Технология колбасных изделий – 9. Технология производства колбасных изделий
Технология производства колбасных изделий
Колбасные изделия подразделяются на вареные (колбасы, сосиски, сардельки), варено-копченые, полукопченые и сырокопченые, а также сыровяленые.
Колбасные изделия изготовляют из мяса и других продуктов убоя. Для выработки колбасных изделий используется сырье от здоровых животных. Загрязнения, побитости, кровоподтеки, клейма должны быть удалены. Туши без запаха в глубине, но с поверхностным ослизнеиием, плесенью и побитостями подвергаются зачистке, промывке горячей (50°С) и холодной водой. Размороженное мясо, как правило, промывают водой. Мясо и субпродукты вынужденного убоя и условно годные допускаются только после обезвреживания и с разрешения ветсаннадзора.
Шпик должен быть белого цвета с нормальным запахом, без загрязнений. Специи и пряности должны иметь присущие им специфический аромат и вкус и не содержать посторонних примесей.
Кишечная оболочка должна удовлетворять требованиям стандарта. У искусственных оболочек проверяют прочность и размеры в соответствии с техническими условиями.
Применяемый для вязки колбас шпагат проверяют на соответствие его требованиям стандарта.
Для выработки вареных колбас применяют говядину и свинину в парном, охлажденном и размороженном состоянии; для производства колбас других видов — в охлажденном и размороженном состоянии.
Копченые и полукопченные колбасы высших сортов нельзя вырабатывать из дважды замороженного мяса.
Основные технологические приемы при изготовлении колбас состоят из подготовки кишок, подготовки мясного сырья, составления колбасного фарша, формования батонов, осадки, термообработки (подсушки, обжарки, варки в воде или на пару, копчении) и охлаждении готовой продукции.
Подготовка кишок.
Надрезав середину кишки, выпускают содержимое через образовавшееся отверстие. Пользуясь этим же отверстием, кишку промывают 2-3 раза чистой холодной водой. Затем кишку выворачивают (наливая воду в вывернутый карман) и очищают от слизистой оболочки, натирая ее солью и соскабливая тупой стороной ножа на гладкой доске. Освобожденные от слизистой оболочки кишки еще 2-3 раза промывают чистой водой с добавлением марганцовокислого калия до бледно-розового окрашивания. Перед употреблением кишки выжимают и вешают для стекания воды. Если кишки необходимо сохранить длительное время, их нарезают на куски длиной 1 м, связывают в пучки и обильно пересыпают солью. Перед шприцеванием оболочки следует вымочить в теплой воде не менее 30 мин: Кроме натуральных оболочек используют искусственные и синтетические оболочки.
Подготовка мясного сырья. Подготовка сырья включает размораживание (при использовании замороженного мяса), разделку и обвалку туш, а также жиловку мяса.
Разделка. Эта операция по расчленению полутуш на отруба.
Жиловка. Это процесс отделения от мяса мелких косточек, остающихся после обвалки туши, сухожилий, хрящей, кровеносных сосудов и пленок. При жиловке говядины вырезают куски мяса массой 400-500 г и сортируют в зависимости от содержания соединительной ткани и жира на три сорта : к высшему сорту относят чистую мышечную ткань без жира, жил, пленок и других включений, видимых невооруженным глазом; к первому — мышечную ткань, в которой соединительная ткань в виде пленок составляет не более 6% массы; ко второму сорту относят мышечную ткань с содержанием соединительной ткани и жира до 20%, также выделяют жирное мясо с содержанием жировой и соединительной тканей не более 35%.
Свинину в процессе жиловки разделяют на нежирную (содержит до 30% межмышечного и мягкого жира), полужирную (30-50% жировой ткани) и жирную (более 50% жировой ткани).
Измельчение. Мясо, предназначенное для вареных колбас, перед посолом измельчают на волчках с диаметром отверстий решетки 2-6, 8-12 мм, для полукопченных колбас 16-25 мм, мясо для сырокопченых колбас режут на куски массой 300-600 г.
Посол мяса. При посоле фарша, предназначенного для вареных колбас, вносят 1.7-2.9 кг соли на 100 кг мяса, для полукопченных — до 3 кг соли, для сырокопченых — до 3.5 кг соли.
При посоле фарша добавляют нитрит натрия в количестве 7.5 г. на 100 кг сырья в виде раствора концентрацией не выше 2.5% . Далее соленый фарш направляют на выдержку при температуре не выше 4°С до 12-24 ч. Мясо в кусках предназначенное для сырокопченых колбас, засаливают на 120-168 часов.
Составление колбасного фарша. Фарш для полукопченных и сырокопченых колбас приготавливается в фаршемешалке. Фарш для вареных колбас приготавливается на куттере после измельчения на волчке. При этом соблюдают определенный порядок: вначале загружают говяжье мясо и нежирную свинину, нитрит натрия, фосфаты и приправы, шпик загружают в конце куттерования. При обработке мяса на куттере его температура не должна поднимается выше 12° С. С целью предотвращения перегрева фарша в куттер добавляют холодную воду или лед до 30%.
В настоящее время при производстве вареных и полукопченных колбас в качестве наполнителя широко использует изолированный соевой белок. Эти белки обладают высокой растворимостью, эмульгирующими, влагосвязывающими и гелеобразующими свойствами. При их использовании значительно повышается качество и выход готовой продукции.
Формование колбасных батонов. Процесс формования колбасных изделий включает: подготовка колбасной оболочки, шприцевание фарша в оболочку, вязку и штриковку (накалывание) колбасных батонов, и навешивание на палки и рамы.
Осадка. Осадка производится после формования батонов. Для вареных колбас осадка составляет 2-4 ч, для полукопченных до 12 ч, а для сырокопченых — 5-7 суток.
Термическая обработка. Термическая обработки — заключительная стадия производства колбасных изделий и включает: обжарку, варку, копчение, охлаждение и сушку.
Основные параметры термической обработки колбас
| Виды колбас | Режим тепловой обработки | |||||
| Обжарка (с дымом) | Варка | Копчение | ||||
| Продолжительность, мин. | Температура в толще батона, °С | Продолжительность, мин. | Температура в толще батона, °С | Продолжительность, час. | Температура в камере, °С | |
| Вареные | 60-120 | 40-50 | 60-120 | 70-72 | — | — |
| Полукопченые | 60-90 | 50-55 | 40-90 | 70-72 | 12-24 | 40-42 |
| Варенокопченые | 60-120 | 50-55 | 50-90 | 70-72 | 6-24 | 40-42 |
| Сырокопченые | — | — | — | — | 24-72 | 18-22 |
После термической обработки колбасные изделия направляются на охлаждение. Вначале охлаждение проводят водой под душем для снижения температуры внутри батона до 30°С. Далее колбасные изделия направляют в помещения с температурой 0-8°С, где они охлаждаются до температуры не выше 15°С.
Сушка. Эта операция завершает технологический цикл производства полукопченных, варено-копченых и сырокопченых колбас.
Полукопченные колбасы сушат при температуре 10-12°С и относительной влажности воздуха 76-78% в течение 1-2 суток и варено-копченые — 2-3 суток. Сырокопченые колбасы вначале сушат 5-7 суток при температуре 11-15°С, относительной влажности воздуха 82-85 % и скорости его движения 0.1 м/сек; дальнейшую сушку проводят в течение 20-23 суток при 10-12°С, относительной влажности воздуха 76-78% и скорости его движения 0.05-0.1 м/сек. Общая Продолжительность сушки 25-30 суток.
Далее проводится Упаковывание, маркирование и хранение колбасных изделий. В соответствии со стандартом к готовым изделиям предъявляют следующие основные требования.
Внешний вид. Поверхность батонов должна быть чистой, сухой, без повреждений, пятен, слипов, наплывов фарша, плесени и слизи. На оболочке сырокопченых колбас допускается белый сухой налет плесени, не проникающей через оболочку в колбасный фарш. Оболочка должна плотно прилегать к фаршу, за исключением целлофановой.
Консистенция. Вареные и полукопченные колбасы должны быть упругой, плотной, некрошливой консистенции, копченые колбасы — плотной.
Вид на разрезе. Фарш монолитный; кусочки шпика или грудинки равномерно распределены, имеют в зависимости от рецептуры определенную форму и размеры; края шпика не оплавлены; цвет его белый или с розовым оттенком; допускается наличие единичных пожелтевших кусочков шпика в соответствии с техническими условиями на каждый вид колбасы; окраска фарша равномерная, без серых пятен.
Запах и вкус. Колбасы должны иметь ароматный запах, приятный вкус, без постороннего вкуса и запаха.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
www.activestudy.info
Технология производства колбасных изделий — Мастер Милк
Оборудование на заказ
Мы осуществляем производство и поставки оборудования под заказ на территории России, Украины, Белоруссии, Казахстана, Молдавии, Азербайджана, Грузии, Латвии, Финляндии, Греции, Польши.
Кулинарные пристрастия народов разных стран положили основу для разработки разнообразных рецептов и технологий производства колбасных изделий. Отличаются как технологические особенности производства, так и разнообразные виды сырья. Благодаря этому в мире существует множество видов вкуснейших деликатесов и закусок из мяса.
Мастер Милк предлагает продажу готового оборудования для пищевой промышленности и разработку на заказ. Обращайтесь!

Широкое разнообразие колбасных деликатесов на современном рынке
Сегодня на прилавках магазинов можно найти огромный выбор колбасных и мясных деликатесов. Колбасы – мощный источник полезных белковых соединений, жиров и минеральных веществ, которые поддерживают жизнедеятельность организма человека.
Основные виды колбас:
- вареные – наиболее популярные кондитерские изделия в мире, имеют однородную консистенцию;
- варено-копченые в отличие от вареных содержат большее количество специй и могут содержать мелкие кусочки мяса или добавок;
- полукопченые – проходят 3 этапа приготовления: обжаривание, варка и копчение;
- сырокопченые колбасы не подвергаются термической обработке, изготавливаются с помощью холодного копчения, ферментации и обезвоживанию;
- сыровяленые колбасные изделия производятся из фарша, предварительно замаринованного мяса. Такие изделия проходят этап копчения, ферментации, обезвоживания, а после вялятся;
- ливерные колбасные продукты получают из субпродуктов, яиц, с добавлением овощей, молока, масла и других добавок;
- кровяные колбасы изготавливаются из бычьей (телячьей) или свиной крови.

Колбасные изделия высокого качества – залог успешного развития бизнеса
В условиях жесткой конкуренции на современном рынке важно производить качественные колбасы. Важно выпускать не только вкусный, но безопасный и здоровый продукт для самых изысканных потребителей.
- Качественные ингредиенты: свежее и проверенное мясо, специи высокого качества.
- Соблюдение особенностей технологии производства.
- Использование современного оборудования.
- Соблюдение условий хранения сырья и готовых изделий.
- Соблюдение санитарных и гигиенических норм.
Особенности производства различных видов колбас
Для изготовления колбас различных видов обычно используют мясо говяжье, свиное, куриное, индюшиное, редко – мясо лошадей, гусей, баранов, оленей и другое. Предпочтительнее мясо с небольшим содержанием жиров. Свиное мясо довольно часто добавляют для поднятия пищевой ценности и калорийности.
Животные жиры, такие как шпик или курдючий жир, добавляют для увеличения количества калорий, улучшения вкусовых качеств и достижения нежной структуры. Растопленный внутренний жир обычно используют при приготовлении ливерки, сосисок или сарделек. Диетические колбасные изделия производят с введением цельного молока, молочных продуктов и яиц. Субпродукты и кровь идут для изготовления низших видов колбасных изделий. В растительные колбасные изделия с добавлением мяса вводят еще и крупы.
Технология производства колбасных изделий подразумевает добавление солей, необходимых специй, нитритов натрия, сахара, пряностей.
Основные этапы технологии производства колбас
Крупные мясоперерабатывающие фабрики и заводы изготавливают разнообразные колбасные изделия. Однако для всех сортов колбас существует общая технология производства колбасных изделий.
1. Подготовка оболочки. В качестве оболочки колбас широкое применение нашло кишечное сырье, которое перед наполнением очищают, промывают и выжимают. Кроме натуральных кишок используют искусственные и синтетические оболочки.
2. Подготовка сырья для колбасных изделий разделяется на размораживание, разделку, обвалку туш, жиловку мяса.
- Размораживание. При изготовлении разных видов колбас используют парное, охлажденное и размороженное мясо. Последнее в обязательном порядке промывают водой.
- Разделка – расчленение туши на отруба.
- Обвалка – технологическая операция, во время которой отделяется мышечная, жировая и соединительная ткань от кости. Раньше этот процесс производился вручную и относился к кропотливым и опасным занятиям. На современных предприятиях используют специальное оборудование (дробилки, центрифуги, прессы).
- Жиловка мяса – отделение жилок, сухожилий и прочих тканей, а также маленьких косточек от мяса. Во время жиловки удаляются подтеки крови и повреждения мяса, а также мясо сортируется.
3. Производство колбасного фарша
Подготовленное мясо, согласно технологии производства колбасных изделий, пропускается через крупные мясорубки для тонкого или крупного дробления. Далее мясо помещают в специальные емкости для посолки, где оно созревает. Добавляют необходимое количество солей, сахара, нитритов и выдерживают при температурах близких к 0 С. Для качественной посолки парное мясо необходимо выдержать сутки, охлажденное и размороженное требует 2-3 суток. Если мясо тщательно измельчить, то время можно сократить до 6 часов.
Последующее измельчение в мясорубках или куттерах производят после созревания мяса. Оно проводится с целью придать нежную и однородную консистенцию изделиям.
Следующим этапом является приготовление фарша с помощью куттеров и фаршемешалок. В зависимости от особенностей рецептуры и технологии производства добавляют шпик, различные специи или пряности. Тщательное перемешивание с водой или пищевым льдом позволяет добиться однородной фаршевой смеси.
4. Формование батонов происходит благодаря заполнению оболочек фаршем на автоматических или полуавтоматических шприцах-наполнителях.
