Изготовление форм из гипса – Как сделать гипсовую форму для изготовления однотипных изделий.
Формы для изделий из гипса
Формы для гипсовых изделий могут быть гипсовыми, эластичными клеевыми и формопластовыми, силиконовыми, комбинированными, цементными, бетонными, деревянными, металлическими и даже из пенопласта.
Гипсовые формы (черновые) делают, как правило, с мягких моделей и используют только для получения одной гипсовой отливки, после чего форму расколачивают.
Эластичные формы снимают преимущественно с твердых моделей в тех случаях, когда требуется передать все мельчайшие ажурные детали модели.
Комбинированные формы сочетают в себе эластичные и гипсовые кусковые формы. Формы делаются открытым или закрытым способом.
Изготовление формы:
Простейшая небольшая форма для поделок из гипса готовится следующим образом. В небольшой короб (картонную коробочку) наливается гипсовый раствор слоем около 1 см. Короб нужен, для того чтобы гипс не растекался. Когда он затвердеет, на этот слой укладывается предварительно смазанная маслом или вазелином модель.
Когда форма затвердеет, но еще не окончательно просохнет, половинки с помощью тонкого ножа (лезвия) следует разъединить. В форме необходимо ножом вырезать литейник в виде воронки, доходящей до самой модели. Модель убирается. Половинки форм готовы.
Чтобы отлить копию модели, половинки форм смазываются маслом или вазелином, плотно прижимаются друг к другу (помогают в этом «замки»), можно стыки обмазать пластилином, через литейник в образовавшуюся полость заливается подготовленный гипсовый раствор. После затвердения гипса, форма разъединяется, и копия модели осторожно извлекается.
Гипсовые изделия для отделки внутренних помещений зданий отливают главным образом в эластичных формах, разновидностью которых являются клеевые (желатиновые). Клей (желатин) благодаря своей эластичности позволяет снимать форму с модели любой сложности. При хорошем уходе за формой в ней можно сделать до 60 отливок. Эти формы удобны также тем, что в отличие от гипсовых форм позволяют не зачищать швы на отливке, кроме бокового шва.
Клеевые формы делают из желатина или столярного клея открытым или закрытым способом. Сначала готовят клей. Желатин (7 кг) заливают теплой водой (0,5 л) и выдерживают 20-30 минут, пока он разбухнет. Плитку столярного клея разбивают молотком на мелкие куски и вымачивают их в течение суток в воде, меняя ее 2-3 раза, затем, добавив 1,5 л горячей воды, варят на водяной бане до готовности. Клееварка должна быть плотно закрыта крышкой. В конце варки добавляют 300 мл воды и 500 г технического глицерина.
Клеевую форму открытым способом готовят следующим образом. Модель раствором гипса прикрепляют к гипсовой плите, вокруг нее устанавливают деревянные бруски-бортики с небольшим наклоном внутрь. Модель, плиту и бортики покрывают 1-2 раза лаком. Когда лак подсохнет, смазывают смазкой и оставляют на 12 часов. Затем модель обливают клеем (посуду с ним держат над моделью в 10 мм). Через сутки убирают бортики, с модели снимают клеевую форму. На форму слоем не более 3 см наносится гипсовый раствор – получится кожух, верх которого делают плоским, чтобы его можно было поставить на стол при изготовлении отливок. Через час кожух снимают с формы. На нем останутся два «замка» в виде выпуклостей там, где были вырезаны предварительно углубления-метки на форме (как при изготовлении гипсовой формы). Затем кожух внутри 2-3 раза покрывают лаком, чтобы форма плотно лежала в нем. Саму форму обезжиривают тальком, квасцами или формалином.
Клеевая форма закрытым способом. Сначала подготавливается модель. Модель из мрамора, кости, дерева, бронзы предварительно следует покрыть густой мыльной пеной, хрупкое изделие, например, из терракоты, — обернуть фольгой, обычную модель накрывают кусочками влажной бумаги. Подготовленную модель облепливают глиной слоем в 1 см, хорошо выравнивают ее поверхность, покрывают стеариновой смазкой и делают в глине углубления-метки для фиксации кожуха. Затем модель сверху заливается гипсовым раствором — это и будет кожух. Через час кожух можно снять, внутри его следует покрыть шеллачным лаком.
В самых высоких местах кожуха просверливают одно отверстие (суженное наружу) диаметром 4-5 мм для воронки, и второе диаметром 3-4 мм для выхода воздуха. Затем модель (уже без глины) накрывается кожухом и в пространство между кожухом и моделью через воронку заливается клей (при температуре 55°С). Этот слой клея и образует форму. Через сутки кожух снимают, а форму разрезают специальным ножом (на конце лезвия ножа есть изгиб под углом 120°), на одной стороне формы получается углубление, на другой — выпуклость, что предохраняет части формы от сдвига при изготовлении уже самой копии модели.
В последнее время наибольшей популярностью пользуются формы из формопласта. Они водоустойчивее и эластичнее по сравнению с клеевыми, не усыхают, дольше сохраняют гибкость и эластичность, что позволяет делать в ней до 400 и более отливок, четко воспринимают все мелкие детали модели и точно передают их на отливках.
Формопластовые формы не требуют дубления и смазки, в результате чего сокращается время изготовления отливка, повышается оборачиваемость форм. Но изготовление формопластовых форм имеет один недостаток — формопласт при нагревании выделяет резко пахнущий и вредный газ.
Сначала перед отливкой формы модель подготавливается. Одни модели из твердых материалов очищаются от разных жировых покрытий, краски, лака с помощью растворителя, ацетона или жидкости для снятия красок. Другие модели (фарфоровые) смазываются кипяченым растительным маслом и нагреваются до температуры 40°С. Хорошо просушенную модель из гипса с помощью кисти два раза пропитывают горячей натуральной олифой, в которую добавляют 5-10% канифоли. Олифа заполняет поры гипса. Если при этом на модели образовалась пленка, ее размывают скипидаром с помощью кисти, модель просушивают, чтобы скипидар улетучился, а затем вновь пропитывают смесью олифы и канифоли.
Из формопласта также можно изготовить формы открытым или закрытым способом.
Затем снимают кожух с модели снизу вверх и, выполнив необходимые подготовительные операции, снова надевают кожух на чистую модель (модель должна быть влажной, но без капель воды). В пространство между моделью и кожухом через воронку вливается расплавленный формопласт. Температура наливаемого формопласта должна быть 125-128°С. При заливке формопласта более низкой температуры форма будет расслаиваться. Наливая на модель формопласт, струю направляют на наиболее высокую часть рельефа, чтобы масса постепенно и равномерно растекалась по всей модели. Как только форма остынет до 60°С, ее снимают с модели. При снятии формы с крупных бюстов форму и кожух на модель делают из двух половин, то есть разъемными, так как целый кожух трудно снять с крупной модели.
Силиконовая форма. Делается контейнер для заливки из любого жесткого материала (стеклопластик, ДСП, деревянные дощечки и т. п.). В контейнере не должно быть щелей, поэтому все части обечайки соединяются клеем. Можно просто взять подходящую по размеру емкость (например, ящик). Берется скульптурный незатвердевающий пластилин (нельзя брать детский пластилин — он очень липкий, от него трудно будет очистить модель), равномерно укладывается почти до половины контейнера. Поверхность пластилина должна быть гладкой, без щелей.
Теперь измеряется необходимый объем формообразующего материала. Для этого насыпается в контейнер сыпучий материал, который потом высыпается в мерную емкость. Поверхность модели смазывается разделительной смазкой. Для силиконовой формы нельзя использовать силиконовую смазку, используют жировую, восковую смазку или мыльный раствор. Компоненты формовочной массы смешиваются по инструкции и медленно тонкой струйкой заливаются по контуру обечайки, чтобы не появились пузыри. После отверждения верхней части формы аккуратно удаляется пластилин, снова смазывается поверхность модели и формы, включая замки. Готовится формовочный материал и заливается вторая часть формы. После полного отверждения второй части форма разнимается и модель извлекается. Форма готова.
mirzam.ru
Литье из гипса: технология, силиконовые формы изготовление
Гипс — доступный и легкий в обработке материал. С доисторических времен литье из гипса наравне с лепкой из глины использовалось для изготовления различных поделок, игрушек и ритуальных фигурок.
 Фигурка мальчика методом литья из гипса
Фигурка мальчика методом литья из гипсаИ в наши дни гипс сохраняет свою популярность как поделочный материал. Из него делают также украшения и детали масштабных моделей техники.
Процесс литья из гипса
Процесс литья из гипса состоит из нескольких этапов. Само литье в гипсовые формы занимает минуты, гораздо больше времени уходит на подготовительные и завершающие операции. К подготовительным относятся:
- Изготовление модели изделия.
- Проектирование и изготовление формы, или опоки.
- Подготовка материалов для литья смазывания формы.

