Технологии крепежа – Крепеж и метизы оптом в Екатеринбурге. Низкие цены. Быстрая доставка.
Технология производства крепежа
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА МЕТИЗОВ, КРЕПЕЖА И ДЕТАЛЕЙ ХОЛОДНЫМ СПОСОБОМ
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КРЕПЕЖА
(для справки)
В автомобильной и тракторной промышленности почти все крепежные детали изготовляют холодной высадкой. Холодная высадка применяется для формообразования головок болтов, винтов, заклепок при больших программах выпуска. Этим способом изготовляют и более сложные детали (например, шаровые и ступенчатые пальцы, ролики и шарики подшипников и др.). Холодной высадке подвергают калиброванные стальные прутки диаметром 0,6 до 38 мм, а также прутки из цветных сплавов (алюминиевых, медных и др.), круглых шестигранных и других форм сечения.
Холодную высадку, как правило, производят на холодно высадочных прессах-автоматах (обычно горизонтальных, одно ударных или многопозиционных). После подачи материала (калиброванной проволоки) через отрезную матрицу, нож отрезает заготовку и переносит ее на линию высадки. Пуансон заводит заготовку в матрицу, а после упора заготовки в выталкиватель осуществляет высадку головки. В момент возврата пуансона в исходное положение высаженная деталь выталкивателем удаляется из матрицы и цикл высадки повторяется. Если головка не может быть высажена за один удар пуансона, высадку производят на двух, трех и более ударных (многопозиционных) холодновысадочных автоматах (рис. 1). Производительность современных высадочных автоматов достигает 400 деталей в минуту.
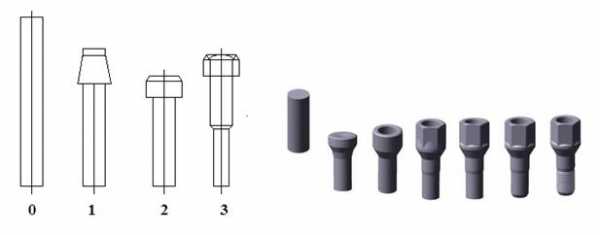
Рисунок 1
Позиции: 0 — отрезка заготовки; 1 — предварительная высадка; 2 — окончательная высадка; 3 — редуцирование под резьбу и обрезка граней.
Процесс высадки метизов
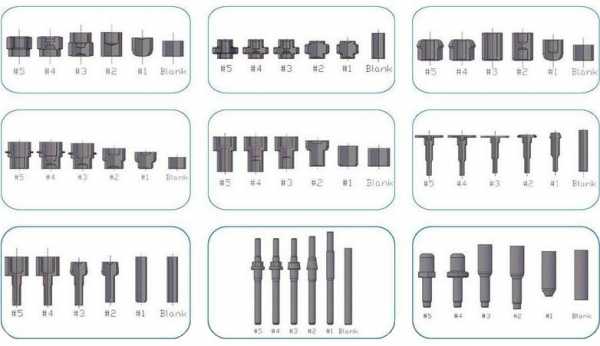
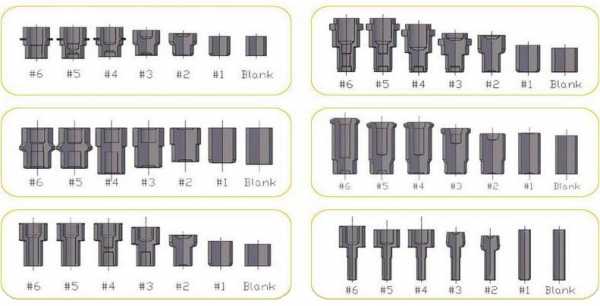
Как правило болты DIN931, DIN 933 производят на 3х или 4х позиционных автоматах, технология производства гайки требует наличие на производственной площадке 5-ти позиционного автомата, сложные изделия (например, штуцера и аналогичные детали) изготавливают на 6 и 7 позиционных высадочных станках. Количество позиций (ковочных станций) прямо пропорционально уровню сложности деталей, чем сложнее деталь тем больше переделов должен совершить станок чтобы деформировать метал в готовую форму продукции (см. эскизы).
