Оборудование для производства сэндвич панелей пвх – Производство сэндвич панелей ПВХ: технология, оборудование и комплектующие
Оборудование для производства ПВХ сэндвич панелей
Описание и характеристики составляющих оборудования:
Станок СРУ-1 для резки полистерола
Технические характеристики станка:
*Количество режущих нитей 11шт
*Толщина режущих нитей 0.5 мм
*Длина режущих нитей 75 см
*ступенчатое и плавное регулирование нагревом
*Нити используемые при резке Нихром или Вольфрам
*Установленная мощность 4 Квт
*Напряжение питающее 220 В
*Габариты станка Д*Ш*В – 6.600*1300*4.200
*Вес станка 90 кг
На данном оборудовании производится нарезка внутреннего вкладыша ( пенопласта или экструдированного полистирола) на необходимые толщины (8.8, 22, 30) для последующей сборки сэндвич-панелей.
Станки для резки полистирола содержат в себе нихромовые струны диаметром 0.5 мм. для раскроя блока экструдированного полистирола (с габаритным размером 3000х600х100). Не рекомендуется использовать нить диаметром 0.3 мм, поскольку при длительной нарезке такая нить чаще провисает, подтягивать ее приходится чаще, вследствие чего она часто обрывается, что приводит целый блок в негодность. Нихромовая нить толщиной 0.5 мм довольно прочна и значительно более долговечна при использовании, она обеспечивает качественную резку и выдерживает длительные нагрузки.
Блоки экструдированного полистирола можно нарезать, используя несколько моделей оборудования.
Комплект поставки станка по нарезке полистерола:
1.Станок СРУ -1 (в собранном виде)
2.Пульт управления станком
3.Тележка подачи блока
4.Паспорт станка
5.Нихромовая нить -20 м.
Станок для раскроя сэндвич панелей РС-Авто
-максимальная толщина разрезаемой панели 50 мм
-режим автоматический
-2-х головочный рез
-размер разрезаемого листа 2000*3000 мм
-контроллерная система Schneider
-система пневматического прижима Camozzi
Комплект поставки станка:
1.Станок РС -Авто (в собранном виде)
- Пульт управления станком
3.Паспорт станка
Станок СГР для резки полистерола
Станок по нанесению клея СНКР-2
Технические характеристики станка
*Расход клея на 1 лист 550 гр
*Питающее напряжение сети 220В
*Потребляемая мощность 1Квт
*Габариты станка Д*Ш*В – 4000*1750*1500
*Обслуживающий персонал 2-3 человека
Установка для нанесения клея является рольгангом модульного типа с установленной на нем движущейся кареткой, оснащенной системой для нанесения клея и баком. Установка наносит клей полосой, максимальная ширина которой 1500 мм. Ширина полосы регулируется путем перекрытия форсунок подачи клея. Используется обычный клей (прогодный и для ручного нанесения), который форсунки подают струей, а не распыляют под большим давлением. Выходные отверстия форсунок, число которых – 198 шт., выполнены с диаметром 1,2 мм. На одну панель в среднем расходуется 500 грамм клея. Установка оснащена устройством, которое при обратном ходе каретки нанесенный слой клея опрыскивает мелким водяным туманом. Для этого в конструкцию установки включены: система распыления , водяной насос, емкость для воды, а также дополнительный блок управления, размещенный в общем пульте управления . Модификации и цены на установки приведены ниже:
- короткая ручного типа (4 метра).
- длинная ручного типа (7 метров).
- короткая автоматическая (4 метра)
- длинная автоматическая (7 метров)
Комплект поставки станка СНКР-2
1.Станок (в собранном виде)
2.Паспорт станка.
Пресс механический ПМР-06
Технические характеристики пресса ПМР -06:
*Габаритные размеры ПрессаД*Ш*В – 3000*1500*1200
*Масса 200кг
*Обслуживающий персонал 2 человека
Нижняя плита пресса представляет собой основание, на котором пакет панелей собирается и формируется. После того, как панели собраны, устанавливается верхняя часть пресса с фиксирующими плиты винтовыми опорами, и излишки воздуха выдавливаются, что обеспечивает ровное проклеивание продукции по всей поверхности. Для свободного перемещения по цеху пресс оснащен колесами.
Комплект поставки пресса:
1.Пресс в сборе
2.Паспорт пресса
Станок для торцовки кромок пвх сендвич панелей СТП-07
Технические характеристики станка СТП-07:
*Габаритные размеры станка Д*Ш*В- 4.500*2.200*1300
*масса станка 260 кг
*Напряжение сети 380В
*Потребляемая мощность 4.4 Квт
*Обслуживающий персонал 2 человека
Очень значимым и необходимым для производителя сэндвич-панелей является торцовочное оборудование.
