Как пользоваться 3д принтером: 8 нюансов на которые стоит обратить внимание
8 нюансов на которые стоит обратить внимание
Рано или поздно, каждый человек узнаёт о 3D печати. И лишь не многие счастливцы проникнувшись возможностями, которые открывает 3D печать, ловят себя на мысли, что хотят приобрести 3D принтер. Желание постепенно перерастает в серьёзное решение и начинается поиск нужного варианта. И тут потенциальный покупатель сталкивается с тем, что он не до конца понимает, что же ему выбрать, среди всего многообразия 3D принтеров. Ответ на этот вопрос мы и попытаемся раскрыть максимально подробно. На что же обратить внимание, и как определиться с выбором? Мы хотим предложить небольшой чек-лист, по тем нюансам, на которые надо обратить внимание при выборе 3D принтера. Вам для себя нужно решить для каких задач вы будете использовать эту технику ? Какими возможностями должен обладать 3D принтер, чтобы решить ваши задачи ?Нюанс 1: Определитесь с технологией 3D печати Первым делом нужно будет определиться с технологией 3D печати. Тут есть два основных пути. Если перед вами стоят задачи по изготовлению высокоточных и миниатюрных изделий, например ювелирных, то вам подойдут 3D принтеры использующий технологию SLA или DLP. Такие принтеры специально созданы для изготовления высокоточных моделей. 3D печать в данных принтерах происходит с помощью лазерного луча который засвечивает фотополимерную смолу. Отсюда и точность изготовления моделей. Яркими представителями данного сегмента : 3D принтер Form 2 или 3D принтер B9Creator
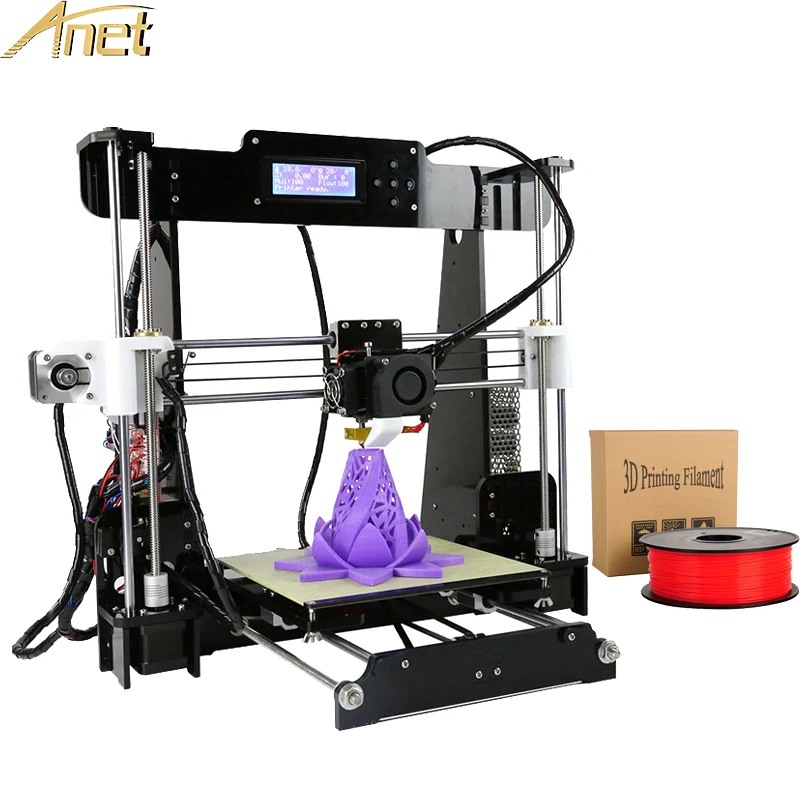
Если же перед вами стоит более широкий круг задач, и больше важна функциональность, размер детали, и низкая стоимость изготовления, то вам подойдет FDM принтер. 3D печать на данном оборудовании предполагает послойное плавление пластика. Если по SLA принтерам всё понятно. Сфера их применения — это ювелирное дело, стоматология, высокоточные прототипы небольших деталей. То на FDM принтерах мы остановимся подробнее. Тут намного больше разнообразия различных вариантов реализации принтеров.Нюанс 2: Трезво оцените свои потребности Конечно, всегда хочется получить всё самое лучшее и с максимальными возможностями.
Тут есть два основных пути. Если перед вами стоят задачи по изготовлению высокоточных и миниатюрных изделий, например ювелирных, то вам подойдут 3D принтеры использующий технологию SLA или DLP. Такие принтеры специально созданы для изготовления высокоточных моделей. 3D печать в данных принтерах происходит с помощью лазерного луча который засвечивает фотополимерную смолу. Отсюда и точность изготовления моделей. Яркими представителями данного сегмента : 3D принтер Form 2 или 3D принтер B9Creator
Если же перед вами стоит более широкий круг задач, и больше важна функциональность, размер детали, и низкая стоимость изготовления, то вам подойдет FDM принтер. 3D печать на данном оборудовании предполагает послойное плавление пластика. Если по SLA принтерам всё понятно. Сфера их применения — это ювелирное дело, стоматология, высокоточные прототипы небольших деталей. То на FDM принтерах мы остановимся подробнее. Тут намного больше разнообразия различных вариантов реализации принтеров.Нюанс 2: Трезво оцените свои потребности Конечно, всегда хочется получить всё самое лучшее и с максимальными возможностями.

 В первую очередь это относится к материалам с высокой степенью усадки, таким как ABS и Nylon. Для того чтобы печатать такими материалами однозначно требуется наличие у 3D принтера нагреваемого стола. И очень желательно наличие закрытого корпуса, чтобы обеспечить тепловой контур вокруг модели. Если же вы планируете печатать только пластиком PLA. То подогреваемый стол не нужен. Но всё-таки лучше, чтобы принтер имел подогреваемый стол. Сейчас разница в стоимости принтеров с нагреваемым столом практически не отличается от стоимости без него. Зато вы получаете универсальное решение, с помощью которого вы сможете выполнять полный спектр задач лежащих перед 3D принтером. Еще один момент. Возможность печати гибкими материалами Достаточно большое количество 3D принтеров сталкиваются с проблемами печати гибкими материалами. Конечно, печать различными Flex-ами и Rubber-ом на первый взгляд очень интересна. Но применение этих материалов в жизни встречается не очень часто. Обычно у большинства людей это происходит так: Печатается пару моделей, приходит понимание, что это не быстрый и достаточно сложный процесс.
В первую очередь это относится к материалам с высокой степенью усадки, таким как ABS и Nylon. Для того чтобы печатать такими материалами однозначно требуется наличие у 3D принтера нагреваемого стола. И очень желательно наличие закрытого корпуса, чтобы обеспечить тепловой контур вокруг модели. Если же вы планируете печатать только пластиком PLA. То подогреваемый стол не нужен. Но всё-таки лучше, чтобы принтер имел подогреваемый стол. Сейчас разница в стоимости принтеров с нагреваемым столом практически не отличается от стоимости без него. Зато вы получаете универсальное решение, с помощью которого вы сможете выполнять полный спектр задач лежащих перед 3D принтером. Еще один момент. Возможность печати гибкими материалами Достаточно большое количество 3D принтеров сталкиваются с проблемами печати гибкими материалами. Конечно, печать различными Flex-ами и Rubber-ом на первый взгляд очень интересна. Но применение этих материалов в жизни встречается не очень часто. Обычно у большинства людей это происходит так: Печатается пару моделей, приходит понимание, что это не быстрый и достаточно сложный процесс.
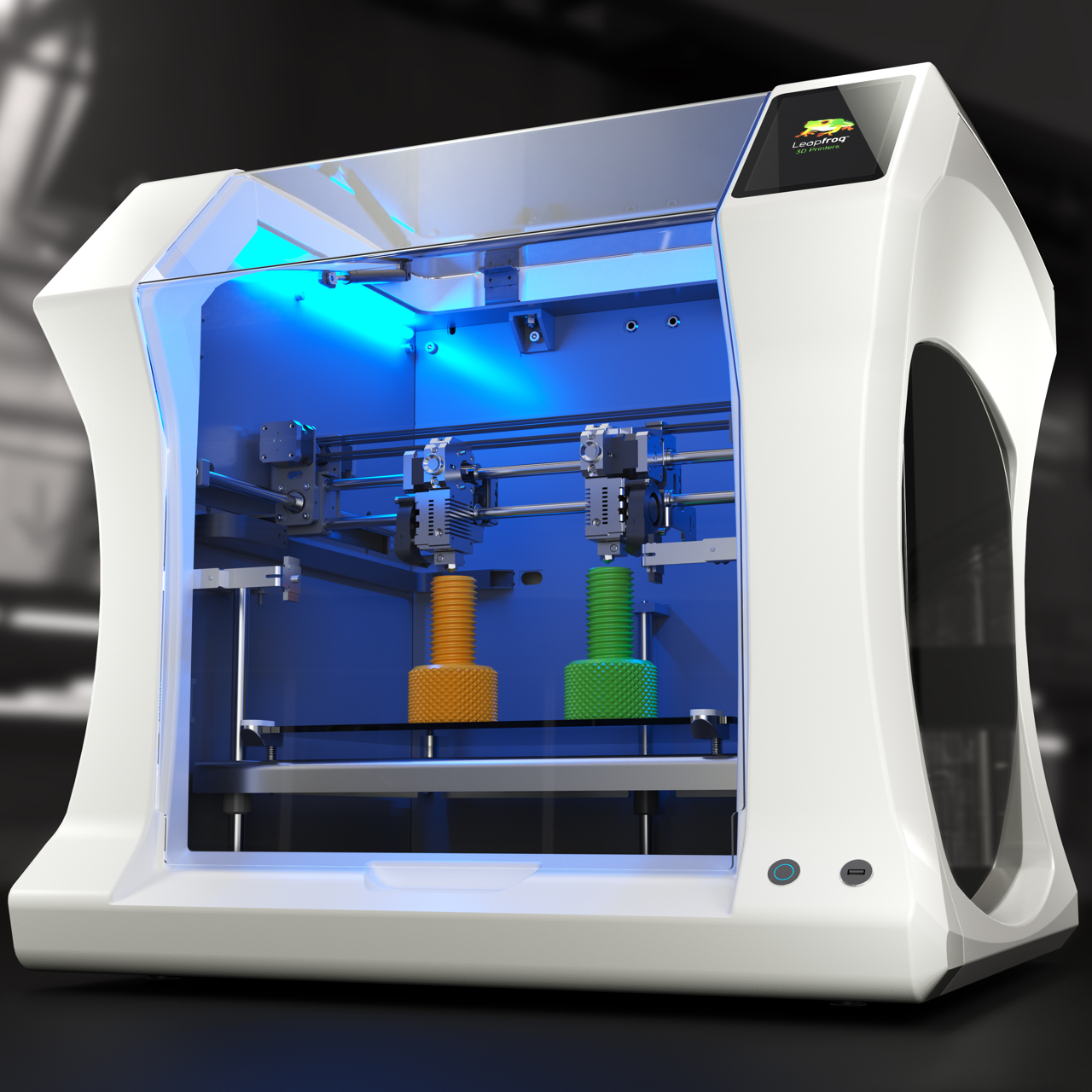
Нюанс 5: Конструкция и кинематика Далее, нужно обратить внимание на конструкцию 3D принтера. Даже если вы не большой специалист в технике, то сразу можно увидеть, что одни принтеры имеют открытую конструкцию. А другие закрытую. Как их любят называть в русскоязычном сообществе “кубики”. О чём говорит внешний вид? Принтеры с открытой конструкцией, обычно имеют кинематику с движущимся по горизонтали столом (на базе 3D принтеров Prusa). Эта кинематика имеет некоторые врожденные недостатки. Такие как, не самая высокая скорость печати и возможные проблемы с качеством печати, связанные со сложностью настройки. Это в первую очередь, так называемый вобблинг. Также, отсутствие закрытого корпуса может вызывать проблемы с качеством печати пластиками с высокой усадкой (ABS, Nylon). Главным преимуществом принтеров такой конструкции, является их цена.

В нашем ассортименте Вы всегда сможете найти 3D принтеры под ваши задачи:
1) Бюджетные 3D принтеры
2) 3D принтеры для Бизнеса
3) 3D принтеры с большой областью печати
4) 3D принтеры SLA и DLP
Остались вопросы?
Звоните по телефонам: +7 (495) 324-07-90 (Москва) и 8 (800) 775-86-69 (бесплатно по РФ) или пишите на почту: sales@3dtool. ru и наши сотрудники с удовольствием дадут вам развернутую консультацию по любой интересующей теме.
ru и наши сотрудники с удовольствием дадут вам развернутую консультацию по любой интересующей теме.
Твоя первая 3D-печать на Creality Ender-3 V2 / Амперка
Предположим, что вы уже прошли квест по сборке принтера, и уже не терпится что-нибудь напечатать. Рассказываем, как приступить к печати на Creality Ender-3 V2, и на какие настройки обратить внимание, чтобы использовать возможности своего 3D-принтера на полную катушку.
Перед распечаткой на 3D принтере модель надо подготовить и разбить на слои. Обычно 3D модели распространяются в формате STL — это своеобразный JPEG в мире моделирования. Трёхмерный объект в формате STL состоит из множества полигонов — треугольников, координаты которых описаны в файле.
Однако принтеры не способны самостоятельно обрабатывать STL-файлы. Сперва выбранную модель надо преобразовать в G-код — специальные команды для принтера, которые сообщают, куда перемещать головку и с какой скоростью выдавливать пластик в процессе печати. Для преобразования произвольной 3D-модели в G-код существуют специальные программы — слайсеры.
Для преобразования произвольной 3D-модели в G-код существуют специальные программы — слайсеры.
Мы покажем, как выглядит эта операция на примере 3D-принтера Creality Ender-3 V2. Обработаем в слайсере Cura популярную модель кораблика 3DBenchy.
Эта модель сделана специально, чтобы определять недостатки печати на 3D-принтерах и калибровать настройки. Можно скачать любую 3D-модель в формате STL со специализированных сайтов.
Скачивание слайсера
Для преобразования моделей в G-код подходит любая программа-слайсер. В данном примере мы будем использовать слайсер Cura — наиболее функциональную из бесплатных программ. Скачайте слайсер с официального сайта и запустите установку.
Пропустите приветственные экраны и примите условия использования.
Настройка принтера в слайсере
Добавьте принтер в программу с помощью кнопки «Add a non-networked printer».
Выберите из списка «Creality Ender-3». Это предыдущая модель, у которой идентичные характеристики.
В поле «Printer name» можно ввести любое имя принтера. Оно нужно, чтобы различать между собой несколько принтеров или несколько профилей настроек одного принтера. Назовите его «Creality Ender-3 V2».
Все настройки у принтера совпадают с Ender-3, поэтому на данном экране ничего менять не надо. Нажмите кнопку «Next».
Изменение языка программы
Для удобства сразу изменим язык программы. Зайдите в настройки с помощью кнопки «Preferences» → «Configure Cura…»
Выберите русский язык в выпадающем меню «Language».
Язык интерфейса поменяется только после перезагрузки программы. Закройте Cura и откройте заново — вас встретят русскоязычные менюшки.
Добавление модели в слайсер
Нажмите на кнопку с иконкой папки и выберите скачанный файл 3D-модели.
Настройка параметров печати
Всё управление программой вынесено в верхнюю панель с тремя кнопками.
Выбор принтера
В левом верхнем углу отображается имя вашего принтера. Мы добавили только одну модель, поэтому в этом пункте должен быть Creality Ender-3 V2.
Мы добавили только одну модель, поэтому в этом пункте должен быть Creality Ender-3 V2.
Выбор пластика и сопла на принтере
Ваш принтер Creality Ender-3 V2 позволяет печатать различными видами пластика и использовать сопла с разным диаметром. Проконтролируйте, что в программе выбрано штатное сопло 0,4 мм, которое установлено в принтере с завода.
Раскройте шторку выбора пластика и сопла. В разделе «Материал» выберите ваш пластик. Мы печатаем PLA-пластиком, поэтому выбрали «PLA» в разделе «Универсальные».
Выбор настроек слайсинга
По клику на длинную кнопку справа раскрывается список с основными настройками слайсинга. Разработчики Cura постарались сделать программу понятнее, поэтому встроили в неё подсказки. При наведении курсора на неизвестный параметр появится подсказка, которая поможет понять, за какую настройку он отвечает и на что влияет.
Кнопка «Своё» открывает подробные настройки со множеством параметров. Оставьте все профессиональные параметры по умолчанию. Нам вполне хватит базовых настроек.
Нам вполне хватит базовых настроек.
Верхний ползунок «Профили» отвечает за высоту одного слоя. Чем толще каждый слой, тем быстрее печатается модель. В то же время, при уменьшении толщины слоя достигается более аккуратное качество печати.
Выставим высоту слоя 0,16 мм. Это золотая середина между скоростью и качеством.
Второй ползунок «Заполнение» отвечает за внутреннюю часть модели. Принтер может напечатать только стенки модели, а внутренний объём оставить пустым. Это сильно снизит расход пластика, но негативно повлияет на прочность модели. Чтобы готовая пластиковая деталь не развалилась в руках, её внутренности не остаются пустыми, а заполняются сеточкой. Полученные рёбра повышают жёсткость модели.
Чтобы соблюсти баланс между прочностью модели и расходом пластика, выставьте заполнение на 20%.
Также в меню настроек слайсинга находятся два дополнительных параметра: поддержки и прилипание.
Если деталь имеет выступающие части, которые нависают над столом, то принтер не сможет их напечатать — они попросту упадут.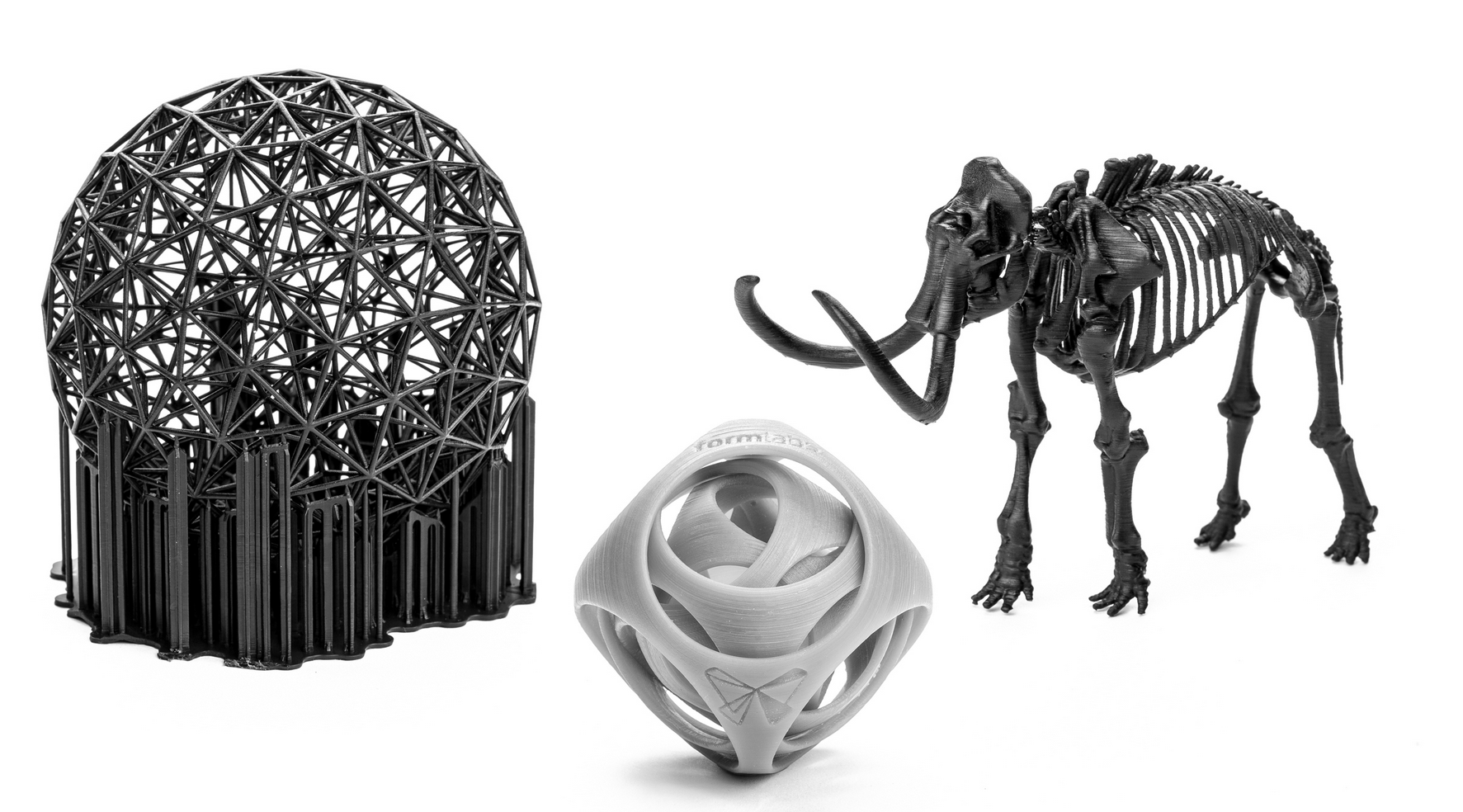 Чтобы этого не произошло, активируйте галочкой параметр «Поддержки». Под нависающими частями будут печататься столбики, которые поддержат деталь.
Чтобы этого не произошло, активируйте галочкой параметр «Поддержки». Под нависающими частями будут печататься столбики, которые поддержат деталь.
В нашей тестовой модели кораблика таких частей нет, поэтому параметр «Поддержки» активировать не надо. Но если вы печатаете собственную модель — не забывайте про опоры.
