого производства происходит более медленно и по большей мере за счёт почивших компаний. Поэтому, если Вы хотите обеспечить конкурентоспособность производства окон ПВХ, стоит задуматься о более серьёзной его автоматизации. Для этого Вам может потребоваться оборудование для производства стеклопакетов, которое предлагает наша компания. Компания «Вега» — поставщик высокотехнологичного оборудования в Россию.
www.vegasd.ru
Процесс производства платиковых окон от а до я
Линия по производству пластиковых окон основывается на целом ряде станков, которые выполняют всю подготовительную и основную работу по изготовлению конструкций. На каждом отдельном технологическом этапе предусматриваются индивидуальные станки для производства пластиковых окон.
Технология производства пластиковых окон делится на следующие шаги:
- Бизнес по производству пластиковых окон начинает свое существование с резки армирующего профиля для будущей оконной конструкции. Для этого этапа применяются специальные пилы для резки армирования, которые снабжаются абразивными отрезными кругами либо дисками для резки по металлу. Далее, для удаления заусенцев, армирующий профиль следует на наждачный станок.
- Второй этап предвидит резку ПВХ профиля. Для этого используются специальные станки для производства пластиковых окон, а именно: одноголовочные или двухголовочные усорезные пилы, которые отличаются горизонтальной или вертикальной посадкой диска для резки пластика.

- Фрезерование отверстий водоотвода. Для этого применяется фрезерный станок с хвостовиком в 8- 12 мм и длиной рабочей части в 30- 50 мм, а также одноперой концевой фрезой, диаметр которой 5 мм. Помимо этого, фрезерование может осуществляться вручную при помощи электродрели и сверла, диаметр которого 5 мм.
- Армирование ПВХ профилей металлическими армирующими профилями. Операция осуществляется при помощи специального станка, который крепит армирование с примнением специальных подкладок. Армирование может осуществляться и вручную, используя ручную дрель или шуруповерт.
- На копировально- фрезерном станке выполняется сверление отверстий нужного размера для ручки и процедура фрезерования фурнитурного европаза створки.
- Фрезерование торцов импоста с помощью фасонных фрез.
Важно:
При сборке импоста, цех по производству пластиковых окон руководствуется технической документацией производителя ПВХ профиля.
- Сварка профилей коробки и профилей створки. Процедура сварки выполняется при помощи специального сварочного станка, который оснащен четырьмя сварочными головками. Сварка осуществляется при температуре в 250 градусов и длится около минуты.
- Установка подставочного профиля и сборка импоста. Данная операция выполняется только лишь вручную на столе для сборки при помощи шуруповерта или электродрели.
- Установка уплотнительных профилей. Эти комплектующие для производства пластиковых окон могут заводится в приемный паз специальным закаточным роликом или вручную. Для стыковки концов уплотнителя, берется циано-акрилатный секундный клей.
- Навеска оконной фурнитуры.
- Фурнитура поворотной створки устанавливается в таком порядке:
- основной запор;
- угловые переключатели;
- нижняя и верхняя петли;
- средние запоры сверху и снизу створки;
- дополнительный петлевой прижим;
- ответные планки запорного механизма;
- верхняя и нижняя петли.

- Процедура резки штапика и установки стеклопакета. Для резки штапика применяют штапикорезный станок. При установке стеклопакета, завод по производству пластиковых окон придерживается конструкторской документации. Регулировка фурнитурных механизмов осуществляется строго в вертикальном положении на стенде. После окончания процесса регулировки фурнитуры и проведения контроля качества, полностью завершено оконное производство и монтаж пластиковых окон может осуществляться специализирующимися организациями.
Похожие записи
wallsgrow.ru
Как изготавливают пластиковые окна — Всё об окнах
Технология производства пластиковых окон
Сборка пластиковых окон
Пластиковые окна изготавливают из ПВХ-профилей, поставляемых изготовителям окон в виде длинномерных заготовок (хлыстов). Основные виды профилей – рамный (каркасный), створочный и импостный.
В качестве армирующего элемента используется П-образный профиль из листовой стали. Он вставляется внутрь каркасного и створочного ПВХ-профиля для придания окну необходимой прочности и жесткости.
Основная часть операций выполняется на специализированных станках (отрезных, фрезерных, сварочных и пр.). Порядок и особенности работ по сборке окон подробно излагаются в инструкциях фирм-производителей оконных профилей.
Резка профилей
Резка ПВХ-профилей осуществляется на отрезных станках, оснащенных дисковыми пилами, имеющими два фиксированных положения: под углом 45° – для рамных и створочных профилей, под углом 90° – для импостов и подставочных профилей. Элементы, подлежащие в дальнейшем сварке, должны иметь запас 2,5-3,0 мм с каждой стороны. Резка стальных армирующих профилей производится под углом 90° ножовочными или дисковыми пилами для металла.