Включает в себя:
- подготовку упаковки для колбасных изделий. Оболочки разрезаются на необходимые отрезы, и один конец перевязывается. Некоторые виды упаковок увлажняются для повышения эластичности;
- шприцевание готового фарша в упаковку производится с помощью вакуумного устройства — шприца непрерывного действия;
- вязка и штриковка батонов колбасы производится согласно технологии производства колбасных изделий с целью утрамбовывания фарша и образования петли для подвешивания. С помощью штриковки (проколов) удаляются пузыри воздуха;
- навешивание батонов колбасы на рамы тележки, где они должны висеть свободно, не соприкасаться.

5. Осадка колбас проводится обычно для полукопченой, варено-копченой и копченой колбасы. Длится такой процесс от 5 до 7 суток при 3 С. В результате получается колбаса с подсохшей плотно облегающей оболочкой, а фарш имеет ярко-красный цвет.
6. Термообработка
Следующим шагом после осадки колбасных изделий является варка. Большинство сортов колбасных изделий варят, а затем коптят. Длительность варки зависит от диаметра батона. Копчение производят горячим дымом при температуре 35-50 С.
Возможность длительного и безопасного хранения, а также транспортировка обеспечивается дополнительным подсушиванием колбасных изделий в течении 2-4 суток.
В обязательном порядке все стадии технологии производства колбасных изделий проходят контроль. Благодаря современным устройствам и технологиям можно производить проверку температуры, влажности в цехах, камерах и даже в готовой продукции. По окончанию производства колбасы проходят анализ органолептических свойств. Постоянный контроль состояния продукта позволяет добиться максимально идентичного технологического производства колбасных изделий от партии к партии.
mastermilk.com
Технология производства колбас
 Технология – наука о наиболее эффективных способах промышленного производства товаров. На выбор технологии производства влияет много факторов: вид продукции, объём производства, вид сырья, уровень специализации и кооперирования, вид топливно-энергетических ресурсов и ряд других факторов.
Технология – наука о наиболее эффективных способах промышленного производства товаров. На выбор технологии производства влияет много факторов: вид продукции, объём производства, вид сырья, уровень специализации и кооперирования, вид топливно-энергетических ресурсов и ряд других факторов.Колбасные изделия и копчёности занимают большой удельный вес в питании населения, а их производство является одним из важнейших в мясной промышленности.
Производство колбасных изделий в промышленных и домашних условиях складываются из отдельных технологических процессов, базирующихся на различных способах воздействия на сырьё (химических, физических, микробиологических). При этом особо важную роль имеют тепловые процессы, поскольку применяемое в колбасном производстве сырьё является скоропортящимся.
Технология производства колбасных изделий постоянно совершенствуется на основе новейших достижений науки и техники.
Теплообработка является одной из основных технологических операций при производстве колбасных изделий. Очевидно, что качество готовой продукции, находится в зависимости от соблюдения технологических требований к этой операции, а также совершенства применяемого оборудования.
Эффект теплового воздействия, на обрабатываемый продукт, является величиной, зависящей как от температуры, так и от продолжительности нагрева. В связи с этим, выбор параметров процесса с гарантированным достижением состояния готовности и снижения уровня микробиологической обсемененности, является ответственной задачей, решение которой определяет безопасность и качество готового продукта. Поэтому, термическая обработка в цепи технологических процессов производства колбасных изделий определяется как критическая контрольная точка.
Совершенствование процесса термической обработки может осуществляться в двух направлениях:
· создание нового и модернизация действующего технологического оборудования;
· разработка технологического регламента, адаптированного к данному оборудованию.
Анализ современных технических средств, используемых при термической обработке колбасных изделий, показывает, что в настоящее время можно выделить два основных способа осуществления процесса термической обработки:
· с использованием газообразного теплоносителя;
· с использованием жидкого теплоносителя (вода).
С развитием технологий и появлением новых видов оборудования, способ термической обработки в паровоздушной среде, осуществляемый в специальных термокамерах, постепенно вытеснил термическую обработку в жидком теплоносителе. В результате этого произошло удлинение продолжительности термической обработки.
1. Технология производства продукции
1.1 Требования к сырью и вспомогательным материалам
Для выработки колбасных изделий используют сырье от здоровых животных без признаков микробиальной порчи и прогоркания жира. Загрязнения, побитости, кровоподтеки, клейма должны быть удалены. Туши без запаха в глубине, но с поверхностным ослизнением, плесенью и побитостями зачищают и промывают горячей (50 °С) и холодной водой.
Шпик должен быть белого цвета с нормальным запахом, без загрязнений. Температура шпика, предназначенного для измельчения, не должна превышать –1 °С, в противном случае он будет деформироваться при измельчении.
Для изготовления вареных колбас применяют говядину и свинину в парном, охлажденном и размороженном состоянии, для производства колбас других видов – в охлажденном и размороженном состоянии. Замороженные блоки можно направлять на приготовление фарша без предварительного размораживания.
Для производства всех видов продуктов из свинины применяют охлажденное до 4 °С сырье, полученное от свиных полутуш беконной, мясной и жирной упитанности (после удаления шкуры и излишков шпика). К использованию не допускается мясо хряков и свинина с наличием шпика мажущейся консистенции.
Изделия из говядины изготовляют из туш I и II категории упитанности в охлажденном или размороженном состоянии.
Для выработки продуктов из баранины используют туши I категории упитанности в охлажденном состоянии.
Для посола используют пищевую соль не ниже I сорта без механических примесей и постороннего запаха, сахар-песок белого цвета без комков и примесей, нитрит натрия с содержанием нитрита (в пересчете на сухое вещество) не менее 96%. Специи и пряности должны иметь присущие им специфические аромат и вкус и не содержать посторонних примесей.
Кишечные оболочки, применяемые в колбасном производстве, должны быть хорошо очищены от содержимого, без запаха разложения и патологических изменений.
Искусственные оболочки должны быть стандартных размеров (диаметр, толщина), достаточно прочными, плотными, эластичными, влаго- и газопроницаемыми (для копченых колбас), обладать хорошей адгезией, устойчивыми к действию микроорганизмов и хорошо храниться при комнатной температуре. Для каждого вида и сорта колбас используют оболочку определенного вида и калибра.
1.2 Общая технология производства вареной Русской колбасы
Характеристика сырья. Вареные колбасы вырабатывают из остывшего, охлажденного и размороженного жилованного говяжьего, свиного мяса.
Подготовка сырья. Из обваленного говяжьего и свиного мяса удаляют грубую соединительную ткань, лимфатические и кровеносные сосуды, жир и хрящи. Из говядины I категории выделяется полив жира вместе с мышечной тканью. Шпик твердый и грудинку перед измельчением охлаждают до температуры не выше 6 °С.
Измельчение и посол мяса. Посоленное и выдержанное в шроте или фарше говяжье, свиное мясо вторично измельчают на волчке через решетку с отверстиями диаметром 2-3 мм, затем обрабатывают на куттере, добавляя лед и специи.
Перемешивание. Измельченное мясо смешивают в фаршемешалке со шпиком, специями в течение 10-15 мин до образования связанной однообразной массы.
Наполнение оболочек фаршем. Для наполнения оболочек применяют пневматические, гидравлические, шприцы-дозаторы или механические шприцы непрерывного действия (в том числе вакуумные).
Вязка. При вязке вязальщик отжимает внутрь оболочки фарш, прочно
завязывает шпагат на конце, делая петлю для навешивания батона на палку.
Навешивание колбас. При навешивании батонов колбас на палки и рамы необходимо следить за тем, чтобы не было соприкосновения батонов.
Осадка. Во время осадки происходит уплотнение фарша и подсушивание оболочки. Осадка колбас производится в специальных камерах при температуре 2-4 °С.
Обжарка. Обжарку производят при температуре 50-120 °С в течение 60-180 мин. в зависимости от диаметра батонов, вида оболочек. Для равномерного обжаривания колбасы в камере подвешивают батоны одинаковой длины и диаметра с интервалом не менее 10 см.
Варка. Обжаренные батоны варят паром, в воде или в атмосфере горячего увлажненного воздуха при температуре 75-85 °С до тех пор пока температура в центре батона достигнет 70 °С. При варке в воде колбасу загружают в воду температурой 85-90 °С. Продолжительность варки в зависимости от вида оболочки составляет: для черев от 30 до 50 мин; для кругов и искусственных оболочек диаметром 50-65 мм от 40 до 80 мин, для синюг, проходников и пузырей – от 1,5 до 3 часов.
Охлаждение. Сваренную колбасу охлаждают до температуры 15 °С под душем, а затем в помещениях с кондиционированным воздухом температурой 8 °С.
Контроль качества готовой продукции. Готовую колбасу тщательно проверяют органолептическим методом и отбраковывают батоны с дефектами.
Хранение. Охлажденные вареные колбасы хранят в охлаждаемых помещениях в подвешенном состоянии при температуре не выше 8 °С и относительной влажности воздуха 75-80% до трех суток.

Рисунок 1 — Технологическая схема производства вареных колбас на примере Русской
1.3 Требования к готовой продукции
Поверхность батонов колбасных изделий должна быть чистой, сухой, без повреждений, пятен, слипов, стеков жира или бульона под оболочкой, наплывов фарша над оболочкой, плесени и слизи. На оболочке сыро-копченых колбас допускается белый сухой налет плесени, не проникшей через оболочку в колбасный фарш. Оболочка должна плотно прилегать к фаршу, за исключением целлофановой. Поверхность изделий должна быть сухой, чистой, у копченых и копчено-вареных — равномерно прокопченной, без слизи и плесени.
Вареные и полукопченые колбасы должны иметь упругую, плотную, некрошливую консистенцию, копченые колбасы — плотную.
На разрезе продукта фарш монолитный, кусочки шпика или грудинки равномерно распределены, имеют определенную форму и размеры (в зависимости от рецептуры). Края шпика не оплавлены, цвет белый с розовым оттенком без желтизны, допускается наличие единичных пожелтевших кусочков шпика в соответствии с техническими условиями на каждый вид колбасы. Цвет продуктов равномерный, без серых пятен.
Колбасные изделия должны иметь приятный запах с ароматом пряностей, без признаков затхлости, кисловатости. Вкус в меру соленый у вареных колбас, у полукопченых и копченых колбас — солоноватый, острый, с выраженным ароматом копчения.
Колбасы не должны иметь постороннего привкуса и запаха. Не допускается к реализации колбасные изделия, содержащие бактерии группы кишечной палочки в 1 г продукта, сальмонеллы в 25 г продукта, сульфитредуцирующие клостридии в 0,01 г продукта.
1.4 Технологическая схема производства колбасных изделий
В аппаратурном исполнении процесс производства вареных колбасных изделий можно рассмотреть на рисунке 2.
Рисунок 2 — Проточно-механизированная линия производства вареных колбас: 1 — конвейерный стол для обвалки и жиловки мяса; 2 — волчок; 3,9 — мешалки; 4 — насос для фарша; 5,10 — тележки; 6,11 — подъемники; 7 — куттер; 8 — эмульситаттор; 12 — автомат для вормирования колбасных батонов; 13 — стол для приема сформированных батонов; 14 — рама для колбасных батонов; 15 — универсаль-ный термоагрегат; 16 — душевую устройство; 17 — контейнер для готовых колбас.
По мере накопления жилованное мясо подают для измельчения в волчок 2 с диаметром отверстий решетки 2…3 мм. Измельченное мясо после перемешивания с поваренной солью в мешалке насосом 4 перекачивают в тележки 5, в которых мясо выдерживают в посоле. Выдержанное в посоле мясо подъемником 6 загружают в куттер 7, где происходит тонкое измельчение мяса и смешивание его согласно рецептуре с другими компонентами: белковыми препаратами, водой, специями, раствором нитрита натрия и др. Из куттера фарш подают для более тонкого измельчения в эмульситатор 8. Если изготовляют бесшпиковые колбасы, фарш из эмульситатора подают в автомат 12 для формирования колбасных батонов. При изготовлении колбас со шпиком или другими структурными компонентами фарш из эмульситатора подают в мешалку 9 для смешивания со шпиком или другими структурными компонентами. Из мешалки фарш выгружают в тележки 10 и направляют в автомат для формирования колбасных батонов 12. Сформированные батоны накапливаются на технологическом столе 13, затем их навешивают на рамы 14 и подают для термообработки в универсальный термоагрегат 15. Колбасные батоны охлаждают водой при помощи душевого устройства 16, а затем в камерах воздухом. По окончании технологического процесса колбасные батоны упаковывают в контейнеры 17 и направляют на реализацию. Производительность линии зависит от подбора оборудования.
2. Механизм протекания теплообменного процесса
2.1 Теоретические основы теплообмена
Теплообмен – самопроизвольный, необратимый процесс переноса теплоты от более нагретых тел (или участков тел) к менее нагретым.
Теплота (количество теплоты) – энергетическая характеристика процесса теплообмена, которая определяется количеством энергии, отдаваемой или получаемой в процессе теплообмена.
Теплообменные процессы – это процессы, связанные с переносом теплоты от более нагретых тел к менее нагретым, т.е. . К ним относятся процессы нагревания, пастеризации, стерилизации, охлаждения, конденсации, выпаривания и т.п. Скорость тепловых процессов определяется законами теплопередачи.
Теплопроводностью называется процесс переноса тепловой энергии от более нагретых участков тела к менее нагретым в результате теплового движения и взаимодействия микрочастиц. В результате теплопроводности температура тела выравнивается.
Теплоноситель — движущаяся среда (газ, пар, жидкость), используемая для переноса теплоты. В процессах теплопередачи участвует не менее двух сред (веществ) с различными температурами. Среда с более высокой температурой, отдающая при теплообмене теплоту, называется горячим теплоносителем, среда с более низкой температурой, воспринимающая теплоту, называется холодным теплоносителем (хладагентом). Теплоносители и хладагенты должны быть химически стойкими, не вызывать коррозии аппаратуры, не образовывать отложений на стенках аппаратов.
В качестве теплоносителей в пищевой промышленности наибольшее распространение получили насыщенный водяной пар, вода, дымовые газы, а в качестве хладагентов — аммиак, фреоны, рассол хлорида кальция, воздух, азот. Выбор теплоносителя или хладагента определяется их назначением, температурами процесса, стоимостью.
Конвективным называют теплообмен, обусловленный совместным действием конвективного и молекулярного переноса теплоты. Другими словами, конвективный теплообмен осуществляется одновременно двумя способами: конвекцией и теплопроводностью.