Параметр «Прилипание» улучшает адгезию. Это сила сцепления между деталью и столом. Если адгезия недостаточная, деталь может оторваться в процессе печати. Принтер будет печатать вокруг модели юбочку, которая увеличит площадь соприкосновения со столом. После печати её можно будет срезать, но она не позволит модели оторваться от стола посреди процесса.
Активируйте этот параметр, так как дно у кораблика довольно мелкое, и дополнительная поверхность для более прочной адгезии ему будет очень кстати.
Предварительный просмотр
Нажмите кнопку «Нарезка на слои». После этого слайсер просчитает траекторию головки и сгенерирует G-код.
Перейдите на вкладку «Предварительный просмотр», где будет видно построенные слои модели. Предпросмотр помогает проверить ваши настройки печати и понять, как будет печататься модель.
Предпросмотр помогает проверить ваши настройки печати и понять, как будет печататься модель.
Экспорт G-кода
Чтобы записать готовый файл, легче всего подключить к компьютеру карту памяти microSD через переходник из комплекта принтера. Слайсер сразу же обнаружит съёмное устройство и предложит сохранить файл на него. Сохраните G-код на карту памяти или с помощью раскрывающегося списка сохраните в файл, а затем вручную скопируйте на карту.
Калибровка стола
Первоначальную настройку мы уже выполнили при сборке принтера, однако со временем стол может сбиться. Если модель плохо прилипает или, наоборот, первый слой получается излишне тонким и экструдер начинает щёлкать, то стол необходимо перекалибровать с помощью четырёх угловых винтов.
С помощью энкодера на экране войдите в пункт «Prepare».
Выберите пункт «Auto home». Принтер поставит сопло в нулевое положение.
После этого отключите моторы командой «Disable stepper».
Положите лист бумаги между соплом и столом. Подрегулируйте винт. Сопло должно царапать, но не рвать лист.
Сдвиньте рукой печатающую головку и стол. Повторите данную операцию в каждом углу стола, чтобы задать самое ровное положение в горизонтальной плоскости.
Смена пластика
Перед тестовой печатью мы уже заправили катушку пластика, однако рано или поздно вам придётся его сменить. Например, если вы захотите печатать другим цветом или попробовать другой тип пластика. Для этого сначала понадобится удалить остатки старого пластика. Сменим пластик на другой, либо удалим остатки старого.
Нить пластика при печати плавится в сопле. Если сопло холодное, то пластик приплавится к соплу, и достать его не получится. Нагрейте сопло до температуры плавления пластика. Для этого надо зайти в пункт «Prepare».
Выберите пункт «Preheat PLA». Сопло начнёт разогреваться.
С помощью кнопки «Back» выйдете в основное меню.
Убедитесь, что сопло разогрелось до заданной температуры.
С помощью индикаторного колеса выкрутите нитку с пластиком из тефлоновой трубки и экструдера.
Обрежьте конец у нового пластика. Чтобы пластик попал в фитинг, а не застрял в экструдере, удобнее резать конец пластика под наклоном. Печать начнётся не сразу. Принтеру сперва необходимо нагреть стол и сопло до рабочей температуры.
Заправьте конец катушки в экструдер и с помощью индикаторного колеса протолкните пластик до сопла.
Пластик должен потечь из сопла.
Печать с карты памяти
Перед печатью надо задуматься об адгезии. На стекле есть специальное покрытие, которое улучшает сцепление между первым слоем пластика и столом, однако у больших моделей могут загибаться края. Для улучшения адгезии можно тонко помазать стол клеем-карандашом или побрызгать лаком для волос.
Вставьте карту памяти в нижнюю панель принтера.
Зайдите в меню «Print».
Выберите файл с корабликом, который мы подготовили в слайсере.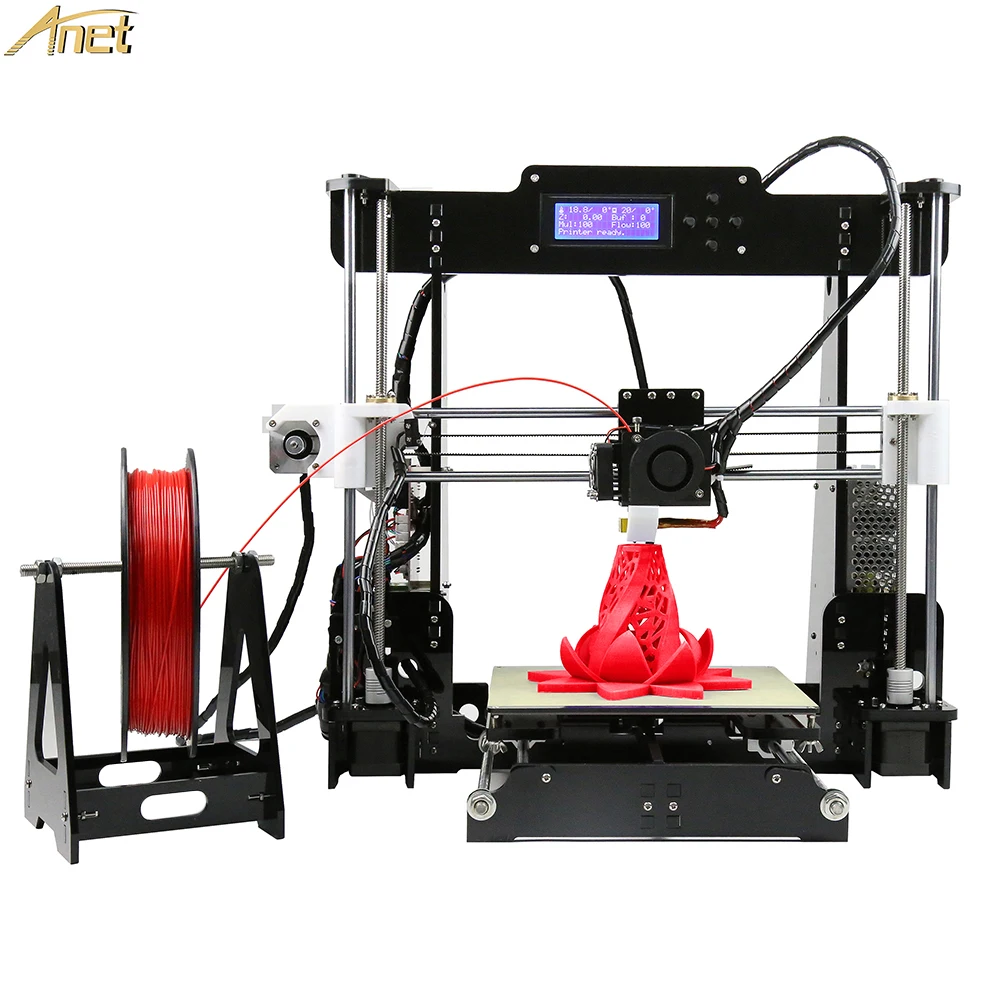
Печать начнётся не сразу. Принтеру сперва необходимо нагреть стол и сопло до рабочей температуры. Подождите, пока набирается температура.
Во время печати можно подрегулировать температуру сопла, скорость печати и несколько других параметров. Мы всё настроили в слайсере, поэтому менять ничего не надо.
В заключение
Мы показали вам самый короткий путь до начала использования 3D-принтера Creality Ender-3 V2 сразу после сборки. Это послужит вам шпаргалкой для печати произвольных 3D моделей и экспериментов с разными типами пластика. Дерзайте!
Полезные ссылки
Как работает 3D принтер: принцип работы, устройство
Технологии трехмерной печати уже никого не удивляют. Многие пользуются 3Д принтерами в личных целях, и практически не одно предприятие не обходится без промышленного принтера для трехмерной печати. И хоть это уже и не новость, а сама технология была разработана уже достаточно давно, мало кто знает, как работает 3D принтер.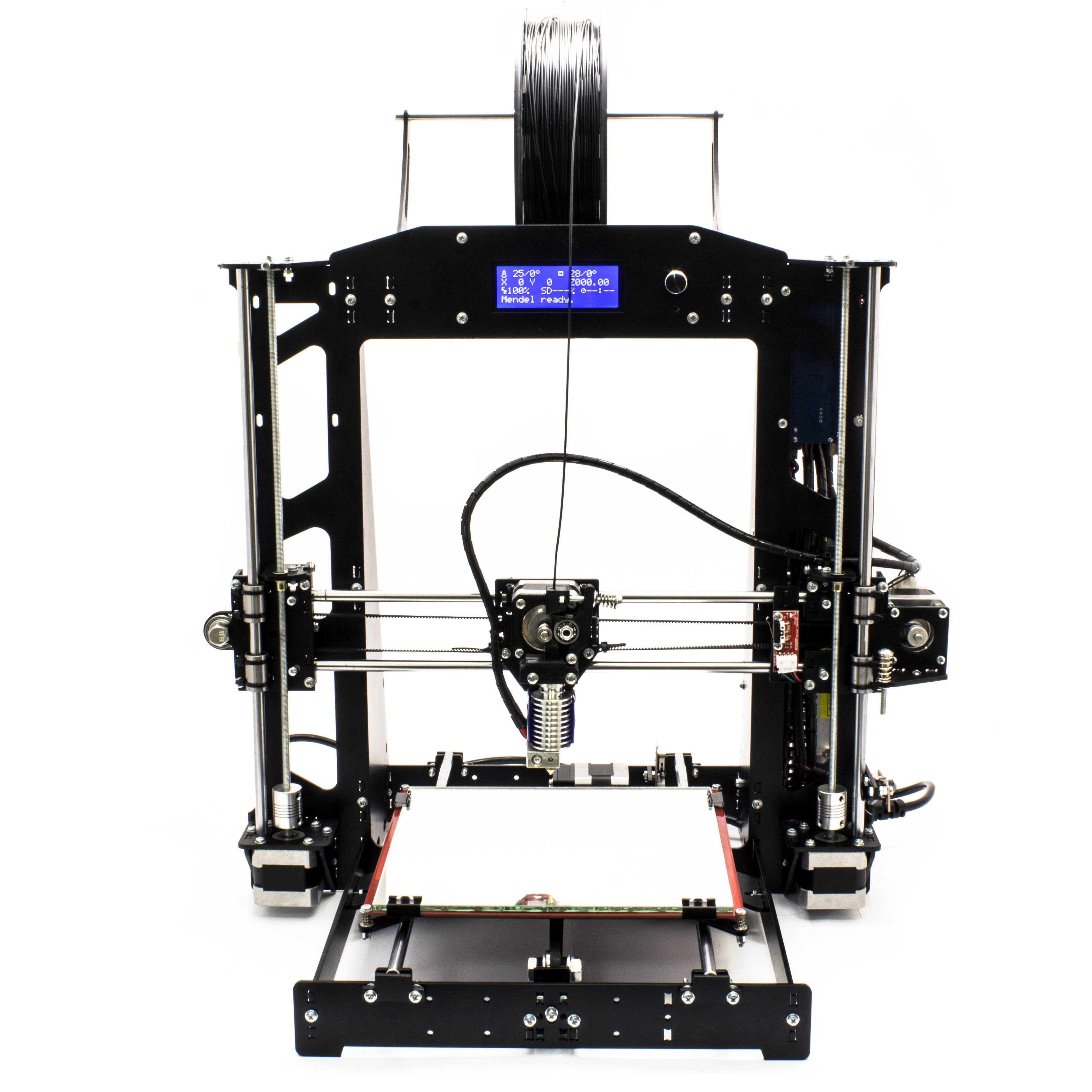 Если вас интересует этот вопрос, то данная статья будет вам весьма полезна.
Если вас интересует этот вопрос, то данная статья будет вам весьма полезна.
Для начала, чтобы понять принцип работы принтера для трехмерной печати следует понять, что это вообще такое и принцип печати.
0.1. Работа 3D принтера
1. Что такое 3D принтер
3D принтер – это устройство для создания физических объектов путем последовательного накладывания слоев. Другими словами 3Д принтер способен распечатать любой физический предмет, который смоделирован на ПК.
На сегодняшний день существуют различные модели 3D принтеров, которые способны работать с разными расходными материалами. Это означает, что при помощи трехмерной печати можно изготавливать любые детали для механизмов, которые смогут выдерживать высокие нагрузки, и не уступают деталям, сделанным традиционным способом.
Независимо от модели все современные 3D принтеры имеют одинаковый принцип работы.
2. Принцип работы 3D принтера
Теперь вы знаете определение 3Д принтера, и можно переходить к вопросу, как он работает.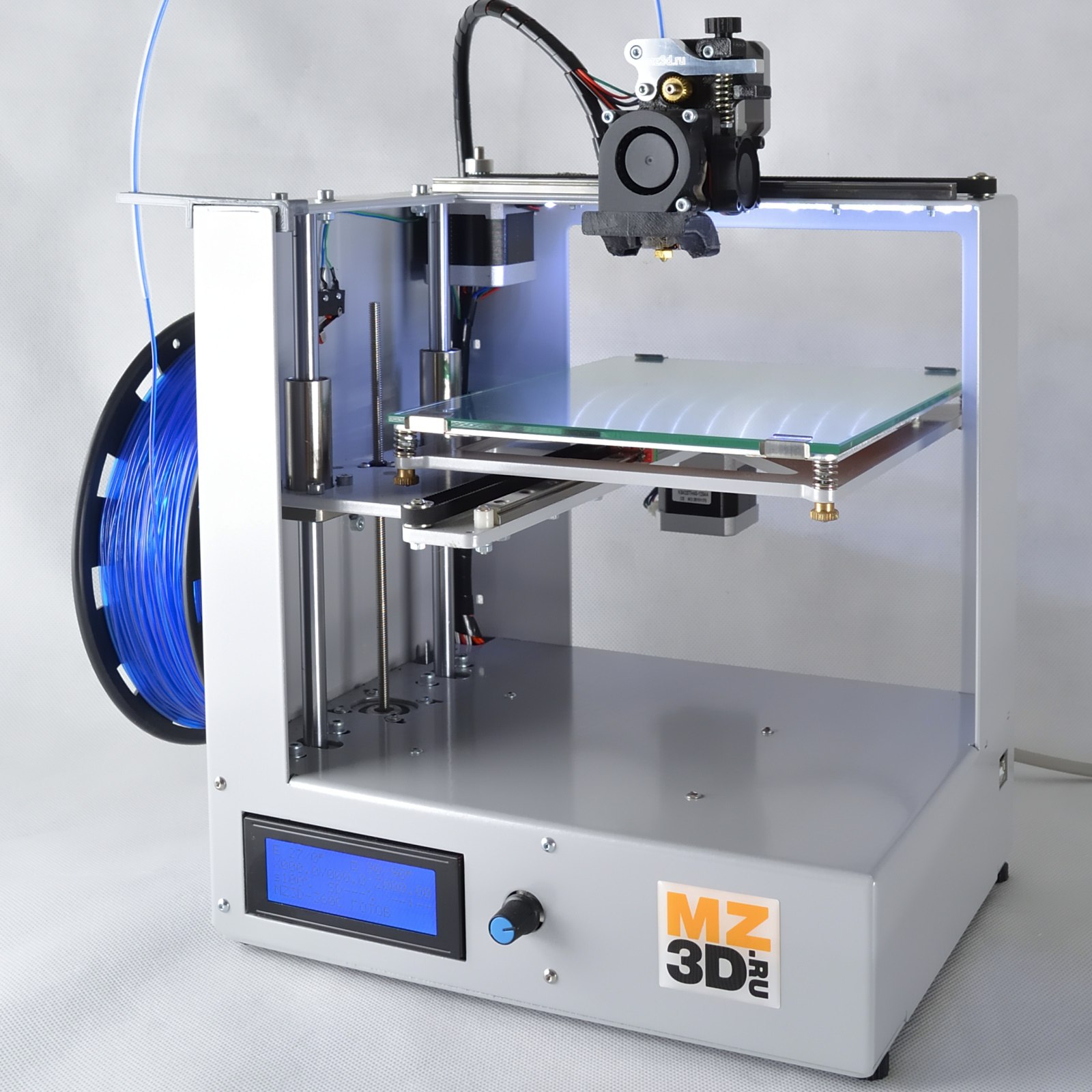 Вы уже знаете, что принтер для трехмерной печати способен выводить трехмерную информацию, то есть создавать физические объекты по информации, поступающей с персонального компьютера. Принцип действия 3D принтера заключается в последовательном наложении тончайших слоев расходного материала (пластика, или металлической пудры и так далее).
Вы уже знаете, что принтер для трехмерной печати способен выводить трехмерную информацию, то есть создавать физические объекты по информации, поступающей с персонального компьютера. Принцип действия 3D принтера заключается в последовательном наложении тончайших слоев расходного материала (пластика, или металлической пудры и так далее).
Слой за слоем создается физический объект. При этом стоит отметить, что такая технология изготовления моделей отличается высокой скоростью. Кроме этого принтер абсолютно лишен так называемого «человеческого фактора». То есть машина не совершает ошибок, благодаря чему изделия получаются абсолютно точными и идентичными оригиналу.
Из-за того, что существуют разные типы устройств для трехмерной печати невозможно однозначно ответить на вопрос, как работает 3Д принтер. К примеру, устройство, печатающее пластиком, имеет один принцип, а принтер, работающий с металлической пудрой совершенно другой. Конечно, все они работают по принципу послойного создания модели, однако в случае с пластиком принтер должен плавить расходный материал до жидкого состояния, а в случае с металлической пудрой печатающая головка распыляет связующее вещество.
2.1. Как работает 3D принтер по пластику
Принцип работы такого принтера заключается в том, что печатающая головка (так называемый экструдер) сильно нагревается и плавит пластик, который подается в виде литой трубки. Далее расплавленный материал подается с нижней части печатающей головки и помещается в нужных местах.
Для правильно работы принтера необходим специальный файл, который содержит всю информацию о создаваемой модели. В зависимости от модели принтер может быть подключен к ПК или работать автономно.
2.1.1. Работа 3D принтера по металлу
Как и любой другой 3Д принтер, устройства, печатающие металлом, также управляются при помощи компьютера. Кроме этого используется такой же принцип послойного создания модели. Однако в отличие от принтера, печатающего пластиком, 3D принтер по металлу не плавит расходный материал.
Принцип работы заключается в следующем. Печатающая головка наносит специальное связующее вещество (клей) в местах, указанных компьютером. После этого вал наносит тончайший слой металлической пудры на всю рабочую площадь. В местах, где нанесен «клей» металлическая пудра склеивается и затвердевает. Далее печатающая головка снова наносит «клей», после чего вал насыпает еще один тончайший слой металлического порошка и так далее.
После этого вал наносит тончайший слой металлической пудры на всю рабочую площадь. В местах, где нанесен «клей» металлическая пудра склеивается и затвердевает. Далее печатающая головка снова наносит «клей», после чего вал насыпает еще один тончайший слой металлического порошка и так далее.
3. Как работает 3D принтер: Видео
По окончанию работы принтера получается необходимый физический объект. Лишняя пудра просто сдувается с модели. Однако изделие все еще не готово. На данной стадии деталь очень пористая и хрупкая. Для придания ей жесткости и прочности изделие помещается в специальный контейнер, который засыпается бронзовой пудрой, и все это помещается в специальную печь, для сплавления молекул металла между собой и насыщения изделия бронзой.
Конечно, весь этот процесс занимает достаточно много времени, однако все равно изготовление детали происходит существенно быстрее, чем традиционным способом.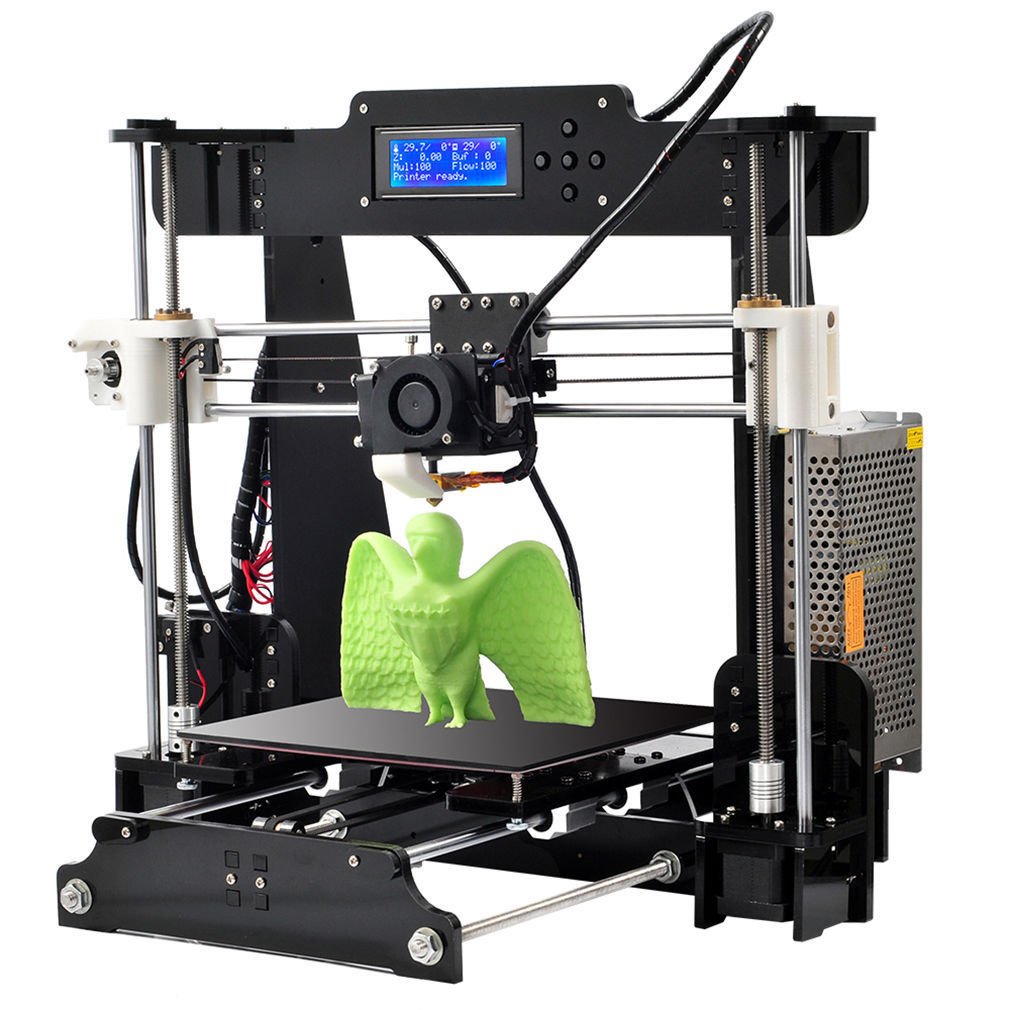 Кроме этого такое производство существенно дешевле. Такой же принцип работы имеют и принтеры, печатающие стеклом.