Фрезерование водоотводных каналов
Пластиковые окна REHAU имеют дренажные отверстия, служащие для отвода влаги, которая в холодную погоду может конденсироваться на стекле. По виду они представляют собой продолговатые пазы. Их расположение и количество зависит от вида профиля. Вырезаются водоотводные отверстия с помощью электрифицированного ручного инструмента или на особых дренажных станках.

Монтаж армирующего профиля
Армирующий стальной профиль устанавливается в центральные камеры створочных и рамных профилей и закрепляется там саморезами 3,9х16/19 мм. Для заворачивания используются ручные электрифицированные или встроенные в сборочную линию шуруповерты.

Обработка торцов импоста
Для того чтобы импост правильно и точно сопрягался с рамным или створочным профилем, его торцам нужно придать определенную форму. Это делается на фрезерном станке, оснащенном специальной импостовой фрезой, которая поставляется изготовителем профиля. После обработки торцов на них устанавливаются соединители, посредством которых импост соединяется с профилем каркаса или створки.
Вырезка отверстий для замка и ручки
Работа выполняется на специальном фрезерном станке. Сверлятся отверстия под ручку, и фрезеруется прямоугольный паз под замок запора.

Сварка периметра рам и створок
Сварка профилей каркаса и створок в рамную конструкцию – очень важная операция, определяющая качество окна. Суть ее состоит в том, что кромки соединяемых деталей нагреваются сварочным зеркалом до вязкотекучего состояния и прижимаются друг к другу на время, которое требуется для охлаждения шва. Выполнятся операция на специальных сварочных станках, которые позволяют устанавливать все необходимые параметры сварки – температуру нагрева, величину давления, время нагрева и охлаждения.

При сварке на стыке образуется валик (наплыв), который необходимо удалить. Наплывы с лицевой и обратной стороны окна удаляются ножом, работающим подобно лезвию рубанка. Валик с торцевого стыка удаляется фрезой, движущейся по сложной ломаной траектории благодаря копиру.

Установка импоста
Соединители, закрепленные на концах импоста, крепятся к раме с помощью специальных шурупов. Для обеспечения герметичности места примыкания импоста к профилю рамы или створки смазываются силиконом или жидким пластиком.
Заключительные сборочные операции
На этом этапе выполняются все оставшиеся операции по сборке окна – крепится фурнитура, вставляются уплотнители и прокладки стеклопакета, навешиваются створки.

Резка штапика и установка стеклопакетов
Прежде чем устанавливать стеклопакет, нужно нарезать штапик, посредством которого стеклопакет фиксируется в раме. Удобнее всего это делать на специальном станке для резки штапика. После установки стеклопакета, штапики забиваются в предназначенные для них пазы.
Видео: Производство пластиковых окон
Хотите знать как делают пластиковые окна?
Компания «Окна Смарт» никогда не станет (потому что просто не рискнёт ) предлагать для жителей Петербурга пластиковые окна. в качестве которых сомневается хотя бы на йоту .
В домах, квартирах, коттеджах и офисах наших сотрудников, друзей нашей компании, знакомых наших знакомых стоят окна только из профиля Века (Veka). Естественно, лично нам уже не нужно объяснять, почему Века (Veka) — самый лучший профиль. Подними любого нашего сотрудника среди ночи и мы скажем — что действительно важно в любом окне: качество пластика, продуманный инженерный дизайн, замкнутое армирование из стали не меньше 1,5 мм, толщина внешних стенок профиля не меньше 3 мм и так далее. Но и этих условий не всегда достаточно! Следуя простой человеческой логике, важно понимать, что даже из самой дорогой, качественной муки и отборных куриных яиц можно напечь таких блинов, что, блин…
Для всех желающих разобраться в этом вопросе мы хотим показать и рассказать о том, как изготавливаются наши пластиковые окна Века (Veka), производство которых было основано в 2001 году!
Профиль для пластиковых окон. Стальные усилители.
Весь профиль поступает на склад с оригинального завода-производителя длинными 6-ти метровыми хлыстами. Для этого используются металлические паллеты, чтобы избежать каких-либо деформаций при транспортировке. Так как — окна пластиковые и не могут существовать без качественного армирования, тут же рядышком должен находиться и замкнутый металлический профиль из оцинкованной стали, толщиной не менее 1,5 мм. (согласно требовательным рекомендациям Веки):