Конвективный теплообмен между движущейся средой и поверхностью ее раздела с другой средой (твердым телом, жидкостью или газом) называют теплоотдачей.
Тепловое излучение – это электромагнитное излучение, испускаемое веществом и возникающее за счет энергии теплового движения атомов и молекул (т.е. внутренней энергии).
2.2 Основные виды теплообменных процессов в производстве колбас
Теплопроводность.
Если внутри тела или материала имеется разность температур, то тепловая энергия переходит от более горячей его части к более холодной и передаёт ей свою тепло. Данный вид теплопередачи, который обусловлен тепловыми движениями и столкновениями молекул, называется теплопроводность. При достаточно высоких температурах в твердых телах его можно наблюдать визуально.
Теплопроводность бывает:
· стационарная теплопроводность;
· не стационарная теплопроводность.
Перенос тепловой энергии теплопроводностью зависит от нескольких параметров:
· от физических свойств тела;
· от геометрических размеров;
· от разности температур между телами.
В общем случае процесс теплопереноса теплопроводностью сопровождается изменением температуры в пространстве и во времени.
Стационарное температурное поле – это если температура тела не изменяется с течением времени и зависит только от геометрических размеров тела.
Нестационарное температурное поле – это когда изменение температуры тела зависит от времени.
Количественная характеристика изменения температуры на бесконечно малом отрезке тела характеризует градиент температуры.
Градиент температуры математическими терминами – это предел изменения температуры к нормали, причём последнее стремиться к нулю. Градиент – это вектор, направленный к изометрической поверхности в сторону возрастания температуры и численно равен частной производной этой температуры по этому направлению.
Конвективный теплообмен (теплоотдача).
Теплоотдачей называется процесс теплообмена между поверхностью тела и окружающей средой.
Интенсивность теплоотдачи характеризуется коэффициентом теплоотдачи, равным отношению плотности теплового потока на поверхности раздела к температурному напору между поверхностью теплообмена и средой (теплоносителем).
При конвективном теплообмене теплота распространяется в потоке жидкости или газа от поверхности твердого тела или к его поверхности одновременно конвекцией и теплопроводностью. От поверхности твердого тела к потоку жидкости она распространяется через пограничный слой за счет теплопроводности, от пограничного слоя в ядро потока жидкости или газа — в основном конвекцией. На интенсивность теплоотдачи существенное влияние оказывает характер движения потока жидкости или газа. Схема конвективного теплообмена приведена на рисунке 3.
Различают теплоотдачу при свободной и вынужденной конвекции. Под свободной, или естественной, конвекцией понимают перемещение частиц жидкости или газа в объеме аппарата или теплообменных устройств вследствие разности плотностей нагретых и холодных частиц жидкости или газа. Скорость естественной конвекции определяется физическими свойствами жидкости или газа, разностью температур между горячими и холодными частицами и объемом, в котором протекает процесс.
Вынужденная, или принудительная, конвекция возникает под действием насоса или вентилятора и определяется физическими свойствами среды, скоростью ее движения, формой и размерами канала, в котором движется поток. При вынужденной конвекции теплообмен происходит значительно интенсивнее, чем при естественной.
3. Оборудование для теплообработки колбасных изделий
Процессы обжарки, варки и охлаждения могут осуществляться в раздельных камерах или агрегатах. Предпочтительнее использовать либо универсальные камеры периодического действия, в которых последовательно проводят процессы обжарки, варки и охлаждения, либо термоагрегаты непрерывного действия. Достоинство универсальных камер заключается в возможности варьировать длительность тепловой обработки, их можно использовать при выработке широкого ассортимента изделий в случае ограниченного объема производства. Применение универсальных камер способствует снижению трудовых затрат, потерь массы продукта, улучшению его качества и повышению производительности труда.
3.1 Универсальные термокамеры
Универсальные термокамеры (рисунок 4) представляют собой теплоизолированный шкаф, закрывающийся с одной стороны двустворчатыми дверями.
В верхней части камеры находятся вентилятор, калорифер и система воздухораспределения, состоящая из воздуховодов и двух рядов сопел. В целях равномерного распределения воздушного потока сопла оборудованы двумя специальными распределительными клапанами. При их вращении сопла периодически открываются и закрываются.
Привод клапанов осуществляется от индивидуального электродвигателя. Воздушный поток из сопел направляется вниз, отражается от пола, поднимается вверх и через воздуховод удаляется из камеры.
В верхней части камеры для увлажнения воздуха и снижения его температуры смонтированы форсунки.
Вода, распыленная форсунками веерообразно, подхватывается струей горячего воздуха, частично испаряется, а частично собирается на полу и отводится через сточный люк. В процессе термообработки люк плотно закрыт. В более совершенных конструкциях термокамер воздух увлажняется и охлаждается с помощью кондиционера.
Процесс термообработки в универсальной термокамере происходит за несколько последовательно выполняемых операций (рис. 5).
Подсушка продукта осуществляется горячим (100-110 °С) воздухом, подаваемым вентилятором. Воздух нагревается, проходя через рабочую поверхность калорифера. По распределительным трубам он подается к соплам; дымоход при этом перекрыт заслонкой.
Рисунок 4 — Универсальная термокамера: а – вид спереди; б – разрез: 1 – окно; 2 – паропровод; 3 – электродвигатель; 4 – клиновый ремень; 5 – трубопровод для конденсата; 6 – защелка; 7 – дверь; 8 – дверная ручка; 9 – штанга; 10 – стенка; 11 – сопла; 12 – привод; 13 – трубопровод для острого пара; 14 – вентилятор; 15 – дымоход; 16 – трубопровод для свежего воздуха; 17 – труба для отработавшего воздуха; 18 – калорифер; 19 – балки подвесного пути; 20 – всасывающая труба; 21 – лампа.
Подсушка продукта осуществляется горячим (100-110°С) воздухом, подаваемым вентилятором. Воздух нагревается, проходя через рабочую поверхность калорифера. По распределительным трубам он подается к соплам; дымоход при этом перекрыт заслонкой.
Для варки используют острый пар, поступающий в камеру через перфорированную трубу под давлением около 200 кПа. Конденсат пара собирается в нижней части камеры и отводится через сточный люк.
Копчение осуществляется в том случае, если в дымоходе открыта дроссельная заслонка и дым из дымогенератора с помощью вентилятора поступает в камеру.
Рисунок 5 — Принцип работы универсальной термокамеры: 1 – люк; 2 – подвесной путь; 3, 13 – сопла; 4, 12 – распределительные трубы; 5 – обводная труба; 6 – калорифер; 7 – трубопровод для отвода отработавшего воздуха; 8 – заслонка; 9 – регулятор дыма; 10 – вентилятор; 11 – отсасывающая труба; 11 – паропровод; 15 – термометр; 16 – термокамера; 17 – дымогенератор; 18 – рама для подвески колбас; 19 – дымоход.
Количество подаваемого и удаляемого дыма и воздуха регулируют заслонками. С помощью обводной трубы можно подавать воздух или дым в камеру, минуя калорифер. Обычно это делают в том случае, когда нет необходимости дополнительно нагревать воздушную смесь.
В настоящее время для термообработки мясопродуктов промышленность выпускает большое число камер и шкафов. Для малых мясоперерабатывающих предприятий предназначаются термокамеры и термошкафы с загрузкой продуктов до 150 кг.
Камеры и шкафы для термической обработки подразделяют на варочные, обжарочные, коптильные, климатические, охлаждающие, универсальные. В одной камере можно совмещать несколько процессов, например варку и копчение, сушку и климатизацию, холодное копчение и созревание. Универсальные камеры позволяют осуществлять большинство тепловых процессов. В таких камерах в диапазоне температуры до 100 °С в течение одного технологического процесса можно по выбору проводить обжарку, сушку, копчение, шпарку, душирование или варку горячим воздухом, а также запекать продукцию при температуре до 150 °С.
Термокамеры конструируют по следующим основным принципам: экономичное расходование энергии, повышение пропускной способности за счет более плотного размещения продукции, максимальная точность направления воздушных потоков, регулирование температуры и влажности, абсолютная надежность и удобство, уровень выброса газообразных отходов в атмосферу не должен превышать нормы.
Термошкаф меньше термокамеры и не укомплектован тележкой. Продукцию, подлежащую термообработке, на полках вручную вставляют внутрь. Все камеры и шкафы оснащены системой приточно-вытяжной вентиляции, способной в течение 1 мин десятикратно рециркулировать весь объем воздуха в камере. Санитарную очистку собственно камеры выполняют вручную.
3.2 Оборудование для копчения мяса и мясных продуктов
Для копчения обычно применяют стационарные коптильные камеры и автокоптилки.
Стационарная коптильная камера представляет собой одно- или многоэтажное кирпичное сооружение. В нижней части расположена топка, где сжигают топливо для получения дыма или обогрева камеры. Она оборудована подвесными путями для подачи продукта на рамах или стойках для их навешивания. На каждом этаже камеры имеются решетки на случай падения изделий. В центре топки укладывают мелко нарубленные дрова и засыпают их опилками, которые зажигают со стороны поддува. Плотность дыма зависит от объема воздуха, поступающего в топку. Считается нормальным, если воздух поступает в таком количестве, что скорость его движения в коптильной камере составляет 0,12-0,25 м/с. Относительную влажность в камере поддерживают в пределах 60-65%.
Малая автокоптилка АМ-360 (рисунок 6) состоит из многоэтажной вертикальной кирпичной или железобетонной шахты размерами 2,52×3,2 м.
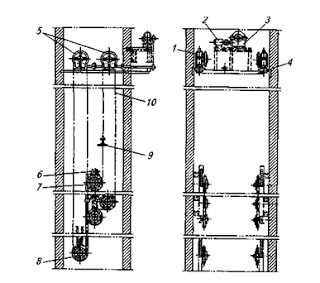
Рисунок 6 — Малая автокоптилка АМ-3601, 3 – редукторы; 2 – электродвигатель; 4 – цепная передача; 5, 7, 8 – звездочки; 6 – натяжная станция; 9 – траверсы; 10 – цепи.
Полезная нагрузка автокоптилки 12420 кг. В верхней части автокоптилки располагается привод, который осуществляется от электродвигателя мощностью 5,5 кВт через червячный редуктор 3 и цепную передачу. Через цепную передачу вращение передается на червячный редуктор 1. На вал червячного колеса этих редукторов насажены приводные звездочки 5, на которые навешиваются две бесконечные пластинчато-шариковые цепи, движущиеся вертикально. Цепи соединены между собой траверсами люлечного типа, подвешенными на шарнирах так, что они все время сохраняют горизонтальное положение. Скорость движения цепи 0,016 м/с. Шаг между траверсами 900 мм. Цепи автокоптилки натягиваются двумя натяжными станциями грузового типа. Они состоят из оси, вращающейся в двух подшипниках скольжения, которые смонтированы в ползунах, и двух звездочках 7 и 8. Одна фиксируется шпонкой, а другая насажена по скользящей посадке.
В нижней части здания шахты расположена топка. От нее дымовоздушная смесь свободно поднимается по всей шахте, равномерно воздействуя на продукт, вывешенный на траверсе. В верхней части автокоптилки располагается дымовая камера, потолок которой снабжен шиберами для регулирования потока дымовоздушной смеси.
Автокоптилку загружают и выгружают при движущейся цепи после предварительного прогрева шахты. Загрузочные и разгрузочные двери устанавливают в соответствии с расположением технологических отделений. Масса автокоптилки составляет 6300 кг.
Продолжительность копчения 360-1440 мин. Время разогрева камеры до температуры 90 °С составляет 10 мин.
Мясопродукты, подвергаемые термообработке, навешивают на раму, укомплектованную поддонами со съемными трубками. Рама представляет собой сварной каркас на шести колесах. В зависимости от вида обрабатываемого продукта на кронштейны рамы можно устанавливать цельнометаллические или сетчатые поддоны. Для сбора жировых выделений служит поддон, устанавливаемый в нижней части рамы или на полу камеры.
3.3 Оборудование для варки мяса и мясных продуктов
К оборудованию для варки мяса и мясных продуктов относят чаны и варочные котлы.
Чаны выпускают стационарными или опрокидывающимися, с паровым или огневым обогревом, с выгрузкой вручную или механизированной, путем опрокидывания резервуара или корзины, располагающейся внутри резервуара. Чаны бывают открытыми или с откидывающейся крышкой. Простейшим по устройству и эксплуатации является открытый стационарный чан, обогреваемый огнем. Он изготовлен сварным с толщиной стенок 4 мм. Угольники, придающие резервуару требуемую жесткость, имеют сечение 50х50х6 мм. К продольным стенкам чана приварены уголки для укладки на них колбасных палок с навешенной продукцией. К днищу приварена труба для слива воды.
Более совершенным оборудованием для варки мясных изделий являются различные варочные котлы. Герметично закрываемые крышкой, они позволяют интенсифицировать процесс варки и исключить паровыделение в производственное помещение. На малых и средних мясоперерабатывающих предприятиях применяют варочные котлы различных типов, различающиеся давлением в варочном сосуде, способом установки и обогрева, а также вместимостью и формой варочных сосудов.
В зависимости от способа обогрева различают котлы с непосредственным и косвенным обогревом. Котлы с косвенным обогревом работают при повышенном давлении в греющей рубашке (до 150 кПа). В качестве промежуточного теплоносителя служит вода.
Для тепловой обработки мясных продуктов на малых и средних предприятиях наибольшее распространение получили паровые и электрические пищеварочные котлы. Первый из них представляет собой сосуд цилиндрической формы с эллиптическим днищем и паровой рубашкой.
Он смонтирован на полых цапфах, через одну из которых подводится пар в паровую рубашку, а через другую отводится конденсат. Внутри котел выполнен из нержавеющей стали. Для продувки парового пространства, пуска воды и удаления воздуха из паровой рубашки в нижней и верхней частях котла имеются пробно-спускные краны. Давление в паровой рубашке контролируют с помощью манометра. Варочные котлы вместимостью до 500-600 л обычно имеют механизм опрокидывания, выполненный в виде червячной передачи с приводным маховичком.
Рисунок 7 — Паровой варочный котел: 1, 9–пробно-спускные краны; 2–манометр; 3–цапфа; 4–паропровод с краном; 5–паровая рубашка; 6–емкость; 7–съемная крышка; 8– штурвал опрокидывателя.