Кроме этого такое производство существенно дешевле. Такой же принцип работы имеют и принтеры, печатающие стеклом.
4. Устройство 3D принтера
По своему устройству 3D принтер схож с обычным принтером для печати 2Д изображений. Отличие заключается только в том, что 3Д принтер печатает в трех плоскостях. То есть помимо ширины и высоты появляется еще и глубина. Не зависимо от модели, все 3D принтеры имеют практически одинаковое строение. Они состоят из одинаковых элементов. Итак, устройство 3Д принтера включает в себя:
- Экструдер, который разогревает и выдавливает полужидкий пластик;
- Рабочая поверхность – платформа, на которой выполняется печать;
- Линейный мотор, который приводит в движение подвижные органы;
- Фиксаторы – датчики, ограничивающие движения подвижных органов, к примеру, когда они подходят к краю рабочей поверхности;
- Рама;
- Картезианский робот – машина, которая способна двигаться в трех направлениях по осям координат X, Y и Z.


Все это управляется при помощи компьютера, который задает величины движений каждого из компонентов. Теперь вы знаете, как устроен 3D принтер, что позволяет лучше узнать современную технику и понять принцип ее работы. Конечно, этот пример описывает простейшую конструкцию 3D принтера. Сегодня существуют более сложные устройства, которые имеют дополнительные возможности и более сложные схемы. Однако устройства новых моделей компании изготовители, по определенным причинам, держат в строгом секрете.
13 заметок о 3D-печати, после 3 лет владения 3D-принтером / Хабр
Эта статья будет, прежде всего, интересна как тем, кто сталкивался непосредственно с 3D печатью, то есть является владельцем 3D-принтера, но также и тем, кто только собирается влиться в ряды 3D-печатников и раздумывает о покупке своего принтера.
В рамках этой статьи я хочу изложить свои наблюдения, как непосредственного владельца 3D-принтера, в течение более чем 3 лет.
Несмотря на то что 3D-принтеры известны достаточно давно и, на моей памяти, стали широко применяться, судя по информации на различных ресурсах, начиная примерно с 2010 года (могу и ошибаться, это мои субъективные наблюдения), долгое время я по необъяснимым причинам игнорировал эту сферу, сложно сказать почему…
Наверное, считал это каким-то «детским баловством», ещё одной хайповой темой, на которую уже просто не хватает времени…
Перелом произошёл тогда, когда у меня износилось одно колёсико у чемодана для поездок.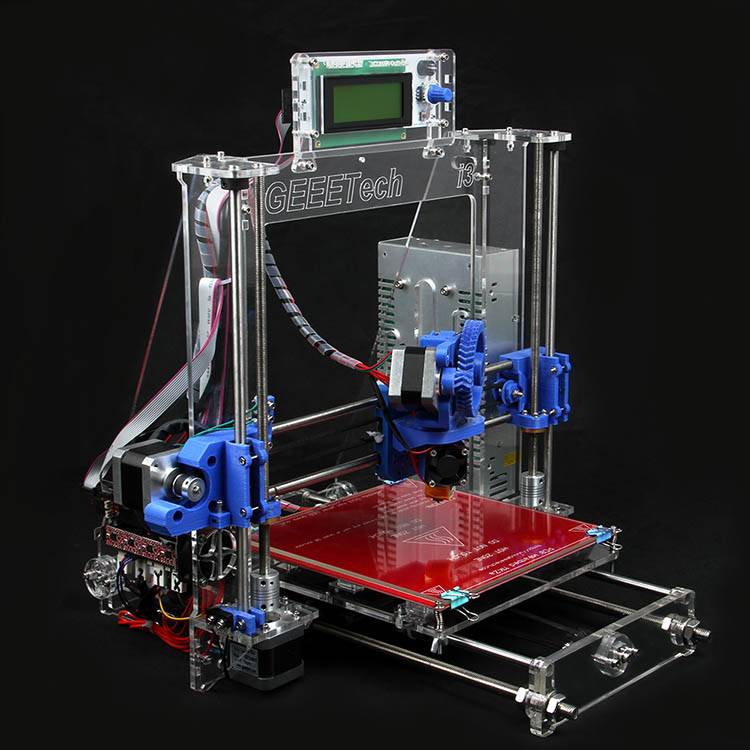 Ну, знаете, такой большой пластиковый чемодан, с вращающимися четырьмя колёсиками снизу. К сожалению, он является «достаточно одноразовой вещью», ввиду отсутствия подшипников на колёсах, из-за чего износ места трения оси и колёса даёт чемодану прослужить не более одного-двух сезонов.
Ну, знаете, такой большой пластиковый чемодан, с вращающимися четырьмя колёсиками снизу. К сожалению, он является «достаточно одноразовой вещью», ввиду отсутствия подшипников на колёсах, из-за чего износ места трения оси и колёса даёт чемодану прослужить не более одного-двух сезонов.
И у меня как будто «молния сверкнула посреди дня: 3D-принтер!» Именно с его помощью я смогу исправить эту проблему! Забегая вперёд, скажу, что починить чемодан таким способом мне так и не удалось, поэтому пришлось использовать другой подход…
В итоге я его «апнул» — установив колёса от ненужных роликовых коньков. Благодаря такому «апу», чемодан стал настоящим вездеходом и, даже будучи весьма нагруженным, легко едет – толкаемый вперёд даже «одним пальчиком». И даже по снегу, в 5-6 см толщиной. Танк, а не чемодан получился! К слову – крутящиеся колёсные «юниты» брал в леруа. Потом снял и выкинул оттуда родные пластиковые колёса, вставив от роликовых коньков:
Но сама эта мысль стала неким спусковым крючком, которая позволила мне наконец-то приобщиться к миру печатников и купить свой первый 3D-принтер.
Как и многие, прежде чем его приобрести, я долго штудировал разнообразные формы и сайты, вникая во все тонкости. И почему-то сразу мне приглянулся тип принтера, называемый дельта принтер. Наверное, потому, что при работе он выглядит как некий «аппарат пришельцев».
Если на досуге вы любите посидеть, «смотря в ковёр», то с появлением такого принтера у вас появится гораздо более интересное занятие, даже, можно сказать, гипнотизирующее :-))
А это, собственно, моя дельта (если кому интересно), которая прошла, скажем так, «ultimate ап»: вся электроника вынесена наверх, на самодельную сварную раму, обтянута полиэтиленом и сделана магнитная дверь. Катушка с прутком установлена наверху, на раме. Ось, на которую надета катушка — выточена на токарном станке из алюминия и в неё вставлен подшипник от ГРМ ВАЗ. В итоге катушка — «вращается даже от пролёта мухи рядом»:
Ну, да не буду долго рассуждать, начнём рассмотрение основных фактов, которые у меня накопились по итогам владения этой машиной… Факты сугубо субъективные и могут расходиться с вашим видением. В любом случае буду рад комментариям, уточнениям и т.д.
В любом случае буду рад комментариям, уточнениям и т.д.
▍ ЗАМЕТКА 1. Дельта хороша, но…
Тут следует привести ряд моих наблюдений, касаемо дельта-принтера:
- Содержит полностью готовый каркас будущего ящика, который позволяет легко сформировать термокамеру. Понимаю, многие принтеры выполнены в форм-факторе «некого ящика» (но нельзя не отметить этот момент), что существенно облегчает процесс обтягивания этого ящика теплоизолирующим материалом. В моём случае, в качестве такого материала, — я использовал полиэтиленовую плёнку.
- Уже благодаря своему устройству, дельта позволяет работать на гораздо больших скоростях, чем XY принтеры. Кстати, именно на дельта-принципе построены многие современные быстродействующие промышленные роботы для сортировки разнообразных деталей прямо на ленте транспортёра:
Однако, данный плюс не позволяет реализовать в полной мере возникновение паразитных вибраций, даже несмотря на подавители оных:
Таким образом, точная печать возможна, только на скоростях (по крайней мере, это было так меня), не более 60 мм в секунду. Сложная процедура выравнивания движения головки параллельно столу, ввиду чего, у многих возникает так называемая «линза». Люди с ней борются с разным успехом, однако на своём принтере я не сталкивался с этим и для меня поэтому «линза» никогда не была проблемой. В этом же пункте стоит отметить калибровку стола, которая изначально на первых дельтах отсутствовала, и приходилось пользоваться внешним сторонним решением от одного американского самодельщика, под названием EZBED. Данное решение представляло собой аппаратно-программный комплекс, позволяющий достаточно быстро и легко откалибровать печатный стол, — то есть дать принтеру понять его геометрию. На современных принтерах указанная проблема отсутствует, так как они комплектуются встроенным решением для калибровки. Стоит отметить, что эту проблему я решил, прикрепив концевик на печатающую головку, и использовав прошивку Marlin-1.1.9.
Сложная процедура выравнивания движения головки параллельно столу, ввиду чего, у многих возникает так называемая «линза». Люди с ней борются с разным успехом, однако на своём принтере я не сталкивался с этим и для меня поэтому «линза» никогда не была проблемой. В этом же пункте стоит отметить калибровку стола, которая изначально на первых дельтах отсутствовала, и приходилось пользоваться внешним сторонним решением от одного американского самодельщика, под названием EZBED. Данное решение представляло собой аппаратно-программный комплекс, позволяющий достаточно быстро и легко откалибровать печатный стол, — то есть дать принтеру понять его геометрию. На современных принтерах указанная проблема отсутствует, так как они комплектуются встроенным решением для калибровки. Стоит отметить, что эту проблему я решил, прикрепив концевик на печатающую головку, и использовав прошивку Marlin-1.1.9.
▍ ЗАМЕТКА 2. «Размер — не главное…» 🙂
Когда я приобретал принтер, я впечатлялся возможностью огромных распечаток, а-ля цевьё каких-то футуристичных винтовок, огромных деталей корпусов и т. д.
д.
Однако если попробовать проанализировать итоги своей многолетней практики, то выяснится, — что в большинстве случаев, осуществлялась печать достаточно маленьких объектов, которые легко умещаются на ладони, максимум на двух ладонях. Несмотря на такой, казалось бы, маленький размер, печать этих деталей занимала существенное время. Конечно, это очень сильно зависит от того, каким соплом вы печатаете. Но, несмотря на это, сложно не согласиться с тем фактом, что большая часть печатаемых деталей будет достаточно утилитарной и малого размера.
Поэтому, честно говоря, необходимость принтера, который позволяет напечатать «Венеру Милосскую в натуральный размер» весьма неочевидна.
Конечно, вы мне можете возразить, что «вот куплю принтер, немного освоюсь и кааак начну!!!»
Тут нужно учитывать один простой момент: не бывает универсальных вещей. А чтобы понять, насколько 3D-печать вообще и ваш принтер, в частности, будет нужен Вам для решения ваших задач, и насколько он сможет решать такие задачи, — вам просто нужно для начала попробовать метод 3D-печати лично и тогда вам многое станет ясно.
Поэтому для начинающего, я рекомендую брать небольшой принтер, который позволяет печатать исключительно небольшие предметы, умещающиеся на ладони — двух. С таким аппаратом вы точно никогда не прогадаете, так как он всегда будет нужен. Кроме того, с его помощью вы сможете освоиться с процессом печати и, при необходимости, приобрести аппарат большего размера, уже чётко понимая его возможности и способность решить ваш комплекс задач.
▍ ЗАМЕТКА 3. «Какого типа принтер брать».
Исходя из всего вышесказанного, я не рекомендую брать дельта принтер и это можно сказать сразу.
Не потому, что он плох, на самом деле, он печатает достаточно точно, основная его проблема (на мой взгляд) — это невозможность печатать прямоугольные плоские, достаточно большие компоненты корпусов, а также невозможность реализовать в полной мере скоростную работу, так как критически падает качество. Тут получается достаточно обидная ситуация, — принтер может работать быстро, но этого нельзя делать, так как качество будет «никаким».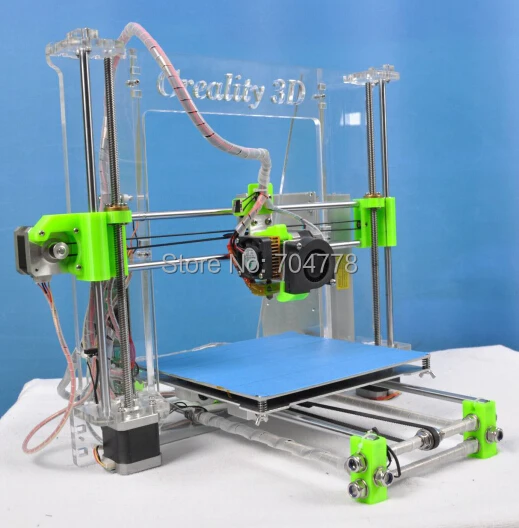
А какой тогда вообще брать? В зависимости от бюджета и возможностей я рекомендую брать любой кубический принтер, например, тот же самый Core XY (перемещается головка, а стол спускается по мере «вырастания» модели, сверху вниз):
Источник картинки: thingiverse.comТакой принтер позволяет легко печатать достаточно крупные плоские детали корпусов, обладает хорошей скоростью и точностью. Кроме того, наличие жесткой коробчатой рамы, — позволяет его легко обтянуть полиэтиленом для создания герметичной термокамеры. Кроме того, сам факт, что стол при работе не перемещается, позволяет уменьшить число проблем с отклеиванием модели.
Однако в полной мере плюсы этого принтера не раскроются, если на нём будет стоять direct-экструдер. С одной стороны, он позволит печатать резиноподобными материалами, с другой —
большая инерция и вес головки. А это — паразитные вибрации, износ мех. части и т.д. (как и всё в жизни «одно лечим — другое калечим»:-))
На начальных этапах это может и не понадобиться, но в дальнейшем может возникнуть необходимость распечатать, например, покрышки для вашего самодельного автомобиля. И с этим, у боуден-экструдера — явные проблемы. Хотя справедливости ради печать таким резиноподобным материалом — далеко не ежедневная потребность. Впрочем, кто ищет, тот всегда найдет: я со временем нашёл способ «апнуть» свой принтер с боуден-экструдером, для печати гибкими материалами. «Костыли» конечно. Но хотя бы так.
И с этим, у боуден-экструдера — явные проблемы. Хотя справедливости ради печать таким резиноподобным материалом — далеко не ежедневная потребность. Впрочем, кто ищет, тот всегда найдет: я со временем нашёл способ «апнуть» свой принтер с боуден-экструдером, для печати гибкими материалами. «Костыли» конечно. Но хотя бы так.
Кстати сказать, есть и принтеры более дешёвого типа, так называемый «дрыгостол», печатающие за счёт перемещения стола и головки:
Они недорогие, умеренно точные, однако требуют достаточно качественного приклеивания печатаемой модели к столу, ввиду того, что стол перемещается, и модель может отклеиться при резких рывках стола. При печати крупногабаритных моделей это может стать проблемой.
▍ ЗАМЕТКА 4. Чем печатать?
Вопрос исключительно вкуса и назначения. То есть, если ваша распечатка будет стоять только на полке и должна отличаться каким-то эстетичным видом, — это одни требования, если распечатка является инженерной деталью, которая будет эксплуатироваться, в условиях повышенной механической нагрузки, — это другие требования. То есть, в первом случае Вы можете использовать любые PLA, SBS пластики, и другие, подобные им по свойствам.
То есть, в первом случае Вы можете использовать любые PLA, SBS пластики, и другие, подобные им по свойствам.
Для инженерных же деталей, например, я использую исключительно ABS-пластик. Он сочетает в себе высокую твёрдость, прочность и малую цену. Хотя понимаю, что сейчас это последнее утверждение вызовет бурю комментариев в стиле «нет! — существует ещё прочнее, ещё лучше, тот же PETG и т.д.»:-)
Просто здесь я хотел сказать, что благодаря малой цене и тем практическим экспериментам, которые я провел с ABS пластиком, я понял, что он полностью удовлетворяет всем моим требованиям.
Однако то, что ABS-пластик при нагреве выделяет канцерогенные вещества, достаточно напрягает и заставляет принимать меры по предотвращению отравления. Для этого, принтер у меня печатает полностью закрытый и на открытом балконе. После печати — камера принтера открывается, и он в таком открытом виде остаётся, пока полностью не проветрится и не остынет.
▍ ЗАМЕТКА 5. » ABS-ом же сложно печатать, он же расслаивается, отлипает от стола и вообще.
 ..»
..»При правильно настроенном принтере (в моём, случае – при температуре печати в 205 градусов, термокамере и температуре рабочего стола в 100 градусов), использовании вспомогательных приёмов, например, в числе которых, можно назвать, так называемой ABS-сок (представляющий собой ABS-пластик, растворённый в ацетоне), можно создавать износоустойчивые и прочные вещи, без каких-либо гипотетических проблем.
К примеру, мой принтер осуществлял печать в течение многих часов, при температуре сильно ниже нуля. И такое было не раз и не два и не три! И качество распечаток было отменное:
12-часовая печать ABS при температуре -4 С▍ ЗАМЕТКА 6. Ацетон для пост-обработки и приготовления ABS-сока
В свое время я написал достаточно
развёрнутую статью на эту тему и постараюсь привести основные выдержки из неё. Суть вопроса здесь заключается в следующем: ввиду того, что для производства ацетона используются разные ГОСТы, ацетон различается по качеству. Несмотря на то, что казалось бы, «ацетон он и в Африке ацетон», — тем не менее, один вид ацетона может существенно отличаться друг от друга.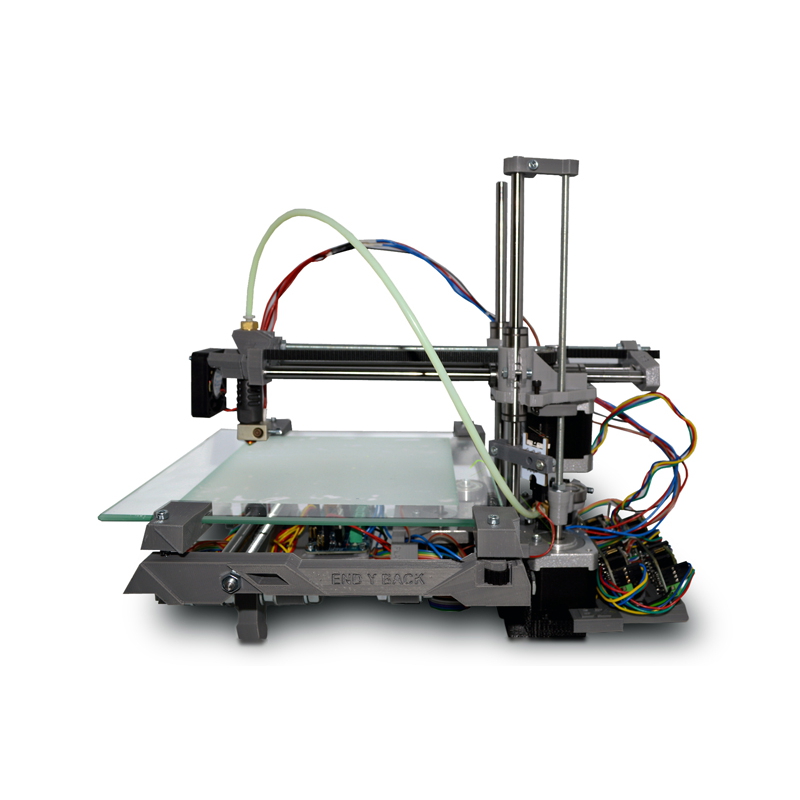 Например, обычный ацетон, который может быть куплен в любых хозмагах, типа «1000 мелочей», «магазин около дома» и тому подобных, — является ацетоном очень низкого качества, отвратительно пахнет ( хотя кому как, может быть, кому-то и нравится его приятный строительный аромат и «послевкусие»:-)) ).
Например, обычный ацетон, который может быть куплен в любых хозмагах, типа «1000 мелочей», «магазин около дома» и тому подобных, — является ацетоном очень низкого качества, отвратительно пахнет ( хотя кому как, может быть, кому-то и нравится его приятный строительный аромат и «послевкусие»:-)) ).
В противовес ему, существует гораздо более качественный ацетон, который, однако, совершенно не встречается ни в каких бытовых магазинах, даже крупных сетевых, типа Ашана или Леруа Мерлен.
Ацетон такого типа встречается исключительно в магазинах, в которых продаются лаки и краски для автомобильных работ, — то есть это узкоспециализированные магазины для автомастерских:
Ацетон, который можно там приобрести, — отличается отличным качеством, по запаху практически похож на спирт, быстро выветривается,
🙂 – это шутка, конечно же, даже не пробуйте.
Однако, основным его преимуществом, по сравнению с ацетоном бытового типа, является то, что он отлично растворяет ABS-пластик и не позволяет ему выпадать в осадок. Лично для меня это было весьма удивительное наблюдение, когда один и тот же ABS-пластик отлично растворялся ацетоном из автомагазина, и полностью выпал в осадок, когда я попытался применить бытовой ацетон (просто кончился запас хорошего ацетона, и пришлось использовать «то, что есть»).