После выдержки высохших и отстоявшихся сэндвич-панелей в прессе рабочим предстоит сложная ивесьма трудоемкая работа по вскрытию, обрезке и укладке изготовленной продукции в паллеты, которая требует большой аккуратности.
Дело в том, что опрессовка сэндвич-панелей выдавливает по их торцам излишки клея и воды, которые использовались при склеивании панелей между собой. С течением времени высохший клей становится твердой и упругой массой, плотно склеивающей панели между собой.
Чтобы обычным канцелярским ножом обрезать получившуюся клеевую кромку, как это делается у большинства производителей, в среднем нужно минут пять. Кроме того, внешний вид панели от такой обрезки далек от совершенства. Оборудование для ПВХ панелей не может считаться полноценным если у Вас нет этого станка , который существенного облегчит производство сэндвич панелей ПВХ, сэкономит время, причем на выходе у производителя получается внешне привлекательная и качественная продукция.
1.Станок в собранном виде
2.2 пилы для резки ПВХ в комплекте
3.Пистолет для продувки стружек
Станок раскроечный для ПВХ сэндвич панелей (толщина реза до 42 мм)
Станок предназначен для раскроя на необходимые размеры ПВХ сэндвич панелей.
Принцип работы: оператор укладывает на станок панель и выставляет необходимый размер при помощи двух линеек и поворачивает вертушок, далее при помощи двух пневмоцилиндров балка прижимает панель. На подвижной каретке имеется кнопка «Пуск» для запуска пилы. Включив кнопку пила раскручивается и оператор начинает вести каретку, отрезая панель. Обрезав панель возвращает каретку в исходное положение .
Технические характеристики:
— Габаритные размеры Д*Ш*В- 4200*1500*1300
-Питание сети 380В. Мощность двигателя 2.2 кВт
-Вес станка 280 кг
Комплект поставки:
1.Пистолет для продувки стружки
2.Измерительные линейки
3.Пильный диск
promkompany.ru
виды и характеристики :: BusinessMan.ru
Широкое распространение в качестве теплоизоляции наружных и внутренних стен полимерные материалы получили относительно недавно. Одними из самых распространенных являются многослойные структуры, объединившие в себе механическую прочность и низкий коэффициент теплопроводности. Правильно подобранное оборудование для производства ПВХ сэндвич-панелей поможет грамотно организовать выпуск этого теплоизоляционного материала.
Описание продукта
Для создания полноценной технологической линии необходимо внимательно ознакомиться с этим продуктом и процессом его изготовления. Сэндвич-панель представляет собой многослойную структуру, состоящую из 2 видов полимерных материалов:
- Защитный. Изготавливается из ПВХ с применением различных добавок. Толщина листа составляет от 0,2 до 0,6 мм в зависимости от области применения продукта.
- Теплоизоляционный. Чаще всего это вспененный полистирол или другая его модификация, получаемая методом экструзии.

Защитные поверхности предохранят конструкцию от механических повреждений и попадания влаги в область утеплителя. Полистирол же обеспечивает должный показатель коэффициента сопротивления теплопередачи. Общая толщина изделия колеблется от 8 до 32 мм.
Технологическая схема по производству сэндвич-панелей состоит из нескольких этапов. Но прежде чем организовывать производство сэндвич-панелей для откосов, необходимо более подробно узнать о принципах изготовления и требуемом оборудовании.
Технология изготовления
Для правильной организации производственного процесса необходимо заранее позаботиться о поставках комплектующих – ПВХ-листов и полистирола. Их размеры должны быть максимально приближены к габаритам готовых изделий. Это уменьшит отходы при порезке.

В большинстве случаев технология изготовления представляет собой последовательность следующих процессов:
- Стол для обработки пенопласта. Он представляет собой решетчатую конструкцию, в комплектацию которой входит режущий механизм. Чаще всего используют нити из нихрома или вольфрама.
- Изготовление просечек на поверхности пенопласта. Для оптимизации процесса нередко эта функция присутствует в столе для порезки пенопласта.
- Нанесение клея. Оборудование для производства ПВХ сэндвич-панелей должно включать в себя станок для обработки поверхности плит связующим составом.
- Прессование. Это окончательный этап, во время которого на изделие производится воздействие давлением. Данная процедура необходима для образования неразрывных связей между листами ПВХ и слоем полипропилена.
При надобности производится корректировка размеров сэндвича путем срезания его кромки.
Обработка утеплителя
В большинстве случаев в качестве утеплителя используют полистирол. Размеры стандартных листов не всегда соответствуют габаритам пластиковых панелей. Поэтому перед началом процедуры склеивания утеплитель должен пройти процедуру обработки.