Процесс литья из гипса
Проверьте, чтобы все необходимые материалы, оборудование и инструменты были под рукой, отмыты и очищены после прошлого раза. Счет при отливке идет на минуты.
Непосредственно перед литьем в гипс следует произвести смазывание опоки и смешивание раствора для литья. Заливать растров в отверстие следует тонкой струйкой, обязательно давая воздуху возможность выйти. После заливки форму надо повращать и слегка потрясти, чтобы добиться максимального прилегания раствора к мелким деталям рельефа.
Завершающие операции не менее важны. Они так же определяют качество изделия. К ним относятся
- Сушка (при естественной температуре или на радиаторе). Слишком быстрая сушка может привести к растрескиванию отливки.
- Разборка формы. Если она плохо отходит от изделия, можно легонько обстучать ее деревянным или резиновым молоточком.
- Удаление литников и доработка деталей готового изделия.
- Очистка опоки (если планируется еще одна или несколько отливок).
Литье в гипсовые формы немного отличается от литья в формы из силикона. Силикон не нуждается в смазке, он упруг и из него легче извлекать отливку, к тому же он дает больше возможностей для проработки деталей.
Необходимое оборудование и материалы
Для отливки изделий из гипса не требуется высокопрофессиональное оборудование. Процесс вполне доступен в любительской домашней мастерской.
Важно: подготовка, сам процесс литья и завершающие операции связаны с появлением большого количества пыли. Обязательно должна быть обеспечена качественная вентиляция и уборка помещения. Не стоит заниматься этим в жилых помещениях и в домах, где живут аллергики. Кроме того, смесь воздуха и пыли в определенной концентрации взрывоопасна. Избегайте использования открытого огня в мастерской.

Формы для отливки из гипса
Основным оборудование является форма для отливки. Для ее изготовления сначала следует подготовить модель изделия. Для этого подходит пластилин, полимерная глина, любой пластичный материал. Если делают копию, то моделью является сам оригинал. Обязательно нужно наметить на модели линию стыка половинок будущей формы.
Важно правильно подобрать материал для опоки. Если готовится маленькая формочка для литья кулона или деталей масштабной модели техники — подойдет жесткий картон. Для литья крупных отливок лучше взять многослойную фанеру — ее не разопрет большой массой гипса.

Опока из жесткого картона для литья из гипса
Понадобятся также:
- Емкость для смешивания гипса с водой.
- Стакан с носиком для заливки гипса.
- Резинки для стягивания частей формы.
- Кисточки для смазки.
- Дрель для сверления отверстий.
- Шпатели и ножи.
- Картон и скотч.
Гипс для литья следует выбирать самый лучший. Строительный алебастр можно применять, в крайнем случае, его лучше просеять через сито 0.2 мм, убедиться в том, что он достиг «пуховой» консистенции, не содержит комочков и посторонних включений.

Смазка формы для литья из гипса
Смазку для формы можно приобрести готовую, а можно изготовить самостоятельно из натертого на терке детского мыла, воды и подсолнечного масла.
Изготовление форм для литья из гипса
Наиболее используемыми материалами являются сам гипс и силикон.
Формы из гипса являются традиционными и привычными для многих поколений мастеров. Они более требовательны к уровню мастерства при изготовлении. В последние десятилетия их все больше теснят формы из силикона.
Формы, которые сделаны из силикона, отличаются высокой точностью, возможностью проработки мелких деталей, легкостью изготовления и снятия ее с отливки. Несколько дороже обходится исходный состав, но это компенсируется повышенной технологичностью и долговечностью.
При проектировании и изготовлении формы важно обращать внимание на:
- Тщательность проработки деталей.
- Способ соединения половинок формы и их последующей разборки
- Способ фиксации половинок друг относительно друга
- Расположение отверстий для литья. Оно должно позволить жидкому гипсу проникать во все уголки формы и полностью заполнять ее.
- Конфигурация опоки должна давать пузырькам воздуха свободный выход.
Для фиксации частей опоки друг относительно друга обычно используют резиновые ленты. Для маленьких изделий подходят резинки для денег, для более крупных их вырезают из велосипедных или автомобильных камер.
Изготовление гипсовых форм для литья
Литье в гипсовые формы требует определенного навыка, хорошего планирования и точной координации действий мастера. Как сделать форму для литья из гипса?
Сначала вокруг модели будущего изделия строится опока — ящичек из картона, обклеенного скотчем, или жесткого пластика. Щели между основанием и стенками помазываются пластилином. Модель покрывается смазкой и размещается внутри опоки на равных расстояниях от дна и стенок. В качестве подпорки используют кусочки пластика, картона. Иногда просто подвешивают модель на нитках.

Гипс разводят до консистенции сметаны
Гипс разводят до консистенции сметаны, кисточкой наносят на сложные элементы рельефа модели — углы, впадины и т.п. Все готово к литью. Потом заливают модель до линии стыка половинок опоки и оставляют гипс загустевать.

Гипсовая форма для литья
После загустевания проверяют, насколько хорошо модель отделяется от нижней половинки, смазывают ее и модель и заливают верхнюю половину формы. После загустевания верхней половинки по углам сверлят отверстия для штифтов, которые будут фиксировать половинки при отливке. После этого верхнюю половинку снимают, модель удаляют. Опока готова к отливке. Если вы начинающий мастер, запланируйте достаточно времени на приобретение опыта и наработку навыков. Литье в гипс может получиться не с первого раза.
Область применения литья из гипса
Литье из гипса применяется как на промышленных предприятиях для изготовления деталей отделки помещений, так и в авторских мастерских. Мастера льют из гипса весьма широкий ассортимент
- Авторские элементы декора помещений
- Статуэтки и даже большие статуи, вплоть до моделей для последующего литья из металлов
- Небольшие украшения
- Игрушки
- Детали для масштабных моделей техники

- Небольшие украшения из гипса

- Игрушки из гипса

- Статуэтки из гипса
- Авторские элементы декора помещений

Этим перечнем область применения не ограничивается. Мастера придумывают все новые и новые области применения литья из гипса — везде, где нужно создать детали со сложными поверхностями и рельефом, а требования к прочности и износостойкости не являются критически важными.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
процесс изготовления черновой формы – мастер-класс для начинающих и профессионалов
Я детально опишу процесс изготовления так называемой черновой формы на примере условной кукольной головы. Перечень необходимых инструментов и материалов для изготовления гипсовой формы для литья из шликерных масс описан здесь>>.
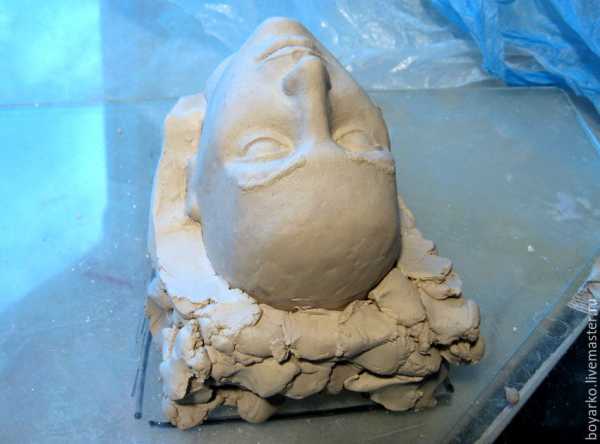
Итак, начинаем. Я вылепил из глины некую голову, из которой необходимо получить рабочую форму для литья.

Для изготовления рабочей формы нам нужна модель из гипса, а мы имеем лишь глиняный этюд. Чтобы получить гипсовый отливок и довести его до состояния пригодного для изготовления рабочей формы, служит форма черновая.
Почему нельзя сразу изготовить рабочую форму, используя глиняную или пластилиновую модель?
Просто потому, что ни глину, ни пластилин невозможно обработать настолько идеально, как гипсовую поверхность. Всегда будут оставаться вмятины, неровности, царапины. На глине или пластилине очень трудно добиться гладкой отшлифованной поверхности. А модель должна быть идеальной, без дефектов, иначе каждый дефект будет отпечатан на форме и растиражирован в отливках. И на каждом отливке придется этот дефект устранять в ручную, что займет куда больше времени, чем один раз сделать качественную модель.
Вторая причина заключается в том, чтобы получить модель в твердом, долговечном материале, чтобы в случае износа или повреждения формы можно было ее восстановить, а глина и пластилин такими материалами не являются. Поэтому нам нужна временная «черновая» форма, как промежуточный элемент для изготовления мастер-модели.
Перед тем как начать процесс формовки, следует внимательно рассмотреть модель, чтобы определить, как наиболее рационально разделить форму на части. В отличие от формы рабочей, форма черновая может иметь минимум частей, даже если образует небольшие замки. При необходимости ее потом можно расколоть.
Оценив визуально модель, я решил ограничиться изготовлением двухкусковой формы, несмотря на незначительные замки (заклины), которые образуются в последствии.
После визуальной оценки нам нужно четко определить самую выступающую линию нашей модели, по которой пройдет деление формы. На глаз ее точно определить довольно трудно, но есть очень простой и точный способ, четко показывающий место деления. Для этого устанавливаем модель на листе стекла и закрепляем ее кусками глины, как показано на фото ниже.