Лично для меня это было весьма удивительное наблюдение, когда один и тот же ABS-пластик отлично растворялся ацетоном из автомагазина, и полностью выпал в осадок, когда я попытался применить бытовой ацетон (просто кончился запас хорошего ацетона, и пришлось использовать «то, что есть»).
Поэтому, если вы хотите, чтобы у вас результат был всегда отличным, то вот правильный ацетон. На нём должна быть надпись «для профессионального использования»:
▍ ЗАМЕТКА 7. А как насчёт ABS-сока?
«ABS-сок»-ом печатники называют смесь из ацетона и растворённых в нём кусочков ABS-пластика. Этой смесью смазывают поверхность рабочего стола перед печатью и дают ей высохнуть. Благодаря такой намазке, модель легко прилипает к рабочему столу и не отклеивается в процессе печати. После завершения печати и остывания печатного стола, модель легко отделяется.
Здесь следует сказать только то, что я, со временем перепробовав разные подходы, остановился на использовании гибких металлических шпателей, ещё называемых «шпателями японского типа»:
По результатам множества тестов, этот способ намазки оказался одним из самых удобных вариантов, такие шпатели очень легко и быстро можно очистить после работы. Другими словами, весьма рекомендую!
Другими словами, весьма рекомендую!
▍ ЗАМЕТКА 8. » Да на нём ничего толкового невозможно сделать, немного побаловался и решил продать, — всё равно ни для чего хорошего его не применишь»
Абсолютно не согласен, с утверждением выше, которое периодически приходится слышать от новичков 3D-печати. Можно даже сказать больше: в данный момент я даже не представляю, как я раньше жил без 3D-принтера! Так как именно он даёт возможность любому самодельщику существенно, расширить свои возможности и делать штучные изделия, практически заводского качества! Конечно, для этого к 3D-принтеру должны прикладываться соответствующие руки, но это уже другой вопрос…
Например, в моём случае, когда 3D-принтер дополняется соответствующей выдумкой, наличием токарного станка по металлу, это позволяет мне существенно расширить возможности своего «самодельства» и замахиваться на вещи, за которые я раньше и не подумал бы взяться!
Например, среди моих самоделок можно перечислить следующие:
- Отапливаемая подошва для ботинок, которая представляет собой интегрированный в стельку шланг (и залитый бытовым силиконом из хозмага), по которому течёт вода, подогреваемая с помощью грелки для рук каталитического типа. Вода прокачивается с использованием маленького перистальтического насоса. Двигатель с металлическим редуктором, который использован в создании данного насоса, позволяет развивать усилие в 3 кг, что является даже избыточным для этой самоделки. Питание двигателя осуществляется от элементов Пельтье, укрепленных рядом с каталитической грелкой. Проект в данный момент находится в работе.
 Вода прокачивается с использованием маленького перистальтического насоса. Двигатель с металлическим редуктором, который использован в создании данного насоса, позволяет развивать усилие в 3 кг, что является даже избыточным для этой самоделки. Питание двигателя осуществляется от элементов Пельтье, укрепленных рядом с каталитической грелкой. Проект в данный момент находится в работе.
Вода прокачивается с использованием маленького перистальтического насоса. Двигатель с металлическим редуктором, который использован в создании данного насоса, позволяет развивать усилие в 3 кг, что является даже избыточным для этой самоделки. Питание двигателя осуществляется от элементов Пельтье, укрепленных рядом с каталитической грелкой. Проект в данный момент находится в работе.- Центробежная водяная помпа, укреплённая на валу двигателя внутреннего сгорания, который приводит в действие носимый воздушный компрессор высокого давления, развивающий давление в 500 бар. Помпа прокачивает охлаждающую жидкость через кожух насоса высокого давления, точнее его вторую ступень. Несмотря на то, что помпа распечатана на 3D-принтере, и работает на оборотах более 6000 в минуту, ничего «не развалилась, не рассыпалась, не разбилось». Как можно видеть на фото — помпа установлена вместо «заводилки», то бишь армстартера. Схема компрессора в целом такая: 2 двигателя. Соединены сцеплением. Один — тягловый. Второй — модифицирован и превращён в компрессор высокого давления:
 Один — тягловый. Второй — модифицирован и превращён в компрессор высокого давления:
Один — тягловый. Второй — модифицирован и превращён в компрессор высокого давления:Да, до сборки подобного, я тоже не верил, что это возможно. Мало того, даже когда собрал — не поверил своим глазам :-))). Однако — факт…
- Печатал ряд тестовых трубок Ранка-Хилша, о сути которых я подробно рассказывал в этой статье.
- Распечатана масса деталей, более 100 штук, для создания 10 роботов, управляемых через интернет. Об этом тоже была подробная статья вот здесь.
Ну и ещё куча всяких полезных и не очень поделок. Как можно видеть по моим самоделкам выше, я испытываю особую страсть к созданию неких полезных вещей, утилитарного направления. То есть, чтобы распечатка приносила пользу, а не относилась к типу «ыыы дывысь, Микола, чо я тут зробив» :-), — и потом поставить на полку и всё. Хотя, инженеры тоже не чужды красотам, и об этом будет мой следующий факт ниже.
▍ ЗАМЕТКА 9. Правильное размещение модели при печати — это половина успеха
Казалось бы, очевидный факт, но многие его недооценивают. Здесь я имею в виду следующее: опытным путём мною совершенно случайно было выявлено, что при осуществлении печати разнообразных статуй (в чём я, совершенно неожиданно для себя, — обнаружил ещё одну свою страсть), — статуи желательно размещать под углом к печатному столу.
Здесь я имею в виду следующее: опытным путём мною совершенно случайно было выявлено, что при осуществлении печати разнообразных статуй (в чём я, совершенно неожиданно для себя, — обнаружил ещё одну свою страсть), — статуи желательно размещать под углом к печатному столу.
Это позволяет слоям в распечатке идти под углом приблизительно 45-50 градусов к модели. Результатом этого становится то, что на распечатанной модели практически полностью не видны слои и модель выглядит, как будто прошедшая постобработку, но при этом сохраняет глубокий матовый цвет, который, лично на мой вкус, больше походит на мрамор, чем глянцевый результат обработки в ацетоновой бане:
Дополнительным плюсом такого способа является то, что слои идущие под углом в 45-50° к модели, — придают ей дополнительную прочность. Это особенно актуально для печати статуй, которые содержат множество тонких элементов, легко откалывающихся при случайном падении статуи со стола или полки (научен горьким опытом, со мной это случалось множество раз, и испортило несколько достаточно достойных распечаток).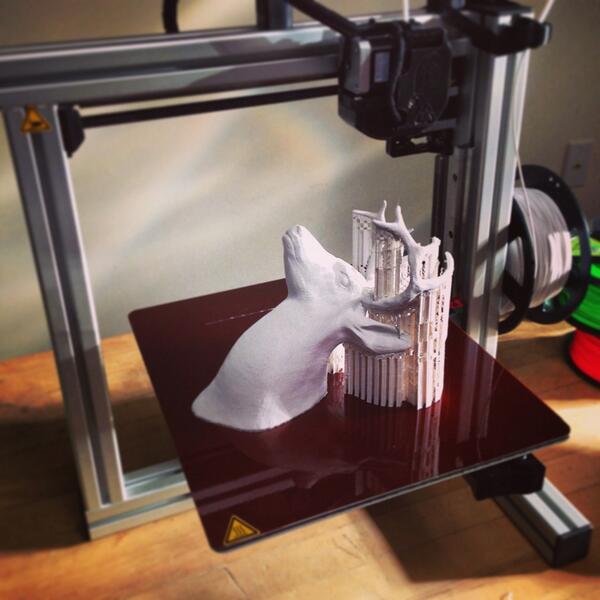
То есть, слои, идущие поперёк модели, если модель имеет большую протяжённость в высоту, не позволяет ей сохранить достаточную прочность. Для большей понятности, я попытался проиллюстрировать этот момент на рисунках ниже:
▍ ЗАМЕТКА 10. Нужно учитывать «расплывание» при осуществлении печати, особенно, если модель является состоящей из отдельных частей и должна быть собрана, путем стыковки этих частей друг с другом, вхождения друг в друга и т.д.
Этот момент я попытался проиллюстрировать на рисунках ниже. Здесь подразумевается, что если вы печатаете составную модель, вам надо сделать поправку на величину расплывания пятна на пластика ( не уверен что это так называется, но, я по крайней мере, постарался передать то, что я имею в виду). Если это не учитывать, то состыковать модель не получится.
Для примера, в моём случае эта поправка составляет 0,2 мм на диаметр, — если я хочу, чтобы модель стыковалась более плотно; если мне нужна свободная стыковка, без излишней плотности,- то 0,3 мм на диаметр:
То есть, предположим — что синяя деталь имеет размер 10х10мм. Значит её надо моделировать в CAD-программе как 9,8х9,8 мм (если хотим, чтобы сидело плотно) или 9,7х9,7 мм (чтобы сидело свободно). Ну или расширить отверстие в зелёной детали, а синюю оставить как есть.
Значит её надо моделировать в CAD-программе как 9,8х9,8 мм (если хотим, чтобы сидело плотно) или 9,7х9,7 мм (чтобы сидело свободно). Ну или расширить отверстие в зелёной детали, а синюю оставить как есть.
В этом бывает частенько проблема, когда скачиваешь с интернета сборную модель — а она не собирается, хоть ты тресни! А потому что не внесены поправки…
Для вашего конкретного случая поправки могут быть другими.
▍ ЗАМЕТКА 11. А что если…
Фактически эта заметка дополняет заметку номер 8. Использование 3D-принтера позволяет создавать детали из металла, с применением распечатанной 3D-модели. Для этого используется метод литья по выплавляемой или выжигаемой модели. В нашем случае мы будем иметь дело, в основном, с литьём металла по выжигаемой модели.
Вкратце это выглядит следующим образом: распечатка 3D-модели (используется PLA-пластик) → заливка её гипсом→выжигание PLA-пластика, одновременно с прожиганием формы, в обычной духовке кухонной плиты→заливка получившейся формы расплавленным металлом (расплавленным в обычной микроволновке).
О простом способе плавления металлов в домашней микроволновке, я рассказал вот здесь.
О литье даже была хорошая статья на Хабре.
▍ ЗАМЕТКА 12. Долговечность?
Несмотря на то, что ABS-пластик называют подверженным воздействию ультрафиолетового излучения и, соответственно, выгорающим, теряющим свою прочность на солнце, в моей практике, даже распечатки, постоянно находящиеся под воздействием солнца, нисколько не потеряли своей прочности и цвета, продолжая успешно эксплуатироваться и в данный момент.
Здесь также следует добавить, что распечатки находятся постоянно под воздействием не только лучей солнца, но и работают непрерывно в условиях сырости!
В роли таких распечаток я могу привести пример барашков для технических кранов, которые я распечатывал, но, к сожалению, не фотографировал этот процесс; а также застёжки на обуви, которые эксплуатируются у меня «и в снег, и в зной и в дождик проливной и вообще всегда со мной»:
▍ ЗАМЕТКА 13.
 А как быть с резьбой?
А как быть с резьбой?Периодически возникает потребность в распечатывании деталей, содержащих ту или иную резьбу. Моделирование подобных изделий требует хорошего понимания, что такое резьба вообще, а также какие поправки необходимо внести в вашем конкретном случае, о чём я уже рассказал выше.
Но, ввиду того что я являюсь в течение долгого времени обладателем токарного станка по металлу, меня совершенно не устраивает резьба, получаемая методом 3D-печати и выглядящая как «нечто очень похожее на резьбу».
Меня устраивает исключительно идеальная резьба. Поэтому я держу в наличии большой набор разнообразных метчиков и плашек, которыми и нарезаю все свои резьбы в пластиковых распечатках:
Выложил фото плашек и метчиков не для того, чтобы похвастаться, а чтобы появилось понимание у читателя, что серьёзная резьба — требует серьёзного подхода (к сожалению). И немалых затрат на вот это всё резьборезное железо…
Для создания своих резьб (как резьбовых каналов, так и штырей, покрытых резьбой), — рекомендую следующие справочные материалы: для отверстий, для штырей.
Ну вот на этом и хочу завершить свой рассказ и отметить, что он не претендует на исключительную точность и исчерпывающую подробность. Тем не менее постарался изложить ряд своих наблюдений. Будет интересно почитать и Ваши, в комментариях!
Всё о 3D-принтере в стоматологии: особенности, применение, технологии
Первые попытки применения 3D-печати в стоматологии предприняли специалисты компании Align Technology в 1990-х годах. При помощи 3D-принтера изготавливали капы для зубов, что послужило стартом для развития этой технологии в стоматологической отрасли. На процесс изготовления зубов взглянули с кардинально новой точки зрения.
Но развитие продвигалось не так быстро, как хотелось бы: понадобилось почти 20 лет, чтобы добиться удовлетворительного качества печати и оптимизировать работу. Первый имплантат был напечатан фирмой Layer Wise в 2012 году. В этом же году впервые удалось вживить пациенту титановую нижнюю челюсть, которая была сделана с помощью 3D-принтера. С тех пор технология развивалась и поднимала планку качества.
С тех пор технология развивалась и поднимала планку качества.
Преимущества применения 3D-принтера
Сегодня 3D-принтер для стоматологов позволяет выпускать долговечные и качественные модели коронок, мостов, виниров и др. Это существенно облегчает и ускоряет работу зуботехнической лаборатории: широкий ассортимент материалов позволяет в короткие сроки решить практически любую задачу. С помощью стоматологического 3D-принтера можно моделировать значительное количество необходимых экземпляров за одну сессию. Все проекты сохраняются в файлах, поэтому в будущем можно повторно изготовить такую же модель при необходимости.
Больше не нужно отправлять пациента на 2-3 дня, чтобы дождаться изготовления гипсовых моделей. Теперь всё происходит значительно быстрее: врач за несколько минут строит 3D-модель с помощью интраорального сканера и моментально передаёт данные в лабораторию, где печать также не займёт много времени. Скорость и максимальная точность повышают уровень лечения и действительно экономят ресурсы и время.
Скорость и максимальная точность повышают уровень лечения и действительно экономят ресурсы и время.
Что именно можно печатать
Выделим самые распространённые направления использования 3D-печати в стоматологии. При помощи принтера можно создавать:
- демонстрационные и разборные модели челюсти, секторальное воспроизведение верхней и нижней челюсти в прикусе;
- беззольно выгораемые конструкции, колпачки, основы под коронки и мосты, бюгельные протезы;
- хирургические шаблоны для имплантации, индивидуальные капы, направляющие для челюстно-лицевой хирургии.
Активно развивается такое перспективное направление, как печать постоянных и временных ортопедических конструкций, базисов съёмных протезов.
О видах печати
Как мы уже выяснили, основная задача 3D-принтера для стоматологии – сокращение времени изготовления реставраций и удешевление производства без потери качества и точности. Разберёмся в технологиях печати и их особенностях.
Разберёмся в технологиях печати и их особенностях.
Стереолитография (SLA или SL). При использовании этой технологии лазерный луч избирательно воздействует на ёмкость с жидкой смолой через область печати. Таким образом, смола послойно затвердевает в конкретных местах и образует трёхмерную фигуру.
Стереолитография даёт наилучшее качество поверхности деталей и наиболее часто используется в современных моделях 3D-принтеров. SLA аппараты обеспечивают большую область построения реставрации и работают с широким спектром материалов, предназначенных для разнообразных задач.
Чтобы переключиться с одного материала на другой, достаточно заменить картридж и ёмкость с полимерной смолой. Относительно компактные габариты, простота рабочего процесса и доступная цена делают SLA принтеры оптимальным выбором для зуботехнических лабораторий. Пример моделей SLA – Form 2 и Form 3 от Formlabs, SLASH PLUS производства Uniz Technology, Basic Dental от Omaker, Asiga PICO2.
Цифровая светодиодная проекция (DLP). Здесь химический процесс схож с SLA, однако в роли источника света для затвердевания смолы вместо лазера применяется цифровой проектор. У DLP принтеров простой процесс взаимодействия, довольно скромная рабочая площадь и неплохой выбор вариантов материала, но по более высокой цене в сравнении с SLA.
Из-за особенностей засветки светодиодным проектором, наблюдается тенденция появления воксельных линий-слоёв, образованных небольшими прямоугольными кирпичами материала. У моделей, изготовленных по DLP, качество поверхности уступает SLA моделям. Но стоит отметить, что DLP принтеры печатают намного быстрее, чем лазерные. В качестве примеров принтеров DLP можно привести Varseo S от Bego, AccuFab-D1 бренда Shining 3D, D2-150 производства Veltz 3D, Versus от Microlay.
Технология PolyJet. Процесс напоминает работу обычного струйного принтера, но вместо струйных чернильных капель на бумаге 3D-принтер выдувает слои жидкой смолы на область печати. Слои затвердевают под воздействием света.
Процесс напоминает работу обычного струйного принтера, но вместо струйных чернильных капель на бумаге 3D-принтер выдувает слои жидкой смолы на область печати. Слои затвердевают под воздействием света.
Когда-то PolyJet набирала популярность в стоматологической отрасли, но её развитие затормозили два фактора: высокая стоимость оборудования и внушительные габариты аппаратов. Модели, изготовленные по технологии PolyJet, требуют длительной постобработки и в плане качества поверхностей опять же уступают SLA.
Системы PolyJet изготавливают детали очень быстро, но применимы для ограниченного круга изделий из-за дорогих запатентованных расходников. Поэтому в контексте нашей отрасли лучше купить 3D-принтер для стоматологии с SLA технологией.
SLS и EBM. Позволяют печатать титаном уже готовые элементы для замены частей челюсти. Эти технологии работают по принципу лазерного спекания металлоглины – специального металлического порошка для стоматологии. Так, системы SLS и EBM позволяют работать с биосовместимым титановым сплавом. Так как чистый металлический порошок не требует связующего наполнителя, готовые модели не отличаются пористостью. Для достижения необходимой механической прочности изделиям не требуется дополнительный обжиг. Пример принтера, способного печатать металлами – EP-M150T от Shining 3D.
Так, системы SLS и EBM позволяют работать с биосовместимым титановым сплавом. Так как чистый металлический порошок не требует связующего наполнителя, готовые модели не отличаются пористостью. Для достижения необходимой механической прочности изделиям не требуется дополнительный обжиг. Пример принтера, способного печатать металлами – EP-M150T от Shining 3D.
Филаментная печать. Технология не актуальна в стоматологии и сейчас мы объясним, почему.
Печать производится с помощью филамента – материала, похожего на тонкую проволоку для садового триммера. Смотанный филамент заряжают напрямую в головку 3D-принтера, которая движется на трёх осях.
По сравнению с другими материалами для 3D-печати такая нить стоит совсем недорого, но даёт низкую точность в сравнении с порошками. Самые популярные виды филамента – ABS и PLA пластик.
Сравнение основных технологий 3D-печати, применяемых в стоматологии
Чтобы наглядно показать основные плюсы и минусы каждой технологии, сравним их в формате таблицы.
| Стереолитография (SLA) | Цифровая обработка света (DLP) | Технология PolyJet | Технологии SLS и EBM | |
| Точность | ★★★★★ | ★★★★★ | ★★★★★ | ★★★★★ |
| Чистота поверхности | ★★★★★ | ★★★★☆ | ★★★☆☆ | ★★★★☆ |
| Скорость печати | ★★★★☆ | ★★★★★ | ★★★★★ | ★★★☆☆ |
| Доступность материалов | ★★★★★ | ★★★★★ | ★★★★☆ | ★★☆☆☆ |
| Печать металлом | ||||
| Преимущества |
|
|
|
|
| Недостатки | Невысокая скорость печати одного изделия |
|
|
|
Отметим, что в таблице приведены выводы в формате общего обзора и параметры могут варьироваться в зависимости от конкретной модели 3D-принтера.
Наше резюме
Технология PolyJet уходит в прошлое из-за дороговизны и несовершенных результатов печати. SLS и EBM скорее актуальны для больших лабораторий, нежели рядовых клиник. Поэтому стоит рассматривать SLA и DLP принтеры для решения повседневных задач. Например, присмотритесь к Bego Varseo S, Formlabs Form 2. Эти аппараты уже хорошо зарекомендовали себя на стоматологическом рынке и дают гарантированно качественный результат. Все 3D-принтеры, представленные в StomShop.pro, вы можете посмотреть здесь.
Как распечатать и использовать 3D-принтер с мобильного телефона Android?
Вы слышали, что можно использовать 3d принтер на android ? Вам это может показаться маловероятным, однако это возможно благодаря серии приложений, которые удаленно управляют устройством с помощью версия операционной системы Android .
Эти принтеры сегодня стали очень важными во многих сферах работы из-за того, что с ними можно делать множество вещей.
И с этой растущей популярностью были разработаны различные приложения, которые управлять оборудованием с любого Android-устройства . В настоящее время с появлением Android можно сканировать документы и конвертировать их в PDF или также использовать сотовый телефон Android в качестве микрофона на ПК , чтобы привести только эти примеры.
Так что существует множество устройств этого типа, способных подключать 3D-принтер, но лишь некоторые из них соответствуют ожиданиям пользователей. Если вы хотите знать, что они из себя представляют, вы можете узнать об этом дальше.
Может ли какое-либо приложение перемещать мой 3D-принтер?
Прежде всего, нужно понимать, что принтеры работать с разными прошивками , это будет зависеть от марки каждого из них или от модели.
Кроме того, многие из них построены на основе других цифровых подписей, поэтому они могут стать совместимыми с приложениями, которые также перемещают устройства от других брендов. Один из наиболее часто используемых и предпочитаемых пользователями Октопринт , поэтому, если вы внимательно посмотрите на Google Play Store, там будет больше приложений, связанных с этой прошивкой.
Один из наиболее часто используемых и предпочитаемых пользователями Октопринт , поэтому, если вы внимательно посмотрите на Google Play Store, там будет больше приложений, связанных с этой прошивкой.