3-х позиционный автомат
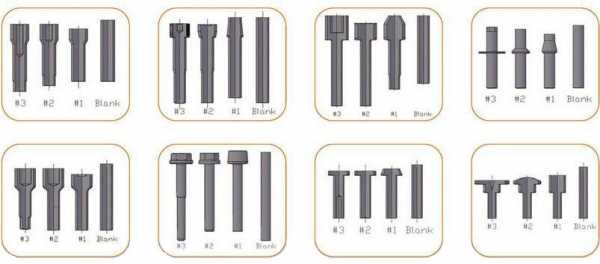
4-х позиционный автомат

5-ти позиционный автомат
6-ти позиционный автомат
ПРОИЗВОДСТВО ШУРУПОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ШУРУПОВ
Минимальный набор оборудования для производства шурупов включает в себя две модели оборудования:
- Оборудование для холодной высадки шурупов. Применяется для формирования болванки (основы) под шуруп. На этом этапе, на холодновысадочном автомате подобном гвоздильному, отрезают проволочную заготовку необходимой длины, формируют головку шурупа, его наконечник, шлиц и длину. Диаметр шурупа определяется диаметром используемой проволоки. После этого заготовки передаются на второй станок (резьбонакатной), который служит для накатки резьбы и формирования острого наконечника.
- Резьбонакатное оборудование для шурупов. Нарезание резьбы производится на специальных автоматах. В них болванки шурупов засыпаются в бункер. Из бункера с помощью вибрационного транспортера и анкерного механизма болванки поштучно поступают в зону нарезки резьбы. При этом они строго ориентированы по отношению к рабочим элементам. Рабочими элементами являются плоские плашки. Они перемещаются навстречу и параллельно друг другу и перпендикулярно оси шурупа, при этом плашки плотно прижимаются к стержню шурупа. Плашки изготавливаются по основным параметрам резьб шурупов. В России в соответствии с метрическими размерами. Зарубежные производители могут использовать плашки для нарезания дюймовых резьб на шурупах. Вариант кинематической схемы изготовления шурупов представлен на рис.2.

Рисунок 2.
По такой схеме изготавливаются шурупы до диаметра 10-12 мм. Свыше этих диаметров шурупы, как правило, изготавливаются методом горячей штамповки. Пример тому – путевой шуруп, диаметр которого – 24 мм, а длина – 170 мм. Дальнейшим развитием технологии изготовления шурупов является технология изготовления саморезов.
ПРОИЗВОДСТВО САМОРЕЗОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ
Саморез вполне справедливо получил свое название, так как способен нарезать резьбу не только в мягких материалах типа дерева или пластика, но и в металле или бетоне. Способность самореза нарезать резьбу достигается тем, что его поверхность подвергается термической обработке (закалке). К тому же, для того что бы саморез оптимально вворачивался в скрепляемые конструкции, его окончание часто выполнено в виде сверла. Это сверло при вворачивании самореза просверливает отверстие именно того диаметра, которое требуется.
Для организации качественного, конкурентоспособного производства саморезов, как правило, требуется, пять моделей оборудования:
- Оборудование для холодной высадки саморезов. Для формирования головки и стержня самореза из заготовки.
- Оборудование для формирования пера (острия) саморезов. Для того что бы саморез оптимально вворачивался в скрепляемые конструкции.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне самореза.
- Закалочная печь для саморезов. Для поверхностной закалки уже готовых саморезов для придания металлу дополнительной твердости и прочности.
- Оборудование для цинкования (белым или желтым цинком), оксидирования или фосфатирования саморезов. Для защиты саморезов от коррозии.
- Упаковочное оборудование. Для упаковки готовой продукции в коробки или пластиковые пакеты.