После того как модель жестко установлена, берем угольник или широкую линейку и натираем ее торец химическим карандашом.

Желательно использовать угольник деревянный, он лучше натирается. У меня не оказалось деревянного, я взял пластмассовую линейку. Потерев ее торец, прикладываем перпендикулярно к базовой поверхности натертым краем и проводим по установленной модели.

Линейка оставит след на поверхности модели в самом выступающем месте.

И так по всей окружности головы. Получаем точную линию деления.

Далее нужно определиться с общими габаритами формы. Черновая форма может быть довольно тонкой, так как не предназначена для литья из шликера. Поэтому толщину стенок постараемся сделать минимальной. А учитывая тот факт, что впоследствии форму придется колоть, то лишние сантиметры толщины только усложнят процесс.

Прикинув габариты, начинаем процесс формирования опалубки. По выступающей линии облепливаем глиной. Именно глиной, а не пластилином, как порой я встречал в сети. Почему глиной, я рассказывал в предыдущей статье.
Постепенно формируем основание опалубки по всей окружности.

Со стороны шеи у нас будет литник, потому там оставляем без облепки. После того как основание готово, нужно установить стенки опалубки. В ровных местах используем отрезки стекла, а в закругленной части кусок пластика от бутылки.
Все стенки основательно фиксируем глиной.

Когда опалубка установлена, можно приступать к заливке гипса. Для черновой формы используем гипс строительный Г-5. Наливаем в гипсовку 1/3 объема воды и начинаем небольшими порциями насыпать гипс. Пока над поверхностью воды не образуется бугорок, который будет медленно погружаться в воду.
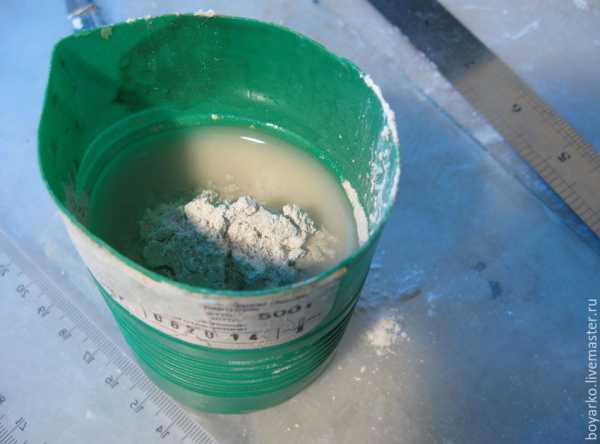
Гипс тщательно размешиваем до образования равномерной однородной массы без комков. После размешивания гипсу следует отстоятся около минуты, чтобы на поверхность всплыли пузыри. Верхний слой с пузырями аккуратно сливаем в отходы . После этого гипс готов к использованию.
Начинаем постепенно наливать гипс на модель. Черновая форма не должна быть толстой, поэтому не выливаем сразу весь объем гипса, а наращиваем форму понемногу, небольшими порциями.

Оптимальная толщина черновой формы должна быть 1-3 см.

Как только гипс начал затвердевать и уже достаточно схватился, чтобы без опалубки удерживать форму, стенки опалубки следует снять, и обработать по мягкому гипсу поверхность формы. Черновая форма может быть внешне неидеальной, достаточно лишь слегка выровнять бугры для удобства работы.

Как только гипс потеплел, это значит, что процесс отвердения гипса находится в активной фазе, можно удалять нижнюю (глиняную) часть опалубки.

И сразу зачищаем стыковочную поверхность формы.

Два замка на форме у нас получились сами по себе, за счет изгиба формы, а третий фиксирующий вырежем дополнительно.

Сметаем весь мусор кистью.
Для изготовления второй половинки формы необходимо вначале приготовить мыльную смазку. Берем любое мыло (только не жидкое) или обмылок и мелко нарезаем в посудину, заливаем горячей водой, и ставим в емкость с кипятком. Размешиваем до полного растворения мыла.

Когда мыло растворилось, добавляем немного постного масла и взбиваем до состояния пены.

Смазка готова.
Теперь можно сделать вторую половинку. Снова устанавливаем модель на глиняную платформу готовой половиной вниз и облепливаем со всех сторон, чтоб избежать подтекания гипса под форму. Перед тем как установить боковые стенки, обильно обмазываем стыковочную поверхность формы мыльной смазкой. Пока будем устанавливать стенки и закреплять их, смазка будет втягиваться гипсом.

Излишки смазки удаляем кистью.
Заливаем вторую половинку точно так же, как первую.

Гипс начал застывать, снимаем опалубку и обрабатываем поверхность формы.

Это удобно делать куском ножовочного полотна, зубастой стороной.
Вот и все. Можно открывать.


Извлекаем глиняную модель.
Как видно на фото, в некоторых местах частички глины оторвались от модели и пристали к гипсу. Это не страшно, глина легко удаляется с гипса. Для черновой формы качество получилось вполне нормальное. К рабочей форме требования будут совсем иные.
Теперь форму нужно аккуратно отретушировать, зачистить все неровности, бугорки, подправить и уточнить детали. Для этого лучше всего подходит металлический стек с закругленными краями, узким и широким.

Вот так должна выглядеть отретушированная черновая форма.

И на этом можно было бы завершить. Но у нас имеются замки (заклины) в области носа на лицевой половине формы и чуть пониже ушей в районе челюстного сустава на тыльной половине. Если бы мы делали отливок из шликера, то эти незначительные заклины не причинили бы нам трудностей при выемке с формы. Но так как модель мы будем отливать из гипса, а гипс, как известно, расширяется при затвердевании, то извлечь отливок нам будет крайне трудно. Он крепко заклинит в форме, и достать не повредив его, вряд ли удастся. Поэтому нашу форму потребуется расколоть еще на 2 части.
Для этого намечаем линии раскола. Они у нас пройдут по средине каждой части.

И делаем по этих линиях пропилы ножовкой по металлу, приблизительно на ¾ толщины формы.

Теперь половинки нужно расколоть. Это можно сделать, вставив в пропил широкую стамеску и легонько наносить удары по стамеске, переставляя ее вдоль пропила. Я просто вставил в пропил металлическую линейку и наклонил ее в сторону, разломав таким образом форму.

В результате, в место двух половинок, у нас теперь есть четыре.

Теперь форму следует высушить, отполировать и полакировать. Далее последует этап отливки модели из гипса и изготовление рабочей формы, что во многом отличается от изготовления черновой, имеет свои сложности и нюансы. Эти части процесса рассмотрим в следующих уроках.
Если у вас возникли вопросы, смело задавайте их в комментариях. По мере возможности буду стараться отвечать.
Продолжение следует.
www.livemaster.ru
Создание формы для изготовления лепнины из гипса и полиуретана
Приветствую вас, уважаемые пользователи сайта «rems-info.ru». Рад познакомить вас с новой, очень полезной и интересной статьей. Поговорим о том, как своими руками создать гипсовое изделие любой формы и размеров. Силиконовые формы, для лепнины из гипса и полиуретана.

Сейчас очень модно украшать свои интерьеры лепниной, однако, как и раньше, этот отделочный вид материала считается дорогим. Его достаточно высокую цену обычно мотивируют тем, что лепнина – в первую очередь художественный материал ручной работы. Но поверьте мне, уважаемые читатели, на подобную художественную работу способны и ваши руки. И нет, вам не придется посещать кружки по лепке. От вас требуется только внимательное чтение и немного усердия.
Основной прелестью технологии изготовления форм для лепнины, речь о которой я сейчас буду вести, является то, что, пользуясь ей, вы можете создать гипсовую копию всего, что угодно. Таким образом, чтобы самостоятельно создать себе лепнину для украшения интерьера вам понадобиться лишь исходный материал или, как его ещё называют, матрица. Проще говоря, то, копию чего вы будете воплощать в гипсе. Чтобы создать эту самую копию, нам необходимо вначале сделать по ней форму. Как сделать форму для лепнины своими руками я и собираюсь сейчас рассказать и показать.
В моем конкретном случае я буду описывать процесс создания формы под пилястры. Для тех, кто не в курсе, что это такое, скажу: это декоративный, вертикальный выступ стены. У нас этот выступ будет выполнен в виде полуколонны. Впрочем, вы все увидите на фотографиях.
Материалы и инструменты
Чтобы было удобнее, я изначально распишу перечень основных материалов, которые понадобятся нам для создания формы:
Материалы для изготовления форм для лепнины:
- Акриловый силикон.
- Разделительная смазка.
- Строительный гипс.
- Клей ПВА.
- Цемент.
- Силиконовое масло.
Инструменты и приспособления:
- столешница с ровной поверхностью;
- полиэтиленовая пленка;
- скобозабивной пистолет;
- узкий и широкий шпателя;
- мерный стаканчик небольшого размера;
- кисть, желательно узкая;
- силиконовый пистолет.
Возможно, я что-то пропустил или же в вашем конкретном случае понадобится что-то ещё дополнительно, поэтому не воспринимайте эти списки, как точную инструкцию. Это лишь для ознакомления.
Теперь можем приступить к более подробному описанию процесса
Вся технология изготовления форм для лепнины, будет описана применительно к моему случаю. Не обращайте внимание на то, что я рассказываю исключительно про пилястры. Подобное можно проделать со всем подряд.
Итак, начало создания формы обусловлено подготовкой основания, на которое она укладывается (смотреть фото выше). На нем форма будет стыть, поэтому особое внимание обратите на то, чтобы всё было ровно. В качестве основания под форму пилястра я использовал самодельную столешницу подходящего размера из досок и гипсокартона. Гипсокартон предварительно обшил полиэтиленовой пленкой, крепя её к столу скобами.


