Автоклав для газобетона своими руками: мини линии и установки, нюансы технологии, цены
Чем отличается автоклавный газобетон от неавтоклавного?
В последнее время в связи с ростом популярности строительных блоков из ячеистых бетонов часто возникает вопрос: в чем отличие автоклавного газобетона от неавтоклавных материалов (пенобетона и неавтоклавного газобетона)? Постараемся ответить на данный вопрос в этой статье.
Распространены несколько терминов, обозначающих строительные материалы из ячеистого бетона – газобетон, пенобетон, кроме того есть такие характеристики, как автоклавный и неавтоклавный. Разберемся в определениях. Ячеистый бетон – это общее наименование всех легких бетонов, которые характеризуются наличием множества пор (ячеек) в своей структуре, которые придают улучшенные физико-механические свойства материалу.
По способу порообразования ячеистые бетоны делятся на пенобетоны и газобетоны. Как следует из названия, в одном материале для создания ячеистой структуры применяется химическая пена, а в другом

Пенобетон – застывший в поризованном состоянии цементно-песчаный раствор. Ячеистая структура в нем формируется за счет введения и «взбивания» химических пенообразователей. Как правило, цех по производству пенобетона («заводом» назвать эту фабрику крайне сложно), небольшой по площади с преобладанием ручного труда и неквалифицированного персонала. Объем производства крайне мал, оборачиваемость средств низкая, поэтому экономить в таком производстве приходится буквально на всем, что явно не способствует повышению качества готового продукта.
Насыщения бетона газом, выделяющимся при реакции извести и алюминиевой пасты – процесс достаточно сложный и требующий тщательного контроля за дозировкой этих компонентов. Обеспечить это возможно только на крупных заводах с качественным автоматизированным оборудованием, и еще недавно термин «газобетон» уже по умолчанию означал наличие автоклавной обработки. Так постепенно в сознании потребителя сформировалось устойчивое и вполне объективное мнение: пенобетон – это дешево и с посредственными характеристиками; газобетон – немного дороже, но значительно лучше качество и стабильные свойства.
В конкурентной борьбе за покупателя, производители пенобетона вместо снижения цены или улучшения качества своих изделий, решили просто уйти от полностью дискредитированного термина «пенобетон», заменив его более благозвучным – НЕавтоклавный газобетон. В сути своей материал не изменился, теперь в ту же химическую пену добавляется немного газообразователя, затем все также разливается в опалубку и раствор набирает прочность под открытым небом. Для конечного потребителя, кроме увеличения цены продукта, это переименование ничего не несет.
Автоклавная обработка – пропаривание в металлических капсулах (автоклавах) при высоком давлении (12 атм.) и высокой температуре (191оС) – позволяет получить материал с такими свойствами, какие невозможно получить в обычных условиях. Автоклавирование газобетона производится не только для того, чтобы ускорить процесс твердения смеси. Основной смысл состоит в том, что в автоклаве в структуре газобетона происходят изменения на молекулярном уровне, и образуется новый минерал с уникальными эксплуатационными характеристиками — тоберморит.
Автоклавный газобетон и неавтоклавные материалы
Рассмотрим основные показатели:
1. Стабильность качества автоклавного газобетона Автоклавный газобетон изготавливается только на крупном производстве и на стройплощадку попадает в виде готовых блоков. Производство автоклавного газобетона в кустарных условиях невозможно, так как при изготовлении необходимо контролировать одновременно несколько десятков процессов и параметров.
Автоклавный газобетон производится согласно современному ГОСТу 2007 года, что подтверждается протоколами испытаний, продукция имеет сертификат качества, и клиент может быть уверен в надлежащем качестве.
Для производства пенобетона и неавтоклавного газобетона не требуется большого завода и огромных капиталовложений, что обеспечивает низкий порог входа в этот бизнес. На практике это означает, что имея небольшую бетонно-растворную установку, опалубку и пару низкоквалифицированных рабочих, можно организовать кустарное производство с нестабильными показателями качества, гордо назвав это заводом или фабрикой по производству стройматериалов. Обеспечить в таких условиях стабильность характеристик продукта практически невозможно, поскольку дозирование компонентов производится вручную и, как правило «на глаз», а старый ГОСТ, которому уже больше четверти века, допускает производство таких изделий.
Ячеистые бетоны изготавливают различной плотности: от 400 до 800 кг/м3 классом прочности на сжатие от В1,5 до В7,5. Самыми ходовыми являются плотности D500 и D600, при этом автоклавный газобетон на этих плотностях имеет класс по прочности на сжатие B2,5 и B3,5 соответственно.
Неавтоклавные же материалы значительно проигрывают автоклавному газобетону по физическим свойствам и прочности при одинаковой плотности. Например, при плотности D600 они имеют прочность на сжатие в два раза ниже, чем у автоклавного газобетона! Кроме того, производители неавтоклавных материалов просто не могут выпускать строительные блоки с плотностью ниже D600, т.к. эти блоки не имеют прочности вообще, а применять их в строительстве недопустимо.
3. Возможность крепления
Автоклавирование значительно повышает прочностные характеристики газобетона. В основание из автоклавного газобетона можно закрепить не только шкафы и полки, но и бойлеры, кондиционеры, вентилируемые фасады. Причем навесные фасады могут быть как из легкого композита так и из тяжелого керамогранита. Для этого применяются анкера с полиамидными распираемыми элементами. Например, один анкер 10х100 выдерживает нагрузку на вырыв по оси до 700кг, что вполне сравнимо с показателями полнотелого кирпича или тяжелого бетона.
В основание из автоклавного газобетона можно закрепить не только шкафы и полки, но и бойлеры, кондиционеры, вентилируемые фасады. Причем навесные фасады могут быть как из легкого композита так и из тяжелого керамогранита. Для этого применяются анкера с полиамидными распираемыми элементами. Например, один анкер 10х100 выдерживает нагрузку на вырыв по оси до 700кг, что вполне сравнимо с показателями полнотелого кирпича или тяжелого бетона.
Говорить о креплении в пенобетон или НЕавтоклавный газобетон просто не приходится. Гвоздь или шуруп просто вдавливается в стену руками, поэтому применение обычного механического крепежа здесь невозможно. Можно использовать для крепления НЕтяжелых предметов, например, зеркал или крючков для одежды, дорогостоящий двухкомпонентный химический анкер, что дает хоть какую-то иллюзию надежности. Но при навешивании на стену кухонного гарнитура даже использование «химии» не поможет, т.к. под весом шкафа с посудой произойдет разрушение неавтоклавного материала в месте крепления и из стены просто выпадет кусок блока.
4.
ОднородностьПри производстве автоклавного газобетона
Неавтоклавный газобетон и пенобетон получают введением в бетонную массу пены, газообразователей и перемешивая ее. В итоге часто случается, что
 Получается неравномерное распределение пор в блоке, и за счет этого нет возможности добиться единых характеристик на разных блоках. Технология производства неавтоклавного газобетона исключает возможность встряхивания массива, поэтому наличие пузырей диаметром 50-70 мм – обычное дело. В таком материале часто возникают более холодные участки стены с выпадением конденсата на поверхности, а также трещины – в местах ослабления кладки крупными пузырями воздуха.
Получается неравномерное распределение пор в блоке, и за счет этого нет возможности добиться единых характеристик на разных блоках. Технология производства неавтоклавного газобетона исключает возможность встряхивания массива, поэтому наличие пузырей диаметром 50-70 мм – обычное дело. В таком материале часто возникают более холодные участки стены с выпадением конденсата на поверхности, а также трещины – в местах ослабления кладки крупными пузырями воздуха.
Набор прочности неавтоклавным ячеистым бетоном сопровождается значительной его усадкой, которая, в свою очередь, приводит к растрескиванию готовой кладки. Очень часто приходится видеть, как на недавно построенном и отделанном здании появляются множественные трещины, отслаивается отделочный слой, отваливается штукатурка. Эти процессы могут протекать в течение нескольких лет – того самого периода, пока идет «набор прочности».
Более того, трещинами испещрены блоки еще до того, как они уложены в кладку. Избавиться от усадки и трещин можно только автоклавированием, но в условиях кустарного производства это невозможно. Поэтому продавцы пенобетона и неавтоклавного газобетона идут на маркетинговые уловки, добавляя фибру (бумагу, пропитанную раствором серной кислоты и роданидом кальция) и называя это «армированным пенобетоном», устойчивым к растрескиванию. Для конечного потребителя, опять же кроме увеличения стоимости, фибра ничего не дает, ведь любой человек, даже не связанный со строительной индустрией, понимает, что если добавить бумагу в бетон, то никаких чудодейственных свойств, обещанных продавцами пенобетона, у материала не появится.
Избавиться от усадки и трещин можно только автоклавированием, но в условиях кустарного производства это невозможно. Поэтому продавцы пенобетона и неавтоклавного газобетона идут на маркетинговые уловки, добавляя фибру (бумагу, пропитанную раствором серной кислоты и роданидом кальция) и называя это «армированным пенобетоном», устойчивым к растрескиванию. Для конечного потребителя, опять же кроме увеличения стоимости, фибра ничего не дает, ведь любой человек, даже не связанный со строительной индустрией, понимает, что если добавить бумагу в бетон, то никаких чудодейственных свойств, обещанных продавцами пенобетона, у материала не появится.
Нужно отметить, что чем легче (а как следствие, и теплее) материал, тем больше усадка. Опыт строительства показывает, что стены из неавтоклавных ячеистых бетонов нельзя просто зашпаклевать и покрасить – внутри их приходится закрывать гипсокартоном, а для внешней отделки применять навесные фасады с креплением в перекрытие или кирпич.
Автоклавный газобетон полностью набрал прочность уже в процессе производства и автоклавирования, поэтому усадочные деформации ему не грозят.
К примеру, для автоклавного газобетона показатель усадки не превышает 0,4 мм/м, тогда как для неавтоклавных материалов он составляет в 10 раз больше — до 5 мм/м.
Автоклавный газобетон является абсолютно экологичным и аэропроницаемым материалом. Поэтому в доме из автоклавного газобетона всегда благоприятный микроклимат для проживания, сходный с климатом деревянного дома. Газобетон производится из минерального сырья, поэтому совершенно не подвержен гниению, а благодаря способности к регулированию влажности воздуха в помещении, полностью исключается вероятность появления на нем грибков и плесени.
Пенобетон может изготавливают из самого дешевого местного сырья: песка, отходов щебеночного производства, кроме того, в качестве пенообразователей применяются химические добавки, что, несомненно, снижает показатели экологичности дома из пенобетона. Также химические компоненты вносятся в блок с фиброй, пропитанной кислотами, хлоридами и роданидами. Даже присутствующие в небольших количествах, эти вещества способны выделяться и накапливаться в воздухе жилых помещений.
Даже присутствующие в небольших количествах, эти вещества способны выделяться и накапливаться в воздухе жилых помещений.
Точность геометрических размеров блоков из автоклавного газобетона регулируется современным ГОСТом, допустимые отклонения – по длине до 3 мм, по ширине до 2 мм, по толщине – до 1 мм. Блоки получаются путем резки струнами большого массива автоклавного газобетона и нарезать неровно на таком оборудовании просто нельзя.
Неавтоклавный газобетон и пенобетон разливают в опалубку с ограниченными циклами использования. Ввиду все той же экономии, опалубка используется в несколько раз дольше ее нормативного срока службы, а поскольку опалубка разборная, то в силу ее деформаций и износа собрать ее правильно с каждым разом становится все сложнее и сложнее – отсюда и отклонения по геометрии блоков. Для неавтоклавных газобетона и пенобетона отклонения геометрических размеров допускаются значительно больше — по толщине могут достигать 5 мм (старый ГОСТ 1989 года).
Большой разбег в геометрических размерах блоков из неавтоклавных материалов влечет ухудшение всех показателей кладки:
- — увеличивается толщина слоя раствора, приводя к увеличению стоимости кладки
- — увеличивается усадка кладки, т.к. помимо блоков усаживаются и толстые растворные швы
- — образуются мостики холода из-за толстых растворных швов
- — требуется трудоемкое выравнивание вертикальной поверхности стен
- — расход цементно-песчаного раствора в 5-6 раз выше, чем кладочного клея
- — увеличивается толщина и трудоемкость отделочных работ
- — снижается прочность кладки
8. Теплоизоляционные свойства
Плотность пенобетона или газобетона напрямую влияет на их теплоизоляционные свойства и, чем материал плотнее, тем теплоизоляция ниже. Пенобетон или неавтоклавный газобетон с низкой плотностью – это отличный теплоизоляционный материал, но прочность у него крайне низкая и применять его для кладки стен нельзя. В качестве конструктивного, особенно для несущих стен, требуется плотность выше, а значит, материал будет «холоднее». К примеру, для Иркутской области при использовании неавтоклавных материалов плотность ячеистого бетона должна быть минимум 700 кг/куб. метр. И без того невыдающиеся теплоизоляционные свойства значительно ухудшаются ведением кладки на цементно-песчаном растворе с толстыми швами. Это значит, что толщина стены из пенобетона или неавтоклавного газобетона с плотностью D700 для нормальной теплоизоляции без применения утеплителя должна быть около 65-70 см.
В качестве конструктивного, особенно для несущих стен, требуется плотность выше, а значит, материал будет «холоднее». К примеру, для Иркутской области при использовании неавтоклавных материалов плотность ячеистого бетона должна быть минимум 700 кг/куб. метр. И без того невыдающиеся теплоизоляционные свойства значительно ухудшаются ведением кладки на цементно-песчаном растворе с толстыми швами. Это значит, что толщина стены из пенобетона или неавтоклавного газобетона с плотностью D700 для нормальной теплоизоляции без применения утеплителя должна быть около 65-70 см.
Стена из автоклавного газобетона обеспечивает такие же показатели теплозащиты и прочности при толщине всего 40 см, при этом достаточно плотности D400-D500. Объективно автоклавный газобетон обладает лучшими, чем неавтоклавные материалы, показателями прочности и теплоизоляции при меньшем весе.
- — Автоклавный газобетон превосходит неавтоклавные материалы по физико-техническим свойствам благодаря автоклавной обработке.

- — Автоклавный газобетон производится только на современных заводах со стабильным гарантированным качеством на уровне мировых стандартов.
- — Автоклавный газобетон отличается от неавтоклавных материалов более высокой прочностью при меньшем весе.
- — Автоклавный газобетон не дает усадки в процессе эксплуатации.
- — Блоки из автоклавного газобетона отличаются точными размерами и равномерной плотностью массива.
- — Автоклавный газобетон является искусственным природным минералом, что обуславливает высочайший уровень его экологичности.
- — Применение автоклавного газобетона позволяет возвести теплоэффективный дом с однородной стеной 400 мм, не требующей утепления.

Строительство домов из неавтоклавных материалов дешевле только на первый взгляд. Если учесть плохую геометрию неавтоклавных материалов, худшие показатели теплоизоляции и прочности по сравнению с автоклавным газобетоном, необходимость в большем расходе кладочных и выравнивающих материалов, то выгода строительства из неавтоклавных материалов отсутствует.
Мини-завод по производству газобетона: бизнес-план, оборудование
Чтобы мини-завод по производству газобетона приносил прибыль, будущему предпринимателю следует побеспокоиться о грамотном составлении бизнес-плана предприятия. Кроме этого, необходимо знать рецептуру и характеристики изделия, технологию изготовления, особенности производства. Для выпуска качественной продукции нужно правильно подобрать оборудование.
По мнению экспертов, газобетон считается одним из самых востребованных стройматериалов, поэтому правильно организованное дело приносит 30% доход.
Бизнес план мини-завода
Начинать свое дело предприниматель должен с составления программы, где следует описать все аспекты и цели будущего производства, произвести расчеты и учесть возможные риски. Главные пункты бизнес-плана:
Для начала своего дела необходимо составить бизнес-план, в котором рассчитать финансовую сторону и учесть риски.- Общие положения. Здесь кратко описывается суть бизнеса, указывается профиль мини-завода.
- Цели и задачи. В этом пункте указывается назначение предприятия и целевая аудитория — стройфирмы или частные покупатели.
- Производственный план. Сюда входит технология и мощность производства, поставка необходимого сырья, четкое распределение обязанностей персонала.
- Помещение. В пункте следует описать здание, в котором должны быть производственные цеха, кабинеты для администрации, подсобные помещения, склады.
- Конкуренция. Необходимо изучить окружающие объекты, поскольку находящееся рядом аналогичное предприятие будет сманивать потенциальных клиентов.
- Финансы. Предприниматель должен подсчитать все расходы на приобретение оборудования, материалов, составляющих газобетон, аренду помещения, оплату труда рабочих и администрации, затраты на автотранспорт, коммунальные услуги.
- Риски. Учитывается политическая или экономическая стабильность в регионе, погодные условия, разрешение или отказ от кредитования, конкуренция, форс-мажорные обстоятельства, курс национальной валюты по отношению к мировой.
 Здесь кратко описывается суть бизнеса, указывается профиль мини-завода.
Здесь кратко описывается суть бизнеса, указывается профиль мини-завода.
Рецептура и характеристики материала
Газобетон относится к ячеистым бетонным смесям, то есть к легким пористым стройматериалам. Главная особенность — относительно небольшой вес и низкая плотность (от 500 кг на м3). Поры материала заполнены воздухом, что придает газобетону высокую способность аккумулировать тепло. Из-за хорошей паропроницаемости материал еще называют «дышащим», что создает комфортный микроклимат в помещении. Считается экологически безопасным, поскольку не выделяет токсических веществ при нагревании. Является пожаробезопасным, поскольку плохо нагревается и горит. Для изготовления газобетонных блоков требуются следующие компоненты:
Изготовление газобетонных изделий предполагает использование различных компонентов, таких как цементный порошок и гипс.- порошок алюминия;
- вода;
- измельченный кварцевый песок;
- гипс;
- известь;
- раствор ускорителя твердения бетона;
- поверхностно-активная добавка пластификатор;
- цементный порошок.

Разновидности технологий
Чтобы изготовить газобетонные блоки, применяется 2 способа:
- Автоклавный. Для сушки такого вида газобетона используется автоклав, где поддерживается температура не менее 100 градусов. Для автоклавного стройматериала характерны низкая усадка, высокое теплосберегающее свойство, а также образование тоберморита, который делает блоки прочными.
- Неавтоклавный. Характеризуется небольшими затратами на производство, поскольку такой материал затвердевает сам, без применения оборудования. Однако, для неавтоклавного изделия характерна большая усадка.
Какое требуется оборудование?
Чтобы мини-завод по изготовлению газобетона выпускал качественную продукцию и приносил прибыль, следует приобрести специализированные машины и механизмы. Оборудование для производства газобетонных блоков включает в себя следующие устройства:
Для производства понадобится такое оборудование, как барабанно-шаровая мельница, которая измельчает песок.
- Барабанно-шаровая мельница. Необходима для измельчения песка, чтобы после формирования блоков их было проще обрабатывать.
- Емкость для смеси.
- Парогенератор. Нужен для производства водяного пара, с превосходящим атмосферное, давлением.
- Растворомешалка. Механизм для приготовления газобетонной смеси.
- Автопогрузчик. Машина для погрузки/разгрузки блоков.
- Станок для разрезания готовых форм.
- Автоклав. Аппарат для нагревания материала под давлением, превышающим атмосферное.
- Вместилище для формировки блоков.
- Дозатор. Необходим для правильных пропорций компонентов газобетонной смеси.
- Сито. Применяется для просеивания составляющих газобетона, чтобы в материал не попадали примеси больших размеров, а сама смесь получалась однородной.
Особенности производства газобетона
Для получения партии газобетонных блоков сначала песок измельчается в барабанно-шаровой мельнице, затем смешиваются необходимые ингредиенты. После этого в сухую смесь добавляется вода и алюминиевый порошок. Смесь помещается в резервуар, где происходит химическая реакция, в результате которой образуется водород. Благодаря этому газу в растворе формируются поры. Сырье немного застывает, затем разрезается на блоки и шлифуется. После этого блоки помещаются в автоклав, где находятся 12 ч. и обрабатываются паром при 190-градусной температуре. После того как готовый газобетон остынет, его упаковывают и развозят заказчикам.
После этого в сухую смесь добавляется вода и алюминиевый порошок. Смесь помещается в резервуар, где происходит химическая реакция, в результате которой образуется водород. Благодаря этому газу в растворе формируются поры. Сырье немного застывает, затем разрезается на блоки и шлифуется. После этого блоки помещаются в автоклав, где находятся 12 ч. и обрабатываются паром при 190-градусной температуре. После того как готовый газобетон остынет, его упаковывают и развозят заказчикам.
Газобетон YTONG A++ — характеристики энергоэффективного газоблока D300 от компании Ytong, новинки от европейского производителя газобетона
Каким должен быть идеальный загородный дом? Красивым и уютным. А ещё – тёплым и недорогим. Увы, последние два свойства редко встречаются вместе. Тёплый и дорогой – пожалуйста. Дешёвый и холодный – тоже запросто. Но недорогой дом, тем более каменный, в котором при минимальной толщине наружных стен можно бюджетно топить даже электричеством, – это почти фантастика. Однако она становится реальностью с газобетонными блоками YTONG A++.
Дешёвый и холодный – тоже запросто. Но недорогой дом, тем более каменный, в котором при минимальной толщине наружных стен можно бюджетно топить даже электричеством, – это почти фантастика. Однако она становится реальностью с газобетонными блоками YTONG A++.
Преимущества блоков YTONG A++
На рынке большой популярностью пользуются газобетонные блоки марки D400. Ведь они позволяют строить однослойные наружные стены толщиной всего 375 мм, которые обеспечивают сопротивление теплопередаче, соответствующее жёстким требованиям современных строительных норм для центральной части нашей страны (СП 50.13330.2012 «Тепловая защита зданий»). Но теперь в продажу поступил новый материал, который имеет все шансы стать столь же популярным, – газобетонные блоки YTONG A++ (Xella Россия), с маркой по плотности D300.
Меньшая плотность означает более высокие теплозащитные свойства. Коэффициент теплопроводности блоков в сухом состоянии – 0,079 Вт/м∙°С И это даёт материалу два важных преимущества над популярным собратом D400:
- Можно сооружать однослойные наружные стены толщиной всего 300 мм. Сопротивление теплопередаче этих стен превышает требования строительных норм для средней полосы России. Тоньше стены – меньше затраты на строительство и больше полезная площадь дома. Например, при одинаковых внешних габаритах одноэтажного здания 10 х 10 м стены толщиной 300 мм дают дополнительные 3 м жилой площади по сравнении со стенами толщиной 375 мм.
 Сопротивление теплопередаче этих стен превышает требования строительных норм для средней полосы России. Тоньше стены – меньше затраты на строительство и больше полезная площадь дома. Например, при одинаковых внешних габаритах одноэтажного здания 10 х 10 м стены толщиной 300 мм дают дополнительные 3 м жилой площади по сравнении со стенами толщиной 375 мм.
Сопротивление теплопередаче этих стен превышает требования строительных норм для средней полосы России. Тоньше стены – меньше затраты на строительство и больше полезная площадь дома. Например, при одинаковых внешних габаритах одноэтажного здания 10 х 10 м стены толщиной 300 мм дают дополнительные 3 м жилой площади по сравнении со стенами толщиной 375 мм.- Используя блоки YTONG A++ стандартной толщины 375 мм можно добиться столь высоких показателей по теплозащите, что дом становится энергоэффективным, и его можно отапливать даже электричеством, тратя на это небольшие суммы денег.