Минимальный набор оборудования для изготовления саморезов включает в себя две модели оборудования:
- Оборудование для холодной высадки саморезов. Для формирования головки и стержня самореза из заготовки.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне самореза.
Чтобы сделать точный расчет стоимости оборудования для организации производства саморезов пришлите нам пожалуйста подробные технические характеристики продукции которую Вы хотите производить и чертёж, а именно:
- Наименование изделия крепежа.
- Диаметр головки.
- Длина стержня.
- Производительность оборудования (шт./мин.).
ПРОИЗВОДСТВО БОЛТОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ
Минимальный набор оборудования для производства болтов включает в себя две модели оборудования:
- Оборудование для холодной высадки болтов. Для формирования головки и стержня болта из заготовки.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне болта.
www.metiz.com.tw
История крепежных технологий
История крепежных технологий
Человек впервые придумал и использовал крепежную технологию в процессе изготовления топора, молотка, копья, стрел, лука, то есть орудий труда, которые, как утверждал великий Чарльз Дарвин, сделали его настоящим, мыслящим Человеком. Поэтому, можно считать, что эволюционированию из простого млекопитающего в Человека мы как раз таки, в определенной мере, и обязаны крепежным технологиям.
По показателям усовершенствования, изобретения и появления на свет новых видов крепежа можно с большой долей достоверности определять уровень развития техники, экономики и человеческого общества в целом.
Первыми гениальными разработками технологий крепежа были: узел и петля, которые, как и колесо остались незыблемыми, абсолютными достижениями в области человеческой мысли. Эта первобытная технология активно используется и в настоящее время с помощью таких незамысловатых крепежных изделий, как веревка, трос, стяжка, хомут и т.д.
Следует отметить, что развитие крепежных технологий шло бок о бок с появлением и изобретением новых инструментов, а также новых материалов. Это содружество актуально и по сей день и его взаимосвязь находится в такой неразрывности, что порой бывает очень трудно рассматривать эти три составных части отдельно друг от друга. Так, существование Гвоздя без стали и молотка, или же Самореза без закаливания, оксидирования металла и шуруповерта, представить себе не то, чтобы сложно, а просто — невозможно.
Современные технологии в области крепления отвечают, как уже было отмечено, уровню развития человеческого общества, а значит, способны удовлетворить и реализовать любые задачи крепления в самых различных сферах человеческой жизнедеятельности.
Крепежные технологии неразрывности связаны с техническим развитием, соответственно: с появлением новых материалов, как правило, возникает и новая крепежная технология. Производство металла привело к рождению революционной технологии: Гвоздя. Предшественником Гвоздя был деревянный шкант, довольно часто используемый и по сей день. Современный Гвоздь несколько отличается от своего старшего собрата, прежде всего, конечно же, более совершенным материалом, состоящим из сплавов различных металлов, антикоррозийным покрытием и разнообразием ассортиментного ряда. В данной крепежной группе представлен товар, как говорят, на любой вкус и цвет. Здесь есть, как и самые используемые традиционные строительные гвозди, так, и все более и более популярные новинки, такие как: финишные, толевые, ершенные, винтовые, кровельные и иные.
Время не стоит на месте, а с ней и гвоздевая технология. На смену молотку пришел гвоздевой пневмопистолет. Пока ещё это ноу-хау не приобрело достаточно массового распространения, но то, что за ним совсем недалекое будущее, это уже стало очевидным. Так что Гвоздь, как колесо, останется в нашей жизни еще надолго.
Следующим, не менее революционным изобретением, стал Саморез. Его предком долгое время считался Шуруп, а различие между ними состояло, снова-таки, в сочетании трех компонентов — технологических составляющих крепежа. В шурупной технологии — это мягкий проволочный металл плюс отвертка, у Самореза: прочный каленый металл с антикоррозионными свойствами, покрытием и, конечно же, Шуруповерт — сетевой или же аккумуляторный. С приходом этой новой, прогрессивной технологии произошел очередной скачок в производительности труда и появление огромных производственных возможностей в области строительства, отделки и ремонта. Саморезная технология нас и по сей день не перестает удивлять. И складывается впечатление, что пределов совершенства в ней просто нет.