Таким же образом мы можем связать одно или другое с облачные серверы D ‘ Астропринт , которые также имеют некоторую совместимость со многими моделями. Вот почему в этом тексте говорится только об этих двух патентах, с которыми вы можете без проблем использовать 3D-принтер на Android.
Используйте 3D-принтер на Android с Printoid для Octoprint
В этом умном интерфейсе есть приложение, которое вы можете скачать из Play Store в виде Премиум или Бесплатно , который, конечно, будет более ограниченным.
С его помощью вы можете не только управлять трехмерным принтером на Android, но и контролировать процесс создания, а также графику дизайна, которую необходимо указать.
Другими словами, вы позволяет контролировать процесс печати во время его работы потребляемые ресурсы и производительность устройства.
Таким образом, вы можете убедиться, что все идет по плану или действительно есть какие-то сбои со стороны команды. что напрямую повлияет на результаты. И не только это, вы также можете отслеживать поведение вашего принтера, выполняя статистику, такую как температура и источник питания.
OctoRemote для 3D-принтеров
Использование OctoRemote — это еще один способ подключить 3D-принтер на Android, чтобы создавать или персонализировать свои творения. Это приложение доступно бесплатно в магазине операционной системы и имеет инструменты, связанные с управлением отпечатками, сделанными с помощью устройства.
По сути, это простой интерфейс, позволяющий управлять оборудованием удаленно, с разделом WIFI соединение и графическая панель.
Кроме того, вы можете отслеживать состояние печати, когда она закончена, как и в других престижных приложениях, а также предварительно просматривать план самого дизайна.
Он также имеет командную консоль, с помощью которой вы можете отправлять инструкции или инструкции для изменения директив печати.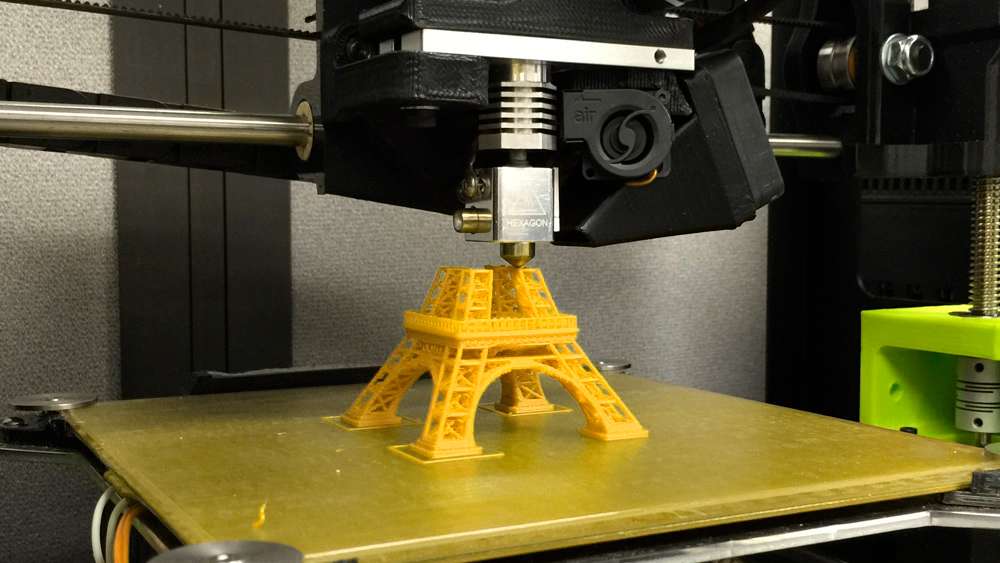
Я не могу синхронизировать устройства, что мне делать?
Это может иметь смысл, если вы новичок в Автора впечатление 3D и решили купить собственное устройство, чтобы использовать со своего мобильного.
Но когда вы загружаете приложение и включаете принтер, вы обнаруживаете, что не можете найти способ привязать его, это может быть потому, что у него нет Система Octopi .
Это графический интерфейс, который позволяет вам выполнять функции 3D-принтера на Android через удаленные средства, подключаясь с оборудование под названием Raspberry Pi .
Однако небольшой внутренний компьютер (если вы хотите дать ему имя), на котором вы должны установить этот интерфейс, прежде чем вы сможете применить все вышеперечисленное.
Когда мы сможем печатать новые органы на 3D-принтере
Миллионы людей в мире ждут своей очереди на пересадку органов. В одном только Китае в листе ожидания 1,5 млн человек, в США — 113 тыс. , из них, в среднем, 20 человек в день умирают, так и не дождавшись донора. Новую почку — самый востребованный орган — приходится ждать от трех до пяти лет. Эту проблему можно решить: напечатав нужные органы на специальных 3D-принтерах.
, из них, в среднем, 20 человек в день умирают, так и не дождавшись донора. Новую почку — самый востребованный орган — приходится ждать от трех до пяти лет. Эту проблему можно решить: напечатав нужные органы на специальных 3D-принтерах.
Правда, не раньше, чем в ближайшие десять лет.
Технология биопринтинга: как и зачем сегодня печатают органы?
(Видео: РБК)
Как это устроено?
Принцип примерно тот же, что и в обычной 3D-печати: на специальном принтере мы получаем трехмерный объект.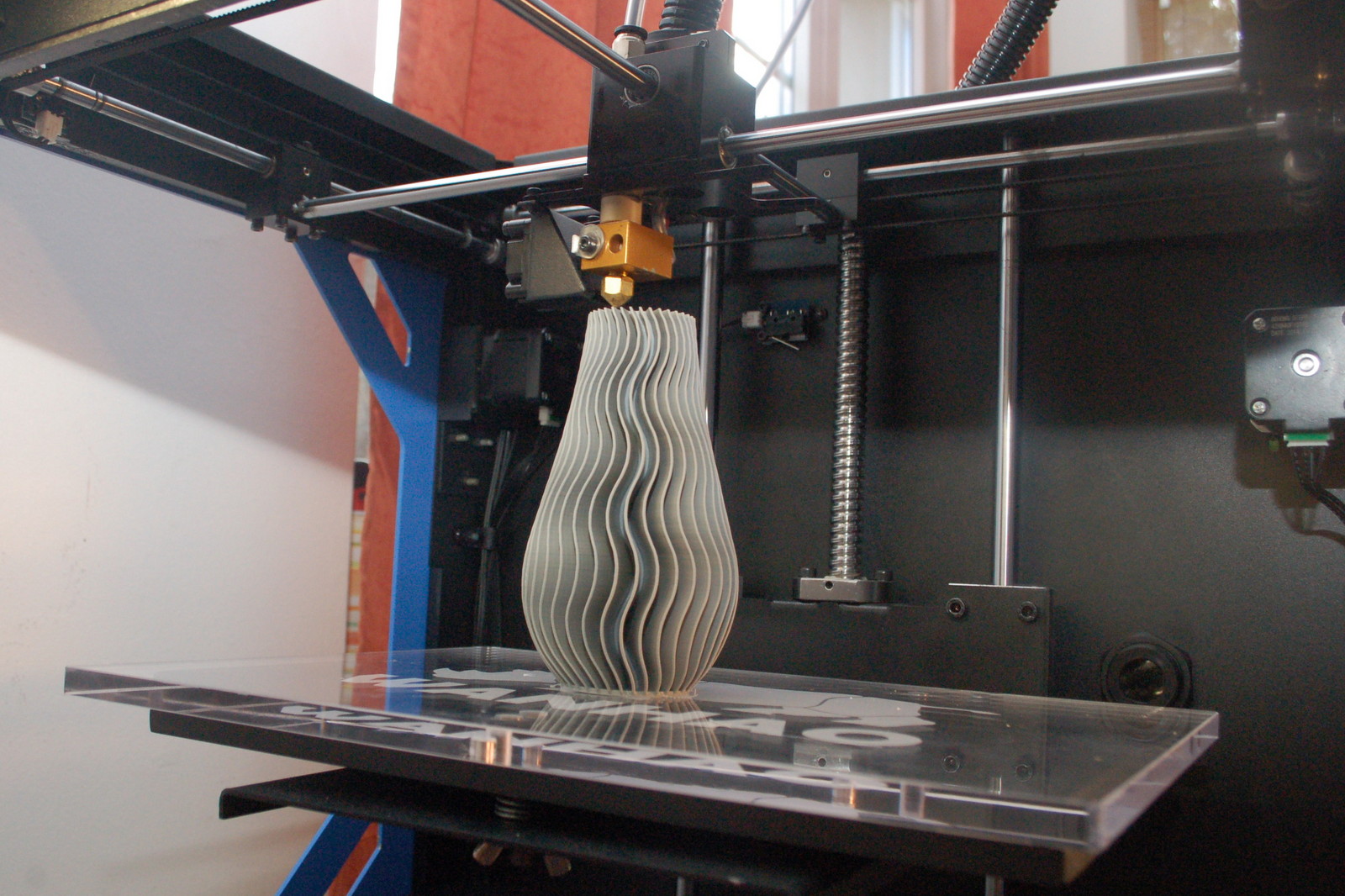
Первый этап — предпринтинг: сначала создают цифровую модель будущего органа или ткани. Для этого используют снимки, полученные на МРТ или КТ.
Затем печатают, слой за слоем — эта технология называется аддитивной. Только вместо обычного 3D-принтера здесь специальный биопринтер, а вместо чернил — биоматериалы. Это могут быть стволовые клетки человека, которые в организме выполняют роль любых клеток; свиной коллагеновый белок или клеточный материал на основе морских водорослей.
Если клетки живые, их берут с помощью биопсии и подготавливают в биореакторе: пока они не размножатся делением до нужного количества. Во время печати биопринтер полимеризует клеточную структуру — то есть связывает ее с помощью ультрафиолетового света, нагревания или охлаждения. Клеточные слои связываются при помощи гидрогеля — органического или искусственного.
Затем полученную структуру помещают в биосреду, где она «дозревает» перед пересадкой. Это — самый долгий этап: он может длиться несколько недель. За это время структура стабилизируется, а клетки готовы выполнять свои функции.
Это — самый долгий этап: он может длиться несколько недель. За это время структура стабилизируется, а клетки готовы выполнять свои функции.
Потом орган пересаживают и следят за тем, как он приживается.
Биопринтинг: как печатают живые органы на 3D-принтере
(Видео: РБК)
Помимо обычных аддитивных есть и другие биопринтеры. Одни из них печатают коллагеном непосредственно на открытую рану: так можно быстро нарастить новую кожу даже в полевых условиях. В этом случае этап дозревания (постпринтинга) пропускают.
Одни из них печатают коллагеном непосредственно на открытую рану: так можно быстро нарастить новую кожу даже в полевых условиях. В этом случае этап дозревания (постпринтинга) пропускают.
Есть также принтеры, которые печатают в открытом космосе, в условиях невесомости. В будущем их можно будет применять на МКС:
История 3D-печати
Кто выпускает биопринтеры и сколько они стоят?
В мире более 100 компаний, которые выпускают биопринтеры для печати 3D. 39% из них — в США, 35% — в Европе (из них больше половины — во Франции и Германии), 17% — в Азии, 5% — в Латинской Америке.
В России биопринтеры выпускает 3D Bioprinting Solutions, она же занимается исследованиями в области биопринтинга.
Самый дешевый и компактный биопринтер — Tissue Scribe американской 3D Cultures, стоит от $1,5 тыс.
На втором месте — австралийский Rastrum от Inventia за $5 тыс.
Биопринтер Aether из США можно купить от $9 тыс.
Средний сегмент — от $10 тыс. и больше — представлен Bio X от CELLINK (Швеция), Regemat 3D испанской RX1 и канадским Aspect Biosystems.
От $100 тыс. стоят 3D Bioplotter немецкой EnvisionTEC, еще дороже — российский FABION (3D Bioprinting Solutions).
Наконец, самые дорогие биопринтеры — больше $200 тыс. — это NovoGen MMX от Organovo (США) и NGB-R от Poietis (Франция).
Помимо стоимости принтера, сам процесс печати — это еще плюс 15—20% от цены всего проекта. Еще дороже обойдется получение необходимого клеточного материала.
Почему напечатанные органы до сих пор не пересаживают?
Пока что самым успешным опытом оказалась пересадка хрящевых тканей — тех самых ушей китайским детям.
Небольшие кости из искусственных клеток печатают на принтере, а затем покрывают слоем. Их планируют пересаживать вместо сломанного или поврежденного участка, после чего они за три месяца полностью регенерируют. В будущем технологию хотят использовать для травм позвоночника.
Самое перспективное направление — 3D-печать кожи. Уже через пять лет обещают, что это можно будет сделать прямо на человеке, поверх или вместо поврежденного участка. Кожу и другие ткани печатают из клеток больных раком, чтобы протестировать различные варианты терапии.
Более сложные органы — такие как почки или сердце — пока что печатают только в виде прототипов или пересаживают мышам, но не людям.
Чтобы органы хорошо приживались и функционировали в организме человека, берут клетки пациента, а потом они делятся, пока их не будет достаточно для печати. Существуют целые институты, которые создают клеточные линии для биопринтинга. Но проблема в том, что у клеток есть предел деления, после которого они уже не пригодны для использования. Поэтому можно напечатать модель сердца, но не в натуральную величину — то есть оно не подходит для пересадки человеку.
Поэтому можно напечатать модель сердца, но не в натуральную величину — то есть оно не подходит для пересадки человеку.
Вторая проблема — в том, что напечатанный орган должен функционировать в связке с остальным организмом: переваривать пищу, выделять гормоны, доставлять кровь и кислород. За все это отвечает сложная система клеток, тканей, нервов и сосудов. Воспроизвести ее в точности пока что не получается.
Программное обеспечение для биопринтеров тоже на стадии разработки: чтобы довести его до совершенства, нужно обработать большой объем медицинских, клинических, статистических данных.
Наконец, технологии биопринтинга пока что никак не регулируются. Все исследования должны пройти все стадии тестов — в том числе на человеке, а потом — получения патентов.
Пока что эксперты прогнозируют внедрение технологий не раньше, чем через 10—15 лет. К тому времени биопринтеры и клеточные материалы станут широко доступными, и пользоваться биопечатью смогут даже в самых отдаленных регионах.
Что еще почитать:
Подписывайтесь и читайте нас в Яндекс.Дзене — технологии, инновации, эко-номика, образование и шеринг в одном канале.
Как пользоваться 3D-принтером
Пошаговые инструкции по использованию 3D-принтера? Во многих различных технологиях используются одни и те же основные шаги, которые мы рассмотрим далее, но каждый 3D-принтер также может быть проще или сложнее в использовании в зависимости от его функций.
Шаг 1. Подготовьте проект к 3D-печатиК этому моменту важно, чтобы деталь была готова к печати, и вы выбрали материал. Эта часть может быть разработана вами самостоятельно с помощью CAD (автоматизированного проектирования), взята из 3D-сканирования или взята из перечня существующих проектов.
Прежде чем приступить к печати, вам необходимо перевести свой дизайн в «координаты», понятные 3D-принтеру, а также сообщить ему важные параметры, такие как материал, из которого вы печатаете.
Это известно как «нарезка», потому что включает в себя нарезку 3D-проекта на, как вы уже догадались, слои. Обычно это делается в программе, известной как программное обеспечение для нарезки или подготовки к печати. Наше программное обеспечение для нарезки Ultimaker Cura поставляется с множеством предварительно настроенных параметров, поэтому подготовка к печати обычно занимает всего несколько секунд.Или, если вы предпочитаете детальный контроль над процессом печати, вы также можете использовать сотни пользовательских настроек. После того, как нарезка будет завершена, ваш файл готов к печати.
Шаг 2. Настройка принтераВы также можете сначала выполнить этот шаг, если хотите. Или вам может вообще не понадобиться, например, если вы регулярно печатаете однотипные детали.
Но прежде чем приступить к печати, убедитесь, что загружен правильный материал. 3D-принтеры FFF, такие как Ultimaker, также позволяют выбирать различные размеры сопла: меньшее сопло дает более детализированные отпечатки, а большее сопло сокращает время печати. Если вы используете программное обеспечение Ultimaker вместе с 3D-принтером Ultimaker, оно проверит конфигурацию вашего принтера и предложит вам изменить что-либо.
Если вы используете программное обеспечение Ultimaker вместе с 3D-принтером Ultimaker, оно проверит конфигурацию вашего принтера и предложит вам изменить что-либо.
Когда вы будете готовы к работе, вам нужно отправить файл на 3D-принтер. Есть два основных способа сделать это. Один из них — загрузить файл на устройство хранения данных (например, на USB-накопитель), поместить его в принтер и запустить задание на печать через интерфейс принтера. Другой вариант — отправить задание удаленно на сетевой принтер через локальную сеть или облако.Удаленная печать особенно полезна, если вы не находитесь в том же месте, что и ваш 3D-принтер.
Шаг 4 – 3D-печатьТеперь можно сесть и расслабиться! Или, если вы на работе, займитесь чем-нибудь другим, пока принтер выполняет свою работу.
Время печати зависит от размера и уровня детализации напечатанного объекта, а также от типа 3D-принтера. На 3D-принтере FFF, таком как Ultimaker, изготовление небольшого компонента или грубого прототипа может занять всего несколько часов. Большинство деталей будут готовы на следующий день, если вы оставите принтер включенным на ночь.А если вам нужен очень крупный и детализированный отпечаток, возможно, вам придется подождать пару дней.
Большинство деталей будут готовы на следующий день, если вы оставите принтер включенным на ночь.А если вам нужен очень крупный и детализированный отпечаток, возможно, вам придется подождать пару дней.
Некоторые платформы для 3D-печати позволяют контролировать задание на печать. Вы можете сделать это с помощью цифровой фабрики Ultimaker, а с принтером Ultimaker S3 или Ultimaker S5 даже просматривать ход работы через веб-камеру.
После завершения печати извлеките из принтера. В зависимости от выбранного вами материала и процесса печати могут потребоваться некоторые заключительные шаги вручную, прежде чем он будет готов к использованию. С 3D-принтером FFF эта «постобработка» часто представляет собой не более чем отслаивание небольшого края материала вокруг детали.Другие методы, такие как SLA или SLS, обычно требуют более сложной постобработки, например, удаления рассыпчатого порошка из камеры SLS-принтера.
Легко ли пользоваться 3D-принтерами?
Это может зависеть от многих факторов, но в целом 3D-печать является одним из самых доступных производственных процессов. По сравнению с литьем под давлением или обработкой с ЧПУ, 3D-принтеры — это гораздо более простой способ изготовления деталей и моделей, поэтому они работают как настольная технология везде, от школ до офисов.
По сравнению с литьем под давлением или обработкой с ЧПУ, 3D-принтеры — это гораздо более простой способ изготовления деталей и моделей, поэтому они работают как настольная технология везде, от школ до офисов.
Но есть несколько моментов, о которых следует знать, чтобы сделать процесс 3D-печати беспроблемным:
Выбор материала . Возможно, это ключевая область, в которой все 3D-принтеры не созданы одинаковыми. Проверьте, какие материалы может печатать 3D-принтер, иначе вы можете удивиться, обнаружив, что у вас есть только один или два материала. Хуже того, некоторые производители принтеров разрешают вам печатать только из своих материалов, так что вы привязаны к их использованию навсегда.Ищите 3D-принтер, совместимый с широким спектром материалов, в том числе изготовленных сторонними производителями, чтобы вы могли использовать почти безграничные возможности на рынке и получать выгоду от открытых инноваций
Автоматизация — потенциально существуют сотни параметры и конфигурации, используемые каждый раз при 3D-печати, такие как температура принтера или то, как сопло будет перемещаться для создания отпечатка.
Но мы в Ultimaker не считаем, что это должно усложнять работу пользователя.Например, наши катушки с материалами поставляются со встроенными чипами NFC, поэтому принтер знает, что загружено, предварительно настроенные профили печати в нашем программном обеспечении значительно сокращают время настройки для каждой печати, и вы можете управлять всем сквозным процессом из одного места с помощью Ultimaker. Digital FactoryПоддержка и обслуживание . Если что-то пойдет не так, это может вызвать разочарование и повлиять на вашу производительность. Поэтому убедитесь, что ваш 3D-принтер поставляется с комплексной поддержкой и гарантией.Ознакомьтесь с информацией об устранении неполадок, часто задаваемыми вопросами и другими ресурсами, чтобы вы могли легко решать проблемы самостоятельно и оставаться продуктивным.
 Но мы в Ultimaker не считаем, что это должно усложнять работу пользователя.Например, наши катушки с материалами поставляются со встроенными чипами NFC, поэтому принтер знает, что загружено, предварительно настроенные профили печати в нашем программном обеспечении значительно сокращают время настройки для каждой печати, и вы можете управлять всем сквозным процессом из одного места с помощью Ultimaker. Digital Factory
Но мы в Ultimaker не считаем, что это должно усложнять работу пользователя.Например, наши катушки с материалами поставляются со встроенными чипами NFC, поэтому принтер знает, что загружено, предварительно настроенные профили печати в нашем программном обеспечении значительно сокращают время настройки для каждой печати, и вы можете управлять всем сквозным процессом из одного места с помощью Ultimaker. Digital FactoryЧто вам нужно для 3D-печати?
Ваш 3D-принтер должен поставляться со всем необходимым для начала работы прямо из коробки. Ниже мы перечисляем самое необходимое, а также дополнительные опции, о которых полезно знать:
3D-принтер — хорошо, это очевидно
его можно купить у поставщиков 3D-печати
Программное обеспечение — Некоторые бренды принтеров поставляют свои собственные, или вам, возможно, придется найти совместимую программу.