Чем меньше плотность газобетона, тем ниже его прочность. Однако блоки YTONG A++ обладают достаточной прочностью, их класс прочности на сжатие – В2,0. Это конструкционно-изоляционный материал, который позволяет сооружать здания высотой 2 этажа при условии продуманного проекта.
Испытания YTONG A++ на прочность во ВНИИЖЕЛЕЗОБЕТОН
Ещё одно важное достоинство газобетона YTONG A++ – доступная цена. Для дома из блоков D300 толщиной 300 мм потребуется меньше м3 стенового материала в сравнении с домом из блоков D400, 375 мм (уменьшение количества м3 в 1,25 раз – на 25%). То есть, например, вместо 80 кубов (на дом 120-130 м2) нужно будет купить 64 куба. Экономия – 16 кубов (включая доставку и разгрузку). К тому же для возведения стен, помимо блоков, требуется минимальный набор расходных материалов (тонкошовный клей, U-блоки для армопояса под перекрытие, готовые перемычки над проёмами), что позволяет экономить. Таким образом, блоки YTONG A++ – лучшее решение для бюджетного строительства.
Для дома из блоков D300 толщиной 300 мм потребуется меньше м3 стенового материала в сравнении с домом из блоков D400, 375 мм (уменьшение количества м3 в 1,25 раз – на 25%). То есть, например, вместо 80 кубов (на дом 120-130 м2) нужно будет купить 64 куба. Экономия – 16 кубов (включая доставку и разгрузку). К тому же для возведения стен, помимо блоков, требуется минимальный набор расходных материалов (тонкошовный клей, U-блоки для армопояса под перекрытие, готовые перемычки над проёмами), что позволяет экономить. Таким образом, блоки YTONG A++ – лучшее решение для бюджетного строительства.
Более того, менее плотные блоки весят меньше, поэтому можно загрузить в грузовой автомобиль большее количество паллет с блоками Ytong A++. Часто для постройки дома требуется меньше грузовых машин, чем в случае строительства из блоков D400. То есть доставка будет дешевле, что особенно актуально для строительства в регионах и на удалении от крупных городов. Разгрузка также обойдётся в меньшие деньги.
К тому же небольшой вес блоков увеличивает скорость монтажа.
Недостатки блоков YTONG A++
- Звукоизоляция стен из блоков плотностью D300 хуже, чем стен из блоков плотностью D400. Впрочем, этот недостаток можно компенсировать слоем плотной фасадной штукатурки (1300 кг/м3). К тому же речь идёт о наружных стенах здания, расположенного за городом. Если дом находится на удалении от автомагистралей, проблема уличного шума обычно не актуальна. Что же касается внутренних стен, то их лучше сооружать из более плотных блоков D500 толщиной не менее 100 мм. Они дают приемлемую защиту от шума.
- Прочность стен из блоков плотностью D300 хуже, чем у стен из более плотного газобетона. Но, как уже говорилось, прочность YTONG A++ достаточна для строительства дома в два этажа. Главное – грамотный проект (для двухэтажного) и репутация производителя блоков, которая даёт уверенность в характеристиках материала. Ведь далеко не все производители газобетона марки D300 могут обеспечить класс прочности В2,0. А те, которые заявляют такой класс, не всегда способны выпускать материал, реально имеющий такую прочность. YTONG дорожит своей репутацией и производит блоки, действительно имеющие класс прочности В2,0.
- При неправильной транспортировке и разгрузке блоков YTONG A++ может быть больше боя, чем в случае более плотных блоков. Если же выбирать добросовестного перевозчика и соблюдать требования производителя по транспортировке и разгрузке, этот недостаток будет сведён к минимуму. О правилах перевозки и разгрузки читайте здесь.
 А те, которые заявляют такой класс, не всегда способны выпускать материал, реально имеющий такую прочность. YTONG дорожит своей репутацией и производит блоки, действительно имеющие класс прочности В2,0.
А те, которые заявляют такой класс, не всегда способны выпускать материал, реально имеющий такую прочность. YTONG дорожит своей репутацией и производит блоки, действительно имеющие класс прочности В2,0. Сравниваем с конкурентами
По сути главными конкурентами блоков YTONG A++ толщиной 300 мм являются две стеновые конструкции той же толщины со схожими теплофизическими свойствами:
- Каркасная (деревянные стойки, между которыми находится минераловатный утеплитель, закрытый снаружи ветрозащитой, а изнутри пароизоляцией). Толщина стен качественного «каркасника» (без наружной и внутренней отделки) – 250-265 мм.
- Стена в виде более плотных газобетонных блоков D500 толщиной 250 мм с фасадным утеплением минеральной ватой толщиной не менее 50 мм.

Обе конструкции многослойные и предполагают обязательное применение утеплителя, а блоки YTONG A++ позволяют возводить однослойные стены, у которых целый ряд преимуществ:
- Долговечность. Здание из газобетона прослужит более 100 лет. Это не голословное утверждение, а данные СП 15.13330.2012 «Каменные и армокаменные конструкции». В этом нормативе сказано, что каменные материалы с маркой по морозостойкости F35 имеют срок службы 100 лет. У всей линейки газобетона YTONG морозостойкость F100, так что долговечность материала не вызывает вопросов.
А вот срок службы утеплителей из минеральной ваты остаётся под вопросом. Производители минераловатной теплоизоляции утверждают, что этот материал не утратит свою эффективность в течение 50 лет. Между тем мировой опыт использования минеральной ваты говорит о том, что проблемы могут появляться и раньше (усадка, эрозия волокон), и тогда утеплённым стенам потребуется дорогостоящий капитальный ремонт. В любом случае стены из газобетона прослужат намного дольше, чем утеплитель.
Добавим, что газобетон – негорючий материал, и после небольшого пожара вполне реально восстановить газобетонный дом. Чего не скажешь о деревянном каркасе, который прекрасно горит и, как правило, не подлежит восстановлению.
- Простая технология монтажа, доступная даже мастерам средней квалификации. Достаточно лишь владеть элементарными навыками кладочных работ. К тому же блоки небольшой плотности сравнительно лёгкие, их несложно переносить одному человеку. Да и обрабатывать их просто (пилить, выравнивать рубанком).
В случае многослойных конструкций всё намного сложнее. Так, при строительстве «каркасника» больше шансов совершить ошибки, которые могут оказаться критичными. Неплотности в слое теплоизоляции из-за небрежно подрезанного утеплителя, плохо проклеенная скотчем или повреждённая при монтаже электрики пароизоляция, – всё это «человеческий фактор», который приводит к серьёзным проблемам. Зимой дом промерзает, в толще стены образуется конденсат, утеплитель намокает, резко теряя теплозащитные свойства. В результате приходится значительно переплачивать за отопление, а срок службы утеплителя и деревянных элементов уменьшается. Поэтому монтаж «каркасника» можно доверить только профессионалам. Впрочем, даже качественно сделанные каркасные стены со временем могут рассыхаться: в них появляются неплотности, через которые дом продувается.
В результате приходится значительно переплачивать за отопление, а срок службы утеплителя и деревянных элементов уменьшается. Поэтому монтаж «каркасника» можно доверить только профессионалам. Впрочем, даже качественно сделанные каркасные стены со временем могут рассыхаться: в них появляются неплотности, через которые дом продувается.
Дополнительное утепление газобетонных стен также усложняет процесс. Если обычную кладку из блоков снаружи можно отделать одним тонким слоем декоративной штукатурки, то утеплённый фасад нужно будет отделывать несколькими слоями штукатурки: базовым с усилением армирующей сеткой, а затем – декоративным. К тому же плиты теплоизоляции крепят к стенам клеем и тарельчатыми дюбелями (не менее 4 шт./м2). У дюбелей стальные сердечники, которые уменьшают теплотехническую однородность стены. То есть приводят к потерям тепла. В ряде случаев эти теплопотери могут сводить к минимуму положительный эффект от теплоизоляции.
- Высокая скорость строительства. Однослойные стены из газобетона YTONG A++ возводятся быстро, в то время как дополнительное утепление кладки – это замедление процесса из-за покупки материалов и крепежа, поэтапного выполнения работ.
 Однослойные стены из газобетона YTONG A++ возводятся быстро, в то время как дополнительное утепление кладки – это замедление процесса из-за покупки материалов и крепежа, поэтапного выполнения работ.
Однослойные стены из газобетона YTONG A++ возводятся быстро, в то время как дополнительное утепление кладки – это замедление процесса из-за покупки материалов и крепежа, поэтапного выполнения работ. Каркасные дома, безусловно, самые быстровозводимые, но если стоит задача добиться в них комфорта проживания, свойственного каменному дому, то ситуация меняется. Дело в том, что у «каркасников» есть объективные недостатки, среди них:
- Зыбкие, хорошо передающие вибрацию перекрытия по деревянным балкам
- Невысокая жёсткость каркасной конструкции, способность передавать по всему дому вибрацию, например, от захлопнувшейся входной двери
- Невысокая звукоизоляция межкомнатных перегородок
- Опасность повреждения волокнистой теплоизоляции грызунами
Эти недостатки можно устранить. Например, устроить по балочным перекрытиям жёсткий черновой пол из листов ЦСП и по нему – полусухую стяжку. А каркас межкомнатных перегородок обшить с обеих сторон листами ГКЛ в два слоя, тем самым улучшив звукоизоляцию. Но устранение всех недостатков затягивает строительство и требует дополнительных расходов. В результате стоимость каркасного здания «под ключ» может оказаться выше, чем аналогичного по площади газобетонного.
Но устранение всех недостатков затягивает строительство и требует дополнительных расходов. В результате стоимость каркасного здания «под ключ» может оказаться выше, чем аналогичного по площади газобетонного.
В газобетонном доме тоже можно делать перекрытия по деревянным балкам – для удешевления строительства. Но лучше выполнять более жёсткие и прочные перекрытия, в том числе из готовых железобетонных плит или сборно-монолитные. Ну а благодаря стандартным перегородкам из плотных блоков D500 звукоизоляция в доме не вызывает нареканий.
Ещё к вопросу о скорости строительства. У газобетона есть особенность – повышенная производственная влажность. Влага не представляет никакой опасности для материала и постепенно выходит из кладки. Но она диктует ограничение: фасад дома нельзя сразу же после сооружения отделывать штукатуркой, иначе появится препятствие для выхода влаги. Нужно подождать 2-6 месяцев, и только потом штукатурить стены. Если же не хочется ждать – не проблема. Можно устроить ту или иную облицовку с вентилируемым зазором, прямо по свежеуложенной кладке. Например, деревянный планкен, фиброцементный сайдинг или фальцевое металлическое покрытие: их крепят к обрешётке, формирующей вентзазор. Ещё вариант – облицовка из керамического кирпича, закрепляемая гибкими связями на газобетонной стене с обязательной воздушной прослойкой не менее 40 мм.
Можно устроить ту или иную облицовку с вентилируемым зазором, прямо по свежеуложенной кладке. Например, деревянный планкен, фиброцементный сайдинг или фальцевое металлическое покрытие: их крепят к обрешётке, формирующей вентзазор. Ещё вариант – облицовка из керамического кирпича, закрепляемая гибкими связями на газобетонной стене с обязательной воздушной прослойкой не менее 40 мм.
Как рождалось качество?
В России газобетон марки D300 представлен несколькими брендами. Компания YTONG начала выпуск блоков такой плотности позже конкурентов. Почему? Дело в том, что технология изготовления этих блоков намного сложнее, чем более плотного газобетона. Ведь стоит задача сделать блоки очень «тёплыми», а для этого требуется невысокая плотность. Но снижая плотность, мы уменьшаем прочность. В случае блоков D300 при неправильном производстве легко снизить прочность до критического уровня. Минимальный порог прочности для конструкционно-изоляционного газобетона – В1,5 (согласно ГОСТ 31359-2007 «Бетоны ячеистые автоклавного твердения»). В то время как у газобетона марки D300, представленного на рынке, класс прочности В1,5-В2,0.
В то время как у газобетона марки D300, представленного на рынке, класс прочности В1,5-В2,0.
Когда вы покупаете сверхдешёвые блоки, например, марки В2,5 от сомнительного производителя, то есть надежда, что даже если их заявленная прочность завышена, то фактической (В2,0) хватит для строительства дома в несколько этажей. К газобетону D300 такая логика неприменима. Если производитель лукавит с показателями прочности, это может обернуться трагедией.
Класс прочности блоков YTONG A++ – В2,0. Чтобы реально получить такую прочность и притом отличные теплозащитные свойства, мы проделали кропотливую работу, которая заняла много времени. Мы подбирали оптимальную рецептуру, в частности, правильное соотношение извести, песка и цемента, чтобы добиться максимального содержания тоберморита, — именно он отвечает за прочность в ячеистом бетоне. А также мы оттачивали технологический процесс, выверяя параметры температуры, влажности и давления в автоклаве.
Поэтому YTONG A++ появился на рынке позже, чем аналоги от конкурентов. Зато его качество не вызывает вопросов. И конечно же, оно подтверждается сертификатом соответствия. А значит, можно без опасений строить дома из этого материала.
Зато его качество не вызывает вопросов. И конечно же, оно подтверждается сертификатом соответствия. А значит, можно без опасений строить дома из этого материала.
Людмила Бочерова, директор завода Ytong в Можайске (Xella Россия):
«Разработать рецептуру газобетона марки D300 (YTONG A++) намного труднее, чем более плотного газобетона. Главная сложность – получить материал одновременно прочный (В2.0) и «тёплый», то есть с низкой теплопроводностью, которая достигается за счёт низкой плотности. При этом нужно обеспечить стабильные, не меняющиеся от партии к партии, параметры прочности и плотности. Мы решили эти задачи, подобрав оптимальное соотношение компонентов сырьевой смеси, и, прежде всего, цемента, песка и извести, которые отвечают за прочность блоков.
Были и технологические трудности. Поскольку у газобетона D300 низкая плотность, возникали проблемы с подъёмом залитого в форму массива сырьевой смеси и его перемещения на стол резательной машины.
Ещё одна задача, которая стояла перед нами, – добиться равномерного распределения пор внутри массива. Это нужно, чтобы обеспечить одинаковую прочность как в нижней, так и в верхней части массива. Равномерное распределение пор зависит, главным образом, от характеристик алюминиевой пасты, которая и является порообразователем. Мы подобрали оптимальное соотношение компонентов в алюминиевой пасте и решили эту задачу.
Наконец, мы тщательно настраивали режим автоклавирования, в частности время нахождения материала при высоких давлении и температуре, чтобы на выходе у газобетона была влажность, допустимая по нормам.
Таким образом, мы наладили процесс производства блоков YTONG A++, у которых есть все необходимые для газобетона D300 свойства. И их качество стабильно высокое от партии к партии».
 На нашем заводе массивы поднимаются вакуумным краном, вместе с бортами формы. То есть кран опускается на борта, внутри создаётся разряжение, вакуум, за счёт которого кран «присасывается» к массиву и вместе с бортами поднимает его и отправляет на резку. Однако при неправильной рецептуре массив ломался под воздействием вакуума. Мы кропотливо оттачивали рецептуру и в итоге получили оптимальный состав сырьевых компонентов, – проблема была решена.
На нашем заводе массивы поднимаются вакуумным краном, вместе с бортами формы. То есть кран опускается на борта, внутри создаётся разряжение, вакуум, за счёт которого кран «присасывается» к массиву и вместе с бортами поднимает его и отправляет на резку. Однако при неправильной рецептуре массив ломался под воздействием вакуума. Мы кропотливо оттачивали рецептуру и в итоге получили оптимальный состав сырьевых компонентов, – проблема была решена. С этой задачей мы также справились. Благодаря невысокой производственной влажности блоки быстрее высыхают до равновесной, эксплуатационной влажности.
С этой задачей мы также справились. Благодаря невысокой производственной влажности блоки быстрее высыхают до равновесной, эксплуатационной влажности.
Особенности строительства
Никаких отличий в технологии возведения здания из блоков YTONG A++ по сравнению с блоками D400 или D500 нет. В частности, не требуется дополнительное армирование рядов. Но если вы планируете строить дом в два этажа, то необходим профессиональный проект. Весь конструктив должен быть рассчитан, поскольку, класс прочности блоков D300 близок к нижнему пределу, допустимому для конструкционно-теплоизоляционных материалов. Например, нельзя для распределения нагрузки установить без расчёта простенок небольшой длины: его несущей способности может не хватить. Самостройщикам, которые не хотят обращаться к проектировщикам, посоветуем строить из блоков YTONG A++ одноэтажные дома. Или выбирать более прочные блоки D400, которые «прощают» самостройщикам некоторые ошибки. Однако при наличии продуманного проекта не составит никакого труда реализовать и из блоков YTONG A++ несколько этажей и любые архитектурные решения.
Или выбирать более прочные блоки D400, которые «прощают» самостройщикам некоторые ошибки. Однако при наличии продуманного проекта не составит никакого труда реализовать и из блоков YTONG A++ несколько этажей и любые архитектурные решения.
Поскольку у блоков с маркой D300 невысокая плотность, есть особенности закрепления на стенах тяжёлых предметов. Необходим специальный крепёж для газобетона. Вместе с тем меньшая плотность, как уже говорилось, упрощает обработку материала. И это позволяет, помимо прочего, экономить на внутренней отделке. Если кладка выполнена ровно, то достаточно рубанком устранить минимальные перепады по высоте между соседними блоками, а затем покрыть стены тонким слоем шпаклёвки, после чего покрасить их или оклеить обоями. Тем самым вы исключаете довольно затратную операцию – оштукатуривание.
Кому больше всего подходит газоблоки Ytong A++?
- Самостройщикам. Блоки имеют небольшой вес, их несложно переносить даже в одиночку. Блоки можно без особого труда пилить и штробить. Кладка возводится быстро, то есть процесс сооружения коробки дома не займёт много времени. Всё это делает YTONG A++ очень удобным материалом для самостройщиков.
- Тем, кто хочет сэкономить на строительстве. Блоки Ytong A++ позволяют сооружать каменные наружные стены толщиной всего 300 мм. Блоки такой толщины сами по себе бюджетное решение. Кроме того, их требуется на 25% меньше, чем в случае здания той же площади, но из газобетонных блоков толщиной 375 мм. Удастся сэкономить и на доставке, и на разгрузке.
- Тем, кому нужен энергоэффективный дом. Стены из YTONG A++ толщиной 375 мм очень «тёплые», их сопротивление теплопередаче намного выше, чем требования строительных норм. Это позволяет бюджетно отапливать дом даже в тех посёлках, где нет магистрального газа.
 Кладка возводится быстро, то есть процесс сооружения коробки дома не займёт много времени. Всё это делает YTONG A++ очень удобным материалом для самостройщиков.
Кладка возводится быстро, то есть процесс сооружения коробки дома не займёт много времени. Всё это делает YTONG A++ очень удобным материалом для самостройщиков.Полную информацию о технологии строительства газобетонного здания можно получить на бесплатном вебинаре от YTONG
Инструмент для газобетона — особенности автоклавного, безавтоклавного производства.
 Тонкости технологии
Тонкости технологииМожно смело утверждать, что газобетон в настоящее время находится на пике своей популярности. Материал легкий и удобный в обработке, благодаря чему технология возведения доступна не только профессионалам, но и любителям. Хотя есть один нюанс, для быстрого и главное качественного строительства требуется специальный инструмент для работы с газобетоном.
Фото блоков из газобетона.
Прежде чем говорить об инструменте, разберемся, что такое газобетон. Этот материал появился на рынке сравнительно недавно и представляет собой один из ячеистых видов бетона.
В основе его лежит цементно-песчаная смесь с добавлением извести. В качестве разрыхлителя и пенообразователя выступает алюминиевая пудра. В результате получается легкий и достаточно прочный блок.
Деревянный рубанок для газобетона.
Инструмент для монтажа
Этот строительный материал укладывается на специальный клеевой раствор, он легко обрабатывается своими руками и, хотя для этого можно использовать традиционные инструменты, но имея специализированный инвентарь, скорость выполнения работ увеличивается в разы (читайте также статью «Смета на дом из газобетона – особенности проведения расчетных работ»).
Стандартный набор инструмента
Набор ковшей.
- Чтобы кладка была равномерной клеящий состав должен наноситься однородным тонким слоем. Для этого применяется ковш-кельма. Этот инструмент делается в виде емкости с ручкой, одинаковая толщина нанесения состава обеспечивается за счет зубчатого среза, с высотой зуба 3 – 5 мм. В зависимости от ширины блока выпускается несколько видов ковшей.
- Резать блоки можно при помощи обычной ножовки, но ножовка по дереву очень быстро садится, поэтому для таких работ существует специальная ножовка, зубья которой имеют победитовые напайки. Серийная модель рассчитана на резку 25м³ материала. Также выпускаются подобные режущие цепи для электропил. Теоретически блок можно разрезать болгаркой с алмазным диском, но пыли будет много.
- Блоки объемные и для обеспечения точной разметки и ровного разреза применяется специальный угольник. Можно конечно использовать стусло, но профессионалы, чаще всего, обходятся только угольником.

Резка блока ножовкой при помощи угольника.
- Так как толщина клеевого состава минимальна, верхний срез кладки не должен иметь перепадов по высоте. Поэтому перед укладкой следующего ряда поверхность должна быть выровнена, для этого используется терка для газобетона, ее еще называют рубанок для газобетона.
Инструмент похож на большой штукатурный полутерок. Снизу, на плоскости он оборудован металлическими режущими элементами.
Схема гибкой связи.
- В работе обязательно понадобиться штроборез, это режущий инструмент, который предназначен для вырезания в блоках канавок под гибкие связи для газобетона, закладку арматуры или монтаж электропроводки. При малых объемах можно обойтись ручной версией, профессионалы предпочитают использовать электрический штроборез с двумя алмазными дисками.
Каретка для клея.
- Для нанесения больших объемов клея на длинные прямые участки стен может использоваться каретка для газобетона. Это приспособление можно назвать усовершенствованной версией кельмы. Инструмент относят к узкопрофессиональным и используют на больших стройках.
- Также тяжело будет обойтись без резиновой киянки. Это не что иное, как резиновый молоток, с его помощью легче производить точную укладку блоков в ряду, не опасаясь их повредить.
 Это приспособление можно назвать усовершенствованной версией кельмы. Инструмент относят к узкопрофессиональным и используют на больших стройках.
Это приспособление можно назвать усовершенствованной версией кельмы. Инструмент относят к узкопрофессиональным и используют на больших стройках.Ручной штроборез.
Совет: профессиональным ковшом или кареткой, конечно, работать удобнее, но цена у них выше. Поэтому зачастую используется кельма для газобетона своими руками сделанная. Точнее работают набором из обычной строительной кельмы и широкого зубчатого шпателя.
На видео в этой статье показана работа кельмой сделанной своими руками.
Электрический штроборез.
Тонкости технологии
Разговор об инструменте будет неполным, если не упомянуть о производстве. Общая технология производства материала не отличается большой сложностью.
Общая технология производства материала не отличается большой сложностью.
Блоки можно делать как в заводских условиях на специальном оборудовании, так и дома своими руками. В профессиональном производстве для повышения качества используется автоклав, а в домашних условиях обходятся и без него.
Ячеистый бетон.
Автоклавное производство
Если описывать технологию в общих чертах, то изначально компоненты закладываются в смеситель для газобетона и тщательно перемешиваются. После этого смесь разливается в формы, где происходит первый этап набора прочности.
Далее сырые, но уже сформированные брикеты загружаются в автоклав. Автоклав представляет собой большую, герметично закрывающуюся камеру, в которой под давлением и при высокой температуре происходит закаливание газобетона.