Это необходимо для герметичности. Далее всю поверхность пилястры промазываем разделительной смазкой. Если этого не сделать, силикон, которым мы будем обмазывать пилястр, мертво приклеится к копируемому изделию.
Приготовление силиконовой смеси, которая является основой будущей формы
По сути, потребуются два элемента: силикон и силиконовое масло, которые смешивают между собой.

Масло необходимо, чтобы сделать силикон ещё более эластичным. Однако если ваша форма сравнительно простая и не имеет большого числа выступов, либо еще каких то декоративных элементов, силиконовое масло применять необязательно.
Когда всё готово, можно заняться самой ответственной частью. Силиконовой смесью необходимо промазать копируемое изделие. Делать это следует крайне тщательно. Важно, чтобы силикон попал во все поры. Чтобы ускорить этот процесс следует воспользоваться кистью. Плавными мазками силикон вгоняется во все пазы и вместе с этим удаляются пузырьки воздуха.


К слову о пузырьках следите, чтобы их не было вовсе. Поскольку после высыхания силикона в таких местах остаются раковины, которые будут портить все последующие, изготовленные из этой формы изделия.
Слоев силикона придется нанести несколько. После первого слоя необходимо провести армирование, чтобы в дальнейшем наша форма была эластичная, но при этом прочная. Для этого я использовал обыкновенную марлю. Укладывая её на изделие, проследите, чтобы она плотно облегала его, но без натяжек. Марля немного утапливается в уже нанесенный слой силикона.



Затем, поверху слегка утопленной марли, наносятся последующие силиконовые слои.


Даем силикону немного просохнуть. В слабых местах, в нашем случае это бока пилястры, устраиваем дополнительное утолщение формы. В этом нам поможет всё тот же силикон. Удобнее брать силикон в тубах, который заряжается в силиконовый пистолет. По крам наносится полоска силикона и размазывается по краю изделия кистью или пальцем. Как ни странно, использовать желательно именно палец, только предварительно смочите его водой, чтобы к нему не лип силикон.

Снова даем немного просохнуть всему изделию и по завершению этого процесса, приступаем к следующему шагу.
«Постель для формы»
Сейчас у вас, скорее всего, возник вопрос: «Что ещё за постель?». Это специальное гипсование основание, в которое будет вставляться силиконовая форма. Гипсовая постель необходима для того, чтобы в процесс изготовления изделия в силиконовой форме, она сохраняла свой первоначальный вид и не деформировалась.
Устройство постели начинается с создания опалубки. В моем случае использовались резиновые пластинки, которые для герметичности я скрепил малярной лентой. А по бокам же, и с торцов прижал бетонными кирпичиками, чтобы конструкция не разъехалась. Для пущей надежности и герметизации, резиновые пластинки к основанию приклеены также на силикон.



На этом силиконовые работы завершены. Есть небольшая плохая новость: кисть, которой вы промазывали поры при заполнении их силиконом, теперь можно только выбросить.
Следующий этап — создание гипсовой смеси для постели
Для этого смешиваем клей ПВА с водой, которую после добавляем в гипс. Туда же досыпается немного цемента, для придания дополнительной прочности. Что касается клея – он играет роль пластификатора.
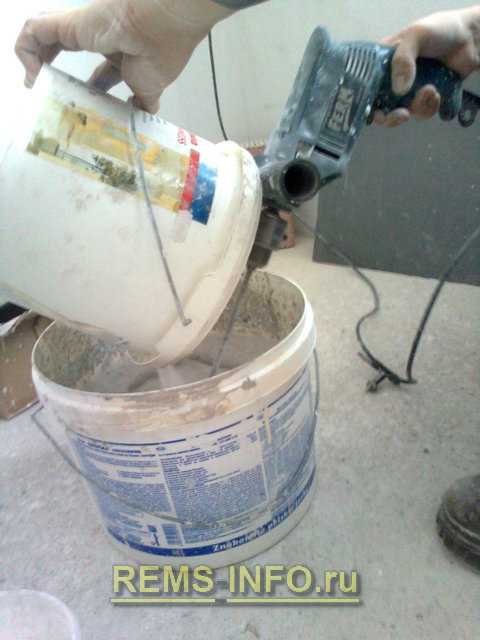
Полученную гипсовую смесь выливаем в нашу опалубку на изделие.

При этом процессе следует также промазывать все поры кистью. Заливая гипсовой смесью опалубку, полученные слои следует ровнять шпателем.

Последние штрихи при изготовлении формы для лепнины
Когда гипса залито достаточно, нужно убрать лишнюю влагу с его поверхности. Делается это двумя способами. Первый более медленный – вычерпывать воду.

Второй – проделать отверстие в углу опалубки и шпателем сгонять туда воду, предварительно подставив ведро.

Даем полученному изделию время на просушку. В моем случае ушло 24 часа.
Когда гипс основательно схватился, мы можем впервые оценить результат своей работы. Если что-то было сделано не так, только сейчас вы сможете это увидеть. Поэтому на данном этапе вы либо обрадуетесь, либо существенно огорчитесь.

Заключительный момент — оценка формы для изготовления гипсовых пилястр
Переворачиваем изделие гипсовой постелью вниз и из силиконовой формы, которую мы сделали. Извлекаем копируемую пилястру. Делаем это крайне аккуратно, всё ещё свежее! После вынимаем саму силиконовую форму.


Постель оставляем сохнуть отдельно.

Таким образом, и то и другое просохнет быстрее.
Смазка – разделитель для форм
По вашим прозьбам дополняем нашу статью информацией о смазке разделителе для силиконовых форм.
Смазка бывает нескольких видов:
Смазки–разделители для силиконовых форм- силиконовая
- восковая
- маслянная
- мыльная
Каждый вид смазки имеет свои приемущества
Силиконовая смазка
Для смазывания внутренних стенок форм для лепнины, можно использовать специальную силиконовую смазку. Она продается в баллончиках и наносится посредством распыления тонким слоем на стенки формы. Она проста в применении. Не забивает фактуру самой формы. Обычно достаточно нанесения одного слоя смазки, чтобы форма не прилипла к материалу. Это более удобный но более дорогостоящий вид смазки.
Восковая смазка
Эта смазка изготовлена на основе воска. Такой разделитель для лепнины весьма неприхотлив . Она имеет более густую констинстенцию, чем её аналоги. Главной проблемой этой смазки является забивание фактуры формы после каждого использования .То есть ее нужно просто хорошо промывать после каждой заливки формы. Но зато покупка такой смазки не ударит по вашему кошельку. Они так же продаются в банках и наносятся с помощью кисточки или пульверизатора
Маслянная смазка
Данный вид смазки изготавливается из керосина, либо обычного подсолненого масла. Это самодельные смазки, которые готовятся с помоью разведения керосина с водой, либо разные масла в чистом или разведенном виде. Но мы не рекомендуем такие виды смазок так как они токсичены, и не очень удобны в использовании. А так же могут повредить форму.
Мыльная смазка
Самый экономичный и дешевый вариант смазки для форм, является мыльный раствор. На него вы практически совсем не потратите денег. Он готовиться из хозяйственного мыла и теплой воды. Раствор готовится в соотношении 1 *2,5-3.
- 1 часть мелко струганного мыла
- 2-3 части теплой воды
Размешиваете тщательно раствор до полного растворения мыла, и помещаете в пластиковую бутылку с пульверизатором. Наносите на форму в 2, 3 слоя. Перед нанесение каждого слоя, предыдущий слой должен всохнуть.
Делаем выводы
После пары дней можно смело заливать гипс в форму и делать столько копий пилястр, сколько душе угодно. Вы хоть и потратили немало средств на силикон, но зато теперь будете делать изделия за копейки, поскольку все ингредиенты для приготовления формы для лепнины, стоят дешево.
Данный способ подходит для тех, кто запланировал разместить в своем доме или квартире большое количество однотипной лепнины. Но если вам надо всего два–три одинаковых изделия – купите их лучше сразу в магазине.
Точных пропорций в статье я не указывал намеренно. Дело в том, что у всех производителей, гипс и другие составляющие разные. Поэтому каждый экспериментальным образом подбирает для себя нужные соотношения .
Как изготовить гипсовое изделие, имея уже готовую форму, я подробнее расскажу в статье: «Создание гипсовой лепнины с помощью силиконовой формы».
Сайт rems-info.ru желает вам всем удачных ремонтов!
Предлагаем посмотреть увлекательное видео:
Как сделать силиконовую форму для лепнины своими руками
Как сделать силиконовую форму для лепнины
rems-info.ru
Гипсовые секреты формовки предметов – Ярмарка Мастеров
Для тех, кто решил заниматься фарфором, встреча с гипсом практически неизбежна. Исключение составляют те, кто лепит из массы. Шликерные работы подразумевают взаимодействие с гипсовыми формами.