Обратите внимание, что существует два типа программного обеспечения для 3D-печати: программное обеспечение для подготовки к печати (или нарезки) и программное обеспечение для управления принтером (или заданием на печать). . Например, масло или консистентная смазка для технического обслуживания или вспомогательные клеящие вещества для поверхности сборки. Все, что вам нужно для начала работы с Ultimaker, поставляется в комплекте.Инструменты (большинство дополнительных) . Для некоторых 3D-принтеров может потребоваться один или два основных инструмента для изменения конфигурации или обслуживания.(Опять же, с Ultimaker все необходимое поставляется в комплекте.) В противном случае, если вы собираетесь часто использовать свои 3D-принтеры и вам нужно будет выполнять некоторую постобработку отпечатков, полезно иметь несколько инструментов под рукой. Мы создали руководство по инструментам для 3D-принтеров FFF
Периферийные устройства (дополнительно) .
Они могут расширить функциональность вашего 3D-принтера. Например, для некоторых наших принтеров вы также можете добавить Air Manager, который закрывает 3D-принтер и фильтрует до 95 % UFP (сверхмелких частиц), или Material Station, которая хранит филамент в оптимальной среде и автоматически загружает материал, когда катушка заканчивается
 Обратите внимание, что существует два типа программного обеспечения для 3D-печати: программное обеспечение для подготовки к печати (или нарезки) и программное обеспечение для управления принтером (или заданием на печать). . Например, масло или консистентная смазка для технического обслуживания или вспомогательные клеящие вещества для поверхности сборки. Все, что вам нужно для начала работы с Ultimaker, поставляется в комплекте.
Обратите внимание, что существует два типа программного обеспечения для 3D-печати: программное обеспечение для подготовки к печати (или нарезки) и программное обеспечение для управления принтером (или заданием на печать). . Например, масло или консистентная смазка для технического обслуживания или вспомогательные клеящие вещества для поверхности сборки. Все, что вам нужно для начала работы с Ultimaker, поставляется в комплекте.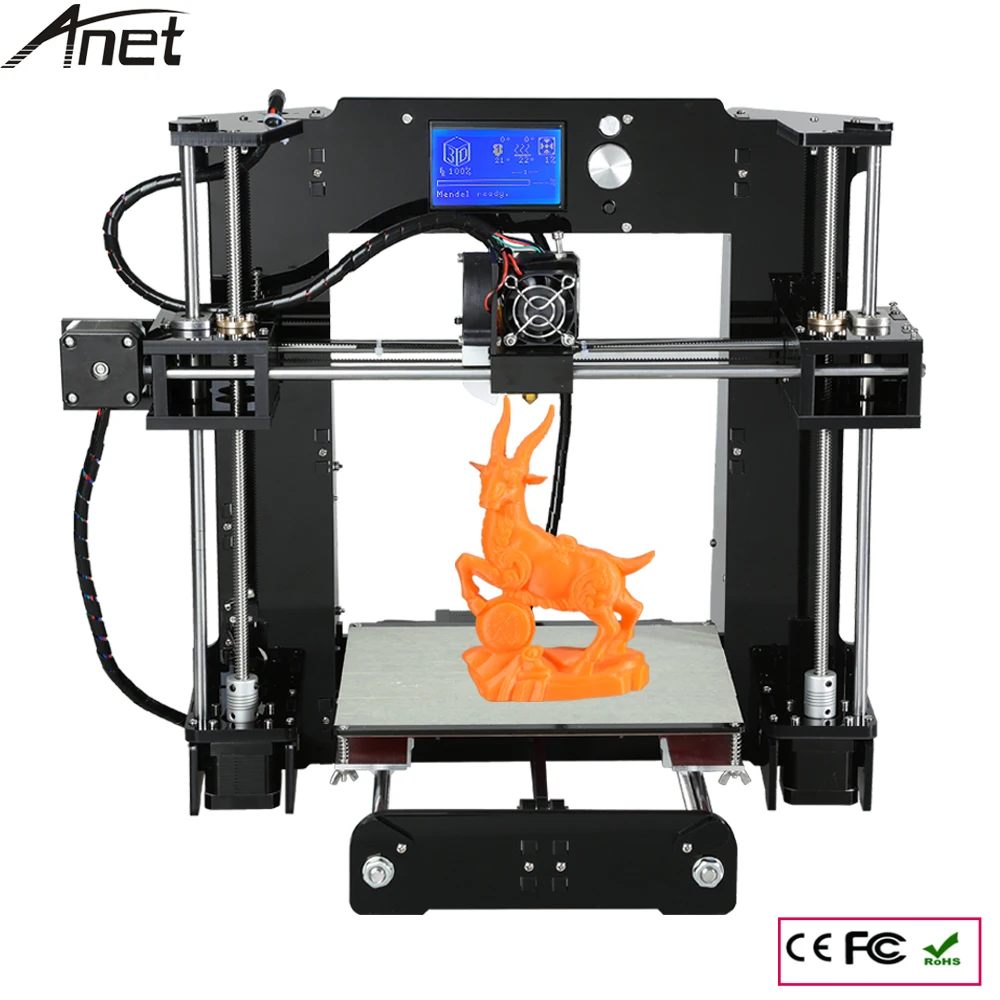 Они могут расширить функциональность вашего 3D-принтера. Например, для некоторых наших принтеров вы также можете добавить Air Manager, который закрывает 3D-принтер и фильтрует до 95 % UFP (сверхмелких частиц), или Material Station, которая хранит филамент в оптимальной среде и автоматически загружает материал, когда катушка заканчивается
Они могут расширить функциональность вашего 3D-принтера. Например, для некоторых наших принтеров вы также можете добавить Air Manager, который закрывает 3D-принтер и фильтрует до 95 % UFP (сверхмелких частиц), или Material Station, которая хранит филамент в оптимальной среде и автоматически загружает материал, когда катушка заканчиваетсяПомимо этого, все, что вам нужно, это источник питания и чистое, безопасное рабочее место для вашего 3D-принтера.Дополнительные советы по этим темам можно найти в наших бесплатных подробных технических документах.
Как вы используете 3D-принтер дома?
Любители и предприниматели годами используют настольные 3D-принтеры дома, но в то время, когда удаленная работа стала более распространенной, чем когда-либо, это важный вопрос.
Как правило, для рабочего места рекомендуются те же рекомендации по настройке, что и выше. Но тщательно подумайте о двух ключевых моментах — безопасности и пространстве. Принтеры SLS и SLA требуют тщательной обработки опасными химическими веществами, прежде чем неиспользованную смолу или порошок можно будет утилизировать вместе с бытовыми отходами. А поскольку дома, вероятно, не хватает места, выбор широкоформатного принтера, такого как Ultimaker S5 Pro Bundle, может оказаться непрактичным по сравнению с меньшим устройством, таким как Ultimaker 2+ Connect или Ultimaker S3.
А поскольку дома, вероятно, не хватает места, выбор широкоформатного принтера, такого как Ultimaker S5 Pro Bundle, может оказаться непрактичным по сравнению с меньшим устройством, таким как Ultimaker 2+ Connect или Ultimaker S3.
Это еще не все…
Откройте для себя широкий мир 3D-печати, прочитав наши ответы на эти распространенные вопросы:
3D-печать для чайников: как они работают? | The Independent
Кажется, что сегодня все, от Белого дома до Amazon.com, говорят о 3D-печати, но что это такое? Вот краткое руководство к тому, о чем вся эта шумиха…
Что такое 3D-принтер?
3D-принтеры — это новое поколение машин, которые могут изготавливать повседневные вещи.Они замечательны тем, что могут производить разные виды объектов из разных материалов на одном и том же станке.
3D-принтер может изготовить практически все, что угодно: от керамических чашек до пластиковых игрушек, металлических деталей машин, керамических ваз, причудливых шоколадных тортов и даже (в ближайшее время) частей человеческого тела.
Они заменяют традиционные фабричные производственные линии одной машиной, точно так же, как домашние струйные принтеры заменили бутылки с чернилами, печатный станок, литейный литер и сушилку.
Почему это называется печатью?
Если вы внимательно посмотрите (в микроскоп) на страницу с текстом на вашем домашнем принтере, вы увидите, что буквы не просто окрашивают бумагу, они на самом деле немного прилегают к поверхности страницы. .
Теоретически, если вы напечатаете одну и ту же страницу несколько тысяч раз, в конечном итоге чернила наложат достаточно слоев друг на друга, чтобы создать твердую трехмерную модель каждой буквы. Идея построения физической формы из крошечных слоев — это то, как работали первые 3D-принтеры.
Как работают 3D-принтеры?
Вы начинаете с проектирования 3D-объекта на обычном домашнем ПК, подключаете его к 3D-принтеру, нажимаете «печатать», а затем сидите и смотрите. Процесс немного похож на приготовление буханки нарезанного хлеба, но в обратном порядке. Представьте, что выпекаете каждый отдельный ломтик хлеба, а затем склеиваете их вместе в целую буханку (в отличие от того, чтобы сделать целую буханку, а затем нарезать ее, как это делает пекарь). Это в основном то, что делает 3D-принтер.
Представьте, что выпекаете каждый отдельный ломтик хлеба, а затем склеиваете их вместе в целую буханку (в отличие от того, чтобы сделать целую буханку, а затем нарезать ее, как это делает пекарь). Это в основном то, что делает 3D-принтер.
Процесс 3D-печати превращает целый объект в тысячи крошечных кусочков, а затем делает его снизу вверх, кусочек за кусочком.Эти крошечные слои слипаются, образуя твердый объект. Каждый слой может быть очень сложным, а это означает, что 3D-принтеры могут создавать движущиеся части, такие как шарниры и колеса, как часть одного и того же объекта. Вы можете напечатать целый велосипед — руль, седло, раму, колеса, тормоза, педали и цепь — в собранном виде, без использования каких-либо инструментов. Вопрос лишь в том, чтобы оставить пробелы в нужных местах.
Какие возможности?
Вы когда-нибудь что-нибудь ломали, но обнаруживали, что это больше не продается, и вы не можете его заменить? 3D-печать означает, что вы можете просто напечатать новый. Тот мир, где дома можно сделать практически все, сильно отличается от того, в котором мы живем сегодня. Это мир, в котором не нужны грузовики для доставки товаров или склады для их хранения, где всегда ничего нет на складе и где меньше отходов, упаковки и загрязнения.
Тот мир, где дома можно сделать практически все, сильно отличается от того, в котором мы живем сегодня. Это мир, в котором не нужны грузовики для доставки товаров или склады для их хранения, где всегда ничего нет на складе и где меньше отходов, упаковки и загрязнения.
Это также мир, в котором предметы повседневного обихода изготавливаются на заказ в соответствии с вашими требованиями. Это означает, что мебель подгоняется под ваш дом, обувь подгоняется под ваши ноги, дверные ручки подстраиваются под вашу руку, блюда распечатываются по вашему вкусу одним нажатием кнопки.Даже лекарства, кости, органы и кожа, сделанные для лечения ваших травм.
Вы можете получить некоторые из этих вещей сейчас, если вы богаты, но 3D-печать делает доступным изготовление на заказ в массы. Если это звучит как чистая фантазия, попробуйте погуглить «персонализированные 3D-печатные продукты» и убедитесь сами. В конце концов, идея делать покупки в супермаркете на iPad была чем-то вроде «Звездного пути» 20 лет назад.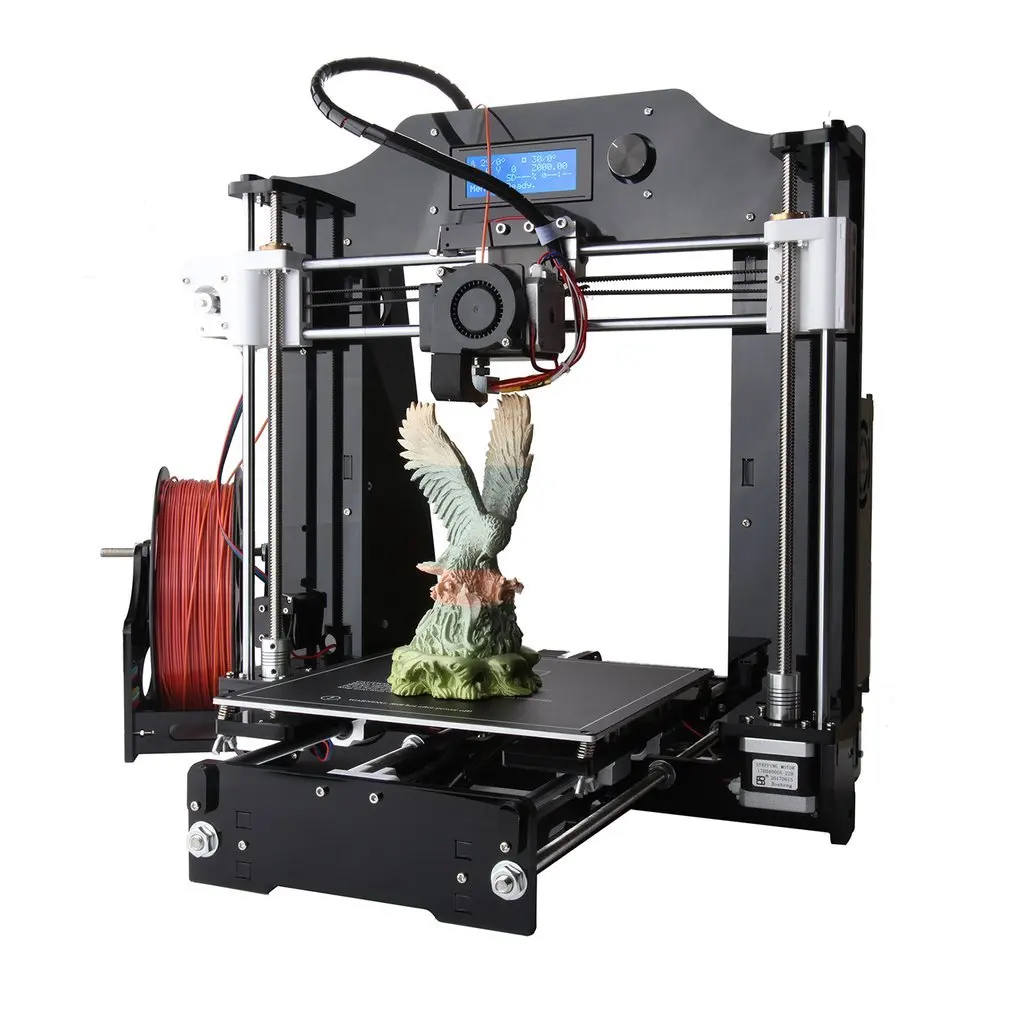
Каковы ограничения?
Хотя покупка 3D-принтера намного дешевле, чем создание фабрики, стоимость единицы продукции, которую вы производите, выше, поэтому экономика 3D-печати пока не идет в сравнение с традиционным массовым производством.Он также не может сравниться с гладкой поверхностью промышленных машин и не предлагает разнообразие материалов или диапазон размеров, доступных в промышленных процессах. Но, как и многие бытовые технологии, цены на них будут снижаться, а возможности 3D-принтеров со временем улучшатся.
Это следующая большая вещь?
Да, если вы дизайнер или инженер, но для большинства людей нет.
Как и все новые технологии, шумиха в отрасли на несколько лет опережает потребительскую реальность.Это новая технология, которая означает, что, подобно домашним компьютерам или мобильным телефонам, большинство людей будут скептически относиться к их необходимости до тех пор, пока они не появятся у всех… и тогда мы все будем удивляться, как мы раньше обходились без них.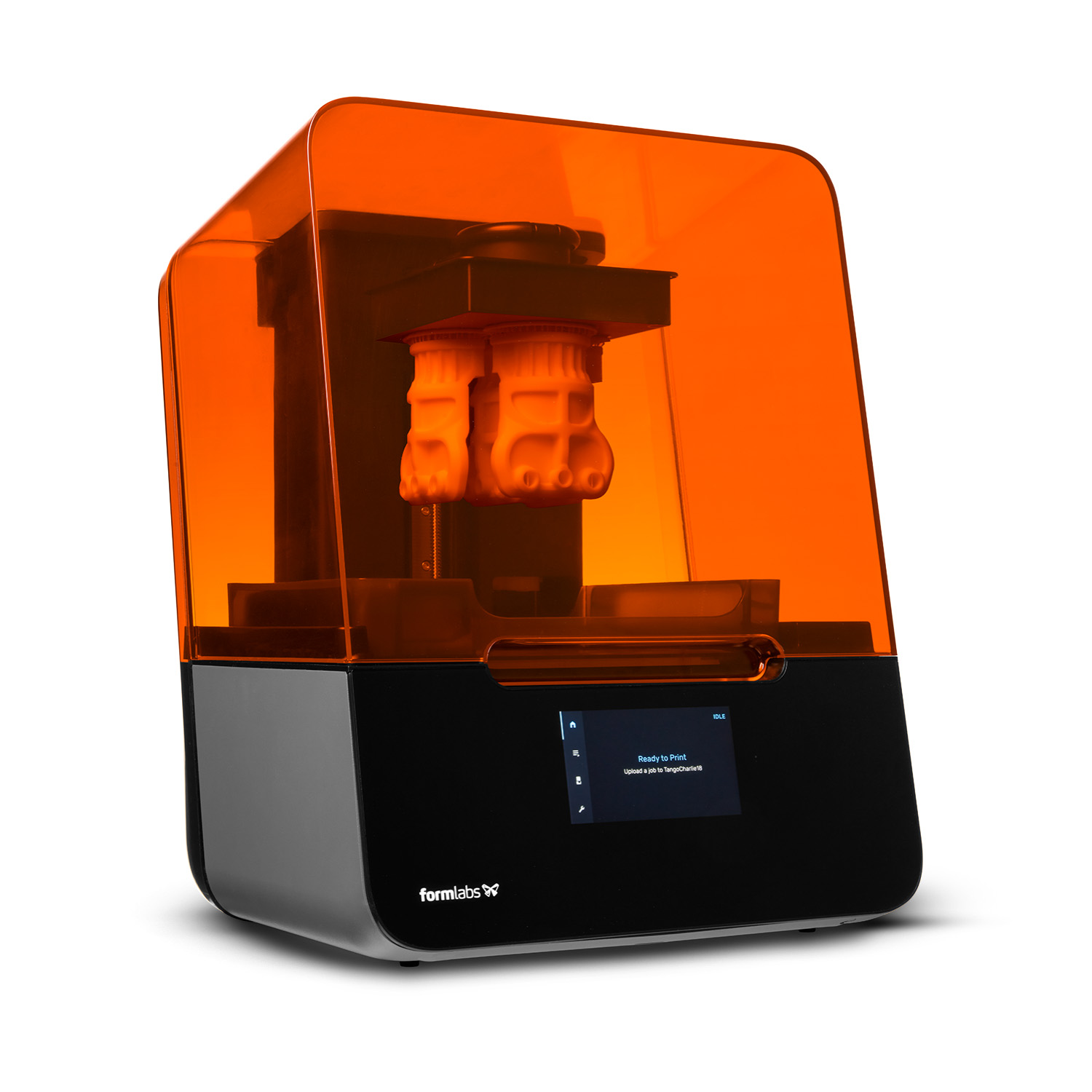
@Killdozer
Как 3D-печать — Руководство для начинающих по 3D-печати
6
Chapter 6
Essential Hardware
Глубокое знание аппаратного обеспечения 3D-принтера необходимо, если вы хотите максимально эффективно использовать эту захватывающую новую технологию.И аппаратное, и программное обеспечение, которое вы развертываете, работают вместе… поэтому недостаточное знание аппаратного обеспечения означает, что вы упускаете половину уравнения!
Может быть довольно сложно полностью понять аппаратное обеспечение 3D-принтеров; однако назначение основных компонентов не так сложно понять, как может показаться изначально. В этой главе кратко обсуждается, как работает 3D-принтер, а затем раскрываются основные компоненты, из которых состоит базовый 3D-принтер.
Как работает 3D-принтер
К настоящему времени вы должны знать, что 3D-принтер создает объекты, добавляя материал слой за слоем, пока объект не будет готов. Принтер состоит из рамы и имеет три оси:
Принтер состоит из рамы и имеет три оси:
- Ось X (движение слева направо)
- Ось Y (движение спереди назад)
- Ось Z (движение вверх и вниз)
Деталь называется экструдером, установлен на оси X, и его функция заключается в подаче материала, который используется для создания объекта. Самая нижняя часть самого экструдера называется головкой экструдера — это та часть, где нить плавится и «выдавливается» из крошечного отверстия диаметром не более миллиметра.
Деталь, называемая экструдером, установлена на оси X и ее функция заключается в подаче материала, который используется для создания объекта. Самая нижняя часть самого экструдера называется головкой экструдера — это та часть, где нить плавится и «выдавливается» из крошечного отверстия диаметром не более миллиметра.
Анатомия 3D-принтера
Вам не обязательно изучать каждую отдельную часть 3D-принтера, чтобы использовать его.Тем не менее, изучение базового оборудования и конструкции одного из них может помочь вам, если вам когда-либо придется устранять проблему (и поверьте нам … вам придется починить свой 3D-принтер, скорее раньше, чем позже!) Эти знания также будут очень полезны. помощь, когда вы идете, чтобы на самом деле купить принтер.
помощь, когда вы идете, чтобы на самом деле купить принтер.
Существуют различные типы и методы, используемые 3D-принтерами для создания объектов, и мы уже обсуждали их в предыдущих главах этой книги. В этой главе мы сосредоточимся на методе моделирования методом наплавления, который наиболее распространен среди настольных 3D-принтеров, используемых дома.Этот метод можно рассматривать как аналог метода «клеевого пистолета». Метод клеевого пистолета заключается в нагревании нити до точки, где она плавится, затем эта плавящаяся нить укладывается тонкими слоями, и объект создается слой за слоем.
Платформа печати
Платформа печати — это область, в которой объекты создаются принтером слой за слоем. В зависимости от типа нити, которую вы используете, сама платформа печати может нагреваться. Неотапливаемую кровать можно заклеить малярным скотчем.
Что касается платформы с подогревом, важно поддерживать ее теплой в течение всего процесса наслоения, чтобы предотвратить деформацию. Температура от 40 до 110 градусов Цельсия поддерживается в течение всего процесса печати.