Промышленный автоклав.
После закрытия крышки, внутри агрегата создается давление в 0,5бар. Далее, постепенно в течение 2 часов давление доводится до уровня в 12бар, плюс температура повышается до 190ºС. Влага, из массива выпаривается и материал набирает проектную прочность.
Влага, из массива выпаривается и материал набирает проектную прочность.
Процесс понижения температуры и нормализации давления также длится около 2 часов. Блоки в среднем набирают проектную прочность в течение 12часов, это с учетом включения и выключения агрегата.
Но для придания материалу товарного вида еще необходимо его разрезать на стандартные блоки согласно ГОСТ. На производстве для этого используется резательный комплекс для газобетона.
Это отдельный станок, который согласно заданным параметрам разрезает затвердевший массив. После порезки, блоки можно использовать.
Резательный комплекс.
На видео в этой статье показано как работает резательный комплекс для газобетона.
Безавтоклавное производство
Общая технология производства в домашних условиях напоминает вышеописанную.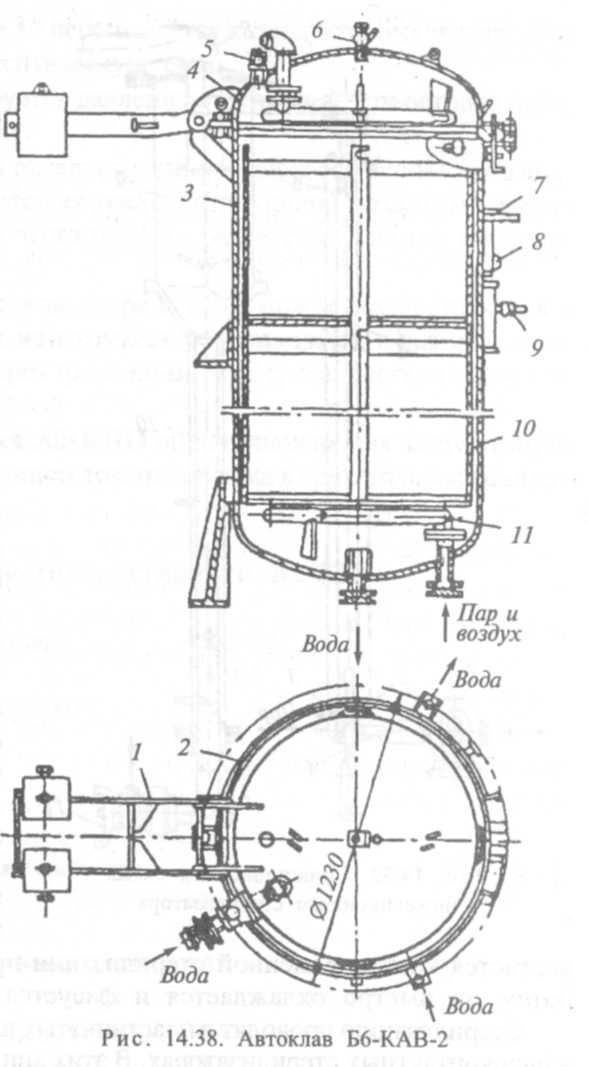 Но в виду того, что автоклав для газобетона своими руками изготовить практически невозможно, набор прочности происходит в естественных условиях. Конечно, качество таких блоков будет существенно ниже, но для домашнего, небольшого строительства вполне достаточно.
Но в виду того, что автоклав для газобетона своими руками изготовить практически невозможно, набор прочности происходит в естественных условиях. Конечно, качество таких блоков будет существенно ниже, но для домашнего, небольшого строительства вполне достаточно.
Формы для отливки.
Дорогостоящий смеситель для газобетона, при этом, заменяется стандартной бетономешалкой. Формы можно изготовить самостоятельно, но мы советуем приобрести готовый заводской вариант. Цена у таких форм доступная, плюс четко выдержаны все размеры.
Профессиональный смеситель.
Совет: не пытайтесь перемешать раствор собственноручно. От уровня смешивания напрямую зависит качество и по опыту можно сказать, что вручную хорошо размешать невозможно.
При изготовлении своими руками, резательный комплекс для газобетона заменяется обычной стальной струной. После загрузки раствора в формы и первичного набора прочности, натянутой струной убираются излишки.
На видео в этой статье показаны некоторые приемы работы с газобетоном.
Вывод
Мы перечислили лишь основные инструменты, без которых обойтись трудно. Но кроме них используется еще ряд вспомогательных, так например, для монтажа розеток и выключателей используются круглые коронки на электродрель из тугоплавких металлов, плюс на профессиональном производстве применяется множество дополнительных агрегатов (см.также статью «Дома из газобетона: особенности материала, стоимость, порядок проведения строительства»).
Минимальный набор инструмента.
Технология получения газобетона. | Пенообразователь Rospena
Газобетон относится к разряду ячеистых бетонов. Состоит он из смеси нескольких компонентов:
- песок — 20-40%;
- известь — 1-5%;
- цемент — 50-70%;
- вода чистая — 0,25-0,8%;
- пудра алюминиевая — 0,04-0,09%.

Песок используется просеянный, его фракции не превышают 2,1 мм. Глины в нем должно содержаться не больше 7%. Цемент нужен качественный — марки М400 или М500. Алюминиевая пудра применяется в качестве газообразователя. В состав могут включаться еще некоторые компоненты: пластификаторы, ускорители твердения. Для изменения свойств газоблоков в смесь добавляют шлак, гипс или опилки. Этими добавками можно изменить плотность блоков. Ведь материал для изготовления фундамента должен быть прочнее, чем для перегородок. Теплоизоляционные блоки желательно делать более легкими и пористыми. Для этого можно полностью исключить из его состава песок.
Производство газобетонных изделий бывает автоклавное и неавтоклавное. Второй вариант производится гораздо проще, но имеет низкую прочность, недостаточную точность геометрических размеров. Автоклавные изделия бывают обычно более однородной структуры и низкой теплоемкости. Такие блоки используются в условиях России для возведения стен толщиной до 400 мм.
Изготовление блоков
Для производства газоблоков не требуются особо сложные установки. Нужно лишь точное выполнение технологических циклов. Изготовление может выполняться в следующем порядке:
- подготовка компонентов;
- введение газообразователя;
- укладка раствора в формы;
- разрезание блоков;
- созревание изделий;
- автоклавирование.
Все необходимые компоненты взвешиваются и всыпаются для перемешивания в смеситель. Минут через 10-15 к ним добавляют алюминиевую пудру, которая сразу же вступает в химическую реакцию с находящейся в смеси известью. В результате реакции смесь наполняется газом в виде пузырьков по всему объему. Это является сигналом к выкладке раствора в формы для газобетона или на специальный лоток толстым слоем. На лотке производят разрезку массы на блоки особыми пилами. Созревают полуготовые блоки в течение 10-18 часов. После этого блоки помещаются в автоклав. Это особая печь, состоящая из герметичной камеры с температурой 190°C. В ней материал обрабатывается горячим паром под высоким давлением. Далее готовый материал вынимается из автоклава и раскладывается для просушки.
Созревают полуготовые блоки в течение 10-18 часов. После этого блоки помещаются в автоклав. Это особая печь, состоящая из герметичной камеры с температурой 190°C. В ней материал обрабатывается горячим паром под высоким давлением. Далее готовый материал вынимается из автоклава и раскладывается для просушки.
Неавтоклавный строительный материал просушивается в течение 3-7 суток естественным образом. Далее блоки складируются в помещение для набора полной прочности. Происходит это обычно 30 суток. Только по истечении этого срока можно перевозить газобетон к потребителю, упаковав его в специальную термоусадочную пленку.
Оборудование для изготовления блоков
Для газобетонных блоков обычно комплектуется технологическая линия, состоящая из:
- смесителя;
- активатора;
- дозатора;
- режущего приспособления;
- автоклава;
- форм.

Все это оборудование бывает разной мощности. Она обычно варьируется в пределах 10-150 м³ в сутки. Самое дорогое в этом наборе — автоклав. От него и зависит стоимость готового продукта. В домашних условиях это производство чаще всего становится нерентабельным.
Оборудование можно разделить на такие виды:
- стационарная линия;
- конвейерная линия;
- мини-линия;
- мини-завод;
- мобильная линия.
Стационарная линия оборудования для газобетона может производить от 60 м³ продукции в сутки. Для ее складирования требуется примерно 500 м² площади. С управлением линией вполне справятся 2 человека.
Конвейерная линия может выпускать за сутки 75-150 м³ готовой продукции. Размещения оборудования для производства газобетонного блока требует площади более 600 м². Обслуживают его 8 человек.
Мини-линия рассчитана на суточный выпуск около 15 м³ изделий. В состав линии входит смеситель и формы. Для организации производства и установки оборудования требуется 2 человека и 140-160 м² площади.
В состав линии входит смеситель и формы. Для организации производства и установки оборудования требуется 2 человека и 140-160 м² площади.
Установка мини-завода гарантирует выпуск готовых блоков от 25 м³ в сутки. Это немного больше, чем с помощью мини-линии. Отличает мини-завод лишь наличием в его составе поддонов, бака с водой, оборудования для разрезания газобетона.
Мобильные линии часто используются при строительстве личных домов. Они позволяют снизить расходы на треть. Для получения качественного газобетона оборудование подключается к розетке 220 В. В составе линии может быть:
- неподвижный смеситель;
- передвижные формы для заливки раствора;
- установка для разрезания блоков.
Производительность линии достигает 100 м³ в сутки.
Заключение по теме
На протяжении многих тысячелетий человек строит для себя жилье. За эти годы значительно изменились технологии и материалы для строительства. В наше время актуальным стало строительство с использованием газобетона в виде блоков. Раньше блоки выпускались только на заводах, сегодня их производство можно наладить дома. Для этого нужно иметь желание, приобрести оборудование и установить все это на подготовленной площадке. Для выпуска газобетона нужно иметь чистую теплую воду, кварцевый песок, алюминиевую пудру марки ПАП-1, известь, портландцемент М400 или М500 и еще несколько добавок для улучшения качества продукции. Получив все это, можно начинать собственный бизнес по выпуску стройматериалов, имеющих большой спрос. При строительстве собственного дома материал сократит расходы примерно на треть.
За эти годы значительно изменились технологии и материалы для строительства. В наше время актуальным стало строительство с использованием газобетона в виде блоков. Раньше блоки выпускались только на заводах, сегодня их производство можно наладить дома. Для этого нужно иметь желание, приобрести оборудование и установить все это на подготовленной площадке. Для выпуска газобетона нужно иметь чистую теплую воду, кварцевый песок, алюминиевую пудру марки ПАП-1, известь, портландцемент М400 или М500 и еще несколько добавок для улучшения качества продукции. Получив все это, можно начинать собственный бизнес по выпуску стройматериалов, имеющих большой спрос. При строительстве собственного дома материал сократит расходы примерно на треть.
Для собственного производства лучше всего приобрести небольшую стационарную линию, с помощью которой можно делать неавтоклавный газобетон. Обслуживать установку могут 2 человека. При таких силах можно ежесуточно выпускать около 60 м³ отличных блоков. Каждый такой искусственный камень весит примерно 30 кг и заменяет собой около 30 стандартных кирпичей. Газоблок весит в несколько раз легче кирпича, поэтому не требует строительства капитального фундамента и использования грузоподъемной техники. Материал отлично обрабатывается ручными инструментами: пилой, стамеской, сверлом. В наше время газобетон занимает ведущее место среди других строительных материалов.
Каждый такой искусственный камень весит примерно 30 кг и заменяет собой около 30 стандартных кирпичей. Газоблок весит в несколько раз легче кирпича, поэтому не требует строительства капитального фундамента и использования грузоподъемной техники. Материал отлично обрабатывается ручными инструментами: пилой, стамеской, сверлом. В наше время газобетон занимает ведущее место среди других строительных материалов.
Технологический процесс производства газобетонных блоков
Сегодня технология производства газобетонных блоков интересует всех, кто планирует строить загородный дом или открывать бизнес по производству ячеистых бетонов. Ведь этот строительный материал является очень удачным выбором в плане прочностных и теплоизоляционных характеристик, и к тому же изготовление газобетона может быть достаточно выгодным бизнес-проектом.Сегодня технология производства газобетонных блоков интересует всех, кто планирует строить загородный дом или открывать бизнес по производству ячеистых бетонов. Ведь этот строительный материал является очень удачным выбором в плане прочностных и теплоизоляционных характеристик, и к тому же изготовление газобетона может быть достаточно выгодным бизнес-проектом.
Ведь этот строительный материал является очень удачным выбором в плане прочностных и теплоизоляционных характеристик, и к тому же изготовление газобетона может быть достаточно выгодным бизнес-проектом.
Что нужно знать о ячеистом бетоне?
Газобетон представляет собой искусственный камень с микроскопическими воздушными порами. Еще одно его название — автоклавный ячеистый бетон, и оно само по себе говорит о технологии его производства. Газоблоки обладают прекрасными энергосберегающими характеристиками именно благодаря своей пористой структуре. Кроме того, они отличаются относительно небольшим весом, в том числе по сравнению с кирпичом и другими видами строительной керамики.
Газобетонные блоки — это строительный материал, который может использоваться как для возведения внутренних перегородок, так и для несущих конструкций. Он не подойдет для высотных зданий или промышленных объектов, но в индивидуальном строительстве он прекрасно себя зарекомендовал. Относительно легкие газоблоки не оказывают большой нагрузки на фундамент, что позволяет сократить расходы на устройство основания. Кроме того, они обладают большими размерами, и это позволяет ускорить процесс строительства.
Относительно легкие газоблоки не оказывают большой нагрузки на фундамент, что позволяет сократить расходы на устройство основания. Кроме того, они обладают большими размерами, и это позволяет ускорить процесс строительства.
Состав газобетонных блоков
Все перечисленные преимущества этого строительного материала обусловлены его составом. Все, из чего состоит газобетон, — это цемент, кварцевый песок и газообразователь, в роли которого выступает алюминиевая пудра. Некоторые производители добавляют в состав гипс, известь, золу, другие ингредиенты.
Таким образом, газобетон делается на основе сухих компонентов, которые размешиваются с водой. Для этих целей подходит любая техническая чистая вода, соответствующая требованиям ГОСТа 23732-79. При этом важна температура воды. Желательно, чтобы она была не ниже 45°С, поскольку это ускорит твердение блоков, повысит их прочность, а для предприятия это выгодно тем, что увеличится производительность линии в целом. Таким образом, многие производители подогревают воду, поскольку более высокая температура означает лучшее качество материала. А еще это помогает уменьшить количество используемого цемента, поскольку нагрев воды стимулирует активность сухих компонентов смеси.
Таким образом, многие производители подогревают воду, поскольку более высокая температура означает лучшее качество материала. А еще это помогает уменьшить количество используемого цемента, поскольку нагрев воды стимулирует активность сухих компонентов смеси.
Производство газобетона требует довольно серьезного подхода к выбору песка. Теоретически для этих целей подойдет как карьерный, так и речной песок, но важно, чтобы в нем содержалось как можно меньше илистых или глиняных частиц. Также важно выбрать размер зерен — не более 2 мм. Технология производства газобетона автоклавным способом позволяет заменить песок шлаком или золой, полученным от металлургических производств. Золы ТЭС помогают получить газобетон с меньшей плотностью. Это помогает дополнительно сократить расходы на производство материала.
Для изготовления газобетонных блоков необходим портландцемент марок М400 и М500. Лучше всего, чтобы портландцемент соответствовал требованиям ГОСТа 10178-85. А вот алюминиевая пудра должна быть марок ПАП-1 или ПАП-2 — она и выполняет роль газообразователя. Иногда для тех же целей применяется специальная паста. Это может быть и суспензия, поскольку пылевидный алюминий не так удобен при замешивании раствора. Могут применяться и суспензии на его основе.
А вот алюминиевая пудра должна быть марок ПАП-1 или ПАП-2 — она и выполняет роль газообразователя. Иногда для тех же целей применяется специальная паста. Это может быть и суспензия, поскольку пылевидный алюминий не так удобен при замешивании раствора. Могут применяться и суспензии на его основе.
На чем основано действие алюминиевого порошка? Он вступает в реакцию с цементным или известковым раствором, обладающим свойствами щелочи, и в ходе этого химического процесса образуются соли (алюминаты) кальция и газообразный водород, обеспечивающий формирование пор.
Для производства газобетона очень важно сделать правильный расчет расхода по каждому компоненту исходного сырья. Существуют стандартные рекомендации для автоклавных газоблоков. Исходя из такой рецептуры, на весь объем смеси берут 50-70% цемента, 0,04-0,09% алюминиевого порошка и до 20-40% песка. Кроме того, понадобятся вода (0,25-0,8%) и известь (1-5%). Таким образом, для того чтобы получить 1 кубометр газобетона, нужно взять до 90 кг цемента, до 300 л воды, извести — 35 кг, песка — 375 кг, алюминиевого порошка — 0,5 кг. Но это количество может быть скорректировано уже в условиях конкретного производства в зависимости от качественных характеристик самого сырья.
Но это количество может быть скорректировано уже в условиях конкретного производства в зависимости от качественных характеристик самого сырья.
Какое оборудование понадобится?
Технология изготовления газобетона относительно проста. Тем не менее кустарными методами здесь обойтись не получится. Нужно приобрести специальное оборудование, которое обычно заказывают в комплексе у производителя или его официального представителя, — это наиболее выгодный вариант. Это не одна какая-то установка, это целый автоматизированный мини-завод. Иногда производитель даже предоставляет услуги специалиста, который проконсультирует относительно монтажа такой линии, поможет ее наладить и подобрать оптимальный состав для смеси, используемой для такого оборудования.
Мини-завод по производству неавтоклавного газобетона
В линию входят различные устройства, и теоретически каждое из них можно купить по отдельности, если по каким-то причинам одно выйдет из строя. Речь идет о таких вещах, как формы и предназначенные для их транспортировки передвижные поддоны, устройства для резки готовых блоков, смесители для газобетона, дозаторы для сыпучих материалов и т.д. Но главное — это печь-автоклав, ведь речь идет именно о производстве автоклавных газоблоков, отличающихся наиболее высокими качественными характеристиками.
Речь идет о таких вещах, как формы и предназначенные для их транспортировки передвижные поддоны, устройства для резки готовых блоков, смесители для газобетона, дозаторы для сыпучих материалов и т.д. Но главное — это печь-автоклав, ведь речь идет именно о производстве автоклавных газоблоков, отличающихся наиболее высокими качественными характеристиками.
Оборудование для производства газобетона делится на несколько типов. Выбор конкретного варианта зависит от требуемой суточной производительности, от того, сколько работников планирует нанимать предприниматель, и как будут организованы смены. Возможны следующие варианты:
- Стационарные линии обладают суточной производительностью до 60 кубометров готовой продукции. Как правило, для них нужны складские и производственные помещения площадью не менее 500 м². Главной особенностью таких линий является то, что формы подъезжают к стационарно установленному смесителю и там заполняются раствором, после чего выполняются все остальные технологические этапы. Это очень простая технология, для того чтобы обслуживать такую линию, достаточно нанять одного дополнительного работника.
- Конвейерные линии нужны там, где требуется большая производительность — до 75-150 м³ в сутки. Здесь производство осуществляется более быстрыми темпами (конечно, сроки созревания изделия не меняются, от линии это не зависит). Однако конвейерные линии требуют больших по площади производственных помещений, а для их обслуживания понадобится не менее 8 человек, хотя большинство технологических процессов здесь происходит в автоматическом режиме.
- Мини-линии не могут похвастаться высокой производительностью, до 15 кубометров готовых блоков в сутки. Отличием от стационарных линий является то, что движется в них смеситель, а формы установлены стационарно. Главное преимущество — им не нужны большие производственные площади, достаточно 140-160 м², так что в качестве стартового варианта они пользуются популярностью.
 Это очень простая технология, для того чтобы обслуживать такую линию, достаточно нанять одного дополнительного работника.
Это очень простая технология, для того чтобы обслуживать такую линию, достаточно нанять одного дополнительного работника.В частном строительстве часто используют мобильные установки, которые нужны для самостоятельного изготовления газоблоков. Это окупается, причем по расчетам специалистов расходы на строительство снижаются примерно на 30%. Мобильные установки поставляются в комплекте с компрессором. Работают они даже от бытовой электросети.
Это окупается, причем по расчетам специалистов расходы на строительство снижаются примерно на 30%. Мобильные установки поставляются в комплекте с компрессором. Работают они даже от бытовой электросети.
Этапы производства
Газобетон бывает двух видов — автоклавный или неавтоклавный. Последний вариант стоит дешевле, хотя полученный материал и отличается более низкой прочностью. Тем не менее из-за того, что себестоимость его изготовления ниже (не нужно покупать автоклав, содержать его, платить дополнительно за энергию), он является довольно популярным вариантом, поэтому его стоит рассмотреть подробнее. Если предприниматель намерен выпускать неавтоклавный газобетон, технология производства для него должна сводиться к следующим основным этапам:
- Точная дозировка всех описанных выше компонентов, а затем тщательное их перемешивание. При наличии соответствующего оборудования этот этап отнимает не более 10 минут.
- Подготовленную массу с помощью специального оборудования выгружают в специальные формы (их заполняют только наполовину, поскольку смесь будет увеличиваться в объеме в процессе газообразования). Этот процесс будет протекать в течение 4-х часов. За это время смесь заполняет отведенный ей в форме объем, а иногда даже его ей бывает мало. Тогда через 2 часа излишки можно будет убрать.
- Процесс выдержки изделий занимает около 16 часов, и по истечении этого срока происходит их распалубка и перегрузка на поддоны, где они будут набирать так называемую отпускную прочность. Этот этап отнимает еще 2-3 дня. После этого изделия можно отправлять на склад, но продавать их еще рано, поскольку свою марочную прочность они наберут только на 28-е сутки.
 Этот процесс будет протекать в течение 4-х часов. За это время смесь заполняет отведенный ей в форме объем, а иногда даже его ей бывает мало. Тогда через 2 часа излишки можно будет убрать.
Этот процесс будет протекать в течение 4-х часов. За это время смесь заполняет отведенный ей в форме объем, а иногда даже его ей бывает мало. Тогда через 2 часа излишки можно будет убрать.Изготовление газобетонных блоков с применением автоклава на первых этапах практически ничем не отличается от описанной выше технологии. Сначала нужно отмерить необходимое количество всех компонентов (желательно, чтобы это было сделано с помощью дозаторов, это поможет повысить точность). Затем всю эту массу загружают в смеситель и тщательно перемешивают. Иногда специалисты для этих целей предлагают использовать бетономешалку. Затем вводят газообразователь — это происходит через 10-15 минут перемешивания исходных ингредиентов. Алюминиевый порошок в любом случае вступает в реакцию с раствором, для этого ему не нужно автоклавирование.
Затем вводят газообразователь — это происходит через 10-15 минут перемешивания исходных ингредиентов. Алюминиевый порошок в любом случае вступает в реакцию с раствором, для этого ему не нужно автоклавирование.
Полуфабрикат разливают по формам, выдерживают положенные 4-6 часов, после чего производится нарезка газоблоков. До набора прочности они должны полежать еще 10-18 часов.
Но самое важное — знать, как делают автоклавирование после всех описанных выше процедур. Сформированные блоки перегружают в специальную печь, в герметичную камеру, где при высокой температуре каждый блок обрабатывают насыщенным водяным паром. Давление при этом также должно быть высоким — до 12 кг/см².