За многолетнюю практику преподавания фарфора мы заметили, что гипсовые работы куда менее популярны, нежели работы непосредственно с фарфором. Это можно понять — гипсовые работы пыльноваты, грязноваты…
Однако, не научившись формовке, самостоятельным фарфористом не стать, и гипсовую науку, хочешь не хочешь, приходится осваивать. И здесь мы готовы помочь.

Приёмы работы с гипсом, как любой фокус, можно разоблачить и объяснить, но трудно повторить с первого подхода, нужна практика.
Для гипсовых форм не подходит гипс с ближайшего строительного рынка. Мы используем два вида — скульптурный Г 16 и пешеланский № 5-6 для формовочных работ. От того, в каких пропорциях их смешивать, зависит многое или практически всё.
Например.
Если нужны формы для срочного изготовления большого тиража, в смеси должно быть пешеланского гипса от 70 до 90%. Такая пропорция позволяет форме быстро «насасывать» влагу, что ускоряет процесс литья, когда нужна срочность и когда в один рабочий день нужно снимать с одной формы 10-20 отливок, зависит от сложности. Через неделю работы такая форма изнашивается, глянцевая поверхность становится пористой как пемза, и её смело можно выкидывать.

Если форма нужна долгоиграющая, рассчитанная максимум на 1-2 отливки в день, рекомендуем следующий состав: 50-70% пешеланского, остальное скульптурный гипс. Такая форма при аккуратном обращении и правильном хранении может служить годами. Со временем нужно менять резинки, которыми (минимум 2-3) форму фиксируем. Более прочная за счёт меньшей пористости, такая форма для срочных тиражных работ не подходит, а для спокойных и медитативных — в самый раз.

В отдельных случаях можно обойтись только скульптурным гипсом, но это потребует специальных навыков. Гипс в этом случаем затворяем не круто (1:1), а пожиже (1:1,5), чтоб на поверхности рабочего ведра оставалась немного воды. Гипс получается более пористый, требует более тщательного вымешивания, чтоб избежать пузырей. Он схватывается в 2 раза дольше, поэтому такой способ потребует времени и терпения.
Не забудьте перед размешиванием смеси гипсов проткнуть массу венчиком, чтоб убедиться, что весь воздух вышел и в толще не осталось сухих комков. После этого можно большой ложкой или рукой, кто как любит, перемешивать гипсовую смесь.


Всегда начинаем сыпать в воду тот гипс, который дольше схватывается, в нашем случае это Г16, — иначе пузыри гарантированы.
Опыт, как известно, сын ошибок трудных. Но — гипсовая наука стоит того, чтобы её освоить. Когда в один прекрасный момент ты понимаешь, что можешь расформовать любую, даже самую сложную модель, — это по-настоящему круто.
www.livemaster.ru
ФОРМАТОР » Изготовление гипсовой формы – “черновая” формовка
 Предлагаю познакомиться с изготовлением простейших гипсовых форм в статье художника и скульптора Олега Торопыгина. Статья объемная, так что наберитесь терпения:
Предлагаю познакомиться с изготовлением простейших гипсовых форм в статье художника и скульптора Олега Торопыгина. Статья объемная, так что наберитесь терпения:
Рассмотрим процесс “черновой” формовки в гипс. То есть технологию создания простейшей гипсовой формы, с последующей отливкой.
“Черновой” называется формовка с модели, вылепленной в мягком материале, с целью перевода модели в гипс, либо другой, удобный для последующей доводки материал.
В отличие от “чистовой” формовки, которая производится, как правило, с готовой модели, изготовленной из гипса или иного твердого материала, с целью дальнейшего перевода в другие материалы, отливки тиража (от нескольких штук и более) и т.д.
Проще говоря, вылепил скульптор что-то в мягком материале (глине либо пластилине), но в таком виде скульптуру ни хранить, ни выставить невозможно – легко помять, а глина кроме того, еще и сохнет. Следовательно, нужно скульптуру перевести в другой материал, такой, в котором можно скульптуру во первых, сохранить, во вторых – при необходимости доработать.
Наиболее традиционным материалом для этих целей, еще со времен Древнего Египта, является гипс.
Безусловно, можно переводить скульптуру сразу и в другие, более прочные материалы, особенно, если доводить практически нечего, но суть операций по формовке от этого не изменится.
Место, в котором вам предстоит формовать, можно завесить полиэтиленовой пленкой. Такой же пленкой желательно застелить пол и поверхность скульптурного станка, рабочего стола или просто табурета, на котором вы собираетесь формовать. Эти полезные действия существенно уменьшат масштабы последующей уборки.
На приведенных ниже примерах, портрет и полу-фигура будут заформованы “на два куска”, то есть форма с каждой из этих скульптур будет состоять из двух частей, или, как принято говорить, “кусков” или “раковин”.
Передняя, большая часть, формы, заведомо не снимается, поэтому в самом конце процесса, для того, чтобы вынуть готовую отливку, форма должна быть аккуратноразбита. Поэтому такой процесс формовки и отливки называется также “в расколотку”.
Для начала нужно определиться, где пройдут границы двух частей формы.
Форму должно быть возможно разобрать, снять с модели, выполненной в мягком материале. Поэтому одна из частей чаще всего делается немного или ощутимо меньше, так, чтобы при разборке формы можно было легко ее отделить.
Оставшаяся часть часть должна иметь достаточно большую открытую часть, через которую можно будет а) очистить форму от глины и б) визуально убедиться, что в форме не осталось глины и что вся поверхность обработана разделительным составом.
Итак, поставив перед собой скульптуру в мягком материале, нужно определить, где пройдут границы частей, можно при желании наметить контур острым инструментом.
Затем, по намеченной траектории необходимо выставить бортики из тонких металлических пластинок.
В данном случае, мы пользуемся для этого пластинками, нарезанными из тонкой листовой меди. По возможности, добиваясь, чтобы зазоры между пластинами были как можно меньше.
При желании можно пройтись по пластинам скотчем и таким образом сделать поверхность борта ровной, без зазоров.
Далее начинается следующая стадия – непосредственно создание гипсовой формы. При формовке в расколотку первый слой формы делается подкрашенным. Это делается для того, чтобы дойдя до него при расколотке формы, действовать более осторожно – за ним уже будет располагаться отливка.
Для подкраски гипса удобно использовать какой-нибудь недорогой сухой пигмент.
Нежелательно использование каких-либо красок, например гуаши, т.к. гипс может не схватиться или не набрать прочность.
Для замеса гипса, в том числе, первого (цветного) слоя нам понадобится емкость, желательно с гибкими стенками, например пластиковое ведро или резиновый мячик. Такую емкость удобно в последствии очистить.
Цветной пигмент желательно развести отдельно, в небольшом количестве воды и тщательно перемешать.
Для замеса гипса берется холодная вода. Соотношение воды и гипса по объему – 1,5-1,75 частей гипса на 1 часть воды.
Вода заливается в емкость, затем добавляется разведенный пигмент, затем засыпается гипс.
Гипсу дается возможность пропитаться водой (1-2 минуты) затем тщательно перемешивается.
Вариант определения пропорции между водой гипсом – гипс засыпается в воду до появления небольшого “островка”. Но чтобы более ясно понимать получаемую при этом пропорцию, лучше в начале мерить объем двумя стаканчиками (один для воды, другой для гипса), замечая при этом, какой величины получается “островок” при большей или меньшей пропорции. Через некоторое время вы сможете замешивать “на глазок”.
Развитию чувства густоты замеса также сильно способствует домешивание руками, при этом можно проконтролировать отсутствие комков.
Для замеса маленьких объемов удобно пользоваться руками или специальной лопаточкой, для больших – традиционной мутовкой в виде крестовины, набитой на длинную рукоятку (рисунок внизу), или обычной современной металлической мутовкой вставленной в дрель, как это делается на стройках для замеса раствора. Если будете покупать такую мутовку, лучше берите более редкий вариант – закрученную в обратную сторону, при вращении которой раствор будет не подниматься (как удобнее для бетона), а наоборот, направляться ко дну – в этом случае, меньше вероятность того, что при неосторожном нажатии на кнопку дрели вы сами и все окружающее пространство будет в гипсе.
Перед нанесением гипса поверхность глиняной работы нужно обрызгать водой из брызгалки. По смоченной водой поверхности гипс лучше растекается и заполняет все неровности. Нанесение гипса на не смоченную водой поверхность может привести к тому, что глина впитает воду из наносимого на нее гипса, а это ведет к образованию пузырьков и пустот на поверхности формы. Кроме того, лишенный части воды гипс делается очень пористым, а это приводит к тому, что разделительный состав очень сильно впитывается в поверхность формы и форма может плохо отделяться от отливки. В то же время, вода должна успеть стечь с поверхности глины, чтобы гипс из-за нее не разжижался.
Даем гипсу подзагустеть до вязкости кефира и обрызгиваем поверхность скульптуры, стараясь, чтобы гипс попадал во все углубления и щели.
Эта стадия называется “оплеск”. Ее задача, чтобы гипс уверенно покрыл всю поверхность, не оставляя пузырей и пустых мест. Для этого в ответственных местах можно слегка подуть на поверхность гипса, выгоняя таким образом возможные пузырьки.
Если вся поверхность покрыта, немного ждем. Постепенно, разведенный нами гипс густеет, и мы наносим поверх “оплеска” более густой слой. Помним, что начинающий густеть гипс нельзя вновь размешивать, иначе он “омолодится”, то есть не сможет схватиться.
Важно постараться, чтобы цветной слой лег более-менее равномерно, без слишком толстых (более 1 см) и слишком тонких (менее 3 мм) мест. Слишком толстые места делают бессмысленной идею деления на слои для удобной расколотки. Слишком тонкие места могут отколоться от внешнего, белого слоя в самых ответственных местах, сильно повредив будущий гипсовый слепок.
Желательно покрывать оперативно гипсом всю поверхность, не допуская образования матовых мест до того, как будет набран слой не менее 3 мм. Матовость гипса при малой толщине, сигнализирует, что глина впитала воду из гипса. Это может привести к тому, что при недостаточно хорошей смазке формы изнутри, данный слой будет плохо отделяться от отливки.
Для того, чтобы расколотка формы происходила по слоям (сначала верхний, затем цветной), сцепление между слоями должно быть, но быть слабым.
С этой целью, поверхность цветного слоя желательно пройтись жидко разведенной (до густоты молока) глиной. Благодаря этому сцепление со следующим слоем будет осуществляться в основном за счет неровностей поверхности.
Некоторые мастера, например Д.Бройдо в своей книге “Руководство по гипсовой формовке художественной скульптуры” (“Искусство”, 1937г.) советуют промазывать жидко разведенной глиной не всю поверхность цветного слоя, а только выступающие и наиболее ответственные места, а требуемой, слабой степени сцепления цветного и последующего слоев добиваются за счет правильной работы с консистенцией гипса – следующий, не цветной слой гипса следует начинать наносить, когда он начинает сгущаться.
Края, как видите мы не покрываем, они все таки должны быть единым целым со следующим слоем.