Сначала выполняют обработку исходных материалов – порезка до нужного размера. Далее на поверхности пенополистирола делают продольные углубления толщиной до 5 мм для нанесения клеевого состава. Станки для производства сэндвич-панелей, которые должны выполнять эту функцию, имеют специальный движущийся блок с тонкими вольфрамовыми нитями. При их нагреве место отреза будет не только идеально ровным, но и произойдет обработка торца утеплителя. Это предотвратит появление каверн, которые снизят качество всего изделия.
Оклейка поверхности
Оборудование для производства ПВХ сэндвич-панелей обязательно включает станок для нанесения клеевого состава. Это может быть ручной распределитель либо сложная рамная конструкция, работающая в автоматическом режиме. Для производства с небольшим объемом выпускаемой продукции можно использовать простые установки с однокомпонентным клеем. Однако не всегда качество изделия при такой технологии будет приемлемым.

Лучше всего использовать так называемый 2-компонентный клей для производства сэндвич-панелей. При смешивании 2-х веществ – изоционата и полиола — получается полиуретановый состав. Принцип его воздействия основан на изменении верхнего молекулярного слоя панелей, что при прессовании приводит к возникновению надежного клеевого слоя. Однако перед применением следует учесть, что в свободном состоянии полученный состав может находиться до 5 мин. В противном случае происходит вспенивание и потеря эксплуатационных свойств.
Сборка
Окончательная сборка осуществляется на станке с прессом. Готовое изделие горизонтально помещается на поверхность стола, после чего с помощью механического или вакуумного метода возникает давление на сэндвич.
Пользоваться самодельными установками не рекомендуется, так как только профессиональное оборудование для производства ПВХ сэндвич-панелей может обеспечить равномерный прижим. Вектор давления должен быть направлен строго перпендикулярно плоскости изделия. В противном случае может произойти смещение листов, что приведет к браку продукции.
По окончании этого процесса сандвич-панель готова к использованию. Она может быть применена в качестве утеплителя стен либо станет элементом оконной конструкции.
businessman.ru
Оборудование для производства сэндвич-панелей: стеновые и кровельные панели
 Современные дома и промышленные здания на легком, металлическом каркасе возводятся с использованием популярных сегодня сэндвич-панелей. Это позволяет существенно сэкономить на строительной технике и рабочей силе, ускорить процесс застройки, уменьшить финансовые затраты.
Современные дома и промышленные здания на легком, металлическом каркасе возводятся с использованием популярных сегодня сэндвич-панелей. Это позволяет существенно сэкономить на строительной технике и рабочей силе, ускорить процесс застройки, уменьшить финансовые затраты.
Типы сэндвич-панелей
Все панели для металлоконструкций подразделяются на два основных типа:
- стеновые;
- кровельные.
Стеновые сэндвич-панели, в свою очередь, бывают с гладким и декоративным профилем, кровельные – с наружным профилем или двухсторонним. Соответственно, требуется и различное оборудование для производства сэндвич панелей того или иного вида.
И стеновые, и кровельные панели состоят из каркаса, наполнителя, который является одновременно теплоизолятором, и покрытия. Все слои соединяются между собой методом склеивания или горячего прессования.
Строительные материалы дорожают. Познакомьтесь, какое оборудование для производства арболита выгоднее всего использовать в этом бизнесе.
Интерес к оборудованию для общепита продолжает расти. Тут про линию по производству полиэтиленовых пакетов.
Открыть собственное производство подобного стройматериала – выгодный и рентабельный бизнес. Что для этого нужно?
Необходимое оборудование для производства сэндвич-панелей
Оборудование для производства сэндвич-панелей может быть: автоматическое и полуавтоматическое. Также играет роль материал, из которого изготавливается сама панель, и ее наполнитель.
Так, для сэндвич-панелей из стали помимо профилирующего станка нужно будет подающее устройство и разматывающий барабан. Для полуавтоматического производства пвх сэндвич-панелей необходим прессовочный станок, для автоматического следует также приобрести установку для нарезки и для фрезеровки пенопласта, возможно, дополнительное мелкое оборудование.
Несколько отличается производство сэндвич-панелей ппу. Потребуется специальная форма для заливки пенополиуретанового наполнителя. Или же установка для напыления.
Для работы на подобных станках требуются некоторые навыки, так как ппу при обработке имеет свойство расширяться.
Вот почему нужно время, чтобы отрегулировать толщину слоя, который будет наноситься на листы.
Как изготавливается картон? Что необходимо для начала своего дела? В материале оборудование для производства картона даны ответы на эти и другие вопросы.
У свечного дела древняя история. На этой страничке Вы узнаете, как используют формы для изготовления свечей.