Неавтоклавный бетон сушат в естественных условиях, но для автоклавных изделий этого не нужно. Тем не менее и их нужно держать около 28-30 суток на складе, где они будут набирать марочную прочность.
Мало знать, как делать газобетон, нужно еще суметь доставить его потребителю. Для этого газоблоки пакуют в специальную термоусадочную пленку и транспортируют на деревянных поддонах.
Для этого газоблоки пакуют в специальную термоусадочную пленку и транспортируют на деревянных поддонах.
Автоклав газовый для консервирования — 18 900 руб. — Владикавказ
Где купить автоклав. Отличный Автоклав для приготовления консервов, теперь мы доставим до транспортной компании Совершенно Бесплатно.
Центральный склад производства, где вы можете купить автоклав для домашнего консервирования расположен в городе Краснодар, ул. Симферопольская 55/2.
Главный склад отправок во все регионы России г. Москва ул. Малая Очаковская 4.
Напоминаем! Теперь автоклав для домашнего консервирования Вы можете купить в городах: Москва, Санкт-Петербург, Сургут, Нижневартовск, Омск, Пермь, Уфа, Норильск, Челябинск, Новокузнецк, Волгоград, Липецк, Магнитогорск, Тольятти, Новый Уренгой, Нижний Тагил, Ханты-Мансийск, Екатеринбург, Самара, Омск, Новосибирск, Екатеринбург, Казань, Волгоград, Воронеж, Симферополь, Ростов-на-Дону, Краснодар, Ставрополь, Саратов, Нижний Новгород, Пермь, Красноярск, Уфа.
Как еще спрашивают автоклав для домашнего консервирования в отдельных регионах России: рецепты для автоклава в домашних условиях каши, принцип работы автоклава для домашнего консервирования, как делать рыбу в автоклаве, автоклав для маникюрных инструментов купить паровой, где купить автоклав в белгороде, автоклав принцип работы видео, автоклав самодельный чертежи, курица в автоклаве рецепт видео, автоклав походный купить, сколько варить тушенку в автоклаве, купить автоклав для газобетона, как приготовить тушенку в автоклаве видео, автоклав купить в смоленске, автоклав касимовского завода, тушенка с крупой в автоклаве, тефтели в автоклаве рецепт, автоклав или сухожаровой шкаф, автоклав universal dual, домашняя колбаса в автоклаве, автоклав прибор для приготовления тушенки, автоклав prestige medical classic купить, ооо сормат автоклав, купить маленький автоклав, автоклав из бидона своими руками, автоклав euronda e9 med, автоклав 134 градуса, эксплуатация домашнего автоклава, овощные рецепты в автоклаве, борщ в автоклаве, автоклав вертикальный автоматический, автоклав вертикальной загрузки, коробка в автоклаве, автоклав отечественный, автоклав для воска, купить автоклав в москве цена, козлятина в автоклаве, каша перловая мясом в автоклаве, карп в автоклаве, индоутка в автоклаве, автоклавы немецкие, автоклава ярославль, автоклав паровой вк 75 01, автоклав в хабаровске, как работает автоклав для домашнего консервирования, автоклав для домашнего консервирования купить в алматы, рецепты тушенки в автоклаве из птицы, рецепт огурцов в автоклаве, автоклав для газобетона своими руками, рецепты тушенки из утки в автоклаве, автоклав для домашнего консервирования фото, рецепты тушенки в автоклаве из лосятины, купить автоклав в мелитополе.
С уважением старший специалист отдела логистики и продвижения электрических автоклавов Роман.
обзор типов линий и установок
array(3) {
[0]=>
array(49) {
[0]=>
string(113) "a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(113) "c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(115) "fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(115) "bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(113) "2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(115) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(115) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(115) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(115) "9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(115) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(115) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(115) "a38d9fc8adfe3b9a4b89832ea7634ea3. jpeg"
[12]=>
string(115) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(115) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(115) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(115) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(115) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(115) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(115) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(115) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(115) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(115) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(115) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(115) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(115) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(115) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(115) "f9817ca24dd07522ce443ebb43c4afce. jpeg"
[27]=>
string(115) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(115) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(113) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(115) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(115) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(115) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(115) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(115) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(115) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(115) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(115) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(115) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(115) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(115) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(115) "d4cd6b3696fc8f5f63bec38743f0385e. jpeg"
[42]=>
string(115) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(115) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(115) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(115) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(115) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(115) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(115) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[1]=>
array(49) {
[0]=>
string(62) "/wp-content/uploads/a/5/1/a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(62) "/wp-content/uploads/c/3/f/c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(63) "/wp-content/uploads/f/d/d/fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(63) "/wp-content/uploads/b/b/b/bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(62) "/wp-content/uploads/2/e/7/2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(63) "/wp-content/uploads/9/5/7/95752f6caa502b55fd60cdd4a7e90b9c. jpeg"
[6]=>
string(63) "/wp-content/uploads/8/0/c/80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(63) "/wp-content/uploads/d/d/a/ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(63) "/wp-content/uploads/9/e/2/9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(63) "/wp-content/uploads/7/2/d/72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(63) "/wp-content/uploads/a/3/d/a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(63) "/wp-content/uploads/a/3/8/a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(63) "/wp-content/uploads/3/f/e/3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(63) "/wp-content/uploads/1/5/4/154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(63) "/wp-content/uploads/0/9/e/09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(63) "/wp-content/uploads/0/d/d/0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(63) "/wp-content/uploads/8/4/f/84fc7a31cce737ce7c7b966993182ad4. jpeg"
[17]=>
string(63) "/wp-content/uploads/9/d/5/9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(63) "/wp-content/uploads/b/6/f/b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(63) "/wp-content/uploads/6/2/2/622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(63) "/wp-content/uploads/6/2/1/6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(63) "/wp-content/uploads/b/7/c/b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(63) "/wp-content/uploads/c/3/a/c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(63) "/wp-content/uploads/0/7/6/0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(63) "/wp-content/uploads/7/7/d/77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(63) "/wp-content/uploads/6/3/9/63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(63) "/wp-content/uploads/f/9/8/f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(63) "/wp-content/uploads/2/b/1/2b1dc13daaa19e91078285e37199fdf1. jpeg"
[28]=>
string(63) "/wp-content/uploads/8/0/9/809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(62) "/wp-content/uploads/c/a/f/caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(63) "/wp-content/uploads/9/b/c/9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(63) "/wp-content/uploads/4/d/1/4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(63) "/wp-content/uploads/4/4/f/44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(63) "/wp-content/uploads/c/6/4/c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(63) "/wp-content/uploads/f/c/5/fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(63) "/wp-content/uploads/0/d/1/0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(63) "/wp-content/uploads/d/b/f/dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(63) "/wp-content/uploads/2/4/3/2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(63) "/wp-content/uploads/7/a/e/7aeba893f8dd3785e661ea6e671b6aab. jpeg"
[39]=>
string(63) "/wp-content/uploads/9/9/6/9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(63) "/wp-content/uploads/5/6/6/5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(63) "/wp-content/uploads/d/4/c/d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(63) "/wp-content/uploads/c/f/0/cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(63) "/wp-content/uploads/c/b/1/cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(63) "/wp-content/uploads/6/1/2/612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(63) "/wp-content/uploads/5/7/c/57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(63) "/wp-content/uploads/2/8/5/285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(63) "/wp-content/uploads/e/2/7/e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(63) "/wp-content/uploads/3/9/f/39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[2]=>
array(49) {
[0]=>
string(36) "a51b3fc35e31cb8ca5252bc328d3e24e. jpg"
[1]=>
string(36) "c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(37) "fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(37) "bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(36) "2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(37) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(37) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(37) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(37) "9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(37) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(37) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(37) "a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(37) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(37) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(37) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(37) "0dd11e67712a445bed9b8015cbcced7c. jpeg"
[16]=>
string(37) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(37) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(37) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(37) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(37) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(37) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(37) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(37) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(37) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(37) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(37) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(37) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(37) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(36) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(37) "9bce0ec568dc159627d72f7280049866. jpeg"
[31]=>
string(37) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(37) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(37) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(37) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(37) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(37) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(37) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(37) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(37) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(37) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(37) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(37) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(37) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(37) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(37) "57cfbc353370967c442fa16b007f2613. jpeg"
[46]=>
string(37) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(37) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(37) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
}
 jpeg"
[12]=>
string(115) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(115) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(115) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(115) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(115) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(115) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(115) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(115) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(115) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(115) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(115) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(115) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(115) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(115) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(115) "f9817ca24dd07522ce443ebb43c4afce.
jpeg"
[12]=>
string(115) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(115) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(115) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(115) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(115) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(115) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(115) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(115) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(115) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(115) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(115) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(115) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(115) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(115) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(115) "f9817ca24dd07522ce443ebb43c4afce. jpeg"
[27]=>
string(115) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(115) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(113) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(115) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(115) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(115) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(115) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(115) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(115) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(115) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(115) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(115) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(115) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(115) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(115) "d4cd6b3696fc8f5f63bec38743f0385e.
jpeg"
[27]=>
string(115) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(115) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(113) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(115) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(115) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(115) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(115) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(115) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(115) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(115) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(115) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(115) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(115) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(115) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(115) "d4cd6b3696fc8f5f63bec38743f0385e. jpeg"
[42]=>
string(115) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(115) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(115) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(115) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(115) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(115) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(115) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[1]=>
array(49) {
[0]=>
string(62) "/wp-content/uploads/a/5/1/a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(62) "/wp-content/uploads/c/3/f/c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(63) "/wp-content/uploads/f/d/d/fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(63) "/wp-content/uploads/b/b/b/bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(62) "/wp-content/uploads/2/e/7/2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(63) "/wp-content/uploads/9/5/7/95752f6caa502b55fd60cdd4a7e90b9c.
jpeg"
[42]=>
string(115) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(115) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(115) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(115) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(115) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(115) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(115) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[1]=>
array(49) {
[0]=>
string(62) "/wp-content/uploads/a/5/1/a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(62) "/wp-content/uploads/c/3/f/c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(63) "/wp-content/uploads/f/d/d/fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(63) "/wp-content/uploads/b/b/b/bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(62) "/wp-content/uploads/2/e/7/2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(63) "/wp-content/uploads/9/5/7/95752f6caa502b55fd60cdd4a7e90b9c. jpeg"
[6]=>
string(63) "/wp-content/uploads/8/0/c/80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(63) "/wp-content/uploads/d/d/a/ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(63) "/wp-content/uploads/9/e/2/9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(63) "/wp-content/uploads/7/2/d/72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(63) "/wp-content/uploads/a/3/d/a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(63) "/wp-content/uploads/a/3/8/a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(63) "/wp-content/uploads/3/f/e/3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(63) "/wp-content/uploads/1/5/4/154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(63) "/wp-content/uploads/0/9/e/09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(63) "/wp-content/uploads/0/d/d/0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(63) "/wp-content/uploads/8/4/f/84fc7a31cce737ce7c7b966993182ad4.
jpeg"
[6]=>
string(63) "/wp-content/uploads/8/0/c/80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(63) "/wp-content/uploads/d/d/a/ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(63) "/wp-content/uploads/9/e/2/9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(63) "/wp-content/uploads/7/2/d/72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(63) "/wp-content/uploads/a/3/d/a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(63) "/wp-content/uploads/a/3/8/a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(63) "/wp-content/uploads/3/f/e/3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(63) "/wp-content/uploads/1/5/4/154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(63) "/wp-content/uploads/0/9/e/09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(63) "/wp-content/uploads/0/d/d/0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(63) "/wp-content/uploads/8/4/f/84fc7a31cce737ce7c7b966993182ad4. jpeg"
[17]=>
string(63) "/wp-content/uploads/9/d/5/9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(63) "/wp-content/uploads/b/6/f/b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(63) "/wp-content/uploads/6/2/2/622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(63) "/wp-content/uploads/6/2/1/6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(63) "/wp-content/uploads/b/7/c/b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(63) "/wp-content/uploads/c/3/a/c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(63) "/wp-content/uploads/0/7/6/0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(63) "/wp-content/uploads/7/7/d/77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(63) "/wp-content/uploads/6/3/9/63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(63) "/wp-content/uploads/f/9/8/f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(63) "/wp-content/uploads/2/b/1/2b1dc13daaa19e91078285e37199fdf1.
jpeg"
[17]=>
string(63) "/wp-content/uploads/9/d/5/9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(63) "/wp-content/uploads/b/6/f/b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(63) "/wp-content/uploads/6/2/2/622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(63) "/wp-content/uploads/6/2/1/6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(63) "/wp-content/uploads/b/7/c/b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(63) "/wp-content/uploads/c/3/a/c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(63) "/wp-content/uploads/0/7/6/0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(63) "/wp-content/uploads/7/7/d/77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(63) "/wp-content/uploads/6/3/9/63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(63) "/wp-content/uploads/f/9/8/f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(63) "/wp-content/uploads/2/b/1/2b1dc13daaa19e91078285e37199fdf1.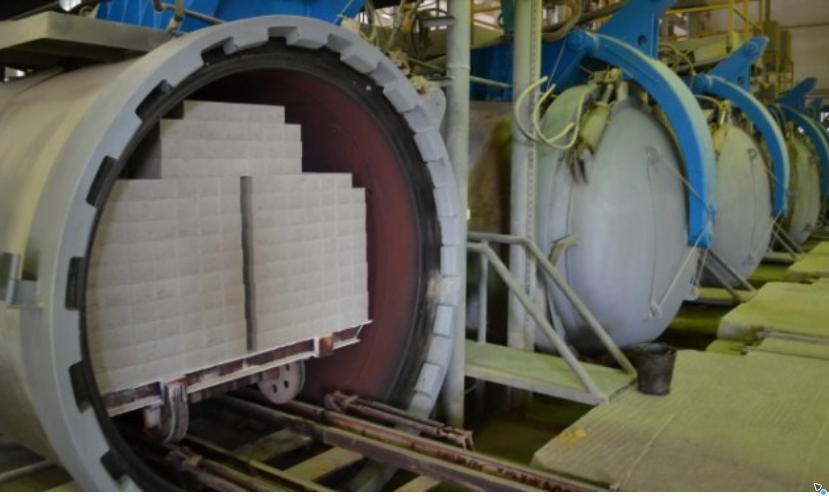 jpeg"
[28]=>
string(63) "/wp-content/uploads/8/0/9/809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(62) "/wp-content/uploads/c/a/f/caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(63) "/wp-content/uploads/9/b/c/9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(63) "/wp-content/uploads/4/d/1/4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(63) "/wp-content/uploads/4/4/f/44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(63) "/wp-content/uploads/c/6/4/c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(63) "/wp-content/uploads/f/c/5/fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(63) "/wp-content/uploads/0/d/1/0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(63) "/wp-content/uploads/d/b/f/dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(63) "/wp-content/uploads/2/4/3/2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(63) "/wp-content/uploads/7/a/e/7aeba893f8dd3785e661ea6e671b6aab.
jpeg"
[28]=>
string(63) "/wp-content/uploads/8/0/9/809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(62) "/wp-content/uploads/c/a/f/caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(63) "/wp-content/uploads/9/b/c/9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(63) "/wp-content/uploads/4/d/1/4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(63) "/wp-content/uploads/4/4/f/44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(63) "/wp-content/uploads/c/6/4/c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(63) "/wp-content/uploads/f/c/5/fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(63) "/wp-content/uploads/0/d/1/0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(63) "/wp-content/uploads/d/b/f/dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(63) "/wp-content/uploads/2/4/3/2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(63) "/wp-content/uploads/7/a/e/7aeba893f8dd3785e661ea6e671b6aab. jpeg"
[39]=>
string(63) "/wp-content/uploads/9/9/6/9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(63) "/wp-content/uploads/5/6/6/5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(63) "/wp-content/uploads/d/4/c/d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(63) "/wp-content/uploads/c/f/0/cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(63) "/wp-content/uploads/c/b/1/cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(63) "/wp-content/uploads/6/1/2/612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(63) "/wp-content/uploads/5/7/c/57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(63) "/wp-content/uploads/2/8/5/285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(63) "/wp-content/uploads/e/2/7/e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(63) "/wp-content/uploads/3/9/f/39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[2]=>
array(49) {
[0]=>
string(36) "a51b3fc35e31cb8ca5252bc328d3e24e.
jpeg"
[39]=>
string(63) "/wp-content/uploads/9/9/6/9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(63) "/wp-content/uploads/5/6/6/5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(63) "/wp-content/uploads/d/4/c/d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(63) "/wp-content/uploads/c/f/0/cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(63) "/wp-content/uploads/c/b/1/cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(63) "/wp-content/uploads/6/1/2/612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(63) "/wp-content/uploads/5/7/c/57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(63) "/wp-content/uploads/2/8/5/285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(63) "/wp-content/uploads/e/2/7/e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(63) "/wp-content/uploads/3/9/f/39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[2]=>
array(49) {
[0]=>
string(36) "a51b3fc35e31cb8ca5252bc328d3e24e. jpg"
[1]=>
string(36) "c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(37) "fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(37) "bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(36) "2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(37) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(37) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(37) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(37) "9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(37) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(37) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(37) "a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(37) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(37) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(37) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(37) "0dd11e67712a445bed9b8015cbcced7c.
jpg"
[1]=>
string(36) "c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(37) "fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(37) "bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(36) "2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(37) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(37) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(37) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(37) "9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(37) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(37) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(37) "a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(37) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(37) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(37) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(37) "0dd11e67712a445bed9b8015cbcced7c. jpeg"
[16]=>
string(37) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(37) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(37) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(37) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(37) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(37) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(37) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(37) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(37) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(37) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(37) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(37) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(37) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(36) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(37) "9bce0ec568dc159627d72f7280049866.
jpeg"
[16]=>
string(37) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(37) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(37) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(37) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(37) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(37) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(37) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(37) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(37) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(37) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(37) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(37) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(37) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(36) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(37) "9bce0ec568dc159627d72f7280049866. jpeg"
[31]=>
string(37) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(37) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(37) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(37) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(37) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(37) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(37) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(37) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(37) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(37) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(37) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(37) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(37) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(37) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(37) "57cfbc353370967c442fa16b007f2613.
jpeg"
[31]=>
string(37) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(37) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(37) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(37) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(37) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(37) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(37) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(37) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(37) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(37) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(37) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(37) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(37) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(37) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(37) "57cfbc353370967c442fa16b007f2613. jpeg"
[46]=>
string(37) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(37) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(37) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
}
jpeg"
[46]=>
string(37) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(37) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(37) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
}
Расчет свайного фундамента
Выберите тип ростверка:
Параметры ростверка:
Ширина ростверка А (мм)
Длина ростверка B (мм)
Высота ростверка C (мм)
Толщина ростверка D (мм)
Марка бетона
М100 (В7,5)М150 (В10)М200 (В15)М250 (В20)М300 (В22.5)М350 (В25)М400 (В30)М450 (В35)М500 (В40)М550 (В45)М600 (В50)М700 (В55)М800 (В60)
Параметры столбов и свай:
Количество столбов и свай (шт)
Диаметр столба D1 (мм)
Высота столба h2 (мм)
Диаметр основания столба D2 (мм)
Высота основания столба h3 (мм)
Расчет арматуры:
Длина стержня арматуры (м)
Расчет опалубки ростверк:
Ширина доски (мм)
Длина доски (мм)
Толщина доски (мм)
Рассчитать
Технология
Когда создается газобетон, технология производства включает несколько основных этапов. Для создания блоков не требуются какие-то особые знания или навыки, так как процесс сравнительно простой. Бетонную смесь для газобетона замешивают с использованием алюминиевой пудры, которая дает реакцию с известью и провоцирует появление водорода и большого числа пор.
Для создания блоков не требуются какие-то особые знания или навыки, так как процесс сравнительно простой. Бетонную смесь для газобетона замешивают с использованием алюминиевой пудры, которая дает реакцию с известью и провоцирует появление водорода и большого числа пор.
Готовую массу выливают в специальные металлические емкости, там происходит реакция, осуществляется вибрирование, которое ускоряет прохождение реакции, схватывания и затвердевания. Когда масса немного затвердевает, проволочной струной режут монолит на отдельные блоки, тщательно соблюдая размеры и удаляя все неровные места.
Далее газобетон сушат в естественных условиях либо отправляют в автоклав, после чего калибруют на фрезерных установках. Автоклавное затвердевание значительно улучшает свойства материала. В течение 12 часов бетон обрабатывается водяными парами, вследствие чего становится стабильным и прочным, дает меньше усадки, отличается более однородной структурой, прекрасными характеристиками тепло/звукоизоляции.
Если газобетон создается неавтоклавным методом, то полностью материал затвердевает в обыкновенных условиях. Это существенно понижает стоимость производства газобетона – технология ведь не требует приобретения и использования автоклава, что позволяет создавать блоки своими руками. Но газоблоки получаются менее прочными и с большей погрешностью в плане размеров, однородности пор внутри.
По типу вяжущего, входящего в состав, газобетон бывает:
- На базе извести – в составе содержится до 50% компонента, также добавляют шлак и гипс или цемент (15% от массы).
- На цементном вяжущем – до 50% массы портландцемента.
- На смешанном растворе – используют известь и шлак, портландцемент в объеме 15-50%.
- На шлаковом вяжущем – более 50% занимают шлак с гипсом, щелочью или известью.
- На золе – в состав таких блоков включено более 50% высокоосновных зол.
Основанием для классификации становится и геометрия блоков – они могут быть нескольких видов.
Категории газобетона по геометрии:
- 1 – самые ровные и идеальные блоки, отклонения от размера по ГОСТу могут составлять максимум 1.5 миллиметров и 2 миллиметра по диагонали. Кладку осуществляют на клей, делая шов минимальной толщины.
- 2 – отклонения по размеру составляют максимум 2 миллиметра и по диагонали 4 миллиметра.
- 3 – погрешность по размеру может быть до 4 миллиметров, а по диагонали доходит и до 5-6 миллиметров, углы могут быть отбитыми до 1 сантиметра. Такие блоки кладут на раствор с достаточно толстым слоем шва.
Сравнение автоклавного и неавтоклавного газобетона
Так как в технологии производства мы уже разобрались, давайте сравним изделия заводского автоклавного и домашнего производства.
Сравнение газобетона синтезного и гидратационного твердения:
| Наименования свойства, характеристики | Комментарии |
| Теплопроводность | Оба вида газобетона обладают низким коэффициентом теплопроводности, однако если сравнить ее соотношение с прочностью и плотностью блока, то автоклав значительно опережает газобетон гидратационного твердения. Толщина стены, при сохранении одинаковых показателей – отличается. У автоклава она – от 40 см, у неавтоклава – от 65 см. |
| Прочность | Автоклавный блок более прочный и устойчивый к механическому воздействию. |
| Морозостойкость | И в этом показателе газоблок синтезного твердения-впереди. Он характеризуется показателем вплоть до 150 циклов замораживания и оттаивания, в то время, как его конкурент может похвастаться лишь цифрой в 35-50 циклов. |
| Усадка | Неавтоклавный газобетон больше подвержен усадке, значение достигает 0,6 мм/м2. |
| Внешний вид | Автоклавный газобетон – белый. А неавтоклавный-серый. |
| Долговечность | Блоки синтезного твердения, как утверждают производители, характеризуются долговечностью в 200 лет, а неавтоклав – в 50 лет. |
| Простота производства | Оба вида газобетона не сложны в производстве. Однако автоклавный блок изготавливается при использовании автоматизированных установок, что значительно ускоряет процесс и практически исключает трудозатраты. Плюс блока гидратационного твердения заключается, в этом случае, лишь в том. Что его можно изготовить своими руками и, при этом, понадобится инструкция, немного сырья и бюджетное оборудование. |
| Применение в строительстве | Оба изделия применяются в строительстве, однако газоблок синтезного твердения более популярен из-за превосходства в показателях. |
| Цена | Неавтоклавный газобетон несколько дешевле. Если попытать силы в самостоятельном производстве, можно значительно сэкономить. |
| Геометрия | Так как автоклавный блок изготавливается при помощи машин, геометрия его, в большинстве случаев, значительно лучше. |
Как видно, однозначно, пальма первенства принадлежит автоклавному газобетону.