3.4 Камеры интенсивного охлаждения
Камеры интенсивного охлаждения — это оборудование, которое завершает основной технологический цикл производства различных колбасных изделий и мясных деликатесов, охлаждение свежесваренного продукта до температур +15…+20 °C.
При интенсивном охлаждении в камерах применяется ряд технологических приемов: душирование, импульсное душирование, водяной туман и холодный воздух. При чередовании и сочетании этих функций достигается максимальный эффект минимизации весовых потерь продукта при его охлаждении. Выход продукта из камеры интенсивного охлаждения в остывшем и сухом виде дает возможность его поступления сразу на упаковку. Камеры интенсивного охлаждения могут выполнять функцию холодного склада.
Водяной душ
В потолке каждой секции установлен комплект водяных форсунок, подача воды на которые осуществляется по выбранной программе через пневмоклапан. Применяемые форсунки — полноконусные с углом раскрытия зонта 90є. Необходимое давление воды – не менее 0,25 МПа. Душирование продукта производится в зависимости от выбранной программы как «постоянное душирование», так и «импульсное душирование». При постоянном душировании расход воды составляет на одну колбасную раму 3,0 мі/час. При импульсном душировании расход может быть разным в зависимости от заданной программы, и в среднем составляет 1,5 мі/час. Отвод воды из камеры во время душирования происходит через трапы, установленные в полу камеры (внутренний водосбор), с последующим отводом в систему канализации.
Водяной туман (мелкодисперсное распыление воды)
Водяной туман в камере образуется за счет смешивания воды с воздухом и подачи его через систему форсунок по программе «туман». Фракция водяной капли — 5-7 мк. Система мелкодисперсного распыления воды служит для предохраняющего, щадящего увлажнения поверхности продукта в процессе охлаждения. Каждые из функций «душирование» и «туман» имеют свою группу форсунок.
Охлаждение воздухом
По этой программе достигается конечная температура в середине продукта. Во время воздушного охлаждения можно при необходимости повышать относительную влажность воздуха за счет периодического увлажнения. В ложном потолке камеры, над каждой рамой, установлены циркуляционные вентиляторы со скоростью вращения 3000 об/мин. Их крыльчатки всасывают циркуляционный воздух из рабочего объема камеры и нагнетают его через установленные в боковых стенках воздухоохладители в замкнутом цикле обратно в рабочий объем камеры.
www.meatvestnik.ru
Технология производства колбас
10
1. Характеристика и ассортимент колбасных изделий
2. Сырье и материалы для производства колбас
3. Технология производства вареных колбас
4. Технология производства копченых колбас
5. Оценка качества колбасных изделий
1. Характеристика и ассортимент колбасных изделий
Колбасное производство является важной частью мясной промышленности. Производство колбасных изделий основано на принципе консервирования – анабиозе, и его следует рассматривать как термохимический способ консервирования мяса, проводимый с применением высокой температуры и химических веществ.
Колбасные изделия — это готовый высококалорийный мясной продукт, обладающий специфическим вкусом и ароматом. Продукт предназначен для употребления в пищу без дополнительной термической обработки. Действие высокой температуры и добавляемых химических веществ в процессе изготовления способствует инактивации микрофлоры и сохранности готового продукта. Продолжительность сроков реализации колбас зависит от ряда технологических приемов при их изготовлении.
Колбасное производство предусматривает выпуск следующих групп изделий: вареные, полукопченые, варено-копченые, сырокопченые, фаршированные, ливерные, диетические, кровяные, мясо-растительные, с добавлением сыра, мясные хлеба, зельцы, студни, паштеты. Особую группу составляют колбасные изделия из конины, мяса оленей и верблюдов. Их подразделяют на стойкие и нестойкие. К стойким относят сырокопченые и полукопченые колбасы, они сохраняются длительное время. В последнее время с применением искусственной оболочки и вареные колбасы сохраняются до 30 суток.
Для каждого вида колбасных изделий определен процесс изготовления, утверждены технологические инструкции, рецепты. Контроль качества и оценку этих изделий проводят в соответствии с требованиями ГОСТ или ТУ. В зависимости от применяемого сырья, колбасы подразделяют на высший, 1 и 2 сорта.
Соблюдение рецептур, технологических инструкций и санитарного режима по ходу технологического процесса — это необходимые условия для получения высококачественных колбасных изделий.
2. Сырье и материалы
В производстве колбасных изделий решающее значение принадлежит сырью. От качества сырья в прямой зависимости находится качество готового продукта. Основным сырьем является говядина и свинина. Значительно реже используют баранину и мясо других видов животных. Мясо, предназначенное для колбасных изделий, должно быть свежим и доброкачественным. По упитанности используют мясо любой категории, но говядину предпочитают с минимальным количеством жировой ткани. По термическому состоянию для производства колбас пригодно мясо парное (остывшее), охлажденное и размороженное. Замороженное мясо в блоках также пригодно для изготовления колбасы.
Парную говядину используют только для изготовления вареных колбас, сосисок, сарделек. Из такого мяса получают более качественную продукцию. Суть в том, что парное мясо лучше поглощает влагу, чем охлажденное или размороженное, что весьма важно при изготовлении указанных изделий. Повышенная влагоемкость парного мяса способствует получению установленного выхода и влажности готовой продукции, улучшает вкус и нежность. Применение парного мяса удешевляет производственный процесс, поскольку в этом случае нет естественной потери при охлаждении.
Животные жиры являются необходимым сырьем для подавляющего большинства колбасных изделий. Жиры добавляют с целью повысить калорийность и придать колбасным изделиям нежный и приятный вкус. При производстве колбасных изделий используют в основном низкоплавкие жиры. Свиной шпик и курдючный жир применяют в виде кусочков различной формы и величины. При изготовлении ливерных колбас, сосисок и сарделек используют внутренний топленый жир. Жиры, используемые в колбасном производстве, должны быть свежими и доброкачественными. В диетические колбасы дополнительно вносят молоко и меланж.
При изготовлении низких сортов вареных и полукопченых колбас, зельцев, студней используют дополнительно такое сырье, как субпродукты различных категорий (печень, легкие, мозги, свиную шкуру и др.), кровь, казеин.
При изготовлении мясо-растительных колбасных изделий в качестве сырья используют различные крупы, крахмал, соевый концентрат, пшеничную муку.
По технологии, кроме основного сырья, для изготовления колбасных изделий требуются компоненты, которые придают колбасным изделиям специфический вкус и аромат. К таким компонентам относятся поваренная соль, нитрит и сахар, а также специи и пряности. К специям и пряностям относят лук, чеснок, черный, белый, красный и душистый перец, мускатный орех, гвоздику, корицу, кардамон, тмин, лавровый лист, вино, коньяк и др. Добавляют их в изделия в количествах, установленных рецептами. Для всех материалов, пряностей и специй установлены стандартные требования по физическим и химическим свойствам, а также степени их бактериальной загрязненности. Предпочтительно использование экстрактов специй, так как они менее обсеменены микроорганизмами. Для улучшения качества продукции находят применение такие материалы, как фосфаты, глютаминат и аскорбинат натрия.
studfiles.net
4. Технология колбасных изделий
АССОРТИМЕНТ
К колбасным изделиям из мяса птицы относят изделия, изготовленные с использованием мяса птицы, а также изделия, в которых мясо птицы не является основным компонентом рецептуры. Из мяса птицы вырабатывают вареные (в том числе сосиски), полукопченые, варено-копченые и ливерные колбасы, копчености, студни. Колбасные изделия с мясом ручной обвалки из-за трудности процесса обвалки вырабатывают в очень небольших объемах.
Ассортимент колбасных изделий включает вареные колбасы и сосиски с мясом птицы механической обвалки, полукопченую колбасу утиную, варено-копченую колбасу ставропольскую, вареные колбасы с мясом птицы ручной обвалки, колбаски куриные детские, пастрому гусиную и утиную, пастрому индюшиную.
4.1. Технологическая схема производства.
4.2. Технология мяса механической обвалки (ММО).
Механическая обвалка. Мясо механической обвалки (мясная масса) заметно отличается по составу и свойствам от мяса ручной обвалки, традиционно используемого для изготовления колбасных изделий. В мясе механической обвалки меньше содержание белка и больше жира. В него попадает заметное количество тонкоизмельченной костной ткани. Во время механической обвалки мышечная и жировая ткань тонко измельчается, оболочки жировых клеток разрушаются, жир вытекает и образует огромное количество мелких капель с соответственно очень большой поверхностью. Эти отличия мяса механической обвалки являются неблагоприятными факторами в производстве колбасных изделий.
Технологические свойства мяса птицы заметно отличаются от свойств говядины и свинины. В нем содержится меньше мышечных пигментов, играющих исключительную роль в образовании окраски колбасных изделий.
Эти особенности мяса механической обвалки в практике изготовления колбасных изделий не всегда учитываются, Что приводит к выработке продукции невысокого качества. При выработке продуктов с мясом механической обвалки особенно важно соблюдать рекомендованные технологические режимы.
На качество колбас влияет механическая обвалка мяса, которую производят преимущественно на установках шнекового типа непрерывного действия (технологической инструкцией обвалка тушек птицы на установках поршневого типа, к каким относятся гидравлические прессы не предусмотрена, но на отдельных предприятиях птицу обваливают на гидравлических прессах). Надежная работа установок шнекового типа с хорошими технико-экономическими показателями процесса обеспечивается при соблюдении некоторых особенностей режима обвалки.
При обвалке целых тушек птицы, полутушек, а также частей тушек птицы с большим содержанием мягких тканей (мышечной и жировой) установка работает нормальном режиме, если температура сырья, направляемого на обвалку, —2—4оС. При более низкой температуре возрастает нагрузка на измельчитель (костедробилку) и на машину для обвалки, увеличивается их износ, ухудшается полнота разделения мясной и костной фракций (уменьшается выход мясной фракции). При температуре сырья выше —2°С, особенно при температуре 0°С и выше, при полном размораживании мяса резко ухудшаются технико-экономические показатели процесса обвалки.
При большом содержании мягких мышечной и жировой тканей, как это имеет место при обвалке целых немороженых тушек птицы, в зоне сепарации не развивается необходимое давление, особенно при плохс заточенных сепарирующей головке и шнеке (винта) резко замедляется отделение мясной фракции через; отверстия в сепарирующей головке. Мясная фракция из зоны с большим давлением прессования, более близким к разгрузочному отверстию, передавливается через зазоры между фронтальной поверхностью лопастей винта и перфорированным цилиндром назад к загрузочному отверстию, вновь передавливается лопастями винта в зону с большим давлением прессования и вновь — назад. Происходит «циркуляция» мясной массы. При этом заметно снижается нагрузка на электродвигатель машины для обвалки мяса (в 4—6 раз), быстро нагреваются мясная масса (в результате многократной циркуляции) и костный остаток. Разница температуры мясной массы после обвалки и мясокостной массы перед обвалкой может достигать 15—20°С и больше. Сильное нагревание мясной массы во время обвалки является одной из наиболее часто встречающихся причин выработки колбас низкого качества. Продолжительное хранение мяса механической обвалки при высокой температуре (обычно мясная масса из установки механической обвалки поступает в сравнительно крупные емкости, которые естественно охлаждаются медленно) приводит к заметному ухудшению вкусовых и технологических свойств мяса, обусловленных окислительными и микробиологическими изменениями. Мясо может приобрести посторонние запах и вкус, часто кислый. Оно хуже связывает воду и жир. При обвалке частей тушек птицы с большим содержанием костной ткани, например, шей, крыльев, давление прессования в зоне сепарации поддерживается сравнительно стабильным. Однако и в этом случае более эффективная работа машины для обвалки обеспечивается при обработке мороженого сырья. Оптимальной температурой сырья при обвалке мяса птицы является —2.—4°С. После грубого измельчения на костедробилке температура мясокостной массы повышается примерно на 1—2°С, так что в машину для обвалки поступает сырье с температурой -1—2°С.
Во время механической обвалки температура мяса поднимается не больше чем на 1—3°С, так как тепло, возникающее при трении сырья, расходуется на плавление льда в мороженом мясе. При обвалке мороженого мяса с температурой —2-.—4°С обычно не применяют устройства для охлаждения мясной массы.
Другой, часто встречающейся причиной выработки колбас с мясом механической обвалки низкого качества является плохое качество сырья, поступающего на обвалку. В случае, если мясо обваливают на том же предприятии, где производят убой, всю птицу, направляемую на механическую обвалку, подготавливают на линиях обработки в том же цехе. Тушки (или их части) опаливают, тщательно осматривают, удаляют кровоподтеки, намины, остатки внутренних органов, зачищают и промывают. После мойки тушки птицы или их части, шеи, каркасы переохлаждают (замораживают) до температуры —2—4°С в морозильных камерах. Обычно сырье, подготовленное для механической обвалки, укладывают в пластмассовые или металлические тазики и помещают в морозильную камеру с температурой —2—4°С на 1—3 сут. Иногда сырье подвергают более глубокому замораживанию, например, при большом поступлении сырья и необходимости его продолжительного хранения. Такое сырье перед механической обвалкой размораживают до температуры —4 —2°С, что обеспечивается при выдержке мороженого сырья в камерах с температурой —2-;—4°С в течение 2—3 сут. В случае поступления на обвалку замороженных тушек птицы (или их частей) с другого предприятия или не подготовленных для обвалки перед замораживанием их размораживают до температуры 0—4°С, обрабатывают и вновь замораживают до температуры —4—2°С. При этом неизбежно некоторое ухудшение свойств мяса, обусловленное повторным замораживанием. Однако это не сильно отражается на качестве мясной массы и, следовательно, на качестве готовой колбасы. Гораздо чаще причиной выработки некачественной продукции является низкое качество поступающего на обвалку мороженого мяса. Нередко птица поступает плохо обработанной, с продолжительного срока хранения, с большой поверхностной бактериальной обсемененностью. Необходим строгий контроль качества поступающей на обработку птицы вплоть до возвращения поставщику некачественного сырья. Подготовленное сырье направляют на механическую обвалку. Установки для механической обвалки размещают в обособленных помещениях с температурой не выше 120С. Тушки или части тушек конвейером или другим подъемником подают в загрузочный бункер костедробилки с диаметром отверстий в решетке 15 мм для предварительного измельчения. Мороженые брикеты тушек разламывают вручную или с помощью приспособлений на 2—4 части, с тем чтобы они могли захватываться шнеком костедробилки.