Изготовление пиццы — рентабельный бизнес. Из материала http://buisiness-oborudovanie.com/dlya-ulichnoj-torgovli-fast-fudom/oborudovanie-dlya-proizvodstva-piccy/ Вы сможете узнать, какое необходимо оборудование для выпечки пиццы.
Технология производства сэндвич-панелей
 Технология производства сэндвич-панелей также зависит от того, из какого сырья они будут изготавливаться, хотите вы взять на себя полностью весь процесс, или лишь какие-то его этапы. В каждом отдельно взятом случае есть свои нюансы, которые нужно учитывать. Стандартная технология изготовления состоит из нескольких достаточно простых этапов.
Технология производства сэндвич-панелей также зависит от того, из какого сырья они будут изготавливаться, хотите вы взять на себя полностью весь процесс, или лишь какие-то его этапы. В каждом отдельно взятом случае есть свои нюансы, которые нужно учитывать. Стандартная технология изготовления состоит из нескольких достаточно простых этапов.
Основные этапы изготовления:
- Нижний лист покрытия смазывается клеем.
- Затем распределяется материал-теплоизолятор.
- На утеплитель снова намазывается клей, после чего сверху укладывается наружный лист покрытия.
- В завершение полуфабрикат помещается под пресс, где происходит завершающая обработка сэндвич-панели.
- Готовую панель можно нарезать в зависимости от требований заказчика.
Некоторые этапы изготовления можно осуществлять как вручную, так и на станке. Ясно, что для прессования нужна только специальная установка. А вот сборку сэндвич панелей из отдельных элементов можно проводить и вручную.
Линия производства сэндвич-панелей
Самый продуктивный способ изготовления панелей – это обеспечить автоматизированную линию, работающую без перебоев. Конечно, обойдется она недешево, зато позволит очень быстро изготавливать большое количество материала, почти полностью исключив моменты, требующие ручных работ. Как выглядит процесс в этом случае?
- Сначала на станок для производства сэндвич-панелей помещают два рулона оцинкованной стали – предварительно нужно нанести на нее полимерное защитное покрытие.
- Специальные катки раскатывают затем по всей ширине равномерный слой утеплителя.
- Далее синхронно распределяется клеящий состав и совершается профилирование металлических элементов. В итоге стальная основа и теплоизоляционный материал становятся единым целым.
- Затем заготовки прессуются при высокой температуре под давлением.
- Пласт разрезается на панели необходимого размера, которые затем упаковываются.
Естественно, вышеприведенные работы требуют соответствующего цехового помещения.
Производство стеновых панелей, как и кровельных – достаточно быстрый и проверенный способ улучшить свое финансовое положение, найдя постоянный источник гарантированного дохода. Для старта не понадобится больших капиталовложений, начать можно с малого, постепенно расширяя ассортимент и прикупая новое оборудование. В среднем все затраты окупаются после продажи пяти сотен панелей.
Учитывая то, что на изготовление одной штуки понадобится около десяти минут и всего лишь два рабочих, это хороший показатель. При грамотно составленном бизнес-плане и трудолюбии можно не только быстро вернуть вложенные средства, но и начать неплохо зарабатывать. Конечно, при главном условии – наличии постоянных покупателей. Но, учитывая растущую популярность этого строительного материала и потребности застройщиков, никаких проблем с этим пунктом возникнуть не должно.
Познакомиться с технологией поможет видео о производстве сэндвич-панелей
“>
buisiness-oborudovanie.com
Оборудование для производства ПВХ-сэндвич-панелей, ПВХ PSP-1500.3/03,
Описание
Компания «Будимпекс Ф» предлагает пакетную технологию и простое оборудование для производства панелей с обкладками из ПВХ
Дополнительно
Клей для изготовления ПВХ-панелей-сэндвич
Для склейвание обкладок из ПВХ и утеплителя периодическим способом в прессах рекомендуем специально разработанный однокомпонентный полиуретановый клей «АТК-3(Для ПВХ). Возможно использовать также универсальный клей АТК-3. По вопросам поставок обращайтесь к Попову Валерию Павловичу по тел. +7 (495) 1584817
————————————
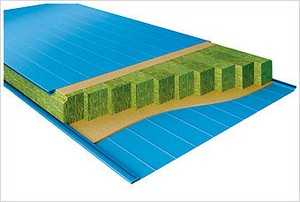
Описание ПВХ-панелей-сэндвич
Представляет собой трехслойную панель, полученную методом прессования с использованием полиуретанового клеея.
Размеры панелей: (9-50)х1500х3000мм.
Первым внешним слоем и декоративной поверхностью сэндвич-панели является матовый или глянцевый лист ПВХ толщиной 1 мм (или 1.5 мм). Внутренним слоем, или заполнением сэндвич-панели, является плита экструдированного пенополистирола.