Что такое газобетон, его технические характеристики
Газобетон – это одна из разновидностей ячеистого бетона. Строительный материал представляет собой искусственный камень с пористой структурой. Поры равномерно распределены по всему объёму и имеют округлую или овальную форму. Их диаметр не превышает 3 мм.
Поры равномерно распределены по всему объёму и имеют округлую или овальную форму. Их диаметр не превышает 3 мм.
По технологии изготовления газобетон классифицируется на 2 вида:
- автоклавный;
- неавтоклавный.
Материал применяется при строительстве жилых и нежилых объектов. Чаще всего из него строят стены и перегородки. Армированный газобетон используется для изготовления перекрытий.
В состав материала входит:
- цемент;
- песок;
- известь;
- гипс;
- мелкодисперсный металлический алюминий;
- зола;
- шлак.
Рассмотрим технические характеристики газобетона:
- Длина изделий – 62,5 см, высота – 25 см. Ширина может быть разной – от 10 до 40 см.
- Благодаря пористой структуре материал имеет небольшой вес – масса 1 м2 составляет 600–800 кг.
- Теплопроводность газобетона отличается в зависимости от марки и колеблется в пределах значений 0,048–0,28 Вт.
- Усадка материала – 0,5 мм/1м.
- Морозостойкость в 2 раза выше, чем у кирпича – более 70 циклов.
- Газобетон не подвержен горению.

Преимущества и недостатки газобетонных блоков
Газобетон – относительно «молодой» материал, на строительном рынке он применяется около 80 лет. Однако он уже успел завоевать популярность благодаря своим преимуществам:
- высокой экологичности;
- огнестойкости;
- низкой плотности и, как следствие, небольшому весу;
- лёгкости в обработке;
- высокой скорости возведения конструкций;
- отличным теплоизоляционным свойствам;
- невысокой стоимости.
Газобетон как строительный материал не лишён недостатков. Он хрупкий – при транспортировке или кладке блоки могут сломаться. Ещё один минус – высокая водопоглощающая способность. Стены, построенные из газобетона, придётся защищать от влаги. Конструкции из этого материала быстро нагреваются и остывают. Известь, входящая в состав, оказывает разрушающее воздействие на металлические детали, которые используются в строительстве.
Типы и технология производства материала
Газобетон производят двумя способами – автоклавным и неавтоклавным. В первом случае блоки помещают в специальную печь, где они быстро затвердевают при высокой температуре. Во втором случае изделия сушатся естественным способом в течение нескольких дней. По качественным характеристикам газоблоки, полученные неавтоклавным способом, уступают изделиям, прошедшим термообработку в печи.
Технологический процесс включает следующие этапы:
- подготовка сырья;
- приготовление смеси в дозаторно-смесительной машине;
- заливка массы в формы;
- резка блоков на изделия нужного размера;
- обработка в автоклаве;
- упаковка готовых газобетонных блоков.
Сначала сырьё – портландцемент, песочный шлам, известь, вода и вяжущие компоненты загружаются в дозаторно-смесительное отделение. Компоненты в нужной пропорции смешиваются и превращаются в однородную массу.
Далее масса поступает в форму, где и происходит интенсивное газообразование в результате химической реакции. Когда процесс активного газовыделения прекращается, формы выдерживают при комнатной температуре или в термокамере до достижения прочности сырца 0,04–0,12 МПа. Затем формованные изделия поступают на резательный комплекс. Здесь с помощью специальных стальных нитей или струн плита разрезается вдоль и поперёк на изделия нужного размера.
Когда процесс активного газовыделения прекращается, формы выдерживают при комнатной температуре или в термокамере до достижения прочности сырца 0,04–0,12 МПа. Затем формованные изделия поступают на резательный комплекс. Здесь с помощью специальных стальных нитей или струн плита разрезается вдоль и поперёк на изделия нужного размера.
После резки блоки транспортируются на автоклавных тележках в печь. После полной её загрузки изделия подвергаются обработке при температуре 190 градусов и давлении около 12 атмосфер. Внутри печи поддерживается определённый режим влажности. Готовые изделия выгружают из автоклава после плавного снижения давления. Газобетонные блоки поступают в упаковочное отделение и отправляются на склад готовой продукции.
При производстве газобетона неавтоклавным методом смесь в формах затвердевает естественным путём, без применения печей. Для улучшения свойств материала, полученного таким методом, в состав смеси обязательно включают модифицирующие добавки.
Резка на блоки
На очередной стадии массив, сохраняя вертикальное положение, движется по участку резки. Здесь с применением ножей и струн он режется по заранее заданным размерам.
Обработка в автоклаве
Нарезанные блоки помещаются в автоклав — камеру с температурой 180-190ºС, давлением около 12 бар и насыщенным паром. Здесь будущий стройматериал выдерживается в течение 12 часов. За это время в блоках формируется кристаллическая структура, выгодно отличающая автоклавный газобетон от других материалов и придающая ему достойные практические свойства.
После обработки в автоклаве готовый стройматериал с применением крана-делителя выкладывается для остывания.
Упаковывание
На последнем этапе блоки из ячеистого бетона — например, марки D300 — аккуратно запаковываются в перфорированную термоусадочную пленку с помощью автоматического оборудования.
Упакованные газобетонные блоки транспортируются на склад с помощью вилочных погрузчиков. С этого момента они готовы к реализации.
С этого момента они готовы к реализации.
Отличительные особенности применяемого оборудования
Для производства автоклавного ячеистого газобетона на нашем заводе применяется оборудование марки HESS AAC Systems B.V., отвечающее самым строгим международным стандартам.
Система подачи сыпучих материалов. В ней используется запатентованная технология Lahti Precision, реализованная только в линиях HESS, в основе которой — псевдоожижение (флюидизация) материалов. Система разгружает силоса и дозирует подачу сыпучих материалов в псевдоожиженном состоянии, создаваемом с помощью воздуха. Шнеки и другие механические части не используются, поэтому нет необходимости чистить и заменять детали
Самое важное — то, что система позволяет дозировать сыпучие материалы с точность до 100 грамм. Это даёт возможность максимально точно и гибко адаптировать рецептуру
Устройство кантования массива. Массив перед резкой кантуется в форме в вертикальное положение, после чего корпус формы удаляется. Массив не подвергается механическому захвату манипулятором, что положительно влияет на качество конечного продукта. Предотвращается появление трещин, исключается деформация массива, сохраняются прочностные и геометрические характеристики блоков.
Массив не подвергается механическому захвату манипулятором, что положительно влияет на качество конечного продукта. Предотвращается появление трещин, исключается деформация массива, сохраняются прочностные и геометрические характеристики блоков.
Устройство вертикальной, предварительной и окончательной боковой резки. Обрезает материал по трём измерениям, позволяет регулировать толщину снимаемого слоя или выравнивать поверхность массива после предварительной резки. Линия оснащена системой, следящей за обрывом струн. Обрезки массива отбрасываются в шлам-канал, промываемый водой. Отсюда они поступают в ёмкость с размалывающим устройством и мешалкой, расположенную под линией резки. Из ёмкости шлам транспортируется в шламбассейн для дальнейшего использования. Такое решение даёт экономию сырья и служит частью концепции «Безотходное производство».
Система разделения массива. В ней реализована уникальная технология разделения «зелёного» массива, позволяющая расслаивать его непосредственно после резки — до автоклавирования. Массив подается в автоклав разделённым на слои. Благодаря этому пропаривание выполняется максимально равномерно и качественно, и газобетон приобретает предельно возможную прочность. В отличие от традиционных технологий, подразумевающих резку вертикально стоящего массива и разделение «белого» продукта, слипания слоёв при пропаривании не происходит. Поэтому не требуется и дополнительного разделения блоков после автоклавирования. Благодаря этому сохраняется привлекательный вид блоков, исключается появление сколов, отверстий и трещин, обеспечивается идеальная геометрия конечного продукта.
Массив подается в автоклав разделённым на слои. Благодаря этому пропаривание выполняется максимально равномерно и качественно, и газобетон приобретает предельно возможную прочность. В отличие от традиционных технологий, подразумевающих резку вертикально стоящего массива и разделение «белого» продукта, слипания слоёв при пропаривании не происходит. Поэтому не требуется и дополнительного разделения блоков после автоклавирования. Благодаря этому сохраняется привлекательный вид блоков, исключается появление сколов, отверстий и трещин, обеспечивается идеальная геометрия конечного продукта.
Что это такое
Газобетон представляет собой категорию строительного материала, для изготовления которого используется песок, цемент и ряд реагентов, которые превращаются в пену в процессе взаимодействия с цементом. Зачастую речь идет о пасте или порошке, изготовленного на основе алюминия. В результате взаимодействия с известью или цементом образуются поры. Пузырьки равномерно распределяются по объему. Их оболочка состоит из извести или цемента. Именуется сырье ячеистым из-за своей структуры, и обладает небольшим весом.
Их оболочка состоит из извести или цемента. Именуется сырье ячеистым из-за своей структуры, и обладает небольшим весом.
Особенности выбора
С каждым годом технология совершенствуется, и сырье становится дешевле. Это связано с применяемой технологией производства и затратами на покупку сырья. К простым и, одновременно, недорогим решениям относится ячеистый бетон. Газоблоки представляют собой разновидность пористого бетона, который, по сути, является подвидом искусственного камня. В его составе имеется ряд ячеек. Для изготовления используется газообразователь, цемент и кварцевый песок. Также может добавляться гипс, зола или известь. После продолжительного температурного воздействия и высокого давления, происходит ряд химических реакций, которые и способствуют формированию пор.
При выборе газоблоков следует обращать внимание на такие критерии выбора:
- Стоимость.
- Методика применяемого строительного процесса.
- Допустимая нагрузка на стены (возведение здания на несколько этажей).
- Теплотехнические показатели.
- Пропорциональность кладки.
- Габариты используемых блоков.
- Бренд-производитель.

Поиск каналов сбыта газобетона
Самый сложный этап организации бизнеса – это поиск каналов сбыта газоблоков. Чтобы производство заработало в полную силу, нужно постоянно продавать продукцию. Найти покупателей не так просто – большинство компаний-застройщиков уже сотрудничают с другими поставщиками строительных материалов.
Рекламировать свою продукцию можно разными способами:
- расклеить объявления на въезде в строящиеся коттеджные посёлки, на выезде из города;
- дать рекламу в газеты;
- разместить объявления о продаже газобетона на бесплатных и платных площадках в интернете;
- связываться напрямую с застройщиками и предлагать им продукцию по выгодной цене;
- создать сайт и продвигать его.
Особенность бизнеса – сезонность. Спрос на строительные материалы возрастает в тёплое время года. Этот фактор нужно учитывать при организации. Хорошо, если запуск производства придётся на конец февраля – начало марта. Тогда в распоряжении предпринимателя будет достаточно времени для наработки постоянных заказчиков.
Этот фактор нужно учитывать при организации. Хорошо, если запуск производства придётся на конец февраля – начало марта. Тогда в распоряжении предпринимателя будет достаточно времени для наработки постоянных заказчиков.
Обзор заводов по производству газосиликатных блоков
Завод газосиликатных блоков представляет собой крупное или среднее промышленное предприятие, которое специализируется на изготовлении газосиликатных блоков по собственной или интегрированной технологии. Развитие строительной отрасли в последние годы в нашей стране повлекло за собой увеличение количества заводов по изготовлению газосиликата. Не последнюю роль в этом сыграла и правительственная программа по обеспечению населения доступным жильем. В городской черте, а также в сельской местности возросло количество малоэтажных объектов.
Развитие строительной отрасли в последние годы в нашей стране повлекло за собой увеличение количества заводов по изготовлению газосиликата. Не последнюю роль в этом сыграла и правительственная программа по обеспечению населения доступным жильем. В городской черте, а также в сельской местности возросло количество малоэтажных объектов.
Газосиликат, будучи доступным строительным материалом с низкими показателями теплопроводности, в последнее время начал активно применяться в строительстве малоэтажных домов, торгово-развлекательных центров и других объектов. На территории России сегодня действует большое количество различных производств газосиликата, около десяти из которых являются крупными заводами газосиликатных блоков. Рассмотрим несколько наиболее известных из них.
Заводы по производству газосиликатных блоков НЛМК и ЛЗИД в городе Липецк производят продукцию по технологии известного бренда Hebel. Непосредственно сама торговая марка принадлежит крупной немецкой фирме Xella, которая была образована в 2003 году путем слияния воедино трех германских компаний: Ytong AG, Haniel-BauIndustrie GmbH и Fels-Werke GmbH. Первым заводом, который начал производить газосиликатные блоки Hebel в России, стал ОАО «Липецкий завод изделий домостроения», производственная линия которого была налажена в 1995 году. Газосиликатные блоки Hebel получили широкую известность на всей территории Европы благодаря своему качеству, высоким показателям прочности, ровности геометрии и низкой теплопроводности.
Первым заводом, который начал производить газосиликатные блоки Hebel в России, стал ОАО «Липецкий завод изделий домостроения», производственная линия которого была налажена в 1995 году. Газосиликатные блоки Hebel получили широкую известность на всей территории Европы благодаря своему качеству, высоким показателям прочности, ровности геометрии и низкой теплопроводности.
Заводы НЛМК и ЛЗИД выпускают газосиликатные блоки марок D400, D500 и D600. Газосиликатные блоки D400 имеют теплоизоляционно-конструкционное назначение и обладают следующими характеристиками: длина 600милииметров, толщина 50-500 мм, высота 350 миллиметров, прочность на сжатие равна 25 кгс/см², теплопроводность 0,10 Вт/м`С, а морозостойкость составляет 25 циклов. Блоки этой марки часто используются для утепления стен, закладки проемов, а также могут применяться для возведения одноэтажных хозяйственных построек небольшой площади. Газобетонные блоки Hebel D500 имеют длину 600мм, толщину 50-500 мм, высоту 250 миллиметров. Их морозостойкость составляет 25 циклов, прочность 35 кгс/см², а теплопроводность равна 0,12 Вт/м`С. Данная марка блоков используется для возведения несущих стен при строительстве одно- или двухэтажных зданий, для строительства ненесущих стен и перегородок. Блоки марки D600 обладают следующими характеристиками: длина 600миллиметров, толщина 50-500 мм, высота 250 миллиметров. Их прочность составляет 45 кгс/см², морозостойкость включает 35 циклов, а теплопроводность равна Вт/м`С.
Их морозостойкость составляет 25 циклов, прочность 35 кгс/см², а теплопроводность равна 0,12 Вт/м`С. Данная марка блоков используется для возведения несущих стен при строительстве одно- или двухэтажных зданий, для строительства ненесущих стен и перегородок. Блоки марки D600 обладают следующими характеристиками: длина 600миллиметров, толщина 50-500 мм, высота 250 миллиметров. Их прочность составляет 45 кгс/см², морозостойкость включает 35 циклов, а теплопроводность равна Вт/м`С.
Технология изготовления газобетона в домашних условиях
- Все компоненты сырья смешиваются в определенных пропорциях.
- Смесь тщательно перемешивается в воде.
- Подготовленные формы заполняют полученным раствором.
- Материал подгоняется под формы, после чего выдерживается, для того чтобы набрать необходимую прочность.
Для домашнего производства блоков газобетона понадобится такое оборудование:
- смеситель, для того чтобы качественно смешать все компоненты и газообразователь;
- формы для изготовления блоков предназначены для того, чтобы придавать материалу правильные геометрические размеры;
- металлические струны, с их помощью можно срезать излишки смеси с верха форм.

На сегодняшний день возможно приобрести специальную установку – смеситель, задача которого – самостоятельное изготовление газобетона. Здесь компоненты будут автоматически дозироваться и смешиваться. Применяя такое оборудование, можно значительно облегчить и упростить процесс изготовления газоблочных изделий. Поскольку газобетоносмесители очень мобильны, весь процесс можно проводить непосредственно на месте строительства. При этом транспортные расходы могут быть значительно снижены или даже совсем исключены.
Первый этап процесса заключается в том, что все компоненты должны быть тщательно перемешаны, при этом необходимо, чтобы по всему объему сухой смеси алюминиевая пудра была распределена равномерно. Затем сухую смесь закладывают в бетономешалку, во вращающийся барабан, куда заранее наливается вода. Оборудование поможет достигнуть того, чтобы все компоненты были соединены наилучшим образом.
Чтобы организовать производство газоблока в домашних условиях, понадобятся формы. Их можно изготовить из металлических листов. Наилучший вариант – формы разборного типа, при помощи которых можно быстро и без проблем производить процесс выемки готовых блоков. Разумеется, материал получится изготавливать в небольших объемах, но вполне достаточных для частной застройки.
Их можно изготовить из металлических листов. Наилучший вариант – формы разборного типа, при помощи которых можно быстро и без проблем производить процесс выемки готовых блоков. Разумеется, материал получится изготавливать в небольших объемах, но вполне достаточных для частной застройки.
Заливку готовой смеси в формы производят таким образом, чтобы форма была заполнена лишь наполовину. Процесс химической реакции воды и алюминиевой пудры обеспечивает выделение газа. Внутри раствора появятся пузырьки, после чего масса расширится почти вдвое.
К следующему этапу работ можно приступать только после того, как оканчивается химическая реакция – это примерно 6 часов. Иногда раствор настолько разбухает, что поднимается над краем формы. Чтобы выровнять блоки точно по краю, выступающую массу срезают металлической струной. После этого блочный материал, не вынимая из форм, складируют по навесом или в закрытом помещении. Он должен простоять так около 12 часов.
По окончании этого срока формы распаковываются, готовые блоки складируют в один ряд. Прочность, которая необходима для складирования, газобетон наберет в течение двух суток. Для строительства блоки можно использовать недели через четыре – к этому времени материал набирает марочную прочность.
Прочность, которая необходима для складирования, газобетон наберет в течение двух суток. Для строительства блоки можно использовать недели через четыре – к этому времени материал набирает марочную прочность.
Производство газобетонных блоков: особенности технологии производства газобетона
Производство газобетонных блоков сегодня активно ведется во многих странах по всему миру. Это обусловлено растущей популярностью данного строительного материала в современном строительстве. Он легок и пожароустойчив. Здания, построенные из него, отлично сохраняют тепло.
Официальная история газобетона берет сове начало в 1924 году, когда шведский архитектор по имени Аксель Эрикссон после долгих испытаний нашел оптимальный рецепт газобетона и запатентовал свое изобретение. Крупное производство газобетонных блоков было начато спустя пять лет после этого и постепенно распространилось по всему миру. Однако и до Эрикссона строители пытались изобрести легкий ячеистый бетон. Так изначально в качестве пенообразующего вещества в цементно-известковый раствор добавляли бычью кровь.
Однако трудность заключалась в том, что этот ингредиент сложно получить в больших объемах. Случайным образом кровь была заменена на мыльный корень. Но и этот компонент не позволил активно применять ячеистый бетон в масштабном строительстве. В середине двадцатого века американские изобретатели, основываясь на исследованиях Эрикссона, определили, что ячеистый бетон получится качественным, если производство газобетонных блоков будет основано на реакции между известью и алюминием. Именно эта технология, в основе своей, применяется и по сей день.
Для производства газобетонных блоков используется портландцемент высокого качества, негашеная известь, чистый кварцевый песок, вода и алюминиевый порошок. Эти компоненты тщательно перемешиваются в смесителе. Получившаяся однородная масса заливается в формы, где выстаивается в течение, примерно, трех часов. За это время бетон схватывается, происходит его, так называемое, вспучивание. Благодаря реакции, в которую вступают известь и алюминий, газобетон увеличивается в объеме за счет образования в нем специфических пор. Сферические воздушные поры диаметром около 2 миллиметров образуются за счет выделения водорода. Эти мелкие ячейки распределяются по всей структуре бетона. Слегка затвердевший ячеистый бетон аккуратно отправляется на линию высокоточной резки, где разрезается на блоки нужных размеров с помощью прочных стальных струн диаметром 0,8 миллиметров. Такая технология используется на больших производственных линиях, например, при изготовлении газобетонных блоков Ytong. То есть, сначала готовится большой бетонный пласт, из которого вырезаются готовые изделия.
Сферические воздушные поры диаметром около 2 миллиметров образуются за счет выделения водорода. Эти мелкие ячейки распределяются по всей структуре бетона. Слегка затвердевший ячеистый бетон аккуратно отправляется на линию высокоточной резки, где разрезается на блоки нужных размеров с помощью прочных стальных струн диаметром 0,8 миллиметров. Такая технология используется на больших производственных линиях, например, при изготовлении газобетонных блоков Ytong. То есть, сначала готовится большой бетонный пласт, из которого вырезаются готовые изделия.
Также существует производство газобетонных блоков, в котором применяются кассетные формы. Это металлические формы, которые внутри разделены горизонтальными и вертикальными перегородками (наподобие решетки). Каждая внутренняя ячейка кассетной формы соответствует размеру будущего газобетонного блока. Раствор заливается в кассетную форму и также в течение нескольких часов проходит стадию первичного твердения. Основная разница заключается в том, что газобетонные блоки не вырезают из бетонного пласта, а извлекают из ячеек кассетной формы.
Технология изготовления газобетона + Видео как делают
Сырье
Будущему производителю необходимо наладить поставки портландцемента марок 300, 400, 500, параметры которого должны соответствовать ГОСТ 970-61. Также потребуются:
- кварцевый песок, зола унос ТЭЦ, маршалит или другой кремнеземистый компонент;
- чистая вода;
- известь;
- газообразующий компонент, например, алюминиевая пудра;
- специфические добавки, ускоряющие твердение газобетона и улучшающие параметры готовых блоков.
Важно проконтролировать качество сырья, поскольку наличие примесей негативно сказывается на процессе газовыделения, что чревато браком. В целом рецептура подбирается индивидуально
При отсутствии опыта в отрасли производства газобетона желательно привлечь профессионального технолога
В целом рецептура подбирается индивидуально. При отсутствии опыта в отрасли производства газобетона желательно привлечь профессионального технолога.
Если поиск оптимальной рецептуры своими силами экономически не рентабелен или по тем или иным причинам невозможен, производство газобетона можно наладить на основе готовых смесей. Они поставляются в сухом виде, а для замешивания потребуется лишь добавить нужное количество воды.
Описание процесса
Производство блоки из газобетона проводят в строгом соответствии с ГОСТ 21520-89 «Блоки из ячеистых бетонов стеновые мелкие. Технические условия» и ГОСТ 31360-2007 «Изделия стеновые неармированные из ячеистого бетона автоклавного твердения. Технические условия».
Сам технологический цикл включает следующие этапы производства:
Приемка и проверка характеристик сырья.
Дозирование шлама, подогрев и предварительное смешивание. Нужное количество сырья для производства автоматически подается в ванну-дозатор, где смешивается и подогревается при помощи острого пара до 40-45° С.