Измельченное сырье по трубопроводу или транспортером подается в приемный бункер машины для обвалки мяса. Далее с помощью шнеков и насоса мясокостная масса попадает в загрузочное отверстие машины и захватывается прессующим шнеком (винтом). Во время вращения шнека в межлопастном пространстве в результате уменьшения живого сечения по длине шнека развивается давление прессования, достаточное для течения мясной фракции и удаления ее через отверстия перфорированного цилиндра. Твердая костная фракция удаляется через регулируемый кольцевой зазор между поверхностями кольцевого клапана и шнека Диаметр отверстий сетки перфорированного цилиндра при обвалке тушек (или частей) птицы обычно равен 0,79 мм. При большем диаметре отверстий в мясной массе увеличивается содержание костных включений, при меньшем — увеличивается износ шнека и сепарирующей головки и несколько уменьшается производительность установки. Давление в зоне сепарации, выход и качество мясной массы регулируются перемещением кольцевого клапана. Для достижения максимального выхода мясной массы кольцевой клапан прижимают несколько сильнее оптимального усилия так, что костный остаток и мясная масса во время обвалки заметно нагреваются (до 20—30°С), после чего кольцевой клапан отпускают на 2—3 деления храпового механизма. Если температура костного остатка в мясной фракции продолжает заметно повышаться во время обвалки, кольценой клапан отпускают еще на 1—2 деления.
При обвалке мороженого сырья температурой —2-.—3°С и нормальной работе машины для обвалки мяса температура мясной массы не поднимается выше 1—2°С. В некоторых случаях регулирование усилия прижима кольцевого клапана контролируют по фактическому выходу мясной массы. Для этого за один и гот же промежуток времени собирают и взвешивают мясную фракцию и костный остаток. Если массовая доля мясной фракции в общей полученной массе (мясная фракция плюс костный остаток) соответстствует нормативному показателю, процесс ведут при этих показателях. При отклонении в большую или меньшую сторону соответственно отжимают или прижимают лицевой клапан. Во всех случаях работу машины для обвалки мяса контролируют по прибору нагрузки. Оптимальная работа обеспечивается при нагрузке, равной 60—80%. Снижение показателя нагрузки до 30—40% указывает, что на переработку поступило немороженое сырье. Полученная мясная масса собирается в приемном бункере насоса, которым перекачивается в мешалку, где в ряде случаев ее сразу подвергают посолу мелкой пищевой поваренной солью (2,5 кг соли на 100кг мясной массы) или концентрированным холодным раствором поваренной соли (плотность 1,201 т/м3 содержание хлорида натрйя~26%, 10л на 100 кг.„мясной массы). При отсутствии насоса и мешалки мясную массу собирают в накопительные емкости (в пластмассовые или металлические формы).
Костный остаток, выдавливаемый через кольцевой зазор из разгрузочного конца машины, собирается в накопительные емкости или в приемный бункер насоса.
Мясную массу сразу же (в течение 1 ч) направляют на изготовление продуктов или охлаждают до температуры 0—4°С (если температура мясной массы была выше) и хранят при 0-:—1 °С не более 16 ч, или замораживают до температуры не выше —12 °С в толще массы.
Костный остаток сразу (в течение 1 ч) направляют на изготовление пищевой (жир, бульон) или технической (кормовая мука и кормовой бульон) продукции или замораживают до температуры не выше —12 °С в толще массы.
Нормы выхода мясной массы при обвалке тушек кур второй категории73%, костного остатка 26,8%.Получение сверхнормативного выхода мясной массы почти всегда сопровождается значительным увеличением (в несколько раз) содержания костных частиц в мясной массе, что может заметно отразиться на вкусе колбасы.
Замораживание мясной массы. Мясную массу замораживают в тазиках-формах из металла или полимерных материалов в морозильных камерах, морозильных туннелях или морозильных аппаратах. Толщина слоя мясной массы в тазике-форме должна быть не более 100 мм, а температура воздуха во время замораживания не выше —23°С. В морозильной камере тазики с мясной массой размещают на стеллажах или этажерках (контейнерах), передвигаемых по полу или по подвесным путям, а также в штабелях с укладкой на поддоны или напольные решетки в шахматном порядке с соблюдением воздушных зазоров между тазиками, так чтобы обеспечивалась естественная или искусственная циркуляция воздуха между тазиками.
Заданная температура мясной массы в толще блока (не выше —12 °С) достигается при замораживании в морозильных камерах при температуре не выше —23 °С в течение 20—25 ч, в туннелях при температуре не выше — 30 °С и принудительной циркуляции воздуха в течение 6—8 ч, в мембранных морозильных аппаратах с температурой хладоносителя не выше —23 °С в течение 3—4 ч, в роторных морозильных аппаратах с температурой хладоносителя —30—35 °С до 3 ч.
Продолжительность хранения при температуре не выше —18 °С замороженных блоков из мясной массы куриного мяса — до 3 мес, утиного — до 2 мес.
Из-за заметного содержания в мясе механической обвалки костных частиц содержание его в рецептурах пареных колбас и сосисок обычно не_превышает 30%. При большем содержании в колбасе мяса механической обвалки при дегустации на вкус определяются частички кости, которые даже при самом тонком измельчении фарша ощущаются.
В рецептурах колбас с куриным мясом механической обвалки обычно предусматривается кроме мяса птицы свинина и несколько в меньшем количестве говядина; в рецептурах колбас с утиным мясом, в котором содержится больше жира и меньше белка, по сравнению с куриным мясом — более высокое содержание говядины и меньшее свинины. В мясе механической обвалки меньшее содержание белков по сравнению с их содержанием в мясе ручной обвалки, говядине и свинине. Поэтому в рецептурах колбас с мясом механической обвалки используют нежирные говядину и свинину.
Колбасу лучшего качества и с более плотной структурой получают при большом содержании в рецептуре мышечной ткани. Добавление плазмы крови к фаршу также способствует образованию более плотной структуры колбасы. При этом пространственная структура образуется белками крови независимо от гелеобразования миофибриллярных белков, так что оба процесса суммируются, увеличивая плотность колбасного фарша. Примерно такое же действие оказывают молочные растворимые белки, причем они способны стабилизировать жировые эмульсии, что также оказывает заметное действие на упрочнение структуры колбасы. Поэтому введение белковых препаратов в рецептуру колбас с птичьим мясом механической обвалки почти всегда способствует улучшению качества колбасы.
Из пряностей в рецептуру колбас с мясом механической обвалки включают черный, белый и душистый перец, мускатный орех, кардамон, а в зеленоградскую и куриную пятигорскую колбасу — чеснок.
4.3. Посол мяса, составление фарша.
Во время посола в мясе протекают глубокие изменения, положительно влияющие на свойства колбасных изделий: образуются предшественники специфического вкуса, аромата и цвета колбасы, повышается экстрагируемость солерастворимых белков, что способствует образованию более прочной структуры фарша, увеличивается водосвязывающая и структурообразующая способность фарша.
Наиболее характерным изменением вкусовых свойств мяса во время созревания в посоле с использованием нитрита является образование специфического тонкого вкуса и аромата, которые получили название «ветчинные аромат и вкус» (независимо от вида мяса: свинина, говядина, баранина или птица). Удовлетворительные «ветчинные» аромат и вкус колбаса приобретает при добавлении во время посола не менее 5 г нитрита на 100 кг мяса. Часто при производстве колбасных изделий, в том числе и при производстве вареных колбас с мясом механической обвалки, нарушается технология: фарш готовят из несозревшего в посоле мяса сразу после обвалки и измельчения или после кратковременного посола мяса в тонком измельчении и в результате получают невыразительную безвкусную колбасу.
Во время созревания в посоле окислительно-восстановительная система мяса сдвигается в сторону, благоприятную для развития характерного красного цвета соленого мяса.
В мясе, посоленном с нитритом, быстро развивается полезная микрофлора, способствующая улучшению вкуса и цвета продукта и обладающая антагонистическими свойствами по отношению к гнилостным микрорганизмам. Экспериментально установлено, что во время созревания мяса в посоле при комнатной температуре усиление окраски особенно заметно после 7—15 ч; при температуре 0-20С.
При добавлении к мясу поваренной соли увеличиввается ионная сила жидкой фазы фарша, что вызывает увеличение гидрофильнюсти водорастворимых белков, переход их в растворимую форму. Во время созревания мяса в посоле протекает постепенная диффузия солерастворимых белков из миофибрилл через сарколемму в жидкую фазу фарша, повышается липкость мяса и вязкость фарша. Структурные белки мышечной ткани образуют в растворе разветвленную структурированную систему, которая хорошо связывает воду и жир, а во время нагревания переходит в квазитвердое состояние: структура продукта становится прочной, упругой, пластичной и в то же время нежной.
В парном мясе значительная доля миофибриллярных белков под действием АТФ находится в диссоциированном состоянии, и при изготовлении из него колбасного фарша белки также образуют разветвленную структурированную систему. При изготовлении фарши из созревшего, особенно из мороженого, мяса, в котором миофибриллярные белки находятся большей частью в нерастворимом состоянии, созревание мяса в посоле способствует улучшению качества колбас. Заметно улучшается структурообразованйе фарша при использовании фосфатов, механизм действия которых аналогичен действию АТФ: они вызывают диссоциацию актомиозина на актин и миозин.
Тонкое измельчение фарша. Одним из наиболее значимых показателей качества колбасных изделий является вид на разрезе. Хотя этот показатель является характеристикой внешнего вида колбасы, в известной степени он отражает и ее структуру. Обычно колбаса с хорошо разработанным фаршем не только внешне выглядит привлекательно, но и хорошо удерживает воду и жир, имеет плотную структуру с равномерно распределенными компонентами рецептуры, прочно связанными между собой. Плотное связывание компонентов в структуре колбас осуществляется благодаря освобождению из мышечных волокон миофибриллярных белков — миозина и актина, переходу их в растворимое состояние, образованию концентрированного белкового раствора в жидкой фазе фарша, обладающего большой вязкостью, который во время варки колбасы образует плотный коагулят, хорошо удерживающий воду и жир.
Колбасный фарш из мяса птицы механической обвалки желательно готовить на скоростных машинах обеспечивающих более тонкое измельчение мяса. Техника куттерования примерно такая же, как при приготовлении фарша обычных колбас, т. е. вначале куттеруют говядину, затем в куттер добавляют свинину и только в самом конце процесса добавляют мясо механической обвалки. Температура фарша в конце куттерования в зависимости от типа куттера и его состояния, главным образом ножей, должна быть равной 12—18°С. При более высокой температуре фарша (разрушается вследствие плавления жира значительная часть жировых клеток, что может вызвать резкое снижение стабильности фарша. Консистенция колбасы, приготовленной из такого фарша (перекуттерованного), получается мягкой, рыхлой, фарш плохо удерживает воду и жир, дает низкий выход готового продукта. При слишком низкой температуре фарша в конце куттеро-вания обычно не обеспечиваются достаточное измельчение мяса, полное освобождение миофибриллярныхбелков. Структура колбасы при этом также получается неплотной.
Существенного улучшения качества достигают при использовании во время приготовления колбасы вакуума и особенно куттерования фарша под вакуумом. Воздух, попадающий в фарш при обычном приготовлении колбасы, т. е. без применения вакуума, оказывает выраженное вредное действие на внешний вид (образование пор в фарше), вкус и цвет вареной колбасы. Вокруг включений воздуха, попавшего в фарш при обычном приготовлении, в колбасе могут образоваться серые и серо-зеленые окружности вследствие окисления фарша. Особенно часто они встречаются в колбасах, приготовленных из мяса механической обвалки. При куттеровании под вакуумом фарш уплотняется, структура готовой колбасы на разрезе имеет более привлекательный вид.
Вакуумированный фарш значительно лучше удерживает жир, так как в зоне, окружающей воздух в фарше обычного приготовления, концентрация белков повышается и эти белки после удаления воздуха участвуют в эмульгировании жира. Заметное улучшение цвета и вкуса колбасы достигается при вакуумировании фарша во время куттерования при температуре от 80 до 90—95°С Применение вакуума при перемешивании и шприцевании оказывает несколько менее выраженное действие на вкусовые свойства колбасы. Колбаса, изготовленная с вакуумированием, значительно более плотная. Отсутствие воздуха в фарше, приготовленном под вакуумом, повышает стойкость колбасы в процессе хранения, что особенно важно при переработке нестойкого мяса механической обвалки.
Перемешивание фарша и его шприцевание в оболочки осуществляют так же, как и при изготовлении обычных колбас.
4.4. Характеристика процесса обжарки и процессы , происходящие при этом.
Обжарка. Во время обжарки поверхностные слом фарша упрочняются. Поверхность батонов приобретает характерную буровато-красную окраску с золотистым оттенком. Колбаса приобретает специфический запах и вкус коптильных веществ. Во время обжарки температура поверхности батонов повышается до 70—80″С, а в центре батонов до 40—50°С.
Повышение температуры фарша при обжарке приводит к ускорению физико-химических и микробиологических процессов, имевших место во время выдержки мяса в посоле. Эти процессы имеют существенное значение для образования красного цвета колбасы, особенно колбас, изготовленных с мясом механической обвалки, качество которых нередко снижается из-за, бледного цвета. Оптимальными условиями для образования характерного цвета колбасы являются температура батона 25—35°С и продолжительность ее воздействия 45—90 мин. При более продолжительной обжарке возможны нежелательный рост микрофлоры и прокисание фарша, а при менее продолжительной обжарке после варки на разрезе в центре батона может остаться серое пятно.
Образование характерного цвета колбасы имеет микробиологическую и чисто химическую природу. При правильно проведенной обжарке, когда обеспечивается нормальная жизнедеятельность микрофлоры, красная окраска развивается во время варки до температуры в центре батона 72°С. При неудовлетворительной обжарке красный цвет колбасы также может развиваться, но при более высокой температуре.
При обжарке из поверхностных слоев батонов испаряется влага. В этих слоях повышается концентрация составных компонентов фарша, в том числе мышечных пигментов и нитрита. К тому же поверхностные слои нагреваются сильнее. Все это обеспечивает развитие более интенсивной окраски на поверхности колбасы.