Вторым внешним слоем и армирующей поверхностью панели является лист твердого ПВХ толщиной 1,5мм.
Панель обладает высокими тепло- и шумо- изоляционными свойствами.
————————————-
Область применения ПВХ-панелей-сэндвич
-офисные перегородки
-двери из ПВХ
-внутренняя отделка помещений
-откосы
-изотермические конструкции
Комплектация
1.Ручной пресс с винтовой затяжкой PSP-1500/03
-номинальное давление 0,3 кг /см. кв
-Погрешность регулировки давления 0,03 кг/см. кв
-Максимальные размеры плит 1500х3000 мм
-Погрешность зеркала не более 0,3 мм/1000 мм
-Время прессования (с рекомендуемым клеем) 2-4 часа
-Максимальная толщина пакета 800 мм
-Мин. толщина пакета 10 мм
Изготовление 4 недели.
Цена 5520 USD на условиях EXW — Oborniki Польша.
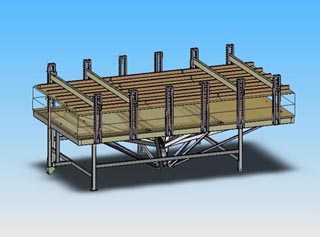
2.1.Установка для формирования пакета заготовок
Установка состоит из устройства предварительного сжатия заготовок панелей для удаления излишков клея и воздуха (два вала с ручным приводом от ручки) и устройства укладки заготовок панелей на нижнюю плиту пресса PSP-1500/03 (стальные базирующие стойки, иеханизм опускания с ручным приводом). Устройство для укладки заготовок панелей в стопку необходимо для исключения изгибания заготовок панелей при их перемещении и укладке.
Технические характеристики:
— длина — 4000 мм,
— ширина — 1680 мм,
— высота — 1100 мм,
— толщина сформированного пакета — не более 700 мм,
Установка для формирования пакета заготовок перед высылкой будет сложено:.
-размеры упаковки — 1800x1000x800 мм,
-вес с упаковкой — 150 кг.
Цена: 6 000 USD
3.Установка для нанесения клея SNK-4.1500w.04
— Длина установки — 4000 мм
— Максимальная ширина полосы клея — 1500 мм
наносимого за проход. — Объем емкости для клея — 100 л
— Мощность двигателя каретки — 0,55 кВт
— Мошность двигателя помпы — 1,2 кВт
— Производительность помпы — до 3 л/мин.
— Максимальное давление — до 8 атм.
— Длина рабочего отрезка для нанесения клея — 3 м.
— Скорость прямого пробега каретки — 5 м/мин.
— Время прямого пробега каретки ( 3м : 5 м/мин. ) — 40 сек.
— Скорость обратного пробега каретки — 10 м/мин.
— Время обратного пробега каретки ( 3 м : 10 м/мин. ) — 20 сек.
— Количество наносимого клея — 100-350 гр/м.кв.
Изготовление — 1,5 месяца.
Цена: рольганга длиной 4,0 м — — 4 080, установки длиной 3,0 м — 12 860 USD.
Всего: 16 940 USD на условиях EXW-Оборники, Польша.
Связаться с продавцом
Характеристики производства.
Производительность — около 160 панелей в смену (для размеров панелей-сэндвич 3000х1500х10мм).
Количество рабочих — 3 чел.
Производственное помещение — от 200 кв.м.
Краткое описание технологии.
Укладка листов ПВХ, подготовленных листов ППС и Формирования заготовок панелей производится на рольганге установки для нанесения клея вручную. Нанесение клея и увлажнение производится в автоматическом режиме. Подготовленная заготовка панели прокатывается через вальцы для обеспечения плотного прилегания обкладок к внутреннему ядру. Затем заготовка панели укладывается в пакет, который формируется на нижней плите пакетного пресса. После формирования пакета нужной высоты производится укладка верхней плиты и сжатие пакета путем опускания сверху специальной плиты–груза весом 9 тонн, что обеспечивает давление в пакете около 2 тонн/м2. Вручную устанавливаются винтовые стяжки для фиксации верхней и нижней плиты. Пакет с помощью кран-балки переносится в место отстоя для 4-часовой выдержки, а на его место устанавливается новая нижняя плита для формирования нового пакета панелей.
Вспомогательное оборудование.
Установка для упаковки пакета панелей в пленку,
Приспособление для нанесения защитной пленки на листы ПВХ,
Станок для обрезки кромок панелей.
Лицензии и сертификаты
Связаться с продавцомДоставка и оплата
Не указана
Связаться с продавцомwww.equipnet.ru
Производство сэндвич-панелей, сравнить цены на оборудование
Цена:
Комплектация
Гидравлический пресс для панелей 1 шт.