Дюбель — еще одно достижение человеческого разума. Он пришел на смену деревянному чопику, и показал, что фантазии в форме, составе, применении, назначении здесь не имеют никаких границ. Дюбель доказал свою непревзойденную универсальность и комбинативность, и настойчиво продолжает двигаться в этом направлении, не переставая нас удивлять и радовать.
С появлением технически сложных строительно-конструкторских задач и повышением требований к стойкости, надежности и долговечности строительных конструкций, младшим братом Дюбеля стал Анкер; он переняла у своего собрата все самое лучшее, но при помощи новых материалов и конструктивного усовершенствования смог выполнять многие, ранее почти непреодолимые, требования, продиктованные временем. Анкер — это вершина технологического прогресса в области крепежных технологий и ему надлежит, постоянно подтверждать и доказывать это свое высокое предназначение.
Хотелось бы отметить еще одну молодую и очень достойную крепежную технологию, развивающуюся у нас на глазах — Перфорированный крепеж. За последние несколько десятилетий эта технология не только сумела вытеснить прежние навыки плотницкого мастерства, но и напрочь изменила целую отрасль деревянного домостроения, да и не только ее, а в еще большей мере — наше представление о возможностях крепежной техники. Перфорация, как детская игра «Лего», захватывает наши умы все больше и больше, и сложно даже предположить, что она сможет нам показать в дальнейшем.
Можно бесконечно долго рассказывать о различных видах и способах крепления, таких, например, как Метрический крепеж, Такелаж, Заклепки, Скобы, Хомуты и т.д. Тема эта очень емкая и содержательная, как, впрочем, и вся человеческая жизнь.
Но самое главное следует сказать, что крепежные технологии являются как продуктом человеческой деятельности, так и его историческим достоянием, которое оказывает неоценимое влияние на развитие нашего общества. И этим достоянием нам необходимо, прежде всего, дорожить, а также научиться, грамотно им пользоваться, и еще, желательно, постоянно заниматься его совершенствованием. И, вполне возможно, тогда, утопические фантазии барона Мюнхгаузена сбудутся, и мы сможем себя вместе с лошадью выдернуть за волосы из болота невежественности и технической убогости, а также, нам, быть может, посчастливится на веревочной лестнице взобраться на Луну.
fckt.ru
Инновационные Технологии Крепежа в Екатеринбурге
– ООО, торговая компания| Адрес | г. Екатеринбург Бисертская, 132, Елизавет
Сегодня работает: 09:00 — 18:00
| ||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Телефоны |
| ||||||||||||||||||||||
| Сайт | http://www.itkrep.ru | ||||||||||||||||||||||
1 филиал компании «Инновационные Технологии Крепежа» на карте
Отзывы о компании
ОЦЕНКА 0 Оценили 0 клиентов
Компания Инновационные Технологии Крепежа занимается следующими видами деятельности: Оборудование, Инструмент, Крепёжные изделия, Герметики, Клеи, Малярный инструмент, Металлорежущий инструмент. Узнать цены, график работы и точный адрес организации Инновационные Технологии Крепежа в г. Екатеринбург можно по телефону: +7 (343) 206–40–53.