Нарезка профиля. Армирование. Фрезерование отверстий
Ровно так же как и при производстве деревянных окон. деревянный брус напиливается на отрезки нужной длины и потом обрабатывается на торцовочном станке, пластиковый профиль необходимо нарезать чётко по длине, потом сделать запил под 45 градусов, для дальнейшего сваривания углов, вставить и закрепить металлическое армирование, сделать все необходимые отверстия для ручек и т.п.



Для лучшего понимания хотим отметить, что на многих оконных предприятиях Санкт-Петербурга этот процесс совершенно ручной. Там вместо роботизированной линии стоят специальные люди и вручную, циркулярной пилой нарезают отрезки необходимой длины. Вряд ли можно утверждать, что в этом случае качество будет стабильным. На нашем заводе всё оборудовано современнейшими (и очень дорогими) станками немецкой компании Sturtz. Весь процесс от раскроя профиля, до фрезерования отверстий осуществляется автоматически, высокоточными машинами, с фрезами и дрелями с автоматическим позиционированием.



Сварка конструкции
Дальше, нарезанный пластиковый профиль ВЕКА поступает на полуавтоматический 4-х головочный сварочный комплекс, где под температурой 250°С осуществляется сварка углов будущей оконной конструкции.


Обработка углов
После сварки необходимо произвести обработку сварочных швов по углам конструкции. Сразу после сварки они выглядят как-то вот так:

Обработка углов также осуществляется в полностью автоматическом режиме! Согласно технологии, перед обработкой, окно должно полежать некоторое время на столе охлаждения.

Изготовление арочных конструкций
Арочные окна изготавливаются вручную, по достаточно простому принципу. Профили нагреваются до состояния эластичности и фиксируются:



Установка уплотнителя, фурнитуры, импостов.
Следующим шагом устанвливаестя уплотнитель. Эта операция осуществляется вручную. В случае, если окно изготовлено из системы Veka Euroline Pro, установка уплотнителя не требуется, так как профиль идёт уже вместе со всеми уплотнительными контурами.



Комплектация заказа
Параллельно с изготовлением окон осуществляется полная комплектация заказа: нарезка в размер подоконников, откосных панелей, изготовление водоотливов, москитных сеток, формирование полного объёма необходимых материалов для выполнения качественного монтажа, включая монтажную пену, силикон, крепёжные элементы и т.д. и т.п.


Установка стеклопакетов. Окончательная сборка окон и контроль качества.
Ну вот, мы выходим на финишную прямую. Наши окна практически готовы! Осталось установить стеклопакеты, смонтировать створки на рамы. Когда это всё будет сделано, служба контроля качества оценить всю проделанную работу и отправит изделие на отгрузку.



Склад временного хранения
Напоследок, несколько фотографий со склада готовой продукции:





Бонус: короткий видео-ролик о производстве окон
смотреть на yotube.com или ниже:
Этот репортаж доступен в высоком разрешении.
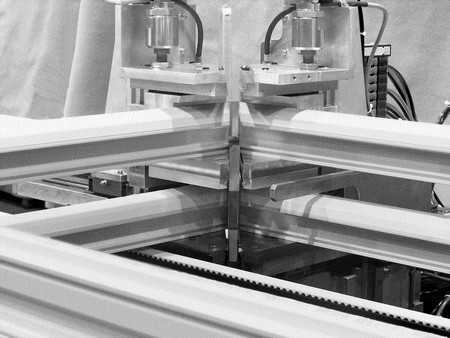
Сегодня мы с вами отправляемся на производство одной известной компании по производству пластиковых окон на российском рынке. Мы увидим завод полного цикла.