Температура от 40 до 110 градусов Цельсия поддерживается в течение всего процесса печати.
Некоторые принтеры могут нагреваться до очень высоких температур, поэтому следует соблюдать особую осторожность, если поблизости находятся дети. Вы быстро научитесь не прикасаться к разогретой печатной платформе!
Экструдер
Экструдер часто считается компонентом, из которого выдавливается пластиковая нить.Однако это не совсем так; экструдер — это часть, которая отвечает за вытягивание и подачу нити в часть, называемую горячим концом.
Изображение различных частей хотэндаОбычно экструдеры встроены в хотэнды. В других случаях они могут быть расположены вдали от горячего конца, откуда они толкают нить накала к горячему концу через трубку, называемую тросом Боудена. Принтер с двойным экструдером может печатать одновременно двумя разными цветами и материалами.Это происходит за дополнительную плату, потому что требуется дополнительный экструдер и горячий конец.
Горячий конец
Горячий конец в 3D-принтере состоит из нагревателя, датчика температуры и экструзионного наконечника, через который подается нить. Как следует из их названия, они могут сильно нагреваться и никогда не должны касаться их напрямую (мы имеем в виду это… не возитесь с горячим концом, если вы цените свои пальцы!) В сопле есть отверстия, размер которых варьируется: 0,2 мм и 0,8 мм.
Как следует из их названия, они могут сильно нагреваться и никогда не должны касаться их напрямую (мы имеем в виду это… не возитесь с горячим концом, если вы цените свои пальцы!) В сопле есть отверстия, размер которых варьируется: 0,2 мм и 0,8 мм.
Чем меньше сопло хотэнда, тем мельче будет отпечаток; однако время, необходимое для печати объекта, также будет больше.
Пластиковая нить
Хотя пластиковая нить не является компонентом самого принтера, она является расходным материалом, необходимым для его работы. Точно так же, как вы не смогли бы печатать на струйном принтере без картриджей, вы будете набиты без нити накала для 3D-принтера. Существует довольно много типов нитей, доступных для использования в 3D-принтерах. Выбор, как правило, ограничен двумя основными типами домашних 3D-принтеров: ABS и PLA. Мы поговорим об этих двух типах подробно позже в этой главе.
Различные типы принтеров для начинающих
В этом разделе мы обсудим преимущества и недостатки каждого типа 3D-принтеров, а также предоставим другую полезную информацию, которая поможет вам решить, какой принтер выбрать.
Если вы помните, есть три типа принтеров:
- Принтеры для моделирования методом наплавления (FDM)
- Принтеры для стереолитографии (SLA)
- Принтеры для лазерного спекания (SLS)
Для моделирования методом наплавления (FDM)
Моделирование с наплавлением, вероятно, является наиболее распространенным типом процесса аддитивного производства и используется в большинстве настольных 3D-принтеров, с которыми вы, вероятно, столкнетесь.Филамент подается в экструдер FDM-принтеров, где нагревается до температуры, достаточной для плавления. Эта расплавленная нить затем выдавливается из сопел для создания объекта каждый слой за раз.
Преимущества принтеров FDM:
- Для сравнения, эти 3D-принтеры самые дешевые, и их можно купить по цене от 1000 до 5000 долларов.
- Нить, используемая в этих принтерах, также доступна по цене.
- Они могут использовать самые разные материалы.
- За ними легко ухаживать, а детали можно легко заменять.
- Они могут печатать объекты довольно быстро.

Недостатки принтеров FDM:
- Сопла могут часто забиваться
- Подставки могут быть проблематичными для очистки
- Отдельные слои могут быть видны в конечном продукте (полоса)
- Пластмасса PLA
- Пластик ABS
- Древесная нить
Принтеры стереолитографии (SLA)
Стереолитография, вероятно, является старейшим процессом аддитивного производства.Эти 3D-принтеры содержат жидкую смолу, которая затвердевает под воздействием ультрафиолетового (УФ) света. Как только слой сформирован, база перемещается, позволяя создать другой слой, и, таким образом, процесс продолжается до тех пор, пока не будет создан весь объект.
Этот метод 3D-печати идеально подходит для тех, кто хочет, чтобы их конечные продукты отличались высокой детализацией. Стоимость этих принтеров может варьироваться от 3000 до 7000 долларов.
Преимущества SLA-принтеров:
- Конечные продукты могут содержать детали размером до 25 микрон (это тоньше листа бумаги).
- Поверхность объектов, созданных с помощью этого метода, гладкая.
- Эта техника отлично подходит для литья и формовки, а также для создания моделей.
Недостатки принтеров SLA:
- Сопла могут часто забиваться
- Использование жидкой смолы может быть довольно грязным
- Количество материалов, которые можно использовать, ограничено.
- Используемые материалы более хрупкие.
- Эти принтеры обычно дороже, чем принтеры FDM.
- Принтеры SLA могут использовать только жидкую смолу.
Принтеры селективного лазерного спекания (SLS)
Метод селективного лазерного спекания работает очень похоже на SLA; однако вместо жидкой смолы используется порошок. Для нагрева порошка используется лазер. После создания объекта остальную часть порошка можно удалить, оставив только твердый объект.
В настоящее время эти принтеры чрезвычайно дороги и стоят более 50 000 долларов. Очевидно, что это не будет жизнеспособным выбором, если вы только что не выиграли в лотерею! Тем не менее, если вы хотите напечатать модель с использованием этого метода, вы можете воспользоваться многочисленными онлайн-сервисами печати.
Преимущества SLS-принтеров:
- Они могут воспроизводить детали размером до 16 микрон.
- Для печатаемого объекта не требуются опорные конструкции.
- Рабочие механические детали могут быть созданы без какой-либо сборки.
Недостатки SLS-принтеров:
- Требуется небольшое усилие, чтобы удалить порошок после печати объекта.
- В настоящее время нет настольных моделей принтеров SLS.
На следующих материалах можно использовать для создания объектов с использованием принтера SLS:
- алюминий
- нейлоновый пластик
- Sandstone
- Seilstone
- Silver
- сталь
различных материалов, доступных для использования в 3D-принтерах, от многочисленных металлов, дерева, пластика до… подождите… шоколада! Тем не менее, когда дело доходит до пластиковых нитей, двумя наиболее распространенными типами пластиковых нитей являются PLA и ABS.
PLA или полимолочная кислота — это тип биоразлагаемого пластика со многими свойствами, которые делают его предпочтительным для 3D-печати. Например, он не выделяет никаких паров и не деформируется так сильно, как ABS. Что касается внешнего вида, то он также довольно блестящий, а изделия из PLA имеют гладкий вид. Он тверже, чем ABS, но более хрупок. Это вовсе не означает, что он легко сломается — наоборот, PLA на самом деле чрезвычайно прочен, и в результате любой деформации он скорее сломается, чем погнется.
АБС или акрилонитрил-бутадиен-стирол представляет собой пластик, изготовленный из нефтяных источников. Его температура плавления намного выше, чем у PLA. Он достаточно прочный и часто используется для создания игрушек типа Лего. По сравнению с PLA, предметы, сделанные из этой нити, скорее сгибаются, чем ломаются.
В этом разделе подробно рассматриваются сходства между этими двумя типами нитей, а также основные различия между ними. Мы также продолжим говорить о разнице в толщине филамента.Также будут описаны преимущества и недостатки каждой нити, чтобы помочь вам выбрать идеальный материал для ваших проектов.
Мы также продолжим говорить о разнице в толщине филамента.Также будут описаны преимущества и недостатки каждой нити, чтобы помочь вам выбрать идеальный материал для ваших проектов.
Общее основание
ABS и PLA известны как термопласты. Всякий раз, когда они нагреваются, они становятся мягкими, и их можно формовать, возвращаясь в твердое состояние при охлаждении. Этот процесс можно проводить многократно, и именно эти свойства сделали их такими популярными.
Доступно большое количество термопластов; лишь очень немногие из них используются для целей 3D-печати.Чтобы материал был пригодным для использования в 3D-печати, он должен пройти три теста:
- Начальная экструзия в пластиковую нить
- Вторая экструзия и связывание следов во время 3D-печати
- Конечное применение
По порядку чтобы пройти три теста, материал должен быть сначала легко преобразован в исходное сырье для 3D-принтера, называемое пластиковой нитью. Эти нити поставляются в катушке.
Во-вторых, материал должен быть способен формировать точные детали изделий, создаваемых с помощью 3D-принтеров.
И последнее, но не менее важное: свойства пластика должны иметь желаемые характеристики, связанные с его прочностью, блеском, долговечностью, а также многими другими качествами.
ABS и PLA, а также множество других термопластов могут пройти первое испытание на одном дыхании. Это всего лишь вопрос стоимости и времени, необходимого для превращения базовой пластиковой смолы в высококачественную пластиковую нить.
Хранение
Термопласты, такие как ABS и PLA, работают лучше всего, если перед использованием (или при хранении в течение длительного периода времени) они запечатаны, чтобы предотвратить поглощение влаги из воздуха.
Однако это не означает, что нить обязательно будет испорчена, если вы оставите катушку с нитью на неделю или около того, прежде чем использовать ее. Тем не менее, длительное воздействие атмосферы может отрицательно сказаться на качестве материала, а также на конечном продукте.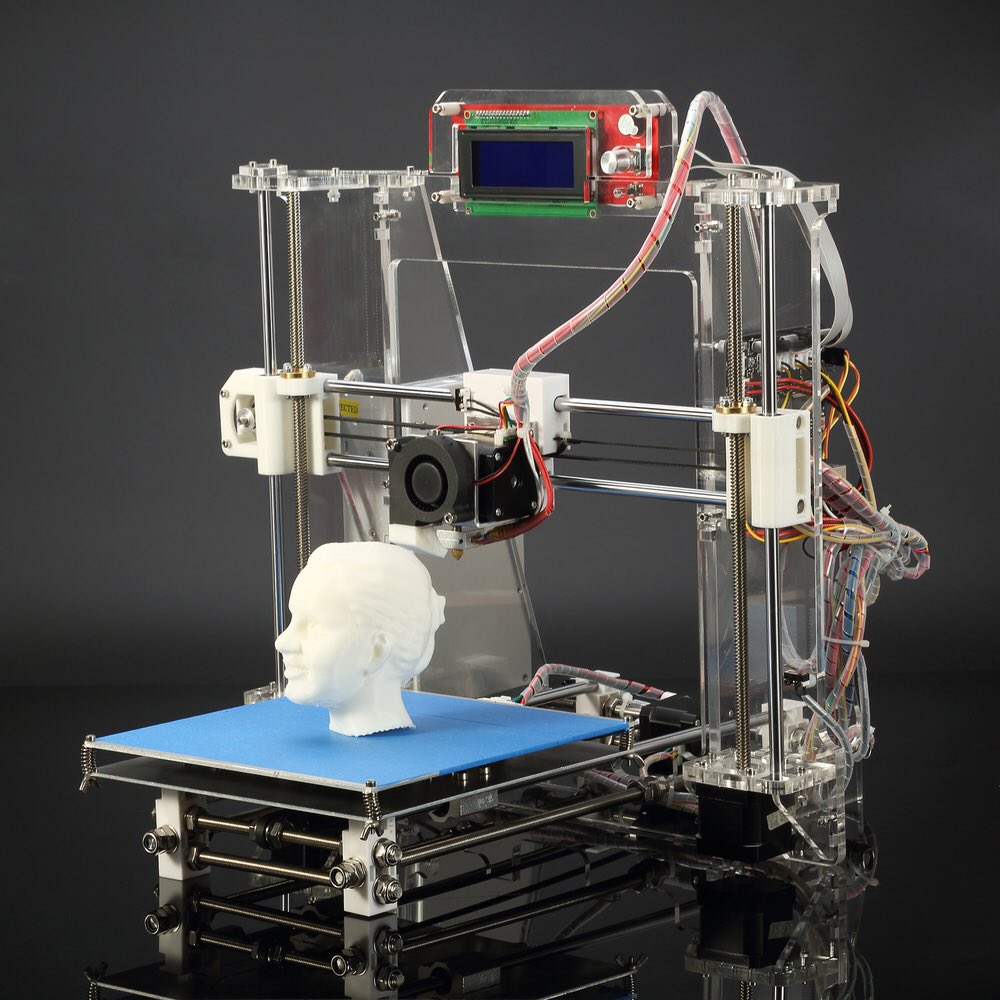
Нить упакована в пластик для предотвращения впитывания влаги. Вот сравнение последствий хранения ABS и PLA:
ABS – Если ABS подвергается воздействию атмосферы и поглощает недопустимое количество влаги, то он имеют тенденцию пузыриться и вытекать из наконечника сопла при использовании для печати объекта.Это приведет к ухудшению визуального качества, точности, прочности и, скорее всего, к засорению сопла. Используя источник тепла, такой как дегидратор для пищевых продуктов, вы можете легко высушить АБС-пластик перед использованием.
PLA – PLA по-разному реагирует на воздействие влаги. Помимо образования пузырей и выплескивания из сопла в процессе печати, также будет наблюдаться небольшое обесцвечивание и множество других изменений его свойств.
Известно, что при высоких температурах PLA реагирует с водой, что может привести к деполимеризации.Деполимеризация — это процесс, при котором материал подвергается разложению на более простые соединения.
Вы также можете высушить PLA с помощью пищевого дегидратора, но имейте в виду, что это может привести к изменению коэффициента кристалличности материала и, вероятно, изменит характеристики экструзии. Тем не менее, это не является серьезной проблемой для большинства 3D-принтеров.
Запах
АБС-пластик – При нагревании АБС-пластика отчетливо ощущается запах горячего пластика. Для кого-то это не более чем неприятность, а есть люди, которые этого даже не замечают.Независимо от того, чувствуете вы запах или нет, необходимо обеспечить надлежащую вентиляцию помещения, в котором используется АБС. Кроме того, убедитесь, что используемый вами АБС не содержит загрязнений. Надежный экструдер также играет важную роль, так как нагрев материала до нужной температуры имеет большое значение для контроля запаха.
PLA – Из-за того, что PLA сделан из сахара, при нагревании он издает полусладкий запах, похожий на запах растительного масла. Воспоминаний о вкусных домашних блюдах это точно не вернет; однако некоторые считают, что его запах лучше, чем у АБС.
Воспоминаний о вкусных домашних блюдах это точно не вернет; однако некоторые считают, что его запах лучше, чем у АБС.
Точность деталей
ABS и PLA обладают характеристиками, позволяющими создавать детали и изделия с точными размерами. Тем не менее, когда речь заходит о точности деталей, стоит упомянуть следующие моменты.
ABS. Одной из основных проблем, связанных с использованием ABS, является скручивание вверх поверхности, которая находится в непосредственном контакте с печатной платформой вашего принтера. Нагревая платформу для печати и следя за тем, чтобы она была чистой, ровной и гладкой, вы действительно можете решить эту проблему.Некоторые люди считают, что перед печатью лучше нанести на поверхность печати несколько растворов, включая смесь ABS/ацетона или простой лак для волос. В 3D Insider мы с некоторым успехом экспериментировали с лаком для волос на печатной платформе (только помните, что лак для волос легко воспламеняется!)
Некоторые детали, такие как острые углы, обычно заканчиваются круглыми. Для улучшения таких углов можно использовать небольшой вентилятор для охлаждения области вокруг сопла; однако чрезмерное охлаждение может привести к снижению адгезии между слоями и в конечном итоге может привести к растрескиванию конечного продукта.
Для улучшения таких углов можно использовать небольшой вентилятор для охлаждения области вокруг сопла; однако чрезмерное охлаждение может привести к снижению адгезии между слоями и в конечном итоге может привести к растрескиванию конечного продукта.
PLA – PLA меньше коробится, чем ABS. Именно поэтому его можно использовать для печати объектов без подогрева стола. При активном охлаждении PLA можно использовать для создания более четких деталей, включая острые углы, без растрескивания или деформации материала. Увеличенный поток воздуха также может способствовать укреплению объекта, прочно связывая слои вместе.
Общие свойства материалов
Независимо от того, насколько точно изготовлена определенная деталь, она должна выполнять свои функции.
АБС – АБС может принимать различные формы, а также может иметь различные свойства. По сути, это прочный пластик с умеренной гибкостью. До того, как в ABS добавили цвета, он молочно-бежевый. Мягкая гибкость материала облегчает его шлифование и механическую обработку. Кроме того, его намного легче перерабатывать по сравнению с PLA.
Кроме того, его намного легче перерабатывать по сравнению с PLA.
Инженеры обычно предпочитают АБС из-за его высокой прочности, гибкости и обрабатываемости.
PLA – Происхождение PLA включает сахарную свеклу, кукурузу и картофель.Вот почему PLA считается более экологичным, чем ABS. Он обычно используется для упаковки пищевых продуктов и изготовления контейнеров для пищевых продуктов. В своем первоначальном виде он прозрачен, но может быть окрашен в различную степень непрозрачности и прозрачности.
Гораздо прочнее, чем ABS, а также жесткая. Объекты, напечатанные с использованием PLA, имеют глянцевый вид и гладкие на ощупь. Тем не менее, с ним немного сложнее работать из-за сложного замкового узла и штифтовых соединений.
Толщина нити
Нити ABS и PLA бывают двух разных диаметров: 1,75 мм и 3 мм
Каждый принтер (точнее, каждый экструдер) предназначен для работы с определенной толщиной нити. Вам нужно будет увидеть характеристики вашего принтера, чтобы узнать, какую нить вы можете использовать с вашей конкретной моделью 3D-принтера.
Некоторые принтеры предназначены для использования собственных диаметров, которые могут немного отличаться от стандартной толщины. Если вы еще не купили принтер, вы можете выбрать принтер, который поддерживает стандартные диаметры, чтобы у вас было больше возможностей при выборе поставщика пластиковой нити (больше вариантов с точки зрения цвета, материала и т. д.).
Диаметры нитей могут незначительно отличаться от одного производителя к другому. Однако, если нить имеет маркировку 3 мм, она не должна превышать это значение; однако он может быть чуть меньше 3 мм (скажем, 2,88 мм).
Некоторые нити также могут иметь выпуклости и шейки длиной несколько сантиметров. Глыбы – это те участки, где диаметр превышает номинальный. С другой стороны, шейки вниз — это те области, где диаметр меньше, чем должен быть.Это может привести к заклиниванию и зачистке; тем не менее, такие случаи редки, особенно если используемая нить была произведена надежной компанией. По этой причине обычно рекомендуется избегать «дешевой нити».
Заключение
Вы должны тщательно взвесить преимущества и недостатки каждого из материалов, прежде чем остановиться на одном из них. Подумайте о том, какие объекты вам нужно распечатать, и какие приложения они должны выполнять.
Некоторые говорят, что PLA — лучший материал для начинающих, и вы можете попробовать его, чтобы убедиться, что это правда.Тем не менее, мы начали с ABS и не нашли это слишком сложным! Вы всегда можете переключить материалы вниз по переулку.
Как работают 3D-принтеры?
Криса Вудфорда. Последнее обновление: 24 апреля 2021 г.
Даже лучшие художники изо всех сил стараются показать нам, что представляют собой объекты реального мира.
выглядеть во всей своей трехмерной (3D) красе. Большую часть времени
это не имеет значения — просмотр фотографии или эскиза дает нам
достаточно хорошая идея. Но если вы занимаетесь разработкой новых
продукты, и вам нужно показать их клиентам или покупателям,
ничто не сравнится с прототипом: моделью, которую можно потрогать, подержать и
Чувствовать. Единственная проблема в том, что на изготовление моделей вручную уходит много времени.
машины, которые могут делать «быстрые прототипы», стоят целое состояние (до
полмиллиона долларов). Ура, тогда за 3D принтеры , которые немного работают
как струйные принтеры, и создавать 3D-модели слой за слоем до 10 раз
скорость и пятая стоимость. Как именно они работают? Давайте
поближе!
Единственная проблема в том, что на изготовление моделей вручную уходит много времени.
машины, которые могут делать «быстрые прототипы», стоят целое состояние (до
полмиллиона долларов). Ура, тогда за 3D принтеры , которые немного работают
как струйные принтеры, и создавать 3D-модели слой за слоем до 10 раз
скорость и пятая стоимость. Как именно они работают? Давайте
поближе!
Фото: 3D-печать в действии: это печатающая головка 3D-принтера Invent, медленно, слой за слоем, выстраивая объект, распыляя расплавленный голубой пластик из точно движущегося сопла.Фото капрала. Джастин Апдеграф, любезно предоставленный Корпусом морской пехоты США.
От прототипов ручной работы к быстрому прототипированию
Фото: Качественный стремительный прототип космического самолета, сделанный из воска из чертежа САПР НАСА. Фото предоставлено Исследовательским центром НАСА в Лэнгли (NASA-LaRC).
До того, как появились такие вещи, как автоматизированное проектирование (САПР) и
лазеры, модели и прототипы были кропотливо вырезаны из дерева или
склеенные из маленьких кусочков картона или пластика. Они могли взять
дней или даже недель, чтобы сделать и обычно стоит целое состояние. Получающий
внесение изменений или изменений было трудным и трудоемким,
особенно если использовалась сторонняя модельная компания, и
которые могут помешать дизайнерам вносить улучшения или принимать
комментарии в последнюю минуту на борту: «Слишком поздно!»
Они могли взять
дней или даже недель, чтобы сделать и обычно стоит целое состояние. Получающий
внесение изменений или изменений было трудным и трудоемким,
особенно если использовалась сторонняя модельная компания, и
которые могут помешать дизайнерам вносить улучшения или принимать
комментарии в последнюю минуту на борту: «Слишком поздно!»
С появлением более совершенных технологий, идея под названием для быстрого прототипирования (RP) возникла в 1980-х годах. как решение этой проблемы: это означает разработку моделей и прототипы более автоматизированными методами, обычно в течение нескольких часов или дней. чем недели, на которые раньше уходило традиционное прототипирование.3D печать является логическим продолжением этой идеи, в которой дизайнеры продукта делают свои собственные быстрые прототипы, в часы, используя сложные машины аналогично струйным принтерам.