Написать отзыв о предприятии Инновационные Технологии Крепежа в Екатеринбурге или оставить заявку можно прямо на сайте.
www.stroitelstvosovety.ru
Основы технологии крепления | Технические характеристики
1.1 Бетон и стеновые кладочные материалы (полнотелые кирпичи)
1.1.1 Бетон
Бетон представляет собой смесь связующего материала, воды и специальных добавок. В зависимости от конкретного состава, технологии изготовления, обработки или назначения этого материала различают несколько типов бетона. В основном используются нормальные и легкие бетоны. Легкий бетон, в отличие от нормального, содержит такие добавки как пемза или пенополистирол. В качестве связующего в обоих типах бетона применяется цемент. Облегчающие добавки, используемые в легких бетонах, имеют более низкие механические характеристики, по сравнению с гравием, входящим в состав нормального бетона. Как правило, это создает худшие предпосылки для крепления дюбелей в легких бетонах.
Европейские технические допуски в области ответственного крепления различают бетоны с трещинами и без трещин.
Бетон (нормальный)
1.1.2 Стеновые материалы — полнотелый кирпич сплошной структуры
К этой группе кирпичей относятся полнотелый керамический (рядовой, облицовочный, клинкерный) и силикатный кирпичи. При закреплении дюбелей в таком кирпиче, как правило, не возникает никаких проблем, благодаря отсутствию в кирпиче внутренних полостей.
Полнотелый кирпич (рядовой, облицовочный, клинкерный)
1.2. Полнотелый блок пористой структуры
Полнотелые блоки из легкого или ячеистого (пористого) пенобетона или газобетона имеют в своей структуре большое количество пор, что существенно снижает механические характеристики материала. При креплении в таких блоках рекомендуется использование специальных дюбелей с удлиненной распорной зоной или дюбелей, обеспечивающих связывающее, ненапряженное крепление.
Пенобетон (”Ytong”, “Siporex”, “Hebel”, “Durox”, “Greisel”)
1.3 Пустотелые кирпичи и блоки
1.3.1 Пустотелый кирпич сплошной структуры
Такой кирпич состоит из непористого материала и содержит внутренние полости, расположенные либо параллельно, либо перпендикулярно базовой опорной плоскости кирпича. Сечение отверстий, как правило, круглое, овальное или прямоугольное, причем суммарная площадь поперечного сечения пустот составляет более 15% от общей площади опорной плоскости кирпича. К этой группе относятся керамические и силикатные кирпичи с различными геометриями пустот и пустотелые бетонные блоки. Для крепления в таких кирпичах применяют специальные типы дюбелей, которые заполняют пустоты или проходят насквозь через несколько стенок полостей, закрепляясь в них с образованием внутренних упоров.
Пустотелый силикатный кирпич
1.3.2 Пустотелый блок пористой структуры
Несущая способность таких блоков еще ниже из-за наличия полостей в пористом материале. Предпочтительно использование дюбелей с удлиненной распорной зоной или инжекционных химических соединений, реализующих геометрический механизм крепления.
Щелевые блоки из легкого кирпича или пенобетона (”Unipor”, “Poroton”)
1.4 Плиты / Листы
К этой группе относятся тонкостенные строительные материалы, имеющие достаточно низкие механические характеристики, например гипсокартонные, гипсоволоконные, древесностружечные, асбоцементные, цементностружечные листы или МДФ-панели. Такие листы крепятся либо непосредственно на другую строительную основу, или же на некотором расстоянии от нее. При креплении предметов к листовым материалам необходимо использование специальных дюбелей, которые образуют геометрическое крепление на задней стенке листов. Такие крепежные элементы, как правило, относятся к категории «дюбеля для пустотелых конструкций”.
Гипсокартон
2 Сверление отверстия
При сверлении следите за тем, чтобы сверло было направлено по перпендикуляру к стене, и не используйте изношенные или не соответствующие конкретному строительному материалу сверла. Просверленное отверстие следует очистить и удалить из него остатки материала. Следите за соответствием диаметра и глубины отверстия рекомендациям изготовителя. Для листов и плит не применяйте сверла, предназначенные для сверления твердых строительных материалов. Тип и приемы сверления определяются видом строительной основы:
2.1 От отверстия к строительному материалу …
Очень часто неизвестно, какой строительный материал находится под штукатуркой или обоями. Определить тип материала помогает пробное сверление сверлом с победитовым наконечником на низких скоростях вращения и без ударной нагрузки. По усилию сопротивления понятно, идет ли речь о мягком или твердом и прочном материале. О конкретном типе материала можно судить по цвету и консистенции буровой муки.