Помол и смешивание. Компоненты перемешиваются до получения смеси нужной консистенции в газобетономешалке пропеллерного типа.
Формирование будущих блоков. Посредством резинотканевых рукавов состав заливается в формы, предварительно смазанные минеральным маслом, что необходимо для облегчения выемки блоков из форм.
Вспучивание, схватывание и твердение
Важное условие – температура в цехе не должна опускаться ниже +25° С. В ходе вспучивания у газобетона образуется «горбушка», которая затем срезается механическим либо ручным инструментом
Резка блоков. Затвердевшая масса извлекается из форм и нарезается на блоки установленного размера.
Автоклавирование. Блоки помещаются на вагонетки в 2-3 яруса и подаются в автоклав, где приобретают установленные стандартами параметры.
Приемо-сдаточный контроль. Каждая партия изделий проходит приемо-сдаточные испытания. В ходе них определяются соответствие размеров, прямолинейности ребер, разности длин диагоналей, глубины отбитости углов и ребер, средней плотности, прочности на сжатие установленным стандартам. Всё это фиксируется в сопроводительной документации.![]() Порядок проведения испытаний регулируется ГОСТ 31360-2007.
Порядок проведения испытаний регулируется ГОСТ 31360-2007.
Упаковка и хранение. Готовые газобетонные блоки укладываются в штабели и фиксируются термоусадочной пленкой либо другим способом, обеспечивающим отсутствие повреждений. Поскольку газобетон является гигроскопичным материалом, хранить его необходимо на поддонах в условиях, обеспечивающих защиту от действия влаги.
Существует два способа производства газобетона: мокрый и сухой. С экономической точки зрения первый является более выгодным. В этом случае кремнеземистый компонент с известью перемалывается в присутствии подогретой воды с выделением шлама. Сухой способ производства предусматривает помол и смешивание при помощи шаровых мельниц. Далее шлам поступает на сито для удаления крупных фракций, оттуда – в сборник, а затем – в шламовый бассейн, где подвергается непрерывному помешиванию и барботажу.
Видео:
Сопроводительная документация на продукцию
В соответствии с ГОСТ 31360-2007, реализация каждой партии газобетонных блоков должна сопровождаться документом, удостоверяющим качество продукции. В нем указывают:
В нем указывают:
- наименование и адрес компании-производителя;
- назначение газобетонных блоков;
- условное обозначение продукции;
- объем партии;
- типоразмеры блоков;
- марку по средней плотности;
- класс по прочности на сжатие;
- удельную эффективную активность естественных радионуклидов;
- коэффициент теплопроводности в сухом состоянии;
- коэффициент паропроницаемости;
- дату выдачи документа, его номер;
- указание на действующий стандарт.
При этом клиент имеет право на проведение испытаний в независимой лаборатории для подтверждения качества блоков.
7 основных причин, по которым следует использовать пенобетон в автоклаве
Примечание редактора: этот пост был первоначально опубликован 3 апреля 18 и обновлен для обеспечения точности и понимания.
Автоклав для газобетона
Автоклав для ячеистого бетона — это сосуд под давлением, который используется для производства легких пенобетонных (газобетонных) блоков, которые являются популярными строительными материалами.
Вы упускаете из виду преимущества газобетона в автоклаве (AAC)?
ACC — отличный строительный инструмент из легкого сборного пенобетона.
Он используется с 1920-х годов, хотя должен использоваться чаще, чем есть.
Если вы не знакомы с AAC, взгляните на некоторые из многих причин, по которым вам следует использовать его для своего следующего строительного проекта.
Для чего используется газобетон?
Ячеистый бетон обычно используется в качестве строительного материала для изготовления стен, полов и крыш.
1. Более быстрое строительство
Автоклавные газобетонные блоки позволяют значительно сократить время строительства.
Блоки больше по размеру и имеют меньше стыков, чем другие блоки из неавтоклавного пенобетона, что облегчает их маневрирование и сокращает время завершения.
Кроме того, с газобетонными блоками легче обращаться, чем с другими блоками, и сверла, и пилы могут легко прорезать блоки, чтобы придать им размер и форму, которые им нужны, чтобы соответствовать определенному месту.
2. Огнестойкость
Еще одна причина, по которой следует использовать автоклавные газобетонные блоки, заключается в том, что они более огнестойкие.
Блоки могут длиться от двух до шести часов перед прожиганием, в зависимости от размера блока.
3. Прочность
Автоклавные газобетонные блоки очень прочны и намного дольше своих обычных аналогов.
Блоки состоят из материалов, не поддающихся биологическому разложению и отталкивающих плесень.
Благодаря своей большой прочности блоки AAC также более стабильны.
4. Рентабельность
Автоклавные газобетонные блоки можно использовать с меньшим количеством стали и бетона, чтобы удерживать их на месте, так как они весят значительно меньше, чем традиционные бетонные блоки.
Это может снизить стоимость строительства, потому что вам не нужно использовать столько бетона и стали.
5. Звукоизоляция
Если шум является проблемой, можно использовать автоклавные газобетонные блоки.
Его характеристики идеально подходят для таких зданий, как отели или кинотеатры.
6. Безопасные материалы
Автоклавные газобетонные блоки созданы с использованием нетоксичных материалов, чтобы они были безопасными для использования.
В результате они вряд ли привлекут мышей и других вредителей.
7. Энергоэффективность
Еще одно большое преимущество — это количество энергии, которое можно сэкономить с помощью блоков AAC.
Блоки очень хорошо изолированы и помогают поддерживать комфортную температуру внутри здания, что снижает потребность в сверхурочной работе системы HVAC для охлаждения или обогрева помещения.
Рассмотрим газобетон автоклавный
Что такое автоклавный газобетон?
Автоклавный газобетон — это легкий пенобетон, который используется при строительстве стен, полов и крыш.Он выходит из автоклава в виде блока.
Газобетон в автоклавеобладает рядом преимуществ.
Вы захотите подумать об использовании AAC для вашего следующего строительного проекта и испытать преимущества на себе.
Свяжитесь с Tank Fab для получения дополнительной информации о том, что можно делать с автоклавным газобетоном.
Автор: Джеффри Липпинкотт
Правильное использование автоклавного газобетона — Masonry Magazine
Автоклавный газобетон
Ричард Э.Клингнер
Автоклавный газобетон крупным планом с небольшими закрытыми пустотами. Блоки автоклавного газобетона (AAC) чаще всего укладываются с использованием тонкослойного раствора и могут использоваться для кладки несущих стен. Положения по проектированию каменной кладки AAC приведены в Кодексе MSJC , , а требования к строительству приведены в Спецификации Объединенного комитета по стандартам кладки (MSJC). В этой статье кратко рассмотрено производство AAC; проиллюстрированы практические примеры возведения кладки из ААК; Обобщены проектные положения MSJC для кирпичной кладки AAC; особое внимание уделяется практическому руководству по строительству каменной кладки AAC.
Автоклавный газобетон (AAC) — это легкий, похожий на бетон материал с множеством небольших закрытых внутренних пустот. Спецификации материалов для AAC указаны в ASTM C1386. AAC обычно весит от одной шестой до одной трети веса обычного бетона и составляет от одной шестой до одной трети прочности. Подходит для несущих стен и стенок сдвига малоэтажных и среднеэтажных сооружений. Его теплопроводность составляет одну шестую или меньше, чем у обычного бетона, что делает его энергоэффективным.Его огнестойкость немного выше, чем у обычного бетона такой же толщины, что делает его полезным в приложениях, где важна огнестойкость. Из-за внутренних пустот AAC имеет низкую передачу звука, что делает его полезным с акустической точки зрения.
История AAC
AAC был впервые коммерчески произведен в Швеции в 1923 году. С тех пор его производство и использование распространились в более чем 40 странах на всех континентах, включая Северную Америку, Центральную и Южную Америку, Европу, Ближний Восток, Дальний Восток и Австралию. .Благодаря этому обширному опыту было проведено множество тематических исследований по использованию в различных климатических условиях и в соответствии с различными строительными нормами.
.Благодаря этому обширному опыту было проведено множество тематических исследований по использованию в различных климатических условиях и в соответствии с различными строительными нормами.
В Соединенных Штатах современное использование AAC началось в 1990 году для жилых и коммерческих проектов в юго-восточных штатах. Производство простых и усиленных AAC в США началось в 1995 году на юго-востоке страны и с тех пор распространилось на другие части страны. Общенациональная группа производителей газобетона была образована в 1998 году как Ассоциация автоклавных газобетонных изделий (AACPA, www.aacpa.org). Положения по проектированию и строительству каменной кладки AAC приведены в Кодексах и технических требованиях MSJC. AACPA включает одного производителя в Монтеррее, Мексика, и многие технические материалы доступны на испанском языке. AAC одобрен для использования в категориях сейсмического проектирования A, B и C Дополнением 2007 г. к Международным строительным кодексам, а также в других географических точках с одобрения местного строительного чиновника.
AAC может использоваться для изготовления неармированных блоков каменного типа, а также армированных на заводе панелей пола, крышных панелей, стеновых панелей, перемычек, балок и других специальных форм.В этой статье рассматриваются в основном только каменные блоки.
Материалы, используемые в AAC
Материалы для AAC зависят от производителя и местоположения и указаны в ASTM C1386. Они включают некоторые или все из следующего: мелкодисперсный кварцевый песок; Зола-унос класса F; гидравлические цементы; кальцинированная известь; гипс; расширительные агенты, такие как тонкоизмельченный алюминиевый порошок или паста; и смешивание воды. Каменные блоки AAC не имеют внутреннего армирования, но могут быть усилены на строительной площадке с помощью деформированной арматуры, размещенной в вертикальных ячейках или горизонтальных связующих балках.
Как производится AAC
Для получения ААС песок при необходимости измельчается до необходимой степени измельчения в шаровой мельнице и хранится вместе с другим сырьем. Затем сырье дозируется по весу и доставляется в смеситель. В смеситель добавляют отмеренные количества воды и расширительного агента, и цементный раствор перемешивают.
Затем сырье дозируется по весу и доставляется в смеситель. В смеситель добавляют отмеренные количества воды и расширительного агента, и цементный раствор перемешивают.
Стальные формы подготовлены для приема свежей AAC. Если должны производиться армированные панели AAC, стальные арматурные каркасы закрепляются внутри форм.После перемешивания кашицу разливают в формы. Расширяющий агент создает небольшие мелкодисперсные пустоты в свежей смеси, которые увеличивают объем примерно на 50 процентов в формах в течение трех часов.
В течение нескольких часов после заливки начальная гидратация цементных смесей в AAC дает ему достаточную прочность, чтобы сохранять свою форму и выдерживать собственный вес.
Общие этапы производства газобетона в автоклаве После резки газобетон транспортируется в большой автоклав, где процесс отверждения завершается.Автоклавирование необходимо для достижения желаемых структурных свойств и стабильности размеров. Процесс занимает от восьми до 12 часов при давлении около 174 фунтов на квадратный дюйм (12 бар) и температуре около 360 ° F (180 ° C), в зависимости от марки производимого материала. Во время автоклавирования устройства для нарезки проволоки остаются в исходном положении в блоке AAC. После автоклавирования их разделяют для упаковки.
Во время автоклавирования устройства для нарезки проволоки остаются в исходном положении в блоке AAC. После автоклавирования их разделяют для упаковки.
AAC обычно помещаются на поддоны для транспортировки. Неармированные элементы обычно упаковываются в термоусадочную пленку, в то время как армированные элементы связываются только полосами с использованием угловых ограждений, чтобы минимизировать потенциальные локальные повреждения, которые могут быть вызваны полосами.
Классы прочности AAC
AAC производится с различной плотностью и соответствующей прочностью на сжатие в соответствии со стандартом ASTM C1386. Плотность и соответствующие значения прочности описаны в терминах «классов прочности» (см. Таблицу 1).
| |||||||||||||||||||||
 0
0Типовые размеры кирпичных автоматических кондиционеров
Типичные размеры блоков AAC каменного типа (блоки каменного типа) показаны в Таблице 2 ниже.
| |||||||||||||||||
Типовая кладка из AAC
Кладка AAC может использоваться в широком спектре структурных и неструктурных применений. Например, в приложениях, используемых в проектах в Аризоне и Лас-Пальмасе, Мексика, тепловая и акустическая эффективность AAC делает его привлекательным выбором для ограждающих конструкций здания.
Например, в приложениях, используемых в проектах в Аризоне и Лас-Пальмасе, Мексика, тепловая и акустическая эффективность AAC делает его привлекательным выбором для ограждающих конструкций здания.
Конструктивное проектирование кладки AAC
КладкаAAC спроектирована в соответствии с положениями Приложения A Кодекса MSJC (MSJC 2008), на который ссылаются коды моделей по всей территории США. Расчет кладки AAC аналогичен расчету прочности кладки из глины или бетона и основан на заданной прочности на сжатие.Соответствие указанной прочности на сжатие подтверждается испытанием кубиков AAC на сжатие с использованием ASTM C1386 при изготовлении каменных элементов из AAC. Подробное практическое руководство по проектированию с использованием каменной кладки AAC представлено в 5-м издании Руководства для дизайнеров каменной кладки (MDG 2007).
Комбинации изгиба и осевой нагрузки
Кладка AAC разработана для сочетания изгиба и осевой нагрузки с использованием тех же принципов, что и для расчета прочности кладки из глины или бетона. Номинальная грузоподъемность рассчитывается исходя из плоских сечений, растянутой стали при текучести и эквивалентного прямоугольного блока сжатия.
Номинальная грузоподъемность рассчитывается исходя из плоских сечений, растянутой стали при текучести и эквивалентного прямоугольного блока сжатия.
Bond и разработка арматуры
Армирование в кирпичной кладке AAC состоит из деформированной арматуры, помещенной в залитые вертикальные стержни или связующие балки и окруженной кладочным раствором. Требования к развитию и стыку деформированной арматуры в растворе идентичны требованиям, предъявляемым к кладке из глины или бетона.Консервативно, материал AAC не учитывается при расчете покрытия на сопротивление раскалыванию.
Ножницы и подшипники
Выравнивающая станина и прокладки для первого ряда каменных блоков из AAC ??? Первый ряд кирпичных блоков AAC укладывается на выравнивающий слой из раствора ASTM C270 типа M или S с использованием клиньев (при желании) для вертикальной установки и выравнивания блоков.
Как и в случае с глиняной или бетонной кладкой, сопротивление сдвигу кирпичной кладки AAC вычисляется как сумма сопротивления сдвигу из-за самого AAC и сопротивления сдвигу из-за арматуры, ориентированной параллельно направлению сдвига.Поскольку обычное армирование стыков между слоями вызывает местное раздавливание AAC под поперечными проволоками, Кодекс MSJC требует, чтобы учитывались только сдвиговые усилия связующих балок с залитой арматурой. Чтобы предотвратить локальное раздавливание ААЦ, номинальные напряжения в нем ограничиваются заданной прочностью на сжатие. Когда элементы пола или крыши упираются в стены из AAC, также возможно разрушение края стены при сдвиге. Это решается путем ограничения напряжения сдвига на потенциальных наклонных поверхностях разрушения.
Укладка элементов кладки AAC
На уровне диафрагмы стены из каменной кладки AAC соединяются с полом или крышей с помощью залитой цементной балкой, как при строительстве из глиняной или бетонной кладки. После укладки блоков кладки из AAC плоскость стены можно выровнять с помощью шлифовальной доски, предназначенной для этой цели.
После укладки блоков кладки из AAC плоскость стены можно выровнять с помощью шлифовальной доски, предназначенной для этой цели.
Электромонтажные и сантехнические установки в AAC
Электромонтажные и сантехнические установки в каменной кладке AAC размещаются в проложенных выемках. При установке желобов следует соблюдать осторожность, чтобы обеспечить сохранение структурной целостности элементов AAC.Не сокращайте арматурную сталь и не уменьшайте конструктивную толщину элементов AAC, кроме случаев, когда это разрешено проектировщиком. В вертикально перекрывающих элементах AAC горизонтальная прокладка разрешается только в областях с низкими напряжениями изгиба и сжатия. В горизонтальных элементах AAC следует минимизировать вертикальную маршрутизацию. Когда это возможно, может быть полезно предусмотреть специальные выемки для большого количества трубопровода или водопровода.
Укладка кирпичной кладки AAC тонким слоем и зубчатым шпателем ??? последующие слои укладываются с помощью модифицированного полимером тонкослойного раствора, наносимого специальным зубчатым шпателем.
Внешняя отделка для AAC
Незащищенный внешний вид AAC ухудшается при воздействии циклов замораживания и оттаивания в насыщенном состоянии. Чтобы предотвратить такое ухудшение состояния при замораживании-оттаивании, а также для повышения эстетических характеристик и стойкости к истиранию AAC, следует использовать внешнюю отделку. Они должны быть совместимы с лежащим в основе AAC с точки зрения теплового расширения и модуля упругости, а также должны быть паропроницаемыми.
Доступно множество различных типов внешней отделки. Модифицированные полимером штукатурки, краски или отделочные системы являются наиболее распространенной внешней отделкой для AAC.Они увеличивают водонепроницаемость AAC, позволяя пропускать водяной пар. Тяжелые краски на акриловой основе, содержащие заполнители, также используются для повышения стойкости к истиранию. Как правило, нет необходимости выравнивать поверхность, а горизонтальные и вертикальные швы могут быть скошены как архитектурный элемент или могут быть заполнены.
Кладочный шпон можно использовать поверх каменной кладки AAC почти так же, как он используется для других материалов.Шпон крепится к стене из кладки AAC с помощью специальных стяжек. Пространство между бетонным покрытием и кладкой можно оставить открытым (образуя дренажную стену) или заполнить раствором.
Когда панели AAC используются в контакте с влажной или насыщенной почвой (например, в стенах подвала), поверхность, контактирующая с почвой, должна быть покрыта водонепроницаемым материалом или мембраной. Внутренняя поверхность должна быть либо без покрытия, либо иметь паропроницаемую внутреннюю отделку.
Внутренняя отделка кирпичной кладки AAC
Внутренняя отделка используется для повышения эстетики и долговечности AAC. Они должны быть совместимы с лежащим в основе AAC с точки зрения теплового расширения и модуля упругости, а также должны быть паропроницаемыми.
Доступно множество различных видов внутренней отделки. Внутренние стеновые панели AAC могут иметь тонкий слой штукатурки на минеральной основе для достижения гладкой поверхности. Легкая внутренняя штукатурка на основе гипса может обеспечить более толстое покрытие для выравнивания и выпрямления стен, а также для создания основы для декоративных красок для внутренних помещений или отделки стен.Внутренние штукатурки содержат связующие вещества, улучшающие их адгезию и гибкость, и обычно наносятся путем распыления или затирки.
Внутренние стеновые панели AAC могут иметь тонкий слой штукатурки на минеральной основе для достижения гладкой поверхности. Легкая внутренняя штукатурка на основе гипса может обеспечить более толстое покрытие для выравнивания и выпрямления стен, а также для создания основы для декоративных красок для внутренних помещений или отделки стен.Внутренние штукатурки содержат связующие вещества, улучшающие их адгезию и гибкость, и обычно наносятся путем распыления или затирки.
Гипсокартон при нанесении на внутреннюю поверхность наружных стен из цементобетонного сплава должен быть прикреплен с помощью полос для опалубки, подвергнутых обработке давлением. При нанесении на внутренние стены влагостойкий гипсокартон можно наносить непосредственно на поверхность AAC.
Изображение предоставлено Aercon Florida Для коммерческих применений, требующих высокой прочности и низких эксплуатационных расходов, часто используются покрытия на акриловой основе.Некоторые содержат заполнители для повышения стойкости к истиранию.
Когда керамическая настенная плитка должна быть уложена поверх AAC, подготовка поверхности обычно необходима только тогда, когда поверхность AAC требует выравнивания. В таких случаях перед укладкой керамической плитки на поверхность AAC наносится покрытие на основе портландцемента или гипса. Затем следует приклеить керамическую плитку к обшитой паркетом стене либо цементным тонким раствором, либо органическим клеем. Во влажных помещениях, таких как душевые, следует использовать только паржевое покрытие на основе портландцемента, а керамическую плитку следует укладывать только на цементный тонко застывший раствор.
Типовые конструктивные особенности элементов AAC
Широкий спектр строительных деталей для каменной кладки AAC доступен на веб-сайтах отдельных производителей, доступных через веб-сайт AACPA.
Ричард Э. Клингнер — профессор гражданского строительства Л. П. Гилвина в Техасском университете в Остине, где он специализируется на поведении и проектировании каменной кладки, особенно на сейсмические нагрузки.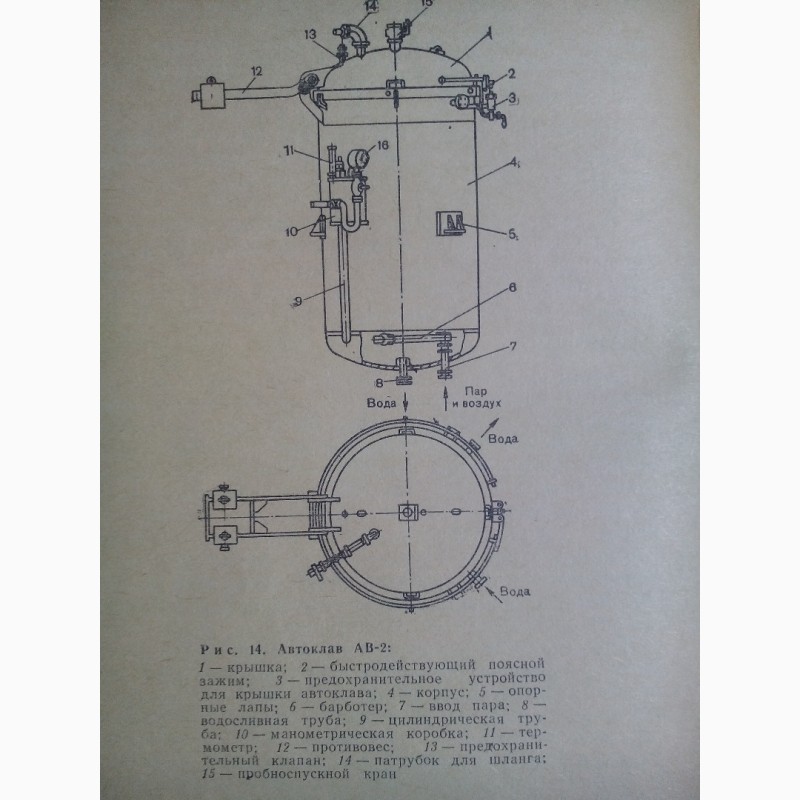 Мнения, выраженные в этой статье, являются его собственными и не обязательно отражают официальную точку зрения MSJC или его спонсирующих обществ.Свяжитесь с ним по адресу [email protected].
Мнения, выраженные в этой статье, являются его собственными и не обязательно отражают официальную точку зрения MSJC или его спонсирующих обществ.Свяжитесь с ним по адресу [email protected].
Вернуться к содержанию
Плюсы и минусы кладки газобетонных блоков
Ячеистые бетонные блоки изготавливаются из смеси песка, извести, воды, гипса и цемента и обеспечивают структуру, изоляцию, огнестойкость и устойчивость к плесени. Блоки, перемычки, стеновые панели, напольные и кровельные панели — вот некоторые из продуктов, изготовленных из газобетонных блоков.Газобетонные блоки — прекрасные экологически чистые материалы для строительства стен, которые имеют множество преимуществ, но также имеют недостатки и ограничения, которые обсуждаются ниже.