С физической стороны обжарка является диффузионным и тепловым процессом. Характер протекания его определяется температурно-влажностным режимом обработки, а также свойствами оболочки, которая должна обладать определенной прочностью, гигроскопичностью и проницаемостью для влаги и коптильных веществ. Влажность дымовоздушной смеси не должна превышать определенного предела, а скорость движения смеси и плотность дыма должны обеспечивать интенсивность и равномерное образование окраски поверхности батонов.
Варка. Основное назначение варки колбасы — это придание колбасному фаршу характерных вкусовых свойств вареного продукта и подавление присутствующей в нем вегетативной микрофлоры. Во время варки изменяется структура фарша: он утрачивает способность к течению, уплотняется, принимает форму батона и хорошо ее сохраняет впоследствии. Во время варки в результате коагуляционных процессов в структуре фарша развиваются значитеиьные напряжения, объем фарша увеличивается, плотно прилегая к оболочке. Давление фарша на оболочку достигает 0,3 МПа, поверхность становится гладкой, блестящей. Эти качественные изменения фарша наблюдаются уже во время обжарки колбасы и достигают оптимума при 65—70°С. При нагреве колбасы до более высокой температуры, например до 80°С, отделяются влага и жир, консистенция колбасы может стать рыхлой.
При температуре в центре батонов 72°С общая бактериальная обсемененность фарша после варки снижается на несколько порядков.
4.5. Охлаждение, упаковка. Требования к качеству колбасных изделий.
Охлаждение. Сразу же после варки колбасу охлаждают. При более быстром охлаждении санитарное состояние готовой колбасы выше. Охлаждение протекает быстрее при орошении колбасы холодной водой. При этом потери массы от испарения по сравнению с охлаждением в воздухе снижаются в среднем на 3%. Комбинированное охлаждение (вначале водой, затем воздухом) дает хорошие результаты для сосисок и вареных колбас в кишечной и кутизиновой оболочках. При охлаждении колбас в клееных целлофановых оболочках водой в течение 3—15 мин происходит их расклеивание, пленка отстает от батона, в результате чего образуются полости, в которые попадает вода. Разрушающее действие воды на целлофановую оболочку вызывается водорастворимюстью клея, низкой прочностью влажного целлофана, различием в усадке колбасного фарша и оболочки, высокой температурой батонов, поступающих на охлаждение. Колбасу в целлофановой оболочке целесообразно охлаждать только воздухом.
При снижении температуры воздуха с 9 до —9°С при скорости движения 1,6 м/с потери массы колбасы от испарения уменьшаются в 2,3 раза. Максимальные потери от испарения наблюдаются при охлаждении колбас воздухом температурой 6°С и скорости циркуляции 0,8 м/с. В этом случае наблюдается неравномерное распределение температур в толще батонов в различных местах камеры
Для хранения и перевозки вареных колбас рекомендуется использовать щелевидные контейнеры, рассчитанные на 10-20 кг продукции, изготовленные методом литья под давлением из полиэтилена с перфорацией стенок, дна и крышки (не менее 25% общей площади их поверхности). При хранении колбас в кишечной, кутизиновой и целлофановой оболочках в закрытой сплошной таре из полиэтилена и картона уже после 24 ч поверхность продукта становится влажной и обесцвеченной; после 48 ч наблюдается ослизнение и позеленение поверхности батонов. Хорошие результаты достигнуты при хранении колбасы в контейнерах из нержавеющей стали, 30% площади которых перфорированы.
studfiles.net
Технология производства колбасных изделий
ВВЕДЕНИЕМясокомбинат — это предприятие, занимающееся в промышленных масштабах убоем скота, кроликов и птицы, переработкой мяса на разнообразные пищевые продукты. Переработка сырья происходит на поточных линиях с применением автоматизации.
Как правило, в состав мясокомбината входят следующие цеха:
предубойного содержания скота,
цех убоя,
первичной переработки,
колбасный,
полуфабрикатов,
обработки шкур,
холодильник.
С учетом высокой стоимости убойных животных основными требованиями, предъявляемыми к технологиям и техническому оснащению предприятий мясной промышленности, являются комплексность и безотходность. Кроме того, как и на всех предприятиях пищевой промышленности, обязательно выполнение санитарно-ветеринарных предписаний и норм.
Современные предприятия мясной промышленности высокомеханизированные и автоматизированные. Однако сложность строения и неоднородность размеров животных (и туш) вынуждают на многих операциях сохранять ручной труд с использованием простого или механизированного инструмента. Все оборудование мясоперерабатывающих предприятий делится на подъемно-транспортное, технологическое и контрольное.
Подъемно-транспортное оборудование предназначено для создания материальных потоков в цехах и подачи материалов в зону их обработки. Оно включает разнообразные подъемные и транспортные машины периодического и непрерывного действия. С помощью подвесных цепных конвейеров они образуют технологические линии убоя и переработки туш сельскохозяйственных животных и птицы.
Технологическое оборудование предназначено для осуществления технологических процессов, и в зависимости от требований в нем используются механические, тепловые, электрофизические, биохимические, химические и микробиальные процессы. Для осуществления механических процессов применяют машины; простые, полуавтоматические, автоматические.
Контрольное оборудование предназначено для выполнения двух функций. Во-первых, это выявление и выбраковка зараженного сырья и направление его на утилизацию или специальную переработку. Во-вторых, это определение качества и выхода продукции. Для этих целей созданы и используются автоматизированные экспресс-приборы, установки и линии.
1 ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВАРЕНЫХ КОЛБАС, САРДЕЛЕК, СОСИСОК
В зависимости от вида, мощности и технической оснащенности предприятия технологические схемы производства колбас имеют некоторые различия.
Рисунок 1 — Технологическая схема производства вареных колбас
Подготовка сырья включает размораживание (при использовании замороженного мяса), разделку, обвалку и жиловку.
Разделка — это операции по расчленению туш или полутуш на более мелкие отрубы. Мясные туши (полутуши) разделывают на отрубы в соответствии со стандартными схемами. При специализированной разделке в колбасном производстве всю полутушу (тушу) используют на выработку колбас. Говяжьи полутуши разделывают на 7 частей на подвесном пути. Свиные полутуши разделывают на стационарных подвесных путях и свиноразделочных конвейерах.
Обвалка — так называется процесс отделения мышечной, жировой и соединительной тканей от костей. Обвалку производится дифференцированным методом, когда каждый рабочий обваливает определенную часть туши. Обвалку производят на стационарных и конвейерных столах. На обвалку и жиловку поступает охлажденное и размороженное сырье с температурой в толще мышц 1—4 С; для выработки вареных колбас — парное мясо с температурой ниже 30 С или остывшее с температурой не выше 12 С. При использовании парного мяса промежуток времени между убоем животного и составлением фарша не должен превышать 4 часа.
Мясо для производства колбас после жиловки подвергают измельчению и посолу. При посоле мясо приобретает соленый вкус, липкость (клейкость), устойчивость к воздействию микроорганизмов, повышается его влагоудерживающая способность при термической обработке, что важно в производстве для вареных колбас, сосисок, сарделек и мясных хлебов, формируется вкус.
При посоле мяса, предназначенного для вареных и фаршированных колбас, сосисок, сарделек и мясных хлебов, вносят 1,7—2,9 кг соли на 100 кг мяса, для полукопченых, варено-копченых колбас — 3 кг соли, для сырокопченых и сыро-вяленых колбас — 3,5 кг соли. В результате копчения и сушки концентрация соли в готовых изделиях повышается до 4,5—6.0 %.
Для быстрого и равномерного распределения посолочных веществ мясо перед посолом измельчают. Мясо, предназначенное для вареных колбас, сосисок, сарделек мясных хлебов, перед посолом (в процессе жиловки) нарезают на куски массой до 1 кг или измельчают на волчках с диаметром отверстий решетки 2—6, 8—12 или 16—25 мм. Мясо для полукопченых и варено-копченых колбас нарезают на куски массой до 1 кг или измельчают на волчках с диаметром отверстий решетки 16—25 мм, мясо для сырокопченых колбас перед посолом режут на куски массой 300-600 грамм.
Мелко измельченное мясо (для вареных колбас, сосисок, сарделек, мясных хлебов) перемешивают с рассолом, а более крупно измельченное мясо — с сухой поваренной солью. Продолжительность перемешивания мяса с рассолом 2—5 мин (до равномерного распределения раствора соли и полного поглощения его мясом), с сухой солью мелкоизмельченного мяса — 4—5, мяса в кусках или в виде шрота — 3—4 мин.
При посоле мяса добавляют нитрит натрия в количестве 7,5 г на 100 кг сырья в виде раствора концентрацией не выше 2,5 % (или его вводят при приготовлении фарша).
Посоленное мясо помещают в емкости и направляют на выдержку при температуре 0-4 С.
Мясо, измельченное на волчке с диаметром отверстий решетки 2-6 мм, при посоле концентрированным рассолом выдерживают 6—24 ч. Мясо в кусках массой до 1 кг, предназначенное для вареных колбасных изделий, выдерживают 48—72 ч, для полукопченых и варено-копченых колбас — 48-96 ч. Мясо в кусках массой З00—600 г для сырокопченых и сыровяленых колбас засаливается 120—168 ч.
Фарш — смесь компонентов, предварительно подготовленных в количествах, соответствующих рецептуре для данного вида и сорта колбасных изделий. В зависимости от вида колбасных изделий степень измельчения сырья различна. Связующим компонентом фарша, обеспечивающего гомогенность и монолитность структуры готового продукта, является мясная часть. Наиболее тщательно мясо измельчают при производстве сосисок, сарделек, варенных и ливерных колбас. При производстве полукопченых, варено-копченых, сырокопченых и сыровяленых колбас не обязательно полностью разрушать клеточную структуру сырья, однако оно должно быть достаточно измельченным, чтобы получить однородный вязкий фарш. Мясо для вареных колбас, сосисок, сарделек измельчают сначала на волчке, затем на куттере. Тонкое измельчение мяса проводят в куттерах. От правильного куттерования зависят структура и консистенция фарша, появление отеков бульона и жира, а также выход готовой продукции. Это одна из важнейших операций при производстве вареных колбас, сосисок, сарделек, мясных хлебов и ливерных колбас. Куттерование обеспечивает не только должную степень измельчения мяса, но и связывание добавляемой воды или льда в количестве, необходимом для получения высококачественного продукта при стандартном содержании влаги. Продолжительность куттерования существенно влияет на качество фарша. При обработке мяса на куттере в течение первых 3—4 мин происходит механическое разрушение тканей, значительно увеличивается поверхность кусочков мяса, после чего начинается набухание белков, связывание ими добавляемой воды и образование вязкопластичной структуры. Куттерование длится 8—12 мин в зависимости от конструктивных особенностей куттера, формы ножей, скорости их вращения. Оптимальной продолжительностью куттерования считается такая, когда такие показатели, как липкость, водосвязывающая способность фарша, консистенция и выход готовых колбас, достигают максимума.
При измельчении сырья на вакуумных куттерах получаются фарш и готовые изделия более высокого качества. Это связано с тем, что в процессе куттерования при высокой скорости вращения ножей в фарш попадает большое количество воздуха. В условиях вакуума аэрации фарша не происходит, улучшаются консистенция фарша, окраска, повышается выход готовой продукции, сокращаются число и размер микропор, увеличивается степень измельчения волокон, что приводит к повышению водосвязывающей способности и липкости фарша, увеличению плотности колбас, тормозятся окислительные процессы. Оптимальное остаточное давление, обеспечивающее высокое качество и выход продукта, составляет 0,25 • 10 Па.
Процесс формования колбасных изделий включает: подготовку колбасной оболочки, шприцевания фарша в оболочку, вязку и их навешивание на палки и рамы.
Шприцевание (т. е. наполнение колбасной оболочки фаршем) осуществляется под давлением в специальных машинах — шприцах. В процессе шприцевания должны сохраняться качество и структура фарша. Плотность набивки фарша в оболочку регулируется в зависимости от вида колбасных изделий, массовой доли влаги и вида оболочки. Фаршем вареных колбас оболочки наполняют наименее плотно, иначе во время варки вследствие объемного расширения фарша оболочка может разорваться. Копченые и сырокопченые колбасы шприцуют наиболее плотно, так как объем батонов сильно уменьшается при сушке.
Фарш вареных колбас на пневматических шприцах рекомендуется шприцевать при давлении 0,4—0,5 МПа, на гидравлических — при 0,8—1,0 МПа, фарш сосисок и сарделек при 0,4—0,8 МПа, полукопченых колбас — 0,5—1,2 МПа.
Фарш сырокопченых и варено-копченых колбас шприцуют на гидравлических шприцах при 1,3 МПа. Для уплотнения, повышения механической прочности и товарной отметки колбасные батоны после шприцевания перевязывают шпагатом по специальным утвержденным схемам вязки. После вязки батонов для удаления воздуха, попавшего в фарш при его обработке, оболочки прокалывают в нескольких местах (штрикуют) на концах и вдоль батона специальной металлической штриковкой. Перевязанные батоны навешивают за петли шпагата на палки так, чтобы они не соприкасались между собой.
Термическая обработка — заключительная стадия производства колбасных изделий: она включает осадку, обжарку, варку, копчение, охлаждение и сушку.
Осадка. Операция осадки (выдержки) фарша после формования батона предусматривается для всех видов колбасных изделий, кроме ливерных колбас. Продолжительность осадки зависит от вида колбас. Кратковременную осадку проводят при получении вареных и полукопченых колбас, она длится 2—4 ч.
Длительную осадку (5—7 сут) применяют при изготовлении сырокопченых и сыровяленых колбас, а также полукопченых (1 сут) и варено-копченых (4 сут) колбас, изготовленных из подмороженного мяса. В сырье протекают ферментативные процессы, вызываемые жизнедеятельностью микроорганизмов и активизацией ферментов мышечной ткани, т.е. мясо созревает. Испаряется свободная влага. В результате осадки улучшаются консистенция, запах, цвет и вкус колбасных изделий. Длительную осадку производят в специальной камере, где поддерживают относительную влажность воздуха 85—90 % и температуру 4—8 или 2—4 С.