Бетон: светло-серая или белая мука, мелкая, как пыль, не слипающаяся.
Пенобетон: белая крупнозернистая, но легко размягчающаяся мука.
Кирпич: красная мука, пустотелый кирпич легко определить по ступенчатому проникновению сверла в материал; в этом случае нельзя применять ударное сверление.
Силикатный кирпич: белая мука, по ощущениям похожая на песок.
Гипсокартон: белая мелкозернистая пыль, прилипающая к сверлу.
Гипсоволоконный лист: серая мелкозернистая пыль, прилипающая к сверлу.
2.2 …от строительного материала к методу сверления
Безударное сверление:
Сверление отверстий без ударной нагрузки; для мягких, пористых строительных материалов с низкой несущей способностью, например: пористый бетон, пустотелые материалы, во избежание повреждения перегородок и ребер в материале.
Ударное сверление:
Сверление отверстий с большим числом оборотов и многочисленными слабыми ударами для строительных материалов повышенной прочности, напр. для кирпичных кладок из сплошного кирпича.
Сверление с перфоратором:
Сверление отверстий с малым числом оборотов и немногочисленными сильными ударами; для сплошных материалов повышенной прочности, например для бетона.
3 Монтаж
3.1 Виды монтажа
Предварительный монтаж:
При таком монтаже дюбель полностью утапливается в основу, диаметр отверстия в основе больше, чем диаметр отверстия в монтируемой детали. Сначала сверлится отверстие, затем в него монтируется дюбель, и только после этого в дюбель при помощи шурупа крепится деталь.
универсальный дюбель
Сквозной монтаж:
При таком монтаже отверстие в основе сверлится насквозь через закрепляемую деталь. Диаметры отверстия в основе и детали равны диаметру дюбеля. Дюбель монтируется насквозь через закрепляемую деталь в отверстие в основе и распирается в нем с помощью шурупа. Этот вид монтажа отличается наименьшей трудоемкостью и высокой точностью за счет соосности отверстий в основе и закрепляемой детали.
Рамный дюбель с двойной распорной зоной
Монтаж с зазором:
Закрепляемая деталь фиксируется на некотором расстоянии от поверхности строительной основы.
Комбинированный рамный дюбель
3.2 Максимальная толщина закрепляемой детали
При предварительном монтаже максимальная толщина закрепляемой детали (максимальная толщина крепления) определяется длиной выбранного шурупа, при сквозном монтаже длиной самого дюбеля. Если поверхность строительной основы покрыта штукатуркой (изоляционным материалом), то максимальная толщина закрепляемой детали должная выбираться с учетом толщины штукатурки.
3.3 Глубина крепления дюбеля
Глубина крепления дюбеля определяется расстоянием между острием дюбеля (концом его распорной части) и поверхностью несущей основы.
4 Механизмы крепления
Распорное крепление:
Распорная зона дюбеля прижимается шурупом к внутренней поверхности отверстия. Внешним силам, действующим на шуруп и дюбель, противодействует сила трения материала дюбеля о строительную основу.
универсальный дюбель
Геометрическое крепление:
Дюбель меняет свою форму в зависимости от геометрии полостей в основе (связываясь в узел или раскрываясь в полости, и образуя внутренние или внешние упоры).
универсальный дюбель
Связывающеекрепление (крепление соединением)
Крепежный элемент неразрывно связывается (склеивается) с материалом основы при помощи раствора или полимерной смолы. Такое крепление не вызывает возникновения напряжений в материале основы и материале крепежного элемента и обеспечивает максимальную несущую способность конструкции.