На приведенном примере никаких бортиков не было, то есть форма будет состоять из одного куска. Так можно делать, если есть уверенность, что всю глину удастся извлечь через нижнюю открытую часть.
А вот еще примеры промазки жидкой глиной средней части цветного слоя, либо только выступающих и наиболее ответственных частей, как это советуют некоторые авторы.
Глину для этих целей удобно развести в небольшом стаканчике до состояния молока или сливок.

Дождавшись, когда глина подсохнет, наносим следующий (не цветной, просто белый гипс)слой, он должен быть толщиной от 2 до 5 см в зависимости от размера формы. Некоторые авторы советуют укреплять его арматурой (проволокой). Некоторые укладывают куски проволоки прямо на цветной слой, перед нанесением белого. Кто-то – в процессе нанесения белого. Лично у меня, уверенности, что это нужно делать, нет. С другой стороны, при расколотке формы, выдергивание частей арматуры как раз сильно упрощает и ускоряет процесс самой расколотки.
Также советуют начинать наносить белый слой, когда он начнет сгущаться, тогда сцепление между слоями как раз будет достаточно слабым и можно даже обойтись без промазывания глиной. При этом, естественно нужно успевать, пока гипс не начнет схватываться, помним, что разминать схватывающийся гипс нельзя, иначе он “омолаживается” и не может схватиться.
Важно проконтролировать, чтобы внешний слой не имел неожиданно слишком тонких мест, особенно на выступающих частях, например на носу. В процессе дальнейшей очистки и мытья формы, тонкие места могут случайно продавиться и на этих местах могут образоваться отверстия в форме.
Также важно не допускать пустот между цветным и белым слоями, так как это при обработке формы изнутри может привести к осыпанию цветного слоя и соответственно порче отливки.
Можно для получения равномерного второго слоя, вначале проложить гипс по периметру, создав своего рода рамку, равномерной толщины, а затем наносить гипс не беспорядочно, а двигаясь от края и сохраняя толщину.
Пропорция гипса к воде в белом слое не должна быть крепче чем в первом слое, а лучше – чуть слабее. Более крепкий второй слой может дать трещины при схватывании гипса.
Дождавшись, когда слой схватится, поворачиваем работу задней стороной к себе и аккуратно вынимаем пластинки. Тянуть при этом надо осторожно, вдоль края формы, так, чтобы щель от пластинок не расширялась.
Если на открывшемся крае формы видны перепады высоты от неровно выставленных пластин и раковины (пустые места) – не стоит расстраиваться, просто все эти дефекты чуть позже нужно будет замазать глиной, чтобы исключить зацепы задней половины формы о переднюю.
Затем снимаем бортики, половину или чуть меньше открывшегося края гипсовой формы подрезаем ножом и вырезаем лунки для лучшей фиксации частей формы друг к другу. Все это видно на фотографии.
Некоторые мастера выставляют пластинки особенно аккуратно и при формовке их не вынимают, а края гипсовой формы делают шире пластин. Полукруглые углубления в этом случае делают на торчащей за краем пластин части формы.
Смазываем край гипсовой формы жидко разведенной глиной, при необходимости залепляем глиной имеющиеся раковины (пустоты) в борту формы, если имеются зацепы от перепадов высоты между пластинками их тоже залепляем и налепляем глиняные “клинышки” – они понадобятся нам для раскрытия формы.
Затем разводим подкрашенный гипс, даем ему загустеть до состояния кефира и делаем оплеск, после того как гипс еще чуть загустеет, доделываем цветной слой, даем ему схватиться, промазываем выступающие части жидкой глиной, даем ей подсохнуть, наносим белый слой, толщиной от 2 до 4 см.
Поскольку глиняная работа имеет свойство сохнуть, вся формовка должна быть произведена в течение 2-3 часов. В действительности все происходит быстрее, но если форма большая и сложная, следует поставить задачу, как можно быстрее укрыть поверхность глины гипсом, хотя бы цветной слой и немного белого, а затем набирать достаточную толщину белого слоя. На моей практике был случай, когда двое начинающих формовщиков зачем-то формовали с глиняной работы многочастную форму в течение не одного дня, а о необходимости постоянного поддержания влажности глины они забыли. Соответственно, форма делалась, а работа постепенно усыхала… Когда будущие мастера формовки разобрали форму и сделали пробную отливку, они сами и все их коллеги были немало удивлены 🙂
Через полчаса или позже можно начинать раскрывать форму. Для этого заготавливаем деревянные клинышки и и осторожно начинаем забивать их в места, где на стыках формы торчат “клинышки” из глины. Если при нанесении гипса с задней стороны, часть гипса попала на переднюю сторону и стык между передней и задней сторонами стал не виден и форма из-за натеков может не раскрыться, все эти натеки можно срезать ножом (мокрый гипс легко режется), либо па формах большего размера – небольшим топориком. При срезании натеков, линия стыка становится видна благодаря тому, что края формы передней стороны были прокрашены жидкой глиной. Также этот совет актуален, если по какой-то причине глиняные “клинышки” не были сделаны и деревянные клинья предстоит забивать прямо в стык двух частей формы – тогда этот стык конечно должен быть виден.
Забиваем понемногу и все параллельно, затем поливаем колышки водой, ждем, когда они разбухают и начинают открывать форму. Не следует при этом действовать слишком поспешно – слишком быстрое усилие может привести к тому, что форма треснет.
Если же это вдруг произойдет, не стоит отчаиваться, просто желательно вовремя это заметить и если начала отходить только часть формы – постараться вернуть ее на место, так, чтобы края трещины по возможности соединились. После этого нужно развести гипс, смочить треснувшее место водой и наложить на него плюшку 1-2 см толщиной и шириной на 5-7 см в стороны от трещины. Можно при этом проложить в гипс кусок пластиковой или металлической сетки в качестве арматуры. Затем нужно дождаться, пока гипс схватится (нагреется и начнет остывать) и продолжать раскрытие формы медленно и осторожно, стараясь не подвергать нагрузкам треснувший участок.
Когда образуется щель, аккуратно, без резких движений, разнимаем части формы, при необходимости помогая себе стамеской или шпателем.
Если несмотря на все попытки форма пока не открывается, не нужно пытаться открыть при помощи грубых и резких действий – так легко ее повредить. Лучше еще раз проверить соответствие формы колышков (может они слишком узкие и просто пробивают себе ход, вместо того, чтобы аккуратно раздвигать половинки формы), лишний раз полить, аккуратно и равномерно со всех сторон подзабить все колышки.
Также в подобной ситуации можно демонтировать основание каркаса и открыть себе доступ к нижней, открытой части формы. Далее, перевернув форму открытой частью наверх, понемногу наливая воды, размочить и начать удалять глину. Могло ведь и так произойти, что на поверхности задней части работы есть неровности, даже минимальные зацепы, а глина стала слишком плотной (вследствие недостаточного полива за время создания работы) и не может оторваться. Если горловина формы широкая – можно до открывания формы удалить значительную часть глины, а это итак нужно делать. Если горловина узкая, заливаемая в нее вода постепенно размягчит глину. Через некоторое время нужно снова попытаться открыть форму.
Если в процессе открывания формы, от нее все же оторвались нужные куски, нужно их собрать и смонтировать обратно либо аккуратно соединив и налепив плюшку гипса снаружи, либо после очистки сушки формы приклеить на секундный клей.
Затем нужно очистить форму от глины / пластилина. Делаем это стеком-петлей, деревянным стеком и промываем форму водой и кисточкой.
Если глины или пластилина нужно удалять много, то удобно это делать стеком-петлей, при условии, что он достаточно крепок. При этом нужно действовать осторожно, чтобы не срезать выступающие внутрь части формы.
Когда основная масса будет вынута, лучше перейти на деревянный стек.