Устройство для подачи сэндвич-панелей 1 шт.
Устройство для нанесения клея 1 шт.
Станок для нарезки 1 шт.
Платформа для сборки панелей 2 шт.
Производительность установки
Использование питания 380 В, 50-60 Гц
Энергозатраты 32 кВ
Изготовление продукта до 4 м/мин
Итоговая толщина готовой панели 50-250мм
Общий обьем производства 900 000 м2 в год;
Эксплуатация ЗаказатьЛиния по изготовлению сэндвич-панелей ПВХ, СИП и других видов
Чебоксарская организация по сборке и продаже технического оборудование вывело на Российский рынок новый технологический станок по изготовлению сэндвич-панелей СБЦ-УНИВЕРСАЛ 205+. Для организаторов процесса по изготовлению имеющие не большие и средние обороты — является хорошим началом для полномасштабного производства продукта.
Оборудование выполнено так, что бы в быстрые сроки выпускать готовую для монтажа продукцию. После выхода из линии сэндвич-панели имеют возможность быстрой сборки. Спрос на продукцию не перестает расти и рынок будет всегда востребован, что показывает статистки рынка.
Весь процесс налажен и автоматизирован, что позволит вам быстро выйти на рынок производителей как в поточном, так и в цикличном производстве.
Что в себя включает линия по производству сэндвич-панелей:
Верхняя и нижняя размотка стальных полос из рулона
Нанесения клея на средний слой утеплителя
Нарезка по размерам на панели профиля
Прессование заготовки с элементом нагрева
Упаковка продукции
Вы получаете готовый продукт с покрытием из стали с окраской или оцинковки, после чего не нуждается в дополнительной обработке. Хорошо содержит тепло и имеет легкую сборку при монтаже. Часто используется при строительстве рынков, промышленных помещений, мойки для автомобилей и т.д.
Возможность выпуска продукции панелей СИП, что часто используется в быстро возводимых домах по Канадской технологии. Что даст вам возможность начать строительство коттеджей, и уже после сборки ставить фасадное сооружение на выбор заказчика.
Изготовим линию для производства сэндвич-панелей под ваш заказ.
Если вас заинтересовала одна из линий производства или вы хотите заказать линию по частям:
оставьте заявку на нашем сайте или позвоните по телефону + 7(8352)60-61-08
sbc-technology.ru
|
Для производства панелей-сэндвич с обкладками из ПВХ предлагаем следующее оборудование: 1.Ручной пресс с винтовой затяжкой PSP-1500/03-максимальное давление 0,3 кг /см. кв -Погрешность регулировки давления 0,03 кг/см. кв -Максимальные размеры плит 1500х3000 мм -Погрешность зеркала не более 0,5 мм/1000 мм -Время прессования (с рекомендуемым клеем) 2-4 часа -Максимальная толщина пакета 1200 мм -Мин. толщина пакета 10 мм
Для обеспечения точности зеркала при нагрузке нижние и верхние балки пресса п.п.2,7 перед сваркой предварительно напрягают.
2. Пресс гидравлический (вайма) ПГ/1500-07
Пресс перевозится в автомобиле ГАЗЕЛЬ с тентом.
4.Установка для формирования пакета заготовок (подъемник)
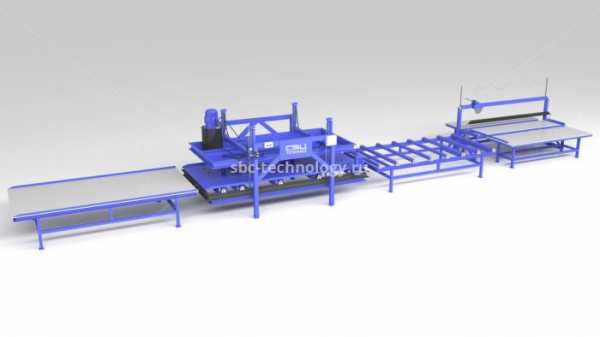
5.Установка для нанесения клея SNK-4.1500w.04 (SNK-4.2000w.04)
Условия оплаты:
Техническое описание установки SNK-4.1500w.04 (SNK-4.2000w.04) Установка для автоматического нанесения клея представляет собой рольганг, модульного типа, на котором подвижно установлена каретка с баком и системой для нанесения клея. Длина единичного модуля рольганга — 1,0 м, Что позволяет монтировать установку необходимой длины с дискретом 1,0 м. Установка собрана с использованием специальных алюминиевых профилей системы ”ARI metal” Aluminium Profile Sysytem. На рольганге закреплены также 2 вала для предварительного сжатия заготовок