резьбовая шпилька — патрон с клеевым составом
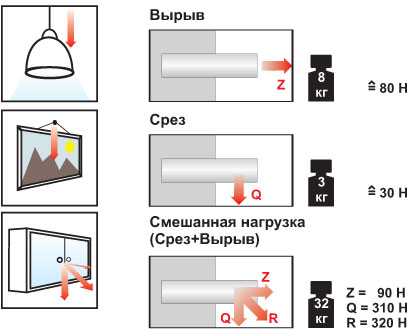
5 Виды разрушения системы крепления
Извлечение дюбеля из основы:
Под действием внешней нагрузки дюбель выдергивается из основы, при этом не наблюдается разрушения материала основы.
Причины:
- слишком высокая нагрузка
- неправильный монтаж
Разрушение материала основы:
Существенно зависит от глубины закрепления дюбеля и от прочностных свойств строительной основы.
Причины:
- слишком высокая нагрузка
- низкая несущая способность основы
- недостаточная глубина анкеровки
Трещина материала основы:
Растрескивание при креплении — часто встречающийся вид дефекта при креплении в бетон.
Причины:
- слишком малые размеры элемента строительной основы
- • слишком маленькое расстояние между осями двух соседних отверстий (межосевое расстояние) или между осью крепления и боковой поверхностью элемента основы (краевой отступ)
Срез или изгиб шурупа:
Возможность изгиба или среза шурупа определяется прочностными характеристиками стали, поперечным сечением шурупа и прилагаемой внешней нагрузкой. Срез или изгиб шурупа соответствует максимально достижимой несущей способности конструкции.
Причины:
- слишком низкие прочностные характеристики стали шурупа/винта.
6 Нагрузки
При выборе размера и типа дюбеля необходимо учитывать возникающие после крепления нагрузки.
Нагрузки различают по:
- Усилию
- Направлению
- Точке приложения
Усилия даны в кН (1кН = кгс), изгибающий момент в Нм
www.gskmetizi.ru
Строительные крепежные технологии
СКТ (Строительные крепежные технологии) — динамично развивающаяся компания в сфере продажи и производства строительного крепежа, монтажных систем и расходных материалов.
Принципом нашей работы является грамотная и квалифицированная помощь в подборе крепежных изделий, организацей своевременной поставки и инженерной поддержке.
Большой перечень продукции и максимально полная размерная линейка изделий из металла, нержавейки, высокопрочного металла, с различными видами покрытия: оцинковка, горячий цинк, термодиффузионное цинкование, обеспечивает любые пожелания наших клиентов. Наличие собственной производственной базы позволяет изготавливать метизную продукцию по чертежам и техническому заданию клиента.
Приемлемая ценовая политика и коллектив профессионалов компании позволяет закреплять деловое сотрудничество с нашими клиентами на долгие годы.
Крепежные системы
Компания СКТ специализируется на строительных крепёжных технологиях. Она непрестанно развивается и успешно завоёвывает рынок. СКТ превосходно зарекомендовала себя в таких отраслях деятельности, как реализация и выпуск строительного крепежа, расходных материалов, монтажных систем. У компании сформировался круг постоянных клиентов. Отзывы о сотрудничестве с СКТ — исключительно положительные.
Широкий ассортимент продающейся продукции отличается следующими качествами:
- максимально полная размерная линейка изделий из металла, нержавейки, высокопрочного металла, с различными видами покрытия: оцинковка, горячий цинк, термодиффузионное цинкование.
- Благодаря отличной современной производственной базе, компания обладает возможностью производить метизную продукцию.
- Изготовление выполняется в строгом соответствии с чертежами и техническими заданиями заказчиков.
Гибкая ценовая политика и профессиональные сотрудники компании позволяют осуществлять взаимовыгодное деловое сотрудничество со многими клиентами на продолжительное время. Внимательными и компетентными менеджерами каждому потребителю подбирается нужный товар с оптимальным соотношением цена / качество.