В производстве задействован не только сборочный цех, но и экструзионная линия. Вся производственная линия максимально автоматизирована. На заводе есть своя лаборатория качества. давайте смотреть как устроено производство.
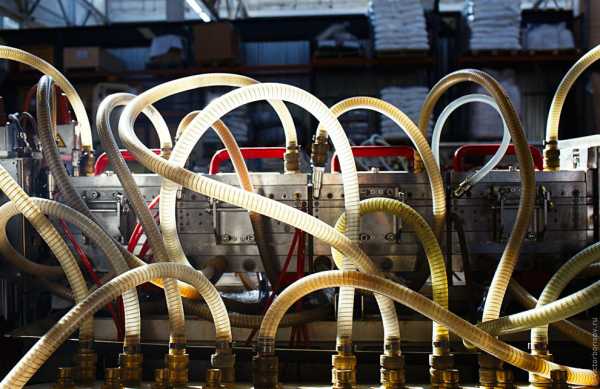
Основой любого окна является пластиковый профиль сложной конструкции. При его разработке учитывается множество параметров — стойкость к перепадам температур (линейным расширениям), прочность (статические и динамические нагрузки), минимальные габариты переплета (для увеличения полезной площади окна) и многое другое. Большинство оконных компаний покупает готовые профили, из которых уже собирают окна. Здесь на заводе установлено несколько собственных экструзионных линий:

Экструзионная линия состоит из нескольких компонентов: экструдер, калибрационный стол, протягивающее устройство, отрезная пила, приемный стол.

Сырье для производства — гранулированный или порошкообразный ПВХ. Производитель старается максимально оптимизировать использование сырья. К примеру, при изготовлении одной из моделей профиля используется повторно переработанный профиль, который остается в цехах сборки окон (после распила заготовок).

Ответственный момент запуска экструзионной линии. Слева находится экструдер, а справа — калибрационный стол. Линии периодически останавливают для очистки или перехода на производства профиля другой модели. На фото рабочий вручную направляет сырую массу из экструдера в секцию калибраторов:

Экструдер состоит из несколько пластин (фильер), через которые выдавливается расплавленная масса ПВХ. На этом этапе формируется предварительная форма будущего профиля:

После этого профиль попадает на калибрационный стол. Это серия из нескольких калибраторов в которых посредством вакуума полимерная масса притягивается к формующим поверхностям:
Калибраторов на линии может быть несколько. Чем их больше — тем выше качество получаемого профиля.
После прохождения через калибраторы профиль необходимо охладить. Это делается в длинной ванне с водой.
Сразу же за калибрационным столом находится протягивающее устройство, которое в автоматическом режиме вытягивает уже готовый профиль.За тем, чтобы скорость выхода профиля из экструдера и скорость протяжке были равными следит специальный сервер, если скорости будут отличаться — это может сказаться на геометрии профиля. Сервер отслеживает изменения и корректирует скорости. Здесь же располагается отрезная пила, которая нарезает профиль на секции длиной по 6 метров, причем резка происходит почти за секунду и без остановки линии — пила движется вместе с профилем в процессе резки:

Параллельно работает линия по производству штапиков (узких реек, служащих для укрепления стекол в каркасе):

Здесь идентичная экструзионная линия, но процесс состоит из двух частей. Сначала производится жесткая часть штапика, после чего на ее кромки наплавляется мягкий ПВХ. В левом нижнем углу можно увидеть протягивающий механизм:

В соседнем помещении находится лаборатория контроля качества. Абсолютно все партии профилей проходят испытания, пробы берутся несколько раз в сутки. Проверяют прочность самого профиля, прочность сварных швов. а также контролируют цвет и белизну профиля с помощью спектрофотометра:
Изготовленный профиль на поддоне:

Завод не ограничивается выпуском профилей белого цвета, в ассортименте также есть бежевые и темно-коричневые профили, окрашенные в массе. Но спрос диктуют покупатели, поэтому кроме этого на заводе осуществляется нанесение различных ламинационных пленок, которые имеют не только рисунок под дерево, но и объемную фактуру.
На завод пленка поступает в рулонах шириной по 50 см и длиной порядка 550-600 метров. На фото видно как она разрезается и формируются новые мотки, исходя из особенностей модели для которой они будут использованы. Отходов не остается:

Сначала профиль разогревается с помощью нескольких тепловых ламп и пушек, одновременно обдуваясь ими, защищая профиль от попадания пыли. На пленку, тем временем подается клеевой состав, и затем под давлением она приклеивается к профилю, и убираются остатки клея. В итоге после сушки оторвать пленку от профиля практически невозможно, она становится его частью:
Как правило, пленки идут для загородного строительства или для внутренней стороны помещения, а современные жилые комплексы красятся по фасаду. По заказу можно окрасить профиль в любой цвет (и оттенок) по международной таблице RAL специальными красками с хорошей адгезией к ПВХ.

Дальше идет цех сборки. Важной частью будущего окна является стальной профиль, который придаёт жесткость всей конструкции. Сначала его нарезают на части удобные для работы из 6-ти метровых хлыстов с помощью ленточной пилы. Такой профиль устанавливается в коробку почти всех моделей. Для створок, как правило используют усеченный профиль. А в новейших моделях, для увеличения полезной площади остекления применяются инновационные решения с вклеиванием стеклопакета, который по сути, принимает на себя функцию армирования:

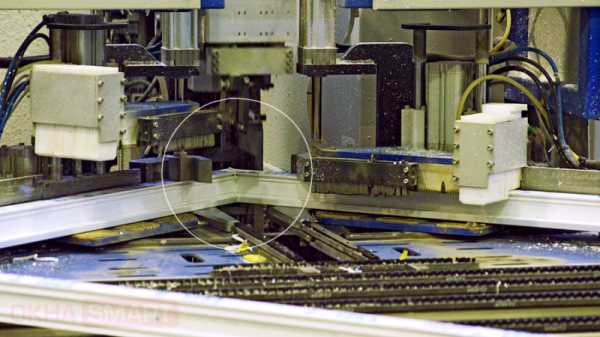
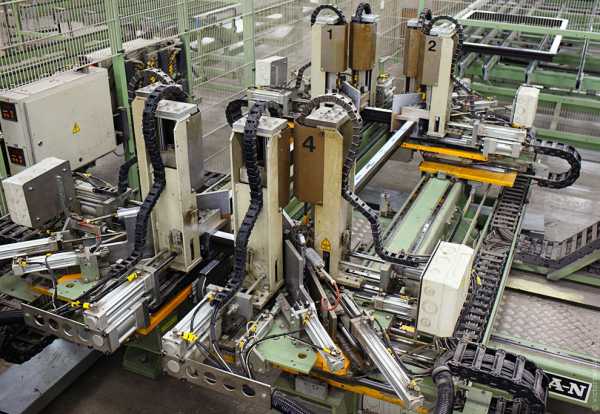
Профиль попадает на практически полностью автоматизированную линию. Здесь происходит резка отдельных элементов будущего окна и фиксация стального профиля внутри рамы:

На каждый элемент приклеивается этикетка с указанием номера заказа и размеров. Табло слева — указание для оператора, в какой последовательности и какой длины выходят отрезанные элементы окна. Справа видна маркировка наклеиваемая на детали, для внутреннего использования. На фото внизу видно, как станок укладывает профиль для последующего развоза по отделам:

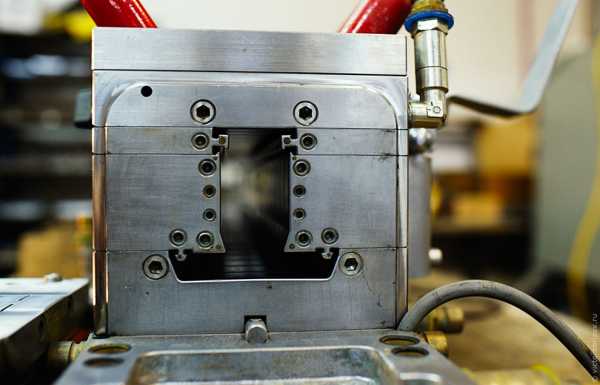
Робот самостоятельно определяет размеры будущего окна, а процесс сварки проводится автоматически и одномоментно во всех четырех углах, за счет чего достигается идеальная геометрия будущей конструкции:

Оператор здесь нужен только для того, чтобы разложить части профиля по сторонам, дальше происходит автоматический нагрев торцевых сторон профиля и сжатие.
Затем рама движется по конвейеру на участок автоматической зачистке швов. Рядом изготавливают импосты. Их роль может быть как декоративной (соблюдение дизайна фасада), так и функциональной — усиление сопротивления ветровым нагрузкам. Такие ребра жесткости способны удерживать створки, и чаще всего именно для этой функции и применяются:

Их устанавливают вручную:

Затем в раму устанавливается уплотнитель. Скорость этого рабочего феноменальна

Финальная операция — установка фурнитуры и механизмов — выполняется автоматически:

Оконная рама готова, теперь нужно сделать стеклопакет. Стекла поступают на производство огромными листами 6000×3210 мм, это так называемый Jumbo-формат. Для их перевозки используют специальный полуприцеп-стекловоз, с полностью независимой подвеской колёс и грузовым отсеком расположенным между осями. Стекловозы приезжают на завод в 5 утра, поэтому эту фотографию я попросил на заводе:
Процесс нарезки стекол не менее интересен. Заказы поступают со всех офисов компании в автоматическом режиме (свыше 200 точек по России) и сервер рассчитывает поток таким образом, чтобы при нарезке стекла на прямоугольники и треугольники, не оставалось отходов стекла. Так же этот массивный агрегат может вырезать стекла любой формы, в том числе круги и дуги со сложными радиусами. В процессе резки в место раскройки подается специальная жидкость, облегчающая разделение нарезанных частей стекла:

Перед оператором на мониторе схема резки листа с номерами секторов, для раскладки отрезанных кусков. Розовым цветом помечен текущий ряд, с которым работает оператор:

Нарезанные стекла расставляют по номерам на стеллаже и перевозят на линию сборки:

Спейсеры (внутренний разделитель между стёклами) автоматически сгибаются в прямоугольники. Но конструктивно они несут еще одну важную функцию — внутрь засыпается силика-гель, который препятствует выпадению конденсата внутри стеклопакета. Это необходимо, так как даже в осушённом воздухе или аргоновой смеси, невозможно исключить наличие влаги, которая неизменно выпадет конденсатом при изменении температуры и давления до уровня точки росы:
По периметру на спейсер наносится клеевой состав:

Стекла тем временем проходят через автоматическую мойку:

А затем оператор вручную приклеивает спейсер к одному из стекол:

Для снижения теплопотерь внутрь стеклопакета закачивается аргон. После того, как заполнение аргоном завершено, два стекла прижимаются друг к другу. После этого, на стеклопакет наносится второй слой герметизации и он отправляется на сушку.

Подготовка к установке стеклопакета:

Установленный стеклопакет закрепляется штапиком:

Все изделия упаковываются в пленку, чтобы не запачкаться при транспортировке и не заносить уличную грязь на место будущего монтажа.
Но это еще не все. Здесь же расположена испытательная лаборатория, где проводят испытания как выпускаемой, так и разрабатываемой продукции. Это температурные испытания, проверка геометрических искажений стекла, стойкость к кислотам и солям, испытания ресурса фурнитуры на количество открываний/закрываний и т.д:

Ну и напоследок заглянем в цех производства нестандартных изделий. Здесь работает больше всего людей. Все операции полностью механизированы, но подачу материалов производят вручную.
Здесь изготавливают такие сложные вещи как арочные и круглые окна. Всё просто. Сначала на столе собирают изогнутую форму, затем внутрь профиля вставляют гибкие шнуры и погружают его в ванну с глицерином (его температура кипения выше, чем у воды). Затем вынимают и раскладывают по установленным направляющим на столе для остывания:

Затем сварка и зачистка швов:

На сегодня это все. Так делают пластиковые окна.
Понравилась статья? Расскажи друзьям:
Источники: http://www.stroypraym.ru/2011-07-04-13-26-35/konstrukciya-okon/1887-tehnologiya-proizvodstva-plastikovyh-okon.html, http://oknasmart.ru/plastikovie_okna/kak-delayut-plastikovie-okna, http://loveopium.ru/texnologiya/plastikovye-okna.html
1oknn.ru