Если так случилось, что глина стала очень плотной и вынимается с трудом (как правило, из-за того, что работу вели долго и редко поливали), можно размягчить ее, замачивая в ванне. Желательно при этом проконтролировать, чтобы глина и кусочки гипса не засоряли слив.
В аналогичном случае с пластилином (если он трудно вынимается вследствие своей твердости), можно подогреть его тепловентилятором.
При удалении пластилина, поддев с боков, можно вынуть практически всю работу сразу. При удалении каркаса нужно тянуть осторожно, чтобы проволокой каркаса не зацепить и не повредить форму.
Когда форма очищена от глины, ее нужно окончательно помыть, осторожно протирая кисточкой шероховатости и углубления. Как вариант, можно это сделать в ванне, не забывая избегать засорения слива.
Задача прикосновений кисточкой при мытье формы – поддевать глину, чтобы струя воды могла ее удалить, а не подвергать трению форму. Излишнее трение легко приводит к искажению формы.
Если дальнейшая работа в тот же день не может состояться и форму предстоит хранить какое-то время, рекомендуется ее собрать и крепко связать веревкой или скотчем. Если этого не сделать, части формы, будучи сырыми и хранимые отдельно могут слегка изогнуться (сырые гипсовые детали под действием силы тяжести могут гнуться), каждая в свою сторону, и в дальнейшем при сборке формы могут быть обнаружены щели.
Далее, чтобы отливка не прилипла к форме, всю поверхность формы изнутри необходимо покрыть разделительным составом.
Один из традиционных вариантов разделительного состава:
Поверхность формы покрывается жидким мылом несколько раз, пока мыло не перестанет впитываться. Затем тонким слоем покрывается растительным маслом либо вазелином.
Основной принцип при смазке формы любым составом – должна быть промазана вся поверхность без исключения и как можно более тонким слоем. Толстый слой смазки, особенно осевший в углублениях формы, способен сильно испортить отливку.
В старые времена для этих целей внутреннюю поверхность формы обрызгивали “щелоком” (крепким отваром березовой золы), как дающим наиболее тонкую разделительную пленку. Для гарантии отставания форм от отливки в этом случае, форму с избытком напитывали водой. К намоченной с избытком поверхности гипса новый гипс уже не прилипает. Также описываются случаи, когда с избытком намоченная форма отставала от отливки без всякой смазки. Естественно, на своих первых опытах по формовке так лучше не рисковать. А вот поэкспериментировать с приставанием гипса к поверхностям разной влажности и хорошо промачивать форму водой безусловно полезно.
Заслуживают внимания современные разделительные составы в аэрозольной упаковке – обрызгать поверхность формы, особенно сложной, аэрозолем, намного быстрее, чем внимательно промазывать ее кисточкой. Принципиально важно, перед применением любого из таких составов на поверхности формы, обязательно провести эксперимент на любом куске гипса.
Части формы соединяются, связываются веревкой, если на стыках есть щели, они закладываются глиной. Либо можно их скрепить просто гипсом, наложив его снаружи на стыки, шириной 5-8 см.
Затем форма переворачивается, устанавливается прочно и заливается гипсом.
После замеса гипса с его поверхности шпателем снимают пену. Гипс заливается в форму тонкой струей по краю формы – это также уменьшает количество пузырей на отливке.
Если нужно получить пустотелую отливку, гипс заливается где-то на треть объема и форма кладется практически на бок и поворачивается, чтобы гипс постепенно оседал на стенках, затем гипс выливается обратно в емкость для замеса. Затем форма снова заливается не вся и процесс повторяется, пока гипс не начнет загустевать. Остаток гипса вымазывается по краям отверстия и эти края выравниваются шпателем по краю формы.
Если за один замес не получается набрать нужную толщину, замешивается вторая, а иногда и третья порция гипса. Раствор в этих случаях замешивается более слабым, чем для первого (наружного) слоя, иначе возможны разрывы отливки.
Через 15 минут после заливки или позже, можно начинать расколотку. Делать это надо осторожно, при помощи стамески либо долота и киянки либо молотка. Удары нужно направлять не внутрь формы, а по касательной, так, чтобы разрушалась форма, а на отливку усилие не передавалось. Инструмент не должен быть слишком острым, так как его назначение – раскалывать, а не резать.
По возможности нужно вначале снять верхний (белый) слой гипса, а подкрашенный снимать осторожнее. Однако на практике часто в каких-то местах гипс может сняться сразу, обнажив отливку. В этом случае желательно все равно постараться в других местах снять вначале верхний белый слой.
Поскольку расколотка занимает некоторое время, выполняющий ее человек устает и может потерять осторожность, у него может возникнуть желание ударить посильнее и почаще, чтобы поскорей завершить процесс. В этот момент человек теряет осторожность и сквозь форму попадает по скульптуре – либо делает на скульптуре зарубку, либо скалывает часть скульптуры вместе с формой.
Хорошо, если цветной слой был нанесен более-менее равномерной толщины. Тогда можно быстро приноровиться наносить удары нужной силы и не задеть отливку. Конечно, это сработает, если при расколотке вам хватило терпения снять вначале весь белый слой.
Советуют начинать расколотку цветного слоя с какой-нибудь выпуклой и гладкой части скульптуры.
Когда в процессе расколотки вы приближаетесь к поверхности скульптуры, следует снизить скорость и вспомнить, что даже, если работа будет завершена на полчаса позже, ничего страшного не произойдет. И в любом случае, на восстановление “зарубленной” поверхности скульптуры времени может уйти значительно больше.
При расколотке совсем небольших вещей, внешний слой понемногу надрезается квадратиками и осторожно скалывается ножом. Так же поступают и с цветным слоем, усилив осторожность.
Если скульптор формует и расколачивает не сам, а обратился за помощью к профессионалам, “форматорам”, это с одной стороны хорошо, т.к. хороший форматор проведет весь процесс формовки и отливки значительно лучше, хотя и возьмет за свои услуги немало, но нужно следить, чтобы тот же форматор если уж зарубит форму, ни в коем случае не пытался замаскировать (зашпаклевать гипсом или как это принято говорить “зафлиндровать”) своими силами, т.к. то, что в глазах не скульптора будет “нормально” и “гладенько”, для скульптора может означать полную потерю формы на этом участке.
Особенно осторожно и никуда не торопясь нужно работать, приближаясь к мелким деталям, т.к если что-то нечаянно будет отбито и улетит в массу осколков формы, вы можете эту деталь никогда не найти и придется ее подлепливать заново.
В этой связи можно привести такой случай…
В одном из скульптурных комбинатов, расположенных в Москве, скульптор попросил одного форматора заформовать и отлить небольшую фигурку сидящего Пушкина. Форматор с успехом провел работу, но вот когда настало время расколачивать форму, был уже несколько “под шафэ” (что в общем свойственно для форматоров и других тружеников нашей необъятной Родины). А у Пушкина на голове был цилиндр. И форматор его нечаянно отбил и не заметил, куда он отлетел (скульптурка, напоминаю, была небольшая). Искал, искал его среди осколков, не нашел. В итоге не долго думая, находчивый форматор взял немного гипса и создал у Пушкина на голове прическу, как мог.
Пришел скульптор принимать работу, ничего не заметил, расплатился и унес Пушкина.
Через некоторое время прибегает и спрашивает:
— “А где цилиндр?”
— Какой цилиндр, – говорит форматор, – никакого цилиндра не было!
— Да как же не было, когда был! Ты куда подевал цилиндр?
— Да не было никакого цилиндра. Когда Ты мне скульптуру принес, никакого цилиндра на нем не было. Я все как было, так и отформовал.
— Да что я свою работу не помню, что ли? Ты ведь небось при расколотке его потерял!
— Нет, не было никакого цилиндра, не было, не было, не было! – так и не сознался форматор.