Товар, продающийся в интернет-магазине крепежей:
- саморезы;
- шурупы;
- гвозди;
- дюбеля;
- анкер;
- химический анкер;
- такелаж.
Разновидности и особенности анкеров — основного товара, реализующегося в компании
Основным товаром, который можно купить в СКТ, является анкер. Название данного крепёжного изделия происходит от немецкого слова, обозначающего»якорь». С помощью анкера возможно различными способами закрепить и удержать в несущем основании какую-либо конструкцию.
Основным отличием анкера от дюбеля является то, что анкер — самостоятельный комбинированный крепёжный элемент. Помимо способности закрепляться в основании, он также обладает возможностью удерживать конструкцию.
Особенности конструкции
Анкер состоит из двух частей:
- Нераспорная часть, которая не участвует в закреплении.
- Распорная (рабочая) часть, которая изменяется в размерах при образовании соединения.
- Кроме того, у анкера может иметься особая деталь, манжета. Так называется кайма вокруг отверстия. Её предназначение — не позволять анкеру проваливаться в отверстие основания или закрепляемого материала.
Классификационные особенности
- Анкера бывают следующих размеров:
- Малый, длиной в пределах 55 мм, диаметром до 8 мм.
- Средний, длиной в пределах 120 мм, диаметром до 12 мм;
- Крупный, длиной в пределах 220 мм, диаметром до 24 мм.
Анкера также различаются способами закрепления:
- С помощью силы трения — стенки анкера прижимаются к основанию.
- Разные формы анкеров и отверстий в их основаниях — задние части анкеров, не помещаются в отверстия.
- Химическая реакция позволяет заполнить свободное пространство между анкером и основанием затвердевающим жидким компонентом.
Анкера изготавливаются из:
Их производят из разных металлических сплавов. Например: нержавеющая сталь, алюминий, латунь и прочие.
Бывают следующие виды монтажных работ
- Особенностью предварительного монтажа является то, что анкер устанавливают в основание на всю длину.
- При сквозном монтаже часть анкера проходит непосредственно через закрепляемую конструкцию. Анкера для сквозного монтажа отличаются наличием удлинённой нераспорной части.
Разновидности анкеров
- Анкерные болты — для полнотелых материалов.
- Болты Молли — для листовых материалов.
- Фундаментные болты — для фундаментов.
- Предназначение по материалам основания:
- Для плотных полнотелых материалов. К примеру, таких, как: натуральный камень, кирпич, бетон.
- Для пустотелых материалов, а именно: пустотелый кирпич, пустотелые бетонные блоки.
- Для листовых материалов. Например: гипсокартон, древесно-слоистый пластик, древесно-стружечная плита.
Предназначение, в зависимости от области применения
Фасадные и рамные анкера отличаются наличием удлинённой нераспорной части. Их используют для выполнения сквозного монтажа различных конструкций. Мебельные анкера применяют при производстве мебели.
Для наилучшего сцепления анкера с основанием следует произвести несложные манипуляции. Отверстие, которое получилось вследствие просверливания, следует тщательно и скрупулёзно очистить от буровой муки.
Особенности приобретения крепёжных материалов в компании МСП
Вся продукция продается оптом от производителя. Крепёжные материалы можно купить по выгодным и доступным для потребителей оптовым расценкам. Компанией МСП применяется гибкая ценовая политика. Клиенты могут получить в подарок фирменную сувенирную продукцию. Цена на товар зависит от объёма приобретаемой партии.
Основными принципами работы компании СКТ являются:
Крепёж, анкер, метизы можно заказать и купить по телефону и по почте, цены на товар и доставку можно уточнить при заказе. Уточнить все нюансы возможно также, написав письмо на электронную почту. Производится изготовление метизов и нестандартных изделий.
- квалифицированная помощь потенциальным потребителям в выборе крепёжных изделий;
- организация оперативной доставки реализуемыхтоваров;
- осуществление инженерной поддержки.
skt-profi.ru