Плюсы:
Прочность
Газобетонные блоки прошли испытания в более холодном климате и показали высокую морозостойкость. Они также доказали свою высокую долговечность в других климатических условиях.
Высокая теплоизоляция
Пенобетонные блоки обладают высокими теплоизоляционными характеристиками.В большинстве случаев с температурным климатом стена из пенобетонных блоков толщиной 8 дюймов обеспечит более высокую теплоизоляцию, чем требуется. При этом не используются определенные слои изоляции.
Противопожарная и водонепроницаемость
Блоки из пенобетона изготовлены из природного неорганического материала, который не горит. Они превосходят стандартные требования строительных норм. При использовании этих бетонных блоков нет необходимости в каких-либо огнезащитных материалах.
Звукоизоляция
Еще одно преимущество газобетонных блоков — это отличная звукоизоляция.Эти бетонные блоки обладают способностью обеспечивать класс звукопередачи до 60.
Упрощенная конструкция
Блоки и панели из пенобетона обеспечивают простую конструкцию стен. С ним легко обращаться, легко транспортировать, легко сверлить, прибивать и протыкать. В отличие от того, что может случиться со структурными изоляционными панелями, газобетонные блоки позволяют легко создавать на месте отделку окон, электропроводку, розетки и декоративные элементы. Блоки из газобетона обходятся без большого количества различных строительных материалов, что также помогает упростить строительство.
В отличие от того, что может случиться со структурными изоляционными панелями, газобетонные блоки позволяют легко создавать на месте отделку окон, электропроводку, розетки и декоративные элементы. Блоки из газобетона обходятся без большого количества различных строительных материалов, что также помогает упростить строительство.
Устойчивость к вредителям
Блоки из пенобетона устойчивы к термитам и различным другим вредителям и насекомым благодаря своим естественным элементам.
Климатические условия
Блоки из пенобетона наиболее полезны в климатических условиях с большими колебаниями температуры в течение 24 часов. Это особенно важно для более солнечного климата, с продолжительным периодом жарких дней и холодных ночей. Это связано с большой тепловой массой, которую обеспечивают эти блоки. Стены из этих блоков реагируют так же, как губка в жаркие солнечные часы, а затем выделяют тепло позже, когда становится холоднее.
Минусы:
Изоляционные характеристики
Пенобетонные блоки обладают отличными изоляционными характеристиками, которые до 10 раз выше, чем у обычных цементных блоков. Отлично. Однако по сравнению с обычным блочным бетоном и пористым бетоном они не так высоки по характеристикам, как такие материалы, как изолированные бетонные формы или структурные изолированные панели.
Отлично. Однако по сравнению с обычным блочным бетоном и пористым бетоном они не так высоки по характеристикам, как такие материалы, как изолированные бетонные формы или структурные изолированные панели.
Отделка
Блоки из газобетона имеют открытые ячейки, которые легко повредить при воздействии окружающей среды.Это повреждение может быть результатом попадания мусора или воды. Профессионалы рекомендуют использовать внешнюю отделку с высокой проницаемостью для экстерьера и низкую паропроницаемость для внутренней отделки.
Энергия и загрязняющие вещества
Газобетонные блоки изготовлены из неорганических материалов, но они не выделяют негативных отходов и не загрязняют окружающую среду. Однако процесс автоклавирования бетона требует больших затрат энергии, что отрицательно сказывается на окружающей среде.
Идеальный материал для устойчивых зданий — Институт устойчивого проектирования
Пассивный дом Дэна Леви с нулевым потреблением энергии в Вудстоке, Нью-Йорк, построен из AAC. Фото: Alex Wilson
Фото: Alex Wilson
Не секрет, что автоклавный газобетон (AAC) изо всех сил пытался закрепиться в Северной Америке. AAC широко используется в Европе, Мексике и большей части мира, но у него возникли проблемы с конкуренцией с деревянным каркасом здесь, в Соединенных Штатах и Канаде. Лесные пожары в Калифорнии, наводнения вдоль наших берегов и рек, более сильные ураганы, расширение ареалов термитов и растущий интерес к пассивной выживаемости могут изменить это.
AAC предлагает ряд существенных преимуществ в эпоху изменения климата, когда нам необходимо строить более устойчивые здания.В этой статье рассматривается этот легкий строительный материал и описывается, как призыв к устойчивости может, наконец, сделать AAC основным строительным материалом в Северной Америке.
Чтобы лучше понять AAC как строительный материал и потенциал использования AAC в энергоэффективных зданиях, мы с Джерелином просто провели выходные в сертифицированном для пассивного дома доме AAC в Вудстоке, штат Нью-Йорк, который был построен и принадлежит мой друг Дэн Леви.
Фон
Автоклавный газобетон, или AAC, был изобретен в Швеции в начале 1900-х годов и запатентован в 1924 году. Он изготавливается путем создания суспензии из мелкодисперсного кварцевого песка, кальцинированного гипса, извести и / или портландцемента, воды и небольшого количества алюминиевой пудры. Жидкость переливается в прямоугольные емкости, лишь частично наполняя их. Алюминий реагирует с гидроксидом кальция с образованием пузырьков водорода, из-за которых объем материала увеличивается примерно вдвое.После того, как заготовка частично затвердеет, резервуар удаляют, и AAC разрезают на блоки или панели стандартного размера с помощью тонкой проволоки. Затем его отверждают путем нагревания под давлением (процесс автоклавирования).
Полученные блоки имеют плотность примерно в четверть плотности бетона и достаточно легкие, чтобы плавать в воде. AAC стандартной плотности (37 фунтов на кубический фут) изолирует примерно до R-1 на дюйм, согласно AERCON, единственному производителю AAC в США на сегодняшний день, поэтому стандартная стена из AAC толщиной 8 дюймов без дополнительной изоляции обеспечивает около R-8. Этот материал имеет прочность на сжатие 580 фунтов на квадратный дюйм (фунт / кв. Дюйм), что примерно в пять раз меньше, чем у стандартного бытового бетона (2500 фунт / кв. Дюйм). Благодаря этой прочности на сжатие 8-дюймовые блоки подходят для строительства пяти-шестиэтажных зданий.
Этот материал имеет прочность на сжатие 580 фунтов на квадратный дюйм (фунт / кв. Дюйм), что примерно в пять раз меньше, чем у стандартного бытового бетона (2500 фунт / кв. Дюйм). Благодаря этой прочности на сжатие 8-дюймовые блоки подходят для строительства пяти-шестиэтажных зданий.
В середине 1990-х годов два ведущих производителя кондиционеров в Европе, Hebel и Ytong, построили заводы в США, надеясь расширить рынок здесь. Компании изо всех сил пытались проникнуть в отрасль, в которой доминирует строительство деревянных каркасов, однако их делу не помогло то, что эти компании сосредоточили хотя бы часть своих маркетинговых усилий на недостатках своего конкурента, а не на рекламировании преимуществ AAC. в целом.
Были предприняты другие попытки создать AAC с использованием летучей золы, отходов электростанций, но эти инициативы провалились. В 2002 году Aercon Industries, LLC приобрела завод Ytong в Хейнс-Сити, штат Флорида, и теперь компания является единственным производителем сборных железобетонных конструкций в США, хотя я слышал, что на этот рынок может выйти другая компания.
Совершенно другая строительная система
В строительстве с AAC большинство блоков сплошные и однородные, но некоторые обычно заказываются с круглыми сердцевинами примерно 3.5 дюймов в диаметре. Выравнивая эти стержни по углам здания, а также у оконных и дверных проемов, создаются непрерывные вертикальные каналы, в которые укладывается стальная арматура и заливается бетонный раствор. В верхней части стены используются специализированные блоки U-образной формы, которые создают непрерывный канал или желоб, в который помещается арматура и заливается бетон, создавая структурную связующую балку.
Строительство из блоков AAC существенно отличается от строительства из стандартных пустотных бетонных блоков.Начиная с ровного основания, тонко затвердевающий раствор укладывается с помощью специального зубчатого шпателя, в который помещается совок раствора. Конец примыкающего блока также промазывается раствором. Затем блок устанавливают и ударяют по месту резиновым молотком. Интересно, что Леви сказал мне, что каменщикам очень тяжело с AAC, потому что он так отличается от установки бетонных блоков. «С ним намного легче работать, — сказал он, — но у каменщиков есть проблемы с адаптацией». Леви, который построил два дома с помощью AAC, сказал, что плотникам часто бывает легче с этим, чем каменщикам.
Конец примыкающего блока также промазывается раствором. Затем блок устанавливают и ударяют по месту резиновым молотком. Интересно, что Леви сказал мне, что каменщикам очень тяжело с AAC, потому что он так отличается от установки бетонных блоков. «С ним намного легче работать, — сказал он, — но у каменщиков есть проблемы с адаптацией». Леви, который построил два дома с помощью AAC, сказал, что плотникам часто бывает легче с этим, чем каменщикам.
Типичные блоки AAC больше, чем бетонные блоки — 8 дюймов x 8 дюймов x 24 дюйма довольно стандартны, хотя блоки также доступны от AERCON шириной 4, 6, 9,5 и 12 дюймов. Хотя блоки AAC больше, чем бетонные, они легче, хотя строители не могут держать или переносить их одной рукой, что может быть недостатком.
Поскольку AAC довольно мягкий и хрупкий, его необходимо защищать как внутри, так и снаружи.Можно использовать широкий спектр внешней отделки, в том числе обычную цементную штукатурку, акриловую штукатурку (Система внешней изоляции и отделки — EIFS), кирпич, а также деревянный или фиброцементный сайдинг поверх обрешетки для создания детали, защищающей от дождя. Если добавить внешнюю изоляцию (см. Ниже), детализация будет несколько сложнее.
Если добавить внешнюю изоляцию (см. Ниже), детализация будет несколько сложнее.
В интерьере одни строители используют штукатурку (цемент, гипс или известь), а другие создают раму для проводки с каркасом и устанавливают обычный гипсокартон.
В дополнение к блокам стандартных размеров, AAC доступен в широком ассортименте сборных панелей, которые производятся со стальной арматурой для удовлетворения конкретных потребностей.AERCON производит структурные перемычки, которые могут перекрывать дверные и оконные проемы шириной до 18 футов. Усиленные, соединяющиеся друг с другом панели стен, пола и крыши обычно имеют ширину 24 дюйма и доступны длиной до 20 футов.
Гостиная Дэна Леви. Толстые стены из AAC, изолированные снаружи минеральной ватой, обеспечивают высокую изоляцию оболочки здания. Фото: Алекс УилсонПочему AAC может быть идеальным материалом для упругих зданий
Уязвимости, с которыми мы сталкиваемся сегодня, значительны, и с изменением климата эти уязвимости почти наверняка возрастут. Штормы становятся все более суровыми, наводнения — более частыми, лесные пожары — более частыми, термиты — более распространенным явлением. Во многих местах стандартная конструкция с деревянным каркасом больше не имеет смысла.
Штормы становятся все более суровыми, наводнения — более частыми, лесные пожары — более частыми, термиты — более распространенным явлением. Во многих местах стандартная конструкция с деревянным каркасом больше не имеет смысла.
AAC не может решить все наши проблемы, но может помочь. Ниже я описываю, как свойства и характеристики AAC делают его таким хорошим материалом для устойчивого строительства.
Спальня на нижнем этаже в доме Дэна Леви AAC. Фото: Alex WilsonAAC огнестойкий
Вряд ли нам нужно напоминание о том, что лесные пожары вызывают растущую озабоченность сегодня.В Калифорнии 2017 год стал самым разрушительным сезоном лесных пожаров в истории штата: в Санта-Розе и десятках других муниципалитетов было разрушено более 10 000 домов. Затем в 2018 году в штате было разрушено более 18000 построек, что почти вдвое превышает рекорд разрушений, установленный всего годом ранее.
AAC — негорючий материал. Если снаружи отделана цементной штукатуркой или фиброцементным сайдингом, система может помочь предотвратить возгорание конструкции. Стандартные стены из блоков AAC толщиной четыре дюйма и более и панели стен, пола и крыши толщиной шесть дюймов и более обеспечивают минимальную 4-часовую огнестойкость, основанную на стандартах испытаний UL-U919, U920 и K909.
Стандартные стены из блоков AAC толщиной четыре дюйма и более и панели стен, пола и крыши толщиной шесть дюймов и более обеспечивают минимальную 4-часовую огнестойкость, основанную на стандартах испытаний UL-U919, U920 и K909.
Согласно AERCON, уникальным свойством AAC является то, что он содержит воду в кристаллической форме, которая действует как теплоотвод; при нагревании эта вода производит пар, который выходит через пористую структуру AAC, не вызывая растрескивания поверхности. Даже когда AAC не используется в качестве структурной системы здания, этот материал часто используется как внутренних противопожарных перегородок в таунхаусах, квартирах и других многоквартирных домах. Компания предлагает подробные спецификации на огнестойкие соединительные системы, проходки и другие детали сборки.
Короче говоря, если бы я строил сегодня в Калифорнии или других пожароопасных местах, я бы предпочел систему AAC.
AAC плавает в воде и может высохнуть после намокания. Фото: Alex Wilson
Фото: Alex WilsonAAC как строительная система для мест, подверженных наводнениям
Ни для кого не секрет, что риск наводнений возрастает по мере потепления климата. В прибрежных районах повышение уровня моря увеличивает частоту штормовых наводнений. Более интенсивные осадки выпадают почти во всех частях США.С. ведет к более частым наводнениям — как в прибрежных районах, как мы видели во время урагана Майкл в Хьюстоне в 2017 году, так и во внутренних районах, как мы видели в моем родном штате Вермонт во время тропического шторма Айрин в 2011 году.
Первым приоритетом должно быть недопущение строительства в районах, подверженных затоплению или предполагаемых к риску из-за повышения уровня моря. Избегать строительных площадок в 500-летней зоне затопления теперь имеет смысл — выйти за пределы 100-летней зоны затопления, которую FEMA обычно рекомендует избегать.Поскольку прогнозы повышения уровня моря увеличиваются, становится все более целесообразным выходить даже за пределы 500-летней высоты наводнения.
Тем не менее, неплохо было бы строить из материала, который может намокнуть и высохнуть. В этом еще одна прелесть AAC. Материал впитывает влагу, но, если следовать рекомендациям производителя по обработке поверхности, он высыхает без длительного повреждения. Фактически, монолитный материал может выступать в качестве сезонного буфера влаги — поглощая влагу летом с более высокой относительной влажностью, а затем высвобождая эту влагу в более сухие зимние месяцы.
Согласно информации о продукте от AERCON, «материал AAC не имеет взаимосвязанной пористости, поэтому капиллярное действие быстро разрушается, и влага не может продолжать« втягивать »очень глубоко в материал. Воздействует только тот материал, который находится у поверхности, непосредственно контактирующей с водой ».
Немецкая ручная пила с твердосплавными зубьями, специально предназначенная для резки AAC. Photo: Alex Wilson Кроме того, AAC полностью неорганический, поэтому нет ничего, что могло бы разложиться от влаги, и нет источника пищи для плесени и грибка, хотя при намокании AAC важно, чтобы он мог высохнуть. Это включает в себя проектирование сборок AAC с возможностью высыхания снаружи, внутри или и того, и другого. В некоторых ситуациях, когда ожидается внешний контакт с влагой, например, в местах, подверженных наводнениям, может иметь смысл использовать гидроизоляционный или гидроизоляционный слой на внешней стороне, но в таких случаях чрезвычайно важно, чтобы сборка могла высохнуть до интерьер. Следует проконсультироваться со специалистом по строительной науке, чтобы убедиться в правильности деталей.
Это включает в себя проектирование сборок AAC с возможностью высыхания снаружи, внутри или и того, и другого. В некоторых ситуациях, когда ожидается внешний контакт с влагой, например, в местах, подверженных наводнениям, может иметь смысл использовать гидроизоляционный или гидроизоляционный слой на внешней стороне, но в таких случаях чрезвычайно важно, чтобы сборка могла высохнуть до интерьер. Следует проконсультироваться со специалистом по строительной науке, чтобы убедиться в правильности деталей.
В качестве внутренней отделки рекомендуется использовать минеральную или гипсовую штукатурку — избегайте гипсокартона с бумажной облицовкой, когда возможно затопление.На внешней стороне используйте либо неорганическую штукатурку, либо деталь от дождя с обвязкой и накладным сайдингом, например фиброцементом, деревом или терракотой. (Для пожаробезопасных сборок следует избегать деревянного сайдинга.) При штукатурных и штукатурных покрытиях можно использовать интегральные пигменты для удовлетворения архитектурных потребностей.
AAC и ветровая нагрузка
При правильном армировании AAC может обеспечить высокую степень ветроустойчивости.Большая часть этой прочности обеспечивается усиленными вертикальными заполненными цементным раствором сердцевинами и связующими балками. Блок с сердечником должен быть указан при заказе AAC, поэтому важно заранее определить структурные требования, с которыми производитель должен быть в состоянии помочь.
Стеновые, кровельные и напольные панели с блокировкой AAC имеют соответствующую толщину и имеют стальную арматуру в соответствии с конкретными требованиями к конструктивному проектированию. Работая с производителем и / или инженером-строителем, можно достичь практически любого уровня требований к конструкции.С учетом прогнозов более сильных штормов в будущем, возможно, имеет смысл выйти за рамки минимально рекомендованных структурных решений с помощью AAC или любой другой строительной системы, если на то пошло.
AAC и насекомые
Мы мало что слышим о насекомых в дискуссиях о последствиях изменения климата, но это, вероятно, изменится. Ареалы термитов расширяются на север. Во многих тропических регионах, таких как Гавайи, строительство из стандартной древесины сегодня становится все более редким явлением, особенно из-за термитов Формозы.Если используется деревянный каркас, это должно быть обработанное дерево для защиты от повреждений термитами, а обработанное дерево несет в себе собственный набор опасностей для окружающей среды и здоровья. Ограничения, связанные с деревянным каркасом в тропических регионах, по мере потепления климата будут усиливаться по всей континентальной части США.
AAC обеспечивает альтернативу деревянному каркасу в районах, где ожидается или может ожидаться повреждение термитами в будущем. В то время как Дэн Леви использовал деревянный каркас для внутренних перегородок в северной части штата Нью-Йорк, в местах, где опасность термитов высока, можно использовать более тонкий блок или панели из AAC для интерьера , а также для внешних стен.
AAC и пассивная живучесть
Пассивная живучесть стала критерием проектирования после урагана «Катрина», когда ураган вызвал длительные перебои в подаче электроэнергии. Идея состоит в том, что здания должны быть спроектированы с сильно изолированными внешними оболочками и пассивными конструктивными элементами, чтобы они сохраняли пригодные для жизни условия в случае потери электроэнергии. Сам по себе AAC не обеспечивает достаточно высокий уровень изоляции в большей части Северной Америки, чтобы удовлетворить этому критерию, хотя сборки AAC имеют тенденцию быть очень герметичными.
Для удовлетворения требований пассивной живучести рекомендуется добавить внешнюю изоляцию. Для дома AAC в Вудстоке, штат Нью-Йорк, в котором мы остановились, Леви установил шесть дюймов жесткой минеральной ваты (материал Rockwool ComfortBoard, плотность которого составляет 8 фунтов на кубический фут). Благодаря монолитным стенам из AAC толщиной 8 дюймов и шести дюймам жесткой минеральной ваты стены Леви обеспечивают около R-35 с минимальным тепловым мостиком.
Благодаря монолитным стенам из AAC толщиной 8 дюймов и шести дюймам жесткой минеральной ваты стены Леви обеспечивают около R-35 с минимальным тепловым мостиком.
Кроме того, AAC с внешней изоляцией обеспечивает большую тепловую массу внутри изолированной оболочки.Это помогает поддерживать приемлемую температуру во время перебоев в подаче электроэнергии или потери топлива для обогрева. В сочетании с пассивным солнечным дизайном (например, окнами, выходящими на юг, затенением и естественной вентиляцией), эта тепловая масса может обеспечить безопасность такого здания в течение длительного времени без дополнительной энергии.
Другие особенности AAC
Наряду с вышеописанными преимуществами упругости AAC, этот материал также обеспечивает отличные акустические характеристики — особенно сборки, которые включают другие компоненты, такие как изоляционный слой или кирпичная обшивка.
Материал подходит для людей с химической чувствительностью. У Леви есть арендатор в квартире над гаражом, который не мог оставаться здоровым в обычных домах; она продается на преимуществах материала. Для применений, где острая химическая чувствительность является проблемой, может потребоваться внутренняя отделка цементной, известковой или гипсовой штукатуркой, а не акриловые покрытия.
Для применений, где острая химическая чувствительность является проблемой, может потребоваться внутренняя отделка цементной, известковой или гипсовой штукатуркой, а не акриловые покрытия.
С экологической точки зрения, AAC — неоднозначная вещь. Один из ключевых ингредиентов, портландцемент, имеет значительный углеродный след, хотя более низкая плотность ACC делает его лучше, чем стандартный бетон или бетонный блок. Согласно некоторым источникам, в некоторых областях песка становится мало, но это не похоже на проблему с AAC AERCON; их кварцевый песок добывается за две мили и измельчается в мелкий порошок на шаровой мельнице компании. Производство алюминиевого порошка энергоемко, но его используют в очень малых количествах: обычно 0.05 до 0,08% об. Когда и если появятся методы сокращения выбросов углекислого газа при производстве цемента, воздействие AAC на окружающую среду улучшится.
Самым большим недостатком AAC может быть незнание его в строительной индустрии Северной Америки. Строители и подрядчики очень консервативны и устойчивы к новым или незнакомым материалам. Другим недостатком является необходимость в слое изоляции в большинстве климатических условий Северной Америки, хотя здесь может стать доступным немецкий продукт AAC с прослоенным слоем AAC с более низкой плотностью (с более высоким значением R) в центре.
Пассивный дом Дэна Леви в Вудстоке с улицы. Солнечная батарея питает полностью электрический дом с нулевым потреблением энергии, тепловым насосом с воздушным источником, водонагревателем с тепловым насосом, вентилятором с рекуперацией тепла и светодиодным освещением. Фото: Алекс УилсонЗаключительные мысли
Впервые я написал об AAC в середине 1990-х годов в журнале « Environmental Building News ». Многие из нас тогда, в том числе европейские производители, построившие заводы AAC, думали, что это завоюет популярность и займет значительную долю рынка, но этого не произошло. Сегодня, когда интерес к устойчивости растет, я считаю, что перспективы AAC открываются многообещающе; он мог, наконец, стать здесь обычным строительным материалом.
Сегодня, когда интерес к устойчивости растет, я считаю, что перспективы AAC открываются многообещающе; он мог, наконец, стать здесь обычным строительным материалом.
Дэн Леви, консультирующий по вопросам строительства AAC и пассивного дома, поделился со мной своим энтузиазмом по поводу AAC. «Я видел слишком много деревянных каркасных построек, поврежденных влагой, термитами или другими насекомыми, сверлящими древесину, огнем, гнилью и плесенью», — сказал он мне. «AAC выглядит как бетон, но его легко резать с помощью деревообрабатывающих инструментов, поэтому я считаю, что он предлагает лучшее из всех возможных.Кстати, если вы хотите испытать этот дом на себе, в этом доме через Airbnb доступны две комнаты (хотя, если вы хотите сделать это, скорее всего, лучше, чем позже, так как Дэн может продать дом и переехать в его следующий проект AAC).