Швы можно срезать ножом сразу, пока отливка сырая, либо позже, смочив водой.
На освобожденной от формы отливке как правило присутствуют в малых (а иногда в больших) количествах пузырьки, а иногда могут быть дефекты отливки (не пролившиеся места). Для заделки крупных (от 4 мм) дефектов удобно использовать гипс. Гипс для этих целей разводится очень жидко (1 : 1, или около того), а место заделки сильно увлажняется водой. Если пытаться заделывать недостающие места гипсом обычной консистенции или недостаточно смочить саму отливку водой, то основная масса отливки мгновенно вытянет воду из вновь наложенного гипса, который в свою очередь станет очень твердым, неудобным для обработки, а при приложении большего усилия будет легко скалываться целым куском. Наложив на смоченное место слабый гипс, лучше всего сразу, как он начнет густеть, придать ему нужную форму.
Для более мелких отверстий удобнее использовать шпаклевку, например Maxi, или иную “финишную” строительную шпаклевку.
Эти же рекомендации можно отнести не только к заделке дефектов отливки, но и к случаям дальнейшей доработки отливки уже в гипсе. Если же нужно что-то срезать ножом, а отливка уже высохла и стала твердой, то нужное место можно смочить водой при помощи кисточки.
И в этой связи следует озвучить один интересный фактор, иногда подстерегающий начинающего скульптора — это желание получив отливку из гипса, всю ее выгладить и отшлифовать. При том, что те же самые места, пока произведение было в глине, совсем не вызывали беспокойства своей “шероховатостью”, а смотрелись вполне естественно. Но что-то происходит именно в гипсе, восприятие меняется и в этот момент иногда можно буквально испортить работу, начав все приглаживать и прилизывать, отчего острота и живость формы и поверхности может быть утеряны.
В дальнейшем, если произведение переведено например в бронзу или просто затонировано в любой оттенок, восприятие меняется в обратную сторону – неровности и шероховатости перестают раздражать, а снова начинают восприниматься как естественные проявления процесса лепки, которые совершенно необязательно как-то скрывать, добиваясь гладкой поверхности.
Поэтому, начинающему скульптору можно посоветовать, не торопиться выглаживать свою работу, а вместо этого, попробовать потонировать, для начала можно грубо и приблизительно, и таким образом понять, как она действительно будет смотреться.
Готовую отливку можно при желании потонировать в любой гамме.
Что с ней делать дальше?
Если произведение для вас является ценным и удачным, его нужно беречь, используя в качестве модели. А для дальнейшей продажи, подарков и т.д. использовать снятые с него гипсовые, либо переведенные в другой материал копии.
P.S. А тем, кто действительно интересуется технологией формовки в гипс, можно порекомендовать добыть или найти в электронном виде эту книгу – Д. Бройдо “Руководство по гипсовой формовке художественной скульптуры”, вышедшую в издательстве “Искусство” аж в 1937 году…
Познакомиться с художником и скульптором Олегом Торопыгиным, а так же с его работами, Вы можете на его сайте.
Там Вы найдете обучающие статьи и видео-уроки, посвященные обучению скульптуре, живописи и рисунку.
www.evdart.ru
Как создать форму для отливки из гипса
Домашнее производство разного рода поделок для себя и даже для продажи – очень привлекательная тема. Многие предприниматели настаивают на том, что большой и стабильный доход приносит только дело, которое по-настоящему интересно. Если увлечение захватывает человека, то он без устали будет работать и радоваться, что любимое увлечение еще и приносит ему деньги. Перспективное с этой точки зрения занятие – изготовление гипсовых поделок – копилок и других вещей.
Много силиконовых форм в этом китайском магазине.
Форма для гипса на примере копилки

Перед начинающим мастером с самого начала возникает вопрос: как создать форму для отливки из гипса копилки в виде поросенка или других изделий?
Есть разные варианты изготовления форм для отливки. Одна из наиболее удобных – использование силикона.
Шаги создания поделки из гипса
В представленном ниже видео показан процесс изготовления полой фигурки из гипса. Для изготовления фигурки потребуется опалубка. Можно использовать для нее ДСП и мебельные конфирматы. Внутренние размеры опалубки несколько больше мастер-модели. Этим зазором мы определяем толщину стенок создаваемой формы.
В выбранной нами мастер-модели имеются отверстия, которые необходимо закрыть. Это можно сделать с помощью бумаги и клея. Отверстие для монет также нужно запечатать. Потом установим запечатанный пятачок на свое место.
На следующем этапе вырезаем из картриджа термоклея четыре сантиметровых цилиндра. Приклеиваем цилиндры на копыта хрюши и ко дну опалубки. Высота шпилек определит толщину стенок формы со стороны ног примерно 1 см.
Подготовленная опалубка имеет отверстия по центру боковых панелей. В отверстиях закрепим болты. Их назначение будет понятно позже.
Для изготовления верхней половины формы нужно закрыть нижнюю часть модели. Используем простой свечной парафин, которым заполняем половину опалубки. После застывания парафин не даст попасть силикону в нижнюю часть формы.
Готовим к заливке силикон для изготовления форм Эластолюкс. К 100 массовым частям силикона добавим 2,5 части катализатора. Перемешаем так, чтобы мешалка полностью была погружена в силикон. Это позволит массе силикона для формы не набрать в себя воздушные пузырьки. Для того, чтобы весь воздух вышел из полостей модели, медленно залейте силикон в форму. Через 8 часов Эластолюкс застынет.
Приступаем к изготовлению второй половины формы. Открываем опалубку для извлечения парафина. Эластолюкс не пристает к панелям ДСП так же, как и парафин. Опалубка разбирается без усилий. Для облегчения последующего разделения половин формы обрабатываем силикон силикон для создания форм разделительным составом.
В точности повторяем описанную ранее процедуру.
Разборная форма для отливки готова.
Приступаем к изготовлению гипсовой свиньи-копилки.
Собираем опалубку и вкладываем в нее половину формы. В том месте, где есть риск поломки фигурки при вытягивании изделия, делаем разрез. В нашем случае это область хвостика. Разводим в воде гипс. Поскольку в цельногипсовую копилку не вставить монеты, мы изготовим полую фигурку. Поэтому объем вливаемого гипса рассчитаем в размере четверти общего объема свинки. Ставим вторую часть формы и закрываем все это верхом. Добавляем к нашей конструкции нехитрый штатив и приводим во вращение форму. Время вращения опалубки зависит от быстроты схватывания гипса. В нашем случае 4 минуты.
Через 4 часы мы извлекли модель из формы. Сделанный заранее надрез формы дает возможность извлечь поросячий хвост без поломки.
В месте соединения половин формы имеются наплывы гипса, которые легко отделяются от модели ножом. Последний штрих – продавить тонкий слой гипса, закрывающий отверстие для монет.
Остается только покрыть золотой или другой краской ваше изделие!
Почитайте здесь про работу с алюминием для отливки разных поделок. Еще метод по теме статьи.
Изготовление формы из силикона Эластолюкс Платинум
На такую большую и простую фигуру можно и одинарную (цельную) форму лить и потом разрезать с одной стороны,чтоб вытаскивать. Эластолюкс очень хорошо выворачивается и гнется. Вот Эластоформ рвется. Да и разделительный состав (вазелин) в данном случае не обязателен. Я не мажу,потому что изделия после отливки окрашиваются и обезжиривать их постоянно не хочется.
Сертификат необходим при коммерческом выпуске шоколадных изделий, конфет, леденцов и пр. Если делать шоколад самостоятельно для себя, жены, ребёнка, достаточно просто использовать пищевой силикон. Угощая соседей с перфоратором необходимо подготовить формы из технического силикона.
izobreteniya.net