панелей-сэндвич. Максимальная ширина полосы наносимого клея – 1500 (2000)мм. Ширину полосы можно регулировать путем перекрытия подачи клея через форсунки. Каждая форсунка может быть перекрыта. Используется обычный (как и для ручного нанесения) клей, который не распыляется под большим давлением, а вытекает струей из форсунки. Диаметр выходных отверстий форсунок — 1,2 мм. Количество форсунок — 198 шт., суммарное сечение отверстий — 214 мм2, или 2,1 см2 (данные для установки SNK-4.1500w.04). Средняя скорость пробега каретки — 10 см/сек. Средний ресход клея — 250 гр/м2. При этом линейная скорость вытекания клея около 3 см/сек. Предусмотрена регулировка скорости каретки и скорости подачи клея, так что расход клея можно регулировать в широких пределах ( от 50 гр/м2 до 500 гр/м2) . Установка имеет собственный пульт управления, который позволяет устанавливать длину пробега, скорость движения каретки, количество наносимого клея. Установка оснащение устройством для опрыскивания нанесенного слоя клея мелким водяным туманом в процессе обратного хода каретки. Для этого в состав установки включены: емкость для воды, водяной насос, система распыления и дополнительный блок управления в общем пульте управления. Модификация установки для нанесения клея В настоящее время для установки нанесения клея разработана новая улучшенная конструкция поливочных гребней. Теперь каждое сопло имеет свою запорную иглу, которая обеспечивает перекрывание сопла в нерабочем состоянии. Система запирания сопел работает от превмопривода, для чего в комплект поставки входит компрессор. Управление от автоматики. Поливочные гребни с системой перекрывания сопел имеют большие преимущества в удобстве пользования по сравнению с обычными поливочными гребнями: -сопла всегда чистые и всегда сразу готовы к работе (главное преимущество), -не требуется еженедельной тщательной промывки гребней, -намного упрощается обслуживание, нет необходимости ежедневной прочистки некоторых сопел от слишком загустевшего клея. Недостаток — более высокая стоимость.Модифицированный гребень — сложное устройство, изготавливаемое с высокой точностью. Клапана-иглы требует точного выполнения и полировки. Часть клапана находящаяся в полости с клеем абсолютно изолируется от внешней атмосферы с помощью специальных уплотнений погруженных в изолирующий слой масла. Устройство обеспечивает повышенную надежность работы установки, а также ее более простое обслуживание.
Полуавтоматическая технология производства ПВХ-панелей-сэндвич. 1.Необходимое оборудование.
Начать производство можно без прокладочных пластин и с 1 прессом, 2. Характеристики производства. 3.Краткое описание технологии. Укладка листов ПВХ, подготовленных листов ППС и Формирования заготовок панелей производится на рольганге установки для нанесения клея вручную. Нанесение клея и увлажнение производится в автоматическом режиме. Подготовленная заготовка панели прокатывается через вальцы для обеспечения плотного прилегания обкладок к внутреннему ядру. Затем заготовка панели укладывается в пакет, который формируется на нижней плите пакетного пресса. После формирования пакета нужной высоты производится укладка верхней плиты и сжатие пакета путем опускания сверху специальной плиты–груза весом 9 тонн, что обеспечивает давление в пакете около 2 тонн/м2. Вручную устанавливаются винтовые стяжки для фиксации верхней и нижней плиты. Пакет с помощью кран-балки переносится в место отстоя для 4-часовой выдержки, а на его место устанавливается новая нижняя плита для формирования нового пакета панелей. 4.Термопресс.