Обжарка. После осадки сосиски, сардельки, варенные и полукопченые колбасы обжаривают. Обжарка является разновидностью копчения, ее проводят дымовым газом при 90 С. В зависимости от вида колбасы обжарка длится от 30 мин до 2,5 ч. При этом батоны прогреваются до 45 ±5 С. Оболочка упрочняется и становится золотисто-красного цвета, а фарш приобретает розово-красную окраску вследствие распада нитрита натрия. При обжарке фарш поглощает некоторое количество коптильных веществ из дыма, придающих приятный запах и вкус. Кроме того, из фарша испаряется часть слабосвязанной влаги, что способствует получению монолитного продукта. В зависимости от рецептуры и диаметра оболочки масса уменьшается на 7—12 %.
Варка и запекание. В результате варки продукт достигает кулинарной готовности. Варку проводят при температуре 7 ± 1 С, такая температура обеспечивает гибель до 99 % клеток вегетативной микрофлоры. Колбасные изделия варят в универсальной паровой камере. При варке в универсальных и паровых камерах колбасные изделия на рамах или тележках загружают в камеру, куда через трубу поступает острый пар. Продолжительность варки зависит от вида и диаметра колбасы. Сокращение длительности варки или снижение температуры могут привести к недоварке и порче продукта в результате закисания. Более длительная варка также нежелательна, а при повышенной температуре может лопнуть оболочка, особенно белковая, образуются отеки жира и бульона, фарш становится сухим и рыхлым.
Охлаждение. Колбасные изделия после варки направляют на охлаждение. Эта операция необходима потому, что после термообработки в готовых изделиях остается часть микрофлоры, и при достаточно высокой температуре мясопродуктов (35—38 С) микроорганизмы начнут активно развиваться. Колбасные изделия быстро охлаждают до достижения температуры в центре батона 0—15 °С. Чтобы уменьшить потери, охлаждение вареных колбасных изделий в оболочке проводят вначале водой, затем воздухом. Охлаждение водой под душем длится 10—15 мин, при этом температура внутри батона снижается до 30—35 С.
Копчение. С технологической точки зрения копчение представляет собой процесс пропитывания продуктов коптильными веществами дыма при неполном сгорании древесины. Копченые колбасные изделия приобретают острые, приятный вкус и запах, темно-красный цвет и блестящую поверхность.
В результате проникновения в продукт некоторых фракций дыма, особенно фенолов и органических кислот с высоким бактерицидным и бактериостатическим действием, подавляется развитие гнилостной микрофлоры, увеличивается срок хранения колбас. На мясокомбинате копчение проводят в стационарных коптильных камерах.
Сушка. Эта операция завершает технологический цикл производства сырокопченых, сыровяленых, варено-копченых и полукопченых колбас. В результате понижения массовой доли влаги и увеличения массовой доли поваренной соли и коптильных веществ повышается устойчивость мясопродуктов к действию гнилостной микрофлоры. Колбасы сушат в сушильных камерах при определенной температуре и влажности воздуха.
Упаковка и хранение. Бестарное транспортирование колбасных изделий приводит к снижению их качества, деформации батонов, продолжительным погрузкам автотранспорта. Для хранения, и транспортирования колбасные изделия упаковывают в картонные короба. Для каждого колбасного изделия установлены температура, влажность и сроки хранения.
2 ОСНОВНОЕ ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
2.1 КУТТЕР LASKA ku 130 MODEL 136
2.1.1 НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМИНЕНИЯ
Куттеры предназначены для тонкого измельчения мясного мягкого сырья и превращения его в однородную гомогенную массу. До поступления в куттер сырье предварительно измельчают на волчке, но отдельные конструкции куттеров имеют приспособления для измельчения кускового сырья. Куттеры бывают периодического и непрерывного действия. Мясное сырье в куттерах измельчается при помощи быстровращающихся серповидных ножей, установленных на валу. Ножи попеременно погружаются во вращающуюся с частотой до 0,3 с-1 чашу. Измельчение ведется в открытых чашах или под вакуумом. Кроме того, в куттерах совмещают процессы измельчения и смешивания. Куттер laska ku 130 австрийской фирмы SCHALLER предназначен для окончательного тонкого измельчения мяса и приготовления фарша при производстве варено-копченых, полукопченых, сырокопченых, вареных, ливерных колбас, сосисок и сарделек. Куттерование под вакуумом позволяет получать фарш более высокого качества за счет улучшения его цвета, вкуса и исключения образования пор и воздушных пустот.
Вакууммирование предупреждает быстрые окислительные реакции в жире и приводит также к уплотнению фарша, что способствует улучшению потребительских свойств колбас, сарделек, сосисок, обеспечивает более высокое качество изготовляемой продукции.
Допускается измельчение охлажденного от -1 до +5 °С мяса в кусках массой не более 0,5 кг, а также блоков замороженного мяса размерами 190x190x75 мм температурой не ниже -8 С.
Количество переработки за замес зависит от консистенции и температуры исходного сырья:
Сырокопченая колбаса: около 30% емкости чаши
Вареная колбаса: не более 90% емкости чаши
2.1.2 КОНСТРУКЦИЯ КУТТЕРА
Вакуумный куттер представляет собой машину средней производительности, имеющую раздельные приводы чаши и ножевого вала. Основной двигатель управляется частотным преобразователем, что позволяет плавно регулировать режим измельчения в зависимости от технологических особенностей, качества и состояния измельчаемого сырья; равномерно в зависимости от рецептуры смешивать различные компоненты и специи без изменения структуры и консистенции фарша при вращении ножей в режиме перемешивания в обратную сторону. Применение частотного преобразователя позволяет установить режим перемешивания (обратное вращение ножевого вала).
Двигатель привода чаши управляется частотным преобразователем, что позволяет устанавливать любое необходимое число оборотов чаши и за счет плавного запуска значительно снизить нагрузку на редуктор чаши.
С помощью устройства перемещения чаши относительно ножевого вала сокращается время на смену ножей. Предусмотрена возможность регулирования зазора между ножами и чашей, что позволяет продлить срок службы ножей при их многократной переточке. Ножи выполнены по специальной технологии. Система управления куттера обеспечивает ручной и полуавтоматический режимы. Доза воды подается автоматически во время куттерования без сброса вакуума. Информационно-вычислительная система с цифровой индикацией контролирует основные параметры на любой стадии приготовления фарша. Система обеспечения безопасности исключает выполнение команд, которые могут привести к поломке изделия и травме оператора.
Рисунок 2 – Куттер laska ku 130 model (136)
1 — станина, 2 -чаша; 3- устройство выгрузки продукта; 4- разгрузочный диск;
5 — устройство для подъема крышки; 6-крышка; 7-пульт управления
2.1.3 РЕЖУЩИЙ МЕХАНИЗМ КУТТЕРА
Режущий механизм представляет собой комплект серповидных ножей, закрепленных в ножевой головке. Для универсального использования применяется 6 ножей, для сырокопченых колбас 4 ножа.
Запатентованная ножевая головка состоит из трех блоков с двумя ножами, которые могут быть установлены одновременно. Блоки ножевой головки пронумерованы в шпоночной канавке и отличаются, друг от друга как показано на рисунке 3, различным положением паза в основном фланце.
Рисунок 3 – Блоки фланцев ножевой головки
Блоки ножевой головки монтируются в порядке как указано на рисунке 4.
а) б)
Рисунок 4 – Порядок монтирования блоков ножевой головки
а) – для универсального использования; б) – для сырокопченых колбас
Различают ножи типа М (серийные для универсального применения) и МТ (для изготовления тонких эмульсий, изготавливаются по заказу).
Рисунок 5 – Типы ножей куттера laska ku 130 model (136)
Нож куттера может иметь режущую кромку в виде прямой линии с заточкой в виде клина или изогнутой линии и сложной геометрической формы (ломаная линия). Выбор ножа с первой или второй формой заточки режущей кромки определяется требованиями качества измельчения продукта и энергетическими затратами.
Ножи изготовлены из закаленной нержавеющей стали, поэтому последующую заточку следует производить на специальном заточном станке, с заточным бруском с водяным охлаждением. При заточке ножи следует часто охлаждать и избегать перенагрева материала. Угол заточки лезвия составляет 27.
Рисунок 6 – Схема заточки ножей
На рисунке 7 изображены зоны заточки ножа.
Рисунок 7 — Зоны заточки ножа
В зоне s производятся заточки, в зоне х точить как можно меньше и строго в соответствии с радиусом чаши.
2.1.4 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ КУТТЕРА LASKA ku 130 MODEL 136
Куттер laska ku 130 предназначен для окончательного тонкого измельчения мяса. Допускается измельчение охлажденного от —1 до +5 °С мяса в кусках массой не более 0,5 кг, а также блоков замороженного мяса размерами 190x190x75 мм температурой не ниже —8 С.
Объем чаши, л –130;
Производительность, кг/час – не менее 1300;
Скорость резания, м/с – 120;
Степень вакуума, МПа – 0,08-0,1;
Характеристики мощности:
Номинальное напряжение, В – 3х400 /50 Гц;
Потребляемая мощность, кВт – 46;
Мощность двигателя ножевого вала, кВт – 58;
Номинальный ток, А – 97;
Предохранитель, А – 125;
Данные по числу оборотов:
Частота вращения, об/мин
Вала ножей (режим резания) – от 180 до 3600
Вала ножей (режим перемешивания) – 180 (обратное вращение)
Чаши – от 3 до 16
Материал – нержавеющая сталь
Масса, кг – 1600
Габаритные размеры изображены на рисунке 8,
где L-длина 2125 мм;
B-ширина 1270 мм;
H-высота 1260 мм;
A-940 мм;
С-1540 мм;
D-1760 мм;
Е-1126 мм;
F-1525мм;
G-1885 мм.
Рисунок 8 – Габаритные размеры куттера laska ku 130 (136)
Характеристики уровня шума:
Максимальный уровень шума, ДБа – 90;
Уровень шума при открытой крышки и половине числа оборотов, ДБа – 81.
Защита от шума: начиная с 85 ДБа обслуживающий персонал должен носить наушники.
2.1.5 МОНТАЖ ОБОРУДОВАНИЯ
При доставке, а также после распаковки, проверить аппарат на наличие транспортных повреждений и при необходимости заявить о претензиях в транспортную компанию. Если дно аппарата прикреплено к ящику, то боковые кожухи куттера следует снять, чтобы изнутри аппарата можно было открутить крепежные винты. Аппарат можно откатить в сторону на роликах и транспортировать с помощью блочного погрузчика.
Особое внимание следует обратить на то, что аппарат должен опираться или подниматься только на массивных несущих конструкциях. Аппарат не нуждается в специальном фундаменте, однако он должен быть установлен на устойчивом полу и с точностью выровнен горизонтально с помощью опорных антивибрационных ножек с регулируемой высотой.
После установки и подключения всех коммуникаций, проверить правильность направления вращения двигателей (правый ход) и если требуется переключить две фазы подводящего кабеля.
Согласно инструкции по смазке проверить уровень масла. Проверить пневмо- и гидросистемы, если они предусмотрены комплектацией.
Проверить ножевой вал: гайка ножевого вала должна быть прочно прикручена, а между острием ножа и внутренней поверхностью чаши должен обеспечиваться зазор 1,3 мм.
Проверить направление вращения чаши: чаша вращается против часовой стрелки (вид сверху)
Проверить загрузочное устройство на блокировку тележки. Согласно предписанию безопасная скорость понижения составляет 100 мм/сек.
2.1.6 РЕМОНТ И ТЕХОБСЛУЖИВАНИЕ
Техобслуживание, уход и устранение возможных неполадок может производиться только сервисной службой ежегодно или после 1000 часов работы.
Гидравлическая система (если имеется) состоит из гидравлического агрегата, магнитных клапанов, гидравлических цилиндров и гидравлических линий. Контролировать уровень масла в агрегате каждую неделю, а так же проверять все линии на наличие неплотных соединений. Давление масла проверять при помощи встроенного манометра.
Регулярно проверять пневматическую систему (если имеется): линии, клапаны, цилиндры.
В соответствии с планом смазки, следует регулярно смазывать агрегат, проверять уровень и менять масло.
Ремни и цепи проверять каждую неделю на правильность положения, натяжение и износ. Необходимо обратить внимание на то, что после натяжения ременные шкивы должны находиться параллельно осям и желобки шкивов так же должны располагаться по прямой. Элементы крепления ремней ослаблять до тех пор, пока не будет возможным снять ремень Желобки ременных шкивов должны быть гладкими чистыми, не иметь на поверхности масла и жира.
Ремни следует осторожно надевать на шкивы (не применять силу) для предотвращения возможных повреждений. Натянуть ремни описанным выше способом и после 15-30 часов работы проверить, не является ли необходимым дополнительное натяжение.
Электрооборудование следует проверять не реже одного раза в полгода. Спустя месяц после подключения все электрические соединения должны быть проверены на прочность крепления клемм. Проверять уплотнения распределительного шкафа и электрических деталей аппарата на плотность. Обратить особое внимание на то, что чувствительные детали (распределительный шкаф, панель с кнопками, выключатели и т. п.) не должны промываться струей воды или под высоким давлением.
Ножевая головка:
Демонтировать ежедневно;
Поверхность натяжения и элементы ножевого вала обработать используемым в пищевой промышленности средством KLUBER PARALIQ P 40 спрей.
Редуктор:
Уровень масла должен быть виден в середине или в верхней части смотрового глазка;
Замена масла должна производиться на разогретой машине, вывинтить сливной винт и спустить масло в лоток, снова завинтить винт и наполнить емкость маслом.
Устранение неисправностей
Аппарат не включается:
Проверить, не прервана, ли подача питания;
Главный выключатель должен быть включен;
Аварийный выключатель должен быть деблокирован;
Ножевой кожух должен быть закрыт;
Проверить или заменить электрический предохранительный переключатель на крышке.
Двигатель медленно запускается:
Низкое напряжение сети;
Большое падение напряжения в подающей линии.
Перегрев двигателя:
Измерить подачу тока с нагрузкой и без нее и сравнить с номинальным током;
Слишком высокое или слишком низкое напряжение;
Недостаточное охлаждение, вызванное загрязнением двигателя.