# # # # #
Наряду с основанием Resilient Design Institute в 2012 году Алекс является основателем BuildingGreen, Inc. Чтобы не отставать от его последних статей и размышлений, вы можете подписаться на его канал в Twitter .Чтобы получать уведомления о новых блогах по электронной почте, зарегистрируйтесь в верхней части страницы.
Чтобы не отставать от его последних статей и размышлений, вы можете подписаться на его канал в Twitter .Чтобы получать уведомления о новых блогах по электронной почте, зарегистрируйтесь в верхней части страницы.
Как это:
Нравится Загрузка …
Как сделать AirCrete — LandZero
С AirCrete легко работать, легко производить, он легкий и недорогой. Обладая базовыми навыками, вы можете сделать AirCrete и приступить к строительству дома даже менее чем за 10 000 долларов.
Если вы только знакомитесь с AirCrete, мы рекомендуем начать со статьи «Все, что нужно знать об AirCrete».
Aircrete — это не просто некачественный продукт для хобби, используемый для строительства домов в стиле хиппи. Фактически, его использовали для строительства домов по всей Европе, в частности в Германии. До такой степени, что огромный процент домов — это автоклавный газобетон. Хотя простые методы, показанные ниже, не используются для этих домов, они следуют тому же процессу. Единственная разница в том, что кирпичи AAC изготавливаются с высокой точностью и закупаются у уже сформировавшихся профессиональных компаний в Европе. Удивительно, но в Соединенных Штатах и многих других странах этот способ не совсем понятен и не так легко доступен.В Соединенных Штатах стандартом всегда были дома с деревянным каркасом. У этих домов есть недостатки, такие как опасность возгорания, термиты и проблемы с плесенью. Это похоже на то, что у лесозаготовительных компаний есть монополия, это наблюдается со строительными департаментами в графствах, они почти даже не рассматривают альтернативные варианты, потому что это не очень хорошо понимается в Штатах.
Единственная разница в том, что кирпичи AAC изготавливаются с высокой точностью и закупаются у уже сформировавшихся профессиональных компаний в Европе. Удивительно, но в Соединенных Штатах и многих других странах этот способ не совсем понятен и не так легко доступен.В Соединенных Штатах стандартом всегда были дома с деревянным каркасом. У этих домов есть недостатки, такие как опасность возгорания, термиты и проблемы с плесенью. Это похоже на то, что у лесозаготовительных компаний есть монополия, это наблюдается со строительными департаментами в графствах, они почти даже не рассматривают альтернативные варианты, потому что это не очень хорошо понимается в Штатах.
Хорошая новость: вы можете сделать их сами в любой точке мира, и это здорово. Продукты из бетона, пенообразователя и воздуха легко доступны по всему миру.Они легкие, с ними легко работать, поэтому вы можете построить дом самостоятельно. Давайте разберемся, как это сделать.
Как сделать AirCrete, основные шаги.

Дело в том, что приготовление AirCrete похоже на выпечку чего угодно на кухне по рецепту. Использование правильных измерений настолько важно, что вам необходимо получать стабильные качественные результаты. Другими словами, будьте научны и не срезайте углы, ведь это все-таки используется для постройки дома. Очень важны правильные методы взвешивания и измерения вашего Aircrete и смеси.
Заявление об ограничении ответственности : Это информативная статья, и вы строите дом на свой страх и риск. Лучшие рецепты AirCrete могут и будут обсуждаться другими членами сообщества, поэтому проявите должную осмотрительность и изучите все рецепты и методы, прежде чем начинать свой проект. Когда дело доходит до строительства жилища, нужно многое понять, и это не то, о чем вы хотите срезать углы. AirCrete можно сделать с помощью обычного средства для мытья посуды, пенообразователей и метода закачки в него воздуха.Но поймите, вы можете добавить волокна для прочности и использовать много разных форм. В этой статье мы рассмотрим ваш основной недорогой метод изготовления AirCrete своими руками.
В этой статье мы рассмотрим ваш основной недорогой метод изготовления AirCrete своими руками.
Принадлежности
- Кухонные или почтовые весы.
- Бетономешалка.
- Бочка емкостью 50 галлонов и большое ведро
- Формы для кирпичей, плит или фасонных рам
- Стандартный мешок бетона 94 фунта
- 2 чашки мыла Dawn Dish Soap (Вы можете попробовать другие мыла, но оно должно сильно пениться, мыло Dawn работает хорошо)
- Легкодоступный источник воды
- Воздушный компрессор 90psi, по крайней мере.
- A C Генератор постоянной пены (примером является Little Dragon)
Готовность к предварительному смешиванию — Вам нужен фундамент, это совсем другая тема, и он должен быть сделан из обычного бетона. Ваш фундамент должен быть построен в соответствии со спецификациями, а планы строительства должны быть тщательно продуманы. Такие вещи, как электрические и водопроводные сети, также должны быть перед фундаментом, сначала узнайте об этом или обратитесь за помощью.
Ваш фундамент должен быть построен в соответствии со спецификациями, а планы строительства должны быть тщательно продуманы. Такие вещи, как электрические и водопроводные сети, также должны быть перед фундаментом, сначала узнайте об этом или обратитесь за помощью.
Сделайте рамы для своего AirCrete, это тоже то, что вам нужно, исходя из ваших планов по размеру кирпичей или плит, которые вам подходят. Обычно это деревянные рамы, напоминающие коробку из кирпичей или плит нужного вам размера. Вы также можете сделать их большими и вырезать кирпичи из основной плиты после того, как она застынет. Правильно сделанный AirCrete похож на очень легкий крем для бритья, вам нужно взвесить его на консистенцию и плотность пены. Пену AirCrete необходимо закачать в форму и должным образом отвердить, чтобы получить цельные кирпичи, а затем вы удалите их из каркаса для готовых кирпичей, которые будут использоваться для строительства.С AirCrete есть много возможностей, вы даже можете накачать его в заранее подготовленный дом, поэтому сначала изучите свои варианты.
Шаг 1 — Вы будете использовать план с соотношением 40: 1, например, 5 галлонов воды на две чашки или 16 унций выбранного вами вспенивающего агента (например, мыло для рассвета). Существуют и другие пенообразователи, например профессиональные пенообразователи, но мыло Dawn работает хорошо. Хорошо перемешайте воду и пенообразователь в ведре. Не срезайте углы, это должны быть точные измерения.
Шаг 2 — Используйте генератор пены (Little Dragon, см. Ссылку выше), который подключен к воздушному компрессору с минимальным давлением 90 фунтов на квадратный дюйм.Пришло время заправить генератор, набрать давление и приготовить водную смесь. Начиная с настройки 0 фунтов на квадратный дюйм, заправляйте генератор через трубку до тех пор, пока не пойдет вода, и медленно увеличивайте давление до 60 фунтов на квадратный дюйм, пока не начнет выходить мнимая пена. Эта смесь очень важна, поскольку в дальнейшем она определяет качество AirCrete. Если это не сделать правильно, ваш AirCrete может стать хрупким или непригодным для использования. Как только у вас будет пена для размышлений, вам нужно измерить, что выходит.
Если это не сделать правильно, ваш AirCrete может стать хрупким или непригодным для использования. Как только у вас будет пена для размышлений, вам нужно измерить, что выходит.
Используя квартовую емкость, обнулите емкость на весах, чтобы не учитывать ее вес.Добавьте пену в контейнер для кварты до самого верха, смесь должна быть примерно 3 унции на кварту или 80 г на литр. Если у вас низкий вес, увеличьте давление воздуха в фунтах на квадратный дюйм, чтобы уменьшить вес, или уменьшите давление воздуха в фунтах на квадратный дюйм, чтобы набрать больше веса, пока смесь не достигнет желаемых 3 унций на кварту. Это будет ваша настройка psi, с которой можно продолжить, и следующий шаг готов.
Шаг 3 — Используя 50-галлонную бочку, смешайте 94-фунтовый мешок цемента и 6 галлонов воды. Отмеряя воду сначала до 6 галлонов, медленно добавляйте цемент, используя бетономешалку (двигатель может перегружаться, если вы вылейте его сразу).Обязательно соскребите стороны и получите очень хорошую смесь, пока не будет бетон. Перед следующими шагами должна получиться гладкая красивая бетонная смесь без комков снизу вверх от барабана. Используйте меры предосторожности, такие как маска, вы не хотите, чтобы бетон попадал в легкие.
Перед следующими шагами должна получиться гладкая красивая бетонная смесь без комков снизу вверх от барабана. Используйте меры предосторожности, такие как маска, вы не хотите, чтобы бетон попадал в легкие.
Шаг 4 — Пора закачать смесь воды и мыла в бетон. Использование спирального миксера или насадки для пеногенератора типа «маленький дракон». Поместите пенный стержень в бетонную смесь, постоянно перемешивая спиральным миксером или маленькой насадкой-драконом на высокой скорости, оба одновременно рядом друг с другом.Смесь для пенопласта AirCrete будет медленно подниматься по мере проникновения пены в бетон. Выполняйте этот процесс до тех пор, пока ведро на 50 галлонов не будет полностью из пеноматериала, без тяжелого бетона. Смесь достигает примерно 45 галлонов, что немного меньше 50-галлонной бочки. На этом этапе ваш AirCrete будет готов для ваших форм.
Шаг 5 — Оттуда вы можете налить, перекачивать или перелопатить смесь в формы или обрамления, которые вы сделали. Например, формы для изготовления кирпичей, плит или любой другой формы каркаса по вашему выбору. Как только пена окажется в ваших формах, выровняйте ее и сделайте чистой и плоской, чтобы она застыла.Дайте пене застыть и превратиться в твердый AirCrete. Время для этого зависит от вашей погоды, поэтому вам следует сначала протестировать партию. При извлечении или снятии рамы AirCrete должен быть твердым, похожим на бетон, но с пузырьками воздуха внутри. Некоторые обнаруженные проблемы могут быть связаны с хрупким AirCrete или некоторыми кирпичами, состоящими из смеси тяжелого бетона с AirCrete. Чтобы овладеть этим, может потребоваться некоторая практика, поэтому постарайтесь сделать это правильно, прежде чем строить.
Немного беспокоитесь и хотите тренироваться?
На Домегайе вы можете получить планы строительства, помощь и практические занятия по всему миру, а также купить необходимые инструменты.Их веб-сайт тоже полон вдохновения, взгляните на впечатляющие стили, которые вы можете создать с помощью AirCrete. У них даже есть планы строительства базового купольного дома, который можно сделать менее чем за 10 тысяч долларов. Уроки с Домегайей настоятельно рекомендуются просто для того, чтобы по-настоящему познакомиться с процессом от начала до конца. Они происходят по всему миру, стоимость может варьироваться от 1 до 2 тысяч долларов в зависимости от страны. Вы так много узнаете об AirCrete, начиная с основы, смешивания и заканчивая строительством, он затронет все, что вам нужно для начала работы.
Вот несколько выделенных указателей, которых стоит коснуться.
- Убедитесь, что дом защищен от атмосферных воздействий, если вы построили его из AirCrete, то есть внутри и снаружи. Это лучший способ продлить срок службы вашего дома AirCrete.
- Если вам нужны усиленные блоки AirCrete, вы можете использовать волокна и добавить их в смесь. Это на самом деле делает AirCrete более прочным и прочным. Также утверждается, что некоторые профессиональные пенообразователи лучше, чем мыло для посуды, если вас устраивает стоимость, это может быть чем-то, что стоит изучить.
- При строительстве рекомендуется использовать обычный бетон для фундамента. Полностью рекомендуется использовать этот метод, в этой части может потребоваться профессиональная помощь, если вы не знаете, как это сделать.
- В зависимости от вашей страны, штата и округа. Обязательно посоветуйтесь со строительными чиновниками перед тем, как начать. Некоторые совершенно не знают об AirCrete, поэтому определитесь с планом после разговора с ними. Меньше всего вы хотите, чтобы они сказали вам, что это непригодно для жизни.Поверьте, мы специализируемся на необработанных землях, поэтому мы знаем, что некоторые округа отклонят ваши планы на использование AirCrete просто потому, что их нечасто используют.
- Если вы не разбираетесь в электрике и сантехнике, обратитесь за помощью в этих категориях к профессионалу. Это важно сделать до того, как вы начнете, потому что проводку и водопровод нужно спланировать заранее, даже до фундамента. Не возитесь с электричеством или водопроводом, если не уверены, что сможете с этим справиться. Даже если строительный отдел одобрит вас, они могут отклонить вас позже из-за плохого выполнения электромонтажа.
- Проявите супер-творческий подход, подумайте о добавлении камней, стеклянных бутылок для вина, ландшафтного дизайна AirCrete, такого как рыбные пруды, окон классной формы, круглых дверных рам, стоек AirCrete, сидений в помещении и многого другого. Вы можете накачать пену в структурированные формы всех видов, так что представьте себе возможности. На сайте Domegaia есть несколько отличных идей.
- Узнайте о том, как поддерживать свою структуру, вы не хотите, чтобы погода была повреждена. Также знайте ограничения в отношении места вашего проживания, например, проливной дождь или крупные стихийные бедствия в этом районе.Есть способы укрепить вашу конструкцию в зависимости от условий местности. Заранее спланируйте эти вещи и поддерживайте дом на долгие годы.
Заключение
В целом, если вы можете купить землю менее чем за 10 тысяч долларов, как мы продаем на LandZero, и строить с помощью AirCrete за 10 тысяч долларов, вы создаете стиль для дома по очень низкой цене и без ипотеки. Чем более уникальным будет здание, которое вы сделаете, тем больше привлекательность этого района откроет другие возможности даже для получения дохода. Вы можете сдать их напрокат на AirBnb за немного денег.Некоторые из самых популярных вариантов аренды на AirBnb — это уникальные дома, которые дарят кому-то особые впечатления. Вы можете даже снять небольшой отель или хостел, возможности безграничны.
Если можете, сделайте снимки и видео своего прогресса и опубликуйте их в Интернете. Это небольшое сообщество AirCrete, которое исследует, и видеоролики о проектах действительно мотивируют всех нас. Поделись с миром!
Мы желаем вам всего наилучшего в ваших строительных целях! У всех есть желание жить по-своему, но лишь немногие.Посетите наш блог, чтобы узнать больше о жизни вне сети, жизни на земле и даже за границей.
22 апреля 2019 Стивен Яблонски
Ремонт железобетона автоклавного газобетона
Армированный газобетон в автоклаве (RAAC) был популярным материалом в качестве конструкционного материала в учебных, коммерческих и промышленных зданиях в период с 1950 по 1980 год. В основном он использовался для изготовления сборных стеновых панелей и досок плоских крыш в заводских и складских блоках.«Siporex», например, был распространенным патентованным брендом стеновых панелей RAAC.
Однако термин автоклавный газобетон (AAC) является немного неправильным, поскольку это не настоящая форма бетона. AAC не является конкретным по составу материалов или по своим физическим свойствам (Noy and Douglas, 2005).
AAC также использовался для блоков в блочной кладке стен, а также для сборных стеновых и кровельных панелей в малоэтажной жилой недвижимости. Его изготавливают в условиях отверждения паром под высоким давлением путем введения пузырьков газа в цементную или известковую смесь.Готовый продукт представляет собой однородный ячеистый материал, который можно классифицировать как «вспененный раствор», хотя иногда его ошибочно называют «пенобетон» (Noy and Douglas, 2005). В каком-то смысле это аналог «негрубого» бетона в отличие от «негрубого» бетона. В результате RAAC относительно легкий и обладает хорошими теплоизоляционными свойствами.
ОднакоRAAC, как и обычный портландцемент (OPC), подвержен деградации под действием воды. Конденсация в межклеточном слое и проникновение дождевой воды являются его основными механизмами разрушения, связанными с влажностью (Noy and Douglas, 2005).Это может привести к коррозии арматуры. Наряду с ползучестью это может привести к провисанию таких элементов, как планки крыши, более чем на 50 мм — в зависимости от пролета. Конструктивно блоки и доски AAC подвержены следующим основным проблемам:
• Стены полостей, содержащие блоки AAC, могут иметь недостаточную прочность на изгиб для передачи ветровых нагрузок или плохо выдерживать ударные нагрузки, все из которых усугубляются плохим состоянием кладки, отсутствием связей между створками или несоответствием фиксирующих креплений. .
• Поскольку их модуль упругости низкий, доски AAC не так прочны, как железобетонные плиты, и поэтому более склонны к провисанию. Когда они используются в качестве несущего настила на плоских крышах, это приводит к образованию луж.
• Доски для плоской крыши «Siporex» могут иметь более низкий коэффициент защиты от подъема, чем требуется текущим британским стандартом, из-за неадекватных удерживающих ремней.
• Существует риск разрушения при сдвиге при опоре досок крыши на оголовье стены.
Степень деформации панелей RAAC, обнаруженная во время первоначального обследования здания, определит требуемый отклик. Как правило, в указанных обстоятельствах применяются следующие действия:
• Отклонения, вызывающие значительное скопление воды, замените крышу.
• Прогиб более 1: 100, замените крышу.
• Прогибы более 1 из 150, контролировать ежегодно.
• Прогиб более 1 из 200, контролировать каждые 5 лет.
Традиционно метод ремонта заключается в замене дефектной деки. Это, конечно, дорогой, трудоемкий и разрушительный вариант.
Однако компания «Metsec Building Products» разработала подходящий метод ремонта, который устраняет необходимость в замене кровли этих настилов. Он предполагает установку под потолком из досок RAAC облегченной конструкции из стальных зубчатых и решетчатых балок. Зубчатые балки имеют глубину около 175 мм (в зависимости, конечно, от пролета) и расположены на уровне 2.4 м центров. Подрешетка из решетчатых балок глубиной 100 мм расположена по адресу
.Расстояние между зубчатыми балками составляет 800 мм. Специальные трубы устанавливаются между номинальным зазором 50 мм между верхом балок и нижней частью досок. Затем он надувается, чтобы поднять поврежденные доски с помощью запатентованного процесса, называемого «точный подъем воздуха». Затем в зазор между верхней частью балок и перекрытием вдавливается безусадочный раствор, чтобы доски удерживались на месте после того, как они были подняты.
Читать здесь: Укрепление существующих зданий Преамбула
Была ли эта статья полезной?
В поисках альтернативы бетону Преимущества автоклавных газоблоков перед деревянными
NEWPORT NEWS, Va.- Рэй Эмерсон почти закончил строительство своего дома.
«Моя жена все время спрашивает меня, когда он будет готов», — сказал он, смеясь.
Терпение Сандры Эмерсон, возможно, истощается — он начал строительство дома пять лет назад, — но ее ожидание того стоит. Дом большой, но доступный по стоимости строительства и не требует больших затрат на отопление и охлаждение. Термитам будет сложно атаковать его, а он построен выше уровня наводнения.
«Я строю эту штуку на ограниченных средствах», — сказал 55-летний Рэй, владелец F.W. Emerson Masonry, семейный бизнес, который его отец начал в 1949 году. Помимо сокращения расходов, выполняя большую часть работы сам, ему помогали его братья Кэрол, Ларри и Гарри, шурин Дэвид Уэсткотт и друг-подрядчик. Дэн Гвинн.
Даже с помощью семьи и друзей он заставляет свои расходы — около 230 000 долларов на один только дом — простираться довольно далеко. Двухэтажное кирпичное здание занимает площадь 4000 квадратных футов. Это означает, что он строит его менее чем за 60 долларов за квадратный фут, что ниже типичных 100–150 долларов за квадратный фут, которые стоят в большинстве вновь построенных домов.
Цена не включает стоимость земли — акр и 300 футов вдоль Бэк-Крик в Йорктауне. Семья Эмерсонов уже проживала в небольшом доме на части владения, но ураган «Изабель» затопил и разрушил его. После того, как шторм оставил их без крова, они переехали в семейный дом в двух шагах от ручья.
Рэй считает, что он существенно сэкономит на счетах за отопление и охлаждение, потому что он использовал около 1400 блоков из автоклавного газобетона вместо деревянных гвоздей 2 на 4 для каркаса дома.Его блоки большие — 12 на 24 на 8 дюймов по сравнению со стандартным шлакоблоком 8 на 8 на 16 дюймов. Возможны другие размеры.
Они сделаны из смеси цемента, воды, песка и известняка. Когда добавляется алюминиевый порошок, смесь превращается в «пенобетон», который сначала изготавливается в виде больших плит, а затем нарезается на сплошные блоки. Затем их отверждают в паровой камере под давлением или автоклаве.
В процессе производства блоки заполняются тысячами крошечных пузырьков воздуха, которые обеспечивают изоляционные свойства выше среднего — значение R27 по сравнению с R13 для стандартной изоляции в стене с деревянным каркасом, говорит он.Изоляционные материалы измеряются в значениях R; чем больше число, тем лучше.
«Эти большие старые блоки тоже плавают», — сказал Роберт Крайнер из Criner Remodeling, также в Йорктауне. Крайнер путешествует по стране, проводя строительные семинары на строительных конференциях, и он знаком с достоинствами и недостатками газобетонных блоков.
«Это здания другого типа, поэтому вам придется заново учиться строить», — сказал Крайнер. «Но в итоге вы получите очень сильный и крепкий дом.»
Газобетонные блоки закреплены на тонкозастывающем растворе, их легко режут только ручной пилой или любым другим деревообрабатывающим инструментом. С добавлением кирпича на поверхность блоков стены в доме 12 дюймов.
» Нет — изоляция в этом доме, потому что это изоляция », — сказал Крайнер, похлопывая по внешней стене дома.
В доме также минимум древесины, особенно на уровне земли, что означает небольшой потенциал для проблем с термитами. Древесина встречается только внутри стены, крыша и мансардные окна.
Для чернового пола внизу Рэй использовал материал AAC, из которого изготовлены панели пола весом 900 фунтов, шириной 2 фута и длиной 18 футов.
Арматура, металлические стержни для армирования бетона, проходят по периметру дома, в нижние колонтитулы бетонного фундамента и между 49 панелями пола, помогая связать все вместе для дополнительной прочности.
Блоки, панели, раствор и опорные перемычки над окнами и дверями обошлись ему примерно в 12 000 долларов, включая фрахт.По его оценкам, это примерно на 5 процентов больше, чем можно было бы потратить на деревянную раму.
Примерно 3000 футов излучающих тепловых трубок змеятся через 1-дюймовую бетонную плиту, залитую поверх панелей пола. Водяное лучистое отопление согреет нижний этаж, а тепловой насос позаботится о комнатах наверху. Система лучистого отопления для 2200 квадратных футов на первом этаже стоила около 8000 долларов.
«Мой зять говорит, что думает, что я смогу обогреть этот дом спичками», — сказал Рэй.«Я надеюсь на это, потому что я пытался сделать этот дом очень энергоэффективным».
Краткая информация
· Название: Газобетон автоклавный.
· Как это сделано: смесь цемента, извести, воды и песка смешивается и помещается в стальную форму. Вводится небольшое количество алюминиевого порошка, который помогает образовывать миллионы пузырьков воздуха, в результате чего смесь расширяется так же, как поднимается хлеб. Эти миллионы крошечных воздушных ячеек обеспечивают превосходную теплоизоляцию, помогая сократить счета за охлаждение и отопление.
· Чем это хорошо: изолирует от холода и жары. Противостоит огню и сильному ветру. Поглощает звук. Не гниет и не разлагается.
· Как это закончить: Покройте штукатуркой, облицовкой из тонкого кирпича, плиткой, сайдингом или краской. Полы могут быть покрыты коврами, выложены плиткой или отделаны деревом.
· Дополнительная информация: Посетите Ассоциацию автоклавных газобетонных изделий на сайте http://www.