5.Вспомогательное оборудование. Расчет производительности мы вышлем по Вашему запросу. Клей для изготовления ПВХ-панелей-сэндвичДля склейвание обкладок из ПВХ и утеплителя периодическим способом в прессах рекомендуем специально разработанный однокомпонентный полиуретановый клей «АТК-3(Для ПВХ). Возможно использовать также универсальный клей АТК-3. Экструдированный пенополистирол для заполнения ПВХ-панелей-сэндвич
Представляет собой трехслойную панель, полученную методом прессования с использованием полиуретанового клеея. Размеры панелей: (9-50)х1500х3000мм. Первым внешним слоем и декоративной поверхностью сэндвич-панели является матовый или глянцевый лист ПВХ толщиной 1 мм (или 1.5 мм). Внутренним слоем, или заполнением сэндвич-панели, является плита экструдированного пенополистирола. Вторым внешним слоем и армирующей поверхностью панели является лист твердого ПВХ толщиной 1,5мм. Панель обладает высокими тепло- и шумо- изоляционными свойствами. Область применения ПВХ-панелей-сэндвич
Двухсторонняя ПВХ-панель-сэндвич — идеальный материал для изготовления откосов. Откос из такой панели внешне ничем не уступает откосу из цельного листового пластика толщиной 9мм, при этом имеет более высокие тепло- и звукоизоляционные свойства и меньшую стоимость. Примерные цены на ПВХ-панели-сэндвич со склада в г. Москве:
ПВХ — поливинилхлорид белый, толщина 1 мм, ПС — полистирол, толщина 1 мм, ППС — пенополистирол экструзионный. Лист ПВХ покрыт прозрачной защитной пленкой, которая удаляется после монтажа панели. |
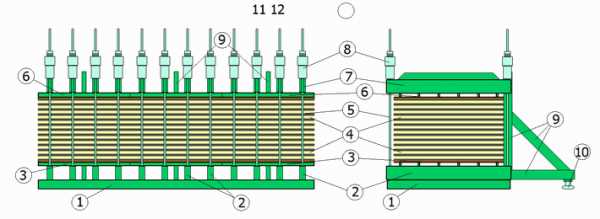 Обозначения:
Обозначения:



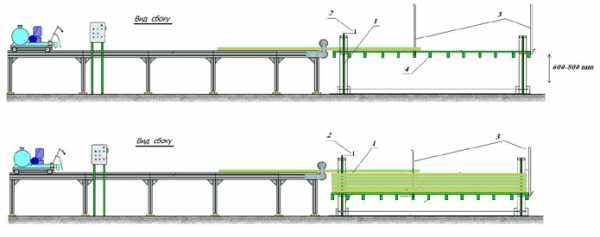


 Для автоматизации прроцесса предлагаем термопресс проходного модульного типа длиной 4 м (длина каждой секции 1м).
Термопресс служит для склеивания панелей под давлением. Высокая скорость, прочность склеивания и низкий расхрод клея обеспечиваеются благодаря электроподогреву и оптимальному давлению. Толщина прессуемых панелей задается с пульта управления и выставляется автоматически.
Температура прессования регулируется от комнатной до 70°С. Контроль температуры осуществляется в каждой секции пресса.
Благодаря реверсивному перемещению панелей внутри пресса, и частому расположению обжимных роликов, удается получить совершенно ровные плоскости
обкладок панелей, в то же время возможно в широких пределах изменять время выдержки в прессе и температуру прессования.
Весь механизм помещен в обшитый теплоизоляционными панелями туннель, имеющий входной и выходной шлюзы.
Туннель по всей длине имеет быстросъемные боковые проемы необходимые для обслуживания пресса. Система воздухообмена внутри пресса замкнутая.
Применен режим быстрого разогрева пресса перед началом работы. Двигатели вентиляторов имеют высокотемпературное исполнение.
Для автоматизации прроцесса предлагаем термопресс проходного модульного типа длиной 4 м (длина каждой секции 1м).
Термопресс служит для склеивания панелей под давлением. Высокая скорость, прочность склеивания и низкий расхрод клея обеспечиваеются благодаря электроподогреву и оптимальному давлению. Толщина прессуемых панелей задается с пульта управления и выставляется автоматически.
Температура прессования регулируется от комнатной до 70°С. Контроль температуры осуществляется в каждой секции пресса.
Благодаря реверсивному перемещению панелей внутри пресса, и частому расположению обжимных роликов, удается получить совершенно ровные плоскости
обкладок панелей, в то же время возможно в широких пределах изменять время выдержки в прессе и температуру прессования.
Весь механизм помещен в обшитый теплоизоляционными панелями туннель, имеющий входной и выходной шлюзы.
Туннель по всей длине имеет быстросъемные боковые проемы необходимые для обслуживания пресса. Система воздухообмена внутри пресса замкнутая.
Применен режим быстрого разогрева пресса перед началом работы. Двигатели вентиляторов имеют высокотемпературное исполнение.
 Пресс имеет собственный центральный пульт управления. В пульте управления находятся элементы регулировки и управления температуры, времени выдержки, программирования реверсивного передвижения панели внутри пресса в процессе склеивания . Любое отклонение от заданных параметров приводит к включению звуковой сигнализации.
Загрузка заготовки панели в пресс и выгрузка готовой панели автоматическая. Для загрузки подготовленного сэндвича для прессования и выгрузки готовой панели служит рольганг модульного типа и специальный конвейер.
Пресс имеет собственный центральный пульт управления. В пульте управления находятся элементы регулировки и управления температуры, времени выдержки, программирования реверсивного передвижения панели внутри пресса в процессе склеивания . Любое отклонение от заданных параметров приводит к включению звуковой сигнализации.
Загрузка заготовки панели в пресс и выгрузка готовой панели автоматическая. Для загрузки подготовленного сэндвича для прессования и выгрузки готовой панели служит рольганг модульного типа и специальный конвейер.

www.budimpex.narod.ru