Не достигается требуемый вакуум:
Проверить или заменить всасывающий шланг и клапан системы вентиляции;
Проверить или заменить уплотнения на вакуумной крышке, очистительной крышке, опоре ножевого вала, опоре чаши.
2.2 ЛЕНТОЧНАЯ ПИЛА КТ 400
2.2.1 НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМИНЕНИЯ
На мясокомбинате ДЭМКА широко используется ленточные пилы. Это оборудование применяется для распиловки на куски свежего и замороженного мяса и костей. Ленточная пила режет мясо аккуратно, ровно, без осколков костей и без потери веса. Разделка мяса пилой занимает гораздо меньше времени, чем рубка. Пилой легче отделить более ценные части туши от менее ценных. Пила ленточная предназначена для распиловки четвертин и отрубов, порционной разделки мясных и мясокостных полуфабрикатов на куски различной массы и размеров.
2.2.2 КОНСТРУКЦИЯ ЛЕНТОЧНОЙ ПИЛЫ КТ 400
Рисунок 9 – Ленточная пила КТ 400
1-станина, 2-стол, 3-пильное полотно, 4-направляющая штанга, 5,7-шкивы, 6-крышка
Пила КТ 400 Финской фирмы Koneteollisuus состоит из станины сварной конструкции, на которой размещены все механизмы. К станине фланцем прикреплен электродвигатель, на валу последнего установлены тормозной и приводной шкивы. Шкивы и пильное полотно закрыты крышкой. Натяжной шкив расположен на оси ползуна и может перемещаться вверх-вниз с помощью маховика. Правильное натяжение пильного полотна обеспечивает пружина. Ось с находящимся на ней шкивом может наклоняться маховиком, это исключает соскальзывание
полотна со шкивов. Во избежание прогибания его при распиливании предусмотрены опорные ролики. Левая и правая каретки рабочего стола подают продукт к пильному полотну. Направляющей для полотна служит штанга, ловитель защемляет его в момент обрыва. Отруб укладывают на стол каретки (или обеих кареток) и, придерживая руками, надвигают вместе с кареткой на полотно до полного отпиливания порции необходимой величины. Затем возвращают каретку в исходное положение, отруб сдвигают для очередного отпиливания. Распиливание ведут плавно, чтобы разрез был ровным, без бахромы и пригара. Нормальная работа пилы характеризуется ровным, слегка звенящим звуком. Во избежание разрыва пильного полотна продукт должен подаваться без рывков, путем умеренного нажима.
Ленточная пила КТ 400 снабжена микровыключателем, который препятствует пуску полотна пилы в случае недостаточно плотном закрытой предохранительной крышки. В целях безопасности двигатель снабжен тормозным устройством, что позволяет полностью остановить полотно в течении четырех секунд после отключения станка.
2.2.3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЛЕНТОЧНОЙ ПИЛЫ КТ 400
Мощность двигателя, кВт – 1,8;
Напряжение, В – 380/50/3;
Скорость полотна, м/сек – 20;
Диаметр колеса полотна, мм – 400;
Высота распила, мм – 375;
Высота распила (неподвижный стол), мм – 470;
Ширина распила, мм– 380;
Размер подвижного стола, мм – 830 х 500;
Размер неподвижного стола, мм — 900 х 890;
Движение стола, мм – 450 мм;
Размер режущего полотна, мм– 3135 х 20 х 0,6
Вес, кг – 125
Габариты:
Длина – 1020 мм
Ширина – 730 мм
Высота – 1850 мм
2.2.4 МОНТАЖ ОБОРУДОВАНИЯ
Ленточная пила поставляется полностью готовой к работе. При поднятии оборудовании при помощи тросов, пользоваться строповочными отверстиями 23 и 24, указанными на рисунке 10.
Рисунок 10 – Схема строповки ленточной пилы
Для установки пилы не требуется дополнительного фундамента, поверхность пола должна быть ровной и не скользкой. Место установки должно быть на достаточном отдалении от дверей и коридоров. Пила должна находиться в таком положении, чтобы проходящие мимо не могли толкнуть или помешать работе оператора. После установки отрегулировать ножки пилы (2) для достижения устойчивости.
Убедиться, что напряжение в сети совпадает с данными, указанными на табличке агрегата. Обеспечить надежное заземление.
Перед использованием проверить направление вращения. После пуска пилы колеса должны вращаться так, чтобы обеспечить перемещение полотна пилы сверху вниз относительно поверхности рабочего стола. После первого запуска проверить натяжение полотна, при необходимости отрегулировать натяжение натяжным маховиком.
2.2.5 РЕМОНТ И ТЕХОБСЛУЖИВАНИЕ
Ленточная пила не требует особого технического обслуживания. Но необходимо проводить следующие работы:
еженедельно проверять состояние опорных роликов, колес, очистителей полотна, а так же подшипников стола;
убедиться что все компоненты, отвечающие за безопасность при работе, находятся в хорошем состоянии;
при возникновении неисправностей в электрических компонентах обратиться к профессиональным мастерам;
в случае если пила не останавливается в течении четырех секунд, тормоз должен быть заменен.
Ленточная пила не имеет частей требующих смазки.
Необходима ежедневная очистка пилы. Для удаления грубых загрязнений рекомендуется мойка вручную, с предварительной мойкой теплой водой температурой 40-50 С низконапорным шлангом. После предварительной мойки очистка может производиться вручную с использованием моющего средства Karcher RM 81 при температуре 20С.
Необходимо регулярно производить дезинфекцию рабочих механизмов агрегата, соприкасающихся с пищевыми продуктами. Для этого завод изготовитель рекомендует средства: Karcher RM 32 и Karcher RM 35. Моющие средства, вода и дезинфицирующие растворы перед работой должны быть удалены.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1 Материал практики
2 Паспорт Куттера Laska ku 130 model 136
3 Паспорт Ленточной пилы КТ 400
4 Технологическое оборудование мясокомбинатов/ С. А. Бредихин, О. В. Бредихина, Ю. В. Космодемьянский – 2е изд., испр.- М: Колос, 2000.- 392с.
5 Рогов И. А., Забашта А. Г., Казюлин Г. П. Общая технология мяса и мясопродуктов. – М.: Колос,2000.-376с.
| Лист | ||||||
| Изм | Лист | № документа | Подпись | Дата |
coolreferat.com
Технология производства колбасных изделий
Колбаса занимает чуть ли не самое главное место в жизни многих людей. Это продукт питания очень сытный, вкусный.
Колбаса характеризуется огромным разнообразием вкусов и форм, может изготавливаться разнообразными методами, что позволяет получать мясное изделие с теми или иными свойствами. Но качество конечного продукта зависит именно от сырья, поэтому этап его выбора зачастую играет наиболее важную роль.
Хорошо, если предприятие владеет своими скотобойнями и производит сырье из высококачественного мяса. Дарить людям радость, блаженство от приятного вкуса и удовольствия – вот главная тенденция каждого предприятия, которое занимается производством колбасных изделий. А чтобы она действительно была качественной, стоит ознакомиться с технологиями. Потому что разные сорта требуют выполнения определенных процессов.
Виды колбасных изделий
Для более полного понимания, как все же производят колбасные изделия, необходимо ознакомиться с их видами, которых существует немало. Каждый из них нам при одном только названии будет напоминать свои вкусовые ощущения. К существующим на фактический момент относятся следующие:
- Вареная – самые дешевые колбасные изделия, что, конечно, зависит от сырья, имеющие однородную структуру и характерный вкус вареного мяса, может изготавливаться из всех видов мяса.
- Варено-копченая – имеет характерный аромат копченостей, основным наполнителем является то же содержимое, что и в простой вареной, кроме этого, имеются кусочки мяса и добавляется больше специй.
- Сырокопченая – продукт изготавливается и качественного мяса методом холодного копчения, также выполняется обезвоживание и ферментация, процесс при котором изделие приобретает всем известный аромат и консистенцию.
- Полукопченая – колбаса, которая сначала жарится, затем варится и на заключительном этапе обезвоживается.
- Сыровяленая – колбасное изделие, изготовленное из сырого предварительно замаринованного мяса. Далее, копчение, ферментация, удаление влаги и только потом она вялится.
- Ливерная — колбасный продукт, который изготавливается в меньшей степени из мяса и в большей из овощей, масла, молока и различных субпродуктов.
- Кровяная – колбаса, которую готовят из крови телят или свиней.
Главной целью каждого предприятия, занимающегося производством колбасных изделий, является качественный конечный продукт, который будет получать высокие оценки и хвалится потребителем.
Поэтому в этом направлении выполняется много работы, в том числе и модернизация оборудования, изменение технологического процесса, но основные этапы, их последовательность и правила остаются прежними. Потому что этот продукт уже полюбился многими гражданами, которые хотят его покупать и дальше.
Для получения качественного колбасного изделия необходимо выполнять следующие требования и условия:
- Использовать только качественное сырье от проверенных поставщиков или производить его самостоятельно.
- Четко соблюдать технологические процессы и выполнять требования.
- Применять качественное, надежное и прошедшее проверку оборудование.
- Правильно хранить сырье и конечный продукт.
- Всегда выполнять требования СанПин.
Основные тезисы по производству колбасных изделий различного вида

За все время существования колбасного производства были выбраны постоянные виды мяса, к которым относятся говядина, свинина, курица, индюшатина. Также, но намного реже и чаще под заказ осуществляется производство колбас из баранины, конины, гусятины, оленины и прочих животных.
Это связано в большей степени с физиологическими качествами самого мяса и меньше популяцией этих животных. Но и среди постоянных видов сырья есть более приоритетные для тех или иных нужд. Например, для повышения калорийности изделия используется свинина, как добавка к другим видам мяса.
В производстве используется абсолютно все, в том числе и жиры, курдючий жир и шпик, которые добавляются в качестве способа повышения калорийности. Их количеством можно еще регулировать плотность изделия, придавая ему нежную структуру. В производстве сарделек, сосисок и ливерной колбасы практикуется использование растопленного внутреннего жира.
Существует категория диетических колбас, для их изготовления используется молоко и яйца. Производятся также растительные колбасы, в которых кроме мяса присутствуют крупы, выступающие в роли наполнителя и разбавителя.
Важно при изготовлении колбасных изделий соблюдать количество специй и естественных вкусовых регулирующих компонентов, таких как соль, сахар, различные пряности и нитраты натрия.
Общая технология производства колбасных изделий
Как правило, на различных крупных предприятиях производится сразу несколько видов колбас, но общая технология будет единой и состоять из следующих этапов:
1. Выбор сырья для изготовления оболочки будущей колбасы. Основным видом материала является естественное сырье – кишка, желудок. Подготовка заключается в очищении, промывке и отжимке. Также широкое применение получили оболочки искусственного происхождения на синтетической основе.
2. Работа с основным наполнителем, то есть, мясом и салом. Как правило они доставляются на фабрику в замороженном виде, поэтому сначала происходит разморозка туш, далее, они разделываются, выполняется обвалка и жиловка, то есть отделение мышечных волокон жилок, жировых плевок и прочих тканей. Рассмотрим более подробно все эти этапы:

От того, в каком виде было привезено сырье, будет зависеть тип колбасного изделия. Поэтому может использоваться парное, охлажденное и размороженное. Все мясо промывается водой.
Разделка подразумевает разделение туши на отдельные части заданных размеров. Более красивые и сочные куски мяса будут отправлены на копчение целиком, все остальное на производство колбас.
Обвалка подразумевает собой процесс отделения мяса от костей. Конечным продуктом является отдельно мышечная ткань, жировая прослойка и соединительные ткани. Во все времена процесс занимал много времени и требовал аккуратности от работника, так как можно было легко повредить себе руки. Сегодня же для этого существует специальное оборудование.
Под жиловкой подразумевается удаление из мяса прожилок, плевок, побочных волокон и прочих субпродуктов.
3. На следующем этапе осуществляется производство колбасного фарша. Для этого на предприятиях используются специальные мясорубки с различными насадками. С их помощью можно дробить мясо на различные по размерам кусочки, тем самым достигая требуемой консистенции. После, оно загружается в большие емкости, где засаливается для созревания. На это этапе в массу добавляются специи и различные усилители вкуса и аромата, после чего выдерживается при нулевой температуре определенное время. Разные виды мяса требуют и различного времени посолки. Для парного достаточно 1 суток, для охлажденного и размороженного – не менее 2. Если мясо было хорошо измельчено, то достаточно будет и 6 часов.
Для производства нежной колбасы, мясо после созревания пропускается через более мелкие мясорубки. После чего поступает на следующий этап, где изготавливается фарш в специальных смесителях и куттеров. Выполняется введение специй в зависимости от требований и рецепта, шпик и пряные вещества для усиления вкуса и улучшения ароматических свойств. Происходит некоторое разбавление водой, что необходимо для придания более эластичной консистенции.
4. Изготовление батонов. На это этапе фарш заполняется в оболочки, которые формируются при помощи специального оборудования полуавтоматические шприцы-наполнители. Процесс включает несколько стадий:
A Подготовка упаковок, для этого они разрезаются на заданные по величине отрезки и закручиваются с одной стороны. Есть оболочки, которые требуют предварительного увлажнения.
B Наполняется оболочка фаршем специальным вакуумным шприцом непрерывного действия.
C На следующем этапе выполняется так называемый процесс штриковки, то есть прокалывания для высвобождения оставшегося в батоне воздуха. Образуется петля, чтобы изделие можно было подвесить.
D Развешивание готовых колбас на специальных тележках. Важно, чтобы они не соприкасались между собой.
5. На следующем этапе происходит осадка батонов. Технологический процесс необходимым для копченых видов колбас. Продолжительность может достигать 7 суток при температуре не более 3 градусов. В результате этого колбаса немного просыхает и плотно обтягивается оболочкой, приобретая ярко-красный цвет.
6. Обработка температурой
После того, как батон сформирован и просох, его варят, при необходимости еще и коптят при температуре до 50 градусов горячим дымом. После, изделия подвергаются дополнительной просушке в течение 4 суток в зависимости от сортности.

Качественной колбаса может быть только при четком соблюдении всех правил и требований. Поэтому это происходит на каждой стадии, при необходимости вносятся изменения или же продукт отправляется на переработку, так как в конечном виде это сделать будет уже невозможно. Обязательно все колбасы проходят проверку органолептических свойств.
npotor.ru