Как работает 3D-принтер?
Artwork: один из первых в мире трехмерных FDM-принтеров,
разработан С.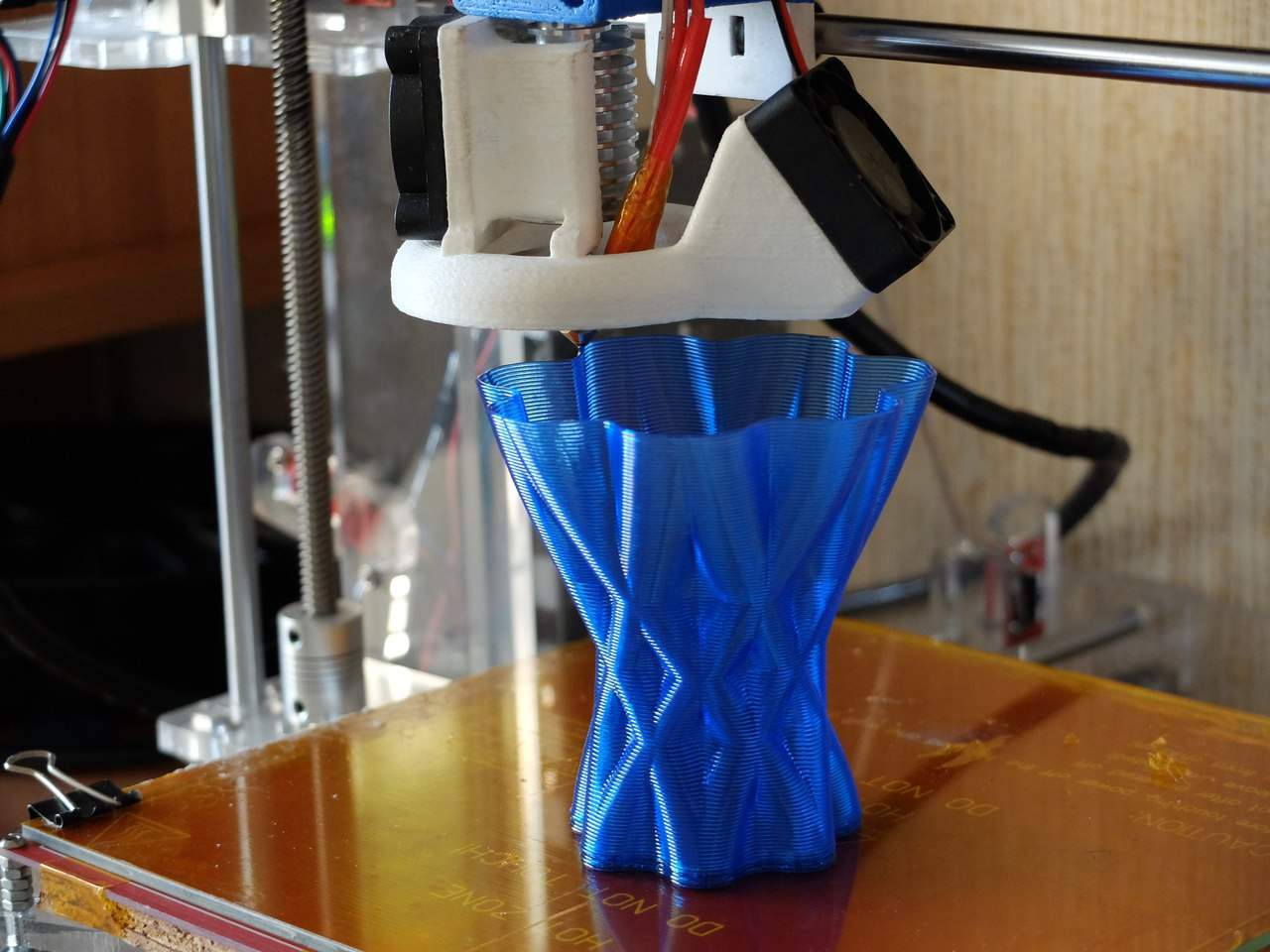 Скоттом Крампом в 1980-х годах. В этом дизайне напечатана модель (розовая, 40).
на базовой пластине (темно-синий, 10), которая перемещается в горизонтальном (X–Y) направлении, а печать
головка и сопло (2 и 4, оранжевые) перемещаются в вертикальном (Z) направлении.Сырье для печати поступает из пластикового стержня (желтый, 46), расплавляемого печатающей головкой. Процесс нагрева тщательно регулируется
термопара (электрический датчик тепла), подключенная к регулятору температуры (фиолетовый, 86). Стержень выдавливается сжатым воздухом из большого бака и
компрессор справа (зеленый, 60/62). С тех пор все немного изменилось, но основной принцип (создание объекта путем плавления и осаждения пластика под трехмерным контролем) остается прежним.Иллюстрация из патента США 5 121 329: Устройство и метод создания трехмерных объектов С. Скотта Крампа, Stratasys Ltd, 9 июня 1992 г., любезно предоставлено Управлением по патентам и товарным знакам США.
Скоттом Крампом в 1980-х годах. В этом дизайне напечатана модель (розовая, 40).
на базовой пластине (темно-синий, 10), которая перемещается в горизонтальном (X–Y) направлении, а печать
головка и сопло (2 и 4, оранжевые) перемещаются в вертикальном (Z) направлении.Сырье для печати поступает из пластикового стержня (желтый, 46), расплавляемого печатающей головкой. Процесс нагрева тщательно регулируется
термопара (электрический датчик тепла), подключенная к регулятору температуры (фиолетовый, 86). Стержень выдавливается сжатым воздухом из большого бака и
компрессор справа (зеленый, 60/62). С тех пор все немного изменилось, но основной принцип (создание объекта путем плавления и осаждения пластика под трехмерным контролем) остается прежним.Иллюстрация из патента США 5 121 329: Устройство и метод создания трехмерных объектов С. Скотта Крампа, Stratasys Ltd, 9 июня 1992 г., любезно предоставлено Управлением по патентам и товарным знакам США.
Представьте себе сборку обычного деревянного прототипа автомобиля. Вы бы
начните с блока твердого дерева и вырежьте внутрь, как
скульптор, постепенно раскрывая предмет, «спрятанный» внутри. Или если
вы хотели сделать архитектурную модель дома, вы бы построили
это как настоящий, сборный дом, наверное, путем вырезания миниатюры
копии стен из картона и склеивание их между собой.Теперь
лазер может легко вырезать дерево по форме, и это не выходит за рамки
сферы возможностей научить робота склеивать картон
вместе, но 3D-принтеры не работают ни одним из этих способов!
Типичный 3D-принтер очень похож на струйный принтер.
с компьютера. Он строит 3D-модель по одному слою за раз, начиная с
снизу вверх, многократно печатая одну и ту же область методом, известным как моделирование осадконакопления методом плавления (FDM) . Работая полностью автоматически, принтер создает модель в течение нескольких часов, поворачивая 3D-CAD.
разбивка на множество двумерных, поперечных
слои — эффективно разделяйте 2D-отпечатки, которые расположены один поверх другого. другой, но без бумаги между ними.Вместо того, чтобы использовать чернила, которые никогда не накопится слишком много
объем, принтер наносит слои расплавленного пластика или порошка и
соединяет их вместе (и с существующей структурой) с помощью клея или ультрафиолетового излучения.
другой, но без бумаги между ними.Вместо того, чтобы использовать чернила, которые никогда не накопится слишком много
объем, принтер наносит слои расплавленного пластика или порошка и
соединяет их вместе (и с существующей структурой) с помощью клея или ультрафиолетового излучения.
В: Какие «чернила» используются в 3D-принтере? О: Пластик!
В то время как струйный принтер распыляет жидкие чернила, а лазерный принтер использует твердый порошок, 3D-принтер не использует ни того, ни другого: вы не можете создать 3D-модель, набрасывая цветную воду или черную пыль! То, что вы можете моделировать, это
пластик.3D-принтер
по сути работает путем выдавливания расплавленного пластика через крошечное сопло, которое перемещается точно под компьютером.
контроль. Он печатает один слой, ждет, пока он высохнет, а затем печатает следующий слой поверх. В зависимости от качества
принтера вы получаете либо потрясающе выглядящую 3D-модель, либо множество 2D-линий пластика, грубо наложенных друг на друга — как глазурь для торта с плохим контуром! Очевидно, что пластик, из которого печатаются модели, имеет огромное значение.
Фото: 3D-принтер Lulzbot.Вы можете увидеть маленькую катушку из необработанного красного пластика. («нить»), которая подается в печатающую головку сверху. Фото Стефана Белчера предоставлено ВМС США.
Когда мы говорим о пластике, мы обычно имеем в виду «пластик»: если вы прилежный переработчик, вы знаете, что существует много типов пластика, каждый из которых отличается как химически (по своему молекулярному составу), так и физически (по своему молекулярному составу). как они ведут себя по отношению к теплу, свету и так далее). Неудивительно, что в 3D-принтерах используются термопласты (пластики, которые плавятся при нагревании и затвердевают при повторном охлаждении), и обычно либо ABS, (акрилонитрилбутадиенстирол), PLA (полимолочная кислота), либо PETG (полиэтиленгерефталатгликоль).
Возможно, наиболее известный как материал, из которого сделаны кубики LEGO®, ABS также широко используется в салонах автомобилей (иногда и в наружных деталях, таких как колпаки), для изготовления внутренностей холодильников и в пластиковых деталях компьютеров (весьма вероятно, мышь и клавиатура, которыми вы сейчас пользуетесь, изготовлены из АБС-пластика). Так почему же этот материал используется для 3D-печати? На самом деле это композит из жесткого пластика (акрилонитрила) с синтетическим каучуком (бутадиен-стирол). Он идеально подходит для 3D-печати, потому что он твердый при комнатной температуре и плавится при температуре немногим более 100°C (220°F), что является достаточно прохладным, чтобы плавиться внутри принтера без перегрева, и достаточно горячим, чтобы модели, напечатанные из него, не выдержали. не тают, если их оставить на солнце.После затвердевания его можно отшлифовать до гладкости или покрасить; Другое полезное свойство АБС заключается в том, что в необработанном виде он имеет беловато-желтый цвет, но можно добавить пигменты (цветные химические вещества в краске), чтобы сделать его практически любым цветом. В зависимости от типа принтера, который вы используете, вы подаете на него пластик либо в виде небольших гранул, либо в виде нитей (например, пластиковых струн).
Так почему же этот материал используется для 3D-печати? На самом деле это композит из жесткого пластика (акрилонитрила) с синтетическим каучуком (бутадиен-стирол). Он идеально подходит для 3D-печати, потому что он твердый при комнатной температуре и плавится при температуре немногим более 100°C (220°F), что является достаточно прохладным, чтобы плавиться внутри принтера без перегрева, и достаточно горячим, чтобы модели, напечатанные из него, не выдержали. не тают, если их оставить на солнце.После затвердевания его можно отшлифовать до гладкости или покрасить; Другое полезное свойство АБС заключается в том, что в необработанном виде он имеет беловато-желтый цвет, но можно добавить пигменты (цветные химические вещества в краске), чтобы сделать его практически любым цветом. В зависимости от типа принтера, который вы используете, вы подаете на него пластик либо в виде небольших гранул, либо в виде нитей (например, пластиковых струн).
PLA проще в использовании, чем ABS, и немного более экологичен, хотя он мягче и менее долговечен. PETG — это промежуточный вариант, он ближе по прочности к ABS, легко формуется и относительно легко перерабатывается.
PETG — это промежуточный вариант, он ближе по прочности к ABS, легко формуется и относительно легко перерабатывается.
Вам не обязательно печатать в 3D пластиком: теоретически вы можете печатать объекты, используя любой расплавленный материал, который достаточно быстро затвердевает и схватывается. В июле 2011 года исследователи из Эксетерский университет Англии представил прототип пищевого принтера, который может печатать 3D-объекты с помощью расплавленного шоколада!
Преимущества и недостатки
Фото: B9Creator™ — типичный недорогой самодельный 3D-принтер. Первоначально он был доступен в виде комплекта по цене 2495 долларов; теперь он поставляется в собранном виде в трех разных версиях по цене от 6000 до 12000 долларов.Фото предоставлено Windell H. Oskay, www.evilmadscientist.com, опубликовано на Flickr в 2012 г. по лицензии Creative Commons.
Производители 3D-принтеров утверждают, что они работают в 10 раз быстрее, чем
другими методами и в 5 раз дешевле, поэтому они дают большие преимущества для
люди, которым нужны быстрые прототипы в течение нескольких часов, а не дней. Несмотря на то что
высококлассных 3D-принтеров они по-прежнему дороги (обычно около 25 000–50 000 долларов США), они
часть стоимости более сложных машин RP (которые входят в
по цене от 100 000 до 500 000 долларов), а машины значительно дешевле.
также доступен (вы можете купить комплект для 3D-принтера Tronxy примерно за 100–200 долларов).Они также достаточно малы, безопасны, просты в использовании и
надежные (функции, которые сделали их все более популярными в таких местах, как
дизайнерские/инженерные школы).
Несмотря на то что
высококлассных 3D-принтеров они по-прежнему дороги (обычно около 25 000–50 000 долларов США), они
часть стоимости более сложных машин RP (которые входят в
по цене от 100 000 до 500 000 долларов), а машины значительно дешевле.
также доступен (вы можете купить комплект для 3D-принтера Tronxy примерно за 100–200 долларов).Они также достаточно малы, безопасны, просты в использовании и
надежные (функции, которые сделали их все более популярными в таких местах, как
дизайнерские/инженерные школы).
С другой стороны, отделка производимых ими моделей обычно
уступает тем, которые производятся на машинах RP более высокого класса. Выбор
материалов часто ограничивается одним или двумя, цвета могут быть грубыми,
и текстура может не очень хорошо отражать предполагаемую отделку продукта. Как правило, модели, напечатанные на 3D-принтере,
может быть лучше для грубых, ранних визуализаций новых продуктов; более
сложные машины RP могут использоваться позже в процессе, когда
проекты ближе к завершению и такие вещи, как точная поверхность
текстура важнее.
Приложения
Для чего можно использовать 3D-принтер? Это немного похоже на вопрос «Как сколько способов вы можете использовать фотокопировальный аппарат?» Теоретически единственным ограничением является ваше воображение. На практике пределом является точность модель, с которой вы печатаете, точность вашего принтера и материалы, которыми вы печатаете. Современная 3D-печать была изобретена около 25 лет назад. но по-настоящему он начал набирать обороты только в последнее десятилетие. Много технология все еще относительно новая; даже в этом случае область применения 3D-печати довольно удивительно.
Медицина
Фото: Пластиковые сердца, напечатанные на 3D-принтере, позволяют хирургам проводить операции без риска. Модель доктора Мэтью Брамлета. Фотография, являющаяся общественным достоянием, опубликована на Flickr с разрешения US NIH Image Gallery и 3D Print Exchange.
Жизнь — это путешествие в один конец; подверженные ошибкам, стареющие люди со складками,
рушащиеся тела, естественно, видят большие перспективы в технологии, которая
возможность создания замещающих частей тела и тканей. Вот почему
врачи были одними из первых, кто начал изучать 3D-печать.У нас уже есть
видел напечатанные на 3D-принтере уши (от индийской компании Novabeans), руки и ноги
(от Limbitless Solutions, Biomechanical Robotics Group и
Bespoke) и мышцы (из Корнельского университета). 3D принтеры есть
также использовался для производства искусственных тканей (Organovo), клеток
(Samsara Sciences) и кожи (в партнерстве косметических
гигантские L’Oreal и Organovo). Хотя мы далеки от того, чтобы иметь
полные 3D-печатные замещающие органы (такие как сердце и печень),
дело быстро движется в этом направлении.Один проект, известный как
тело на чипе,
находится в ведении Института регенеративной медицины Уэйк Форест в Северной Каролине.
печатает миниатюрные человеческие сердца, легкие и кровеносные сосуды, помещает их на микрочип и проверяет с помощью своего рода
искусственной крови.
Вот почему
врачи были одними из первых, кто начал изучать 3D-печать.У нас уже есть
видел напечатанные на 3D-принтере уши (от индийской компании Novabeans), руки и ноги
(от Limbitless Solutions, Biomechanical Robotics Group и
Bespoke) и мышцы (из Корнельского университета). 3D принтеры есть
также использовался для производства искусственных тканей (Organovo), клеток
(Samsara Sciences) и кожи (в партнерстве косметических
гигантские L’Oreal и Organovo). Хотя мы далеки от того, чтобы иметь
полные 3D-печатные замещающие органы (такие как сердце и печень),
дело быстро движется в этом направлении.Один проект, известный как
тело на чипе,
находится в ведении Института регенеративной медицины Уэйк Форест в Северной Каролине.
печатает миниатюрные человеческие сердца, легкие и кровеносные сосуды, помещает их на микрочип и проверяет с помощью своего рода
искусственной крови.
Помимо сменных частей тела, 3D-печать все чаще используется
используется для медицинского образования и обучения. В детском саду Никлауса
Больница в Майами, Флорида, хирурги практикуют операции на
Реплики детских сердец, напечатанные на 3D-принтере. В другом месте то же самое
техника используется для репетиций операций на головном мозге.
В другом месте то же самое
техника используется для репетиций операций на головном мозге.
Аэрокосмическая промышленность и оборона
Проектирование и испытания самолетов — дело сложное и дорогое: Боинг Внутри Dreamliner находится около 2,3 миллиона компонентов! Несмотря на то что компьютерные модели могут быть использованы для проверки довольно многих аспектов того, как самолеты поведение, точные прототипы все еще должны быть сделаны для таких вещей, как испытания в аэродинамической трубе. А 3D-печать — это простой и эффективный способ сделай это. В то время как коммерческие самолеты строятся в больших количествах, военные самолеты, скорее всего, будут сильно настроены, а 3D-печать позволяет проектировать, тестировать и производить малосерийные или единичные детали как быстро и рентабельно.
Фото: ВМС США тестируют 3D-принтеры на кораблях с
один был установлен на USS Essex в 2014 году. Теоретически бортовой принтер делает корабль более самостоятельным,
с меньшей потребностью носить с собой запасные части и материалы, особенно в военное время. Это напечатанное на 3D-принтере подводное беспроводное зарядное устройство.
типичные объекты, которые могут быть напечатаны во время миссии в море. Фото Девина Писнера предоставлено
ВМС США.
Это напечатанное на 3D-принтере подводное беспроводное зарядное устройство.
типичные объекты, которые могут быть напечатаны во время миссии в море. Фото Девина Писнера предоставлено
ВМС США.
Космические корабли еще сложнее, чем самолеты, и имеют дополнительные
недостаток в том, что они «изготавливаются» в крошечных
количество — иногда только один когда-либо сделан.Вместо того, чтобы идти на все расходы
изготовления уникальных инструментов и производственного оборудования, он может сделать многое
больше смысла в 3D-печати одноразовых компонентов. Но зачем даже делать
космические части на Земле? Доставка сложных и тяжелых конструкций в
пространство сложно, дорого и требует много времени; способность к
производить вещи на Луне или на других планетах, может оказаться
бесценный. Легко представить космонавтов (или даже роботов), использующих 3D.
принтеры для производства любых предметов, которые им нужны (включая запасные
части), вдали от Земли, всякий раз, когда они им нужны.Но даже
обычные космические проекты, созданные на Земле, могут извлечь выгоду из
скорость, простота и низкая стоимость 3D-печати. Последний, поддерживающий человека
NASA Rover использует детали, напечатанные на 3D-принтере с помощью Stratasys.
Последний, поддерживающий человека
NASA Rover использует детали, напечатанные на 3D-принтере с помощью Stratasys.
Фото: Запчасти и ремонт не проблема. Крупный план 3D-принтера Lulzbot Taz 6, используемого для изготовления запасных частей на борту военного корабля США. Фото Кристофера А. Велоиказа предоставлено ВМС США.
Визуализация
Изготовление прототипов самолетов или космических ракет является примером
гораздо более широкое использование 3D-печати: визуализация того, как новые проекты будут
смотреть в трех измерениях.Мы можем использовать такие вещи, как
виртуальная реальность для
это, конечно, но люди часто предпочитают то, что они могут видеть и
трогать. 3D-принтеры все чаще используются для быстрого и точного
архитектурное моделирование. Хотя мы не можем (пока) 3D печатать материалы
таких как кирпич и бетон, существует широкий спектр пластиков
доступны, и их можно покрасить, чтобы они выглядели как реалистичное здание
заканчивается. Точно так же 3D-печать сейчас широко используется для
прототипирование и тестирование промышленных и потребительских товаров. Так как многие
повседневные вещи лепятся из пластика, 3D-печатная модель может выглядеть
очень похоже на готовый продукт — идеально подходит для фокус-группы
тестирование или исследование рынка.
Точно так же 3D-печать сейчас широко используется для
прототипирование и тестирование промышленных и потребительских товаров. Так как многие
повседневные вещи лепятся из пластика, 3D-печатная модель может выглядеть
очень похоже на готовый продукт — идеально подходит для фокус-группы
тестирование или исследование рынка.
Индивидуальные продукты
Современная жизнь — от пластиковых зубных щеток до оберток от конфет.
здесь-сегодня, уехало-завтра — удобно, недорого и одноразово.
Однако не все ценят готовое массовое производство.
именно поэтому так популярны дорогие «дизайнерские лейблы». в
будущем, многие из нас смогут пользоваться преимуществами
доступные, высоко персонализированные продукты, изготовленные на заказ в соответствии с нашими точными требованиями.
Спецификация. Ювелирные изделия и модные аксессуары
уже в 3D-печати.Так же, как веб-сайт Etsy создал
всемирное сообщество ремесленников, поэтому Zazzy теперь воспроизвел
что с использованием технологии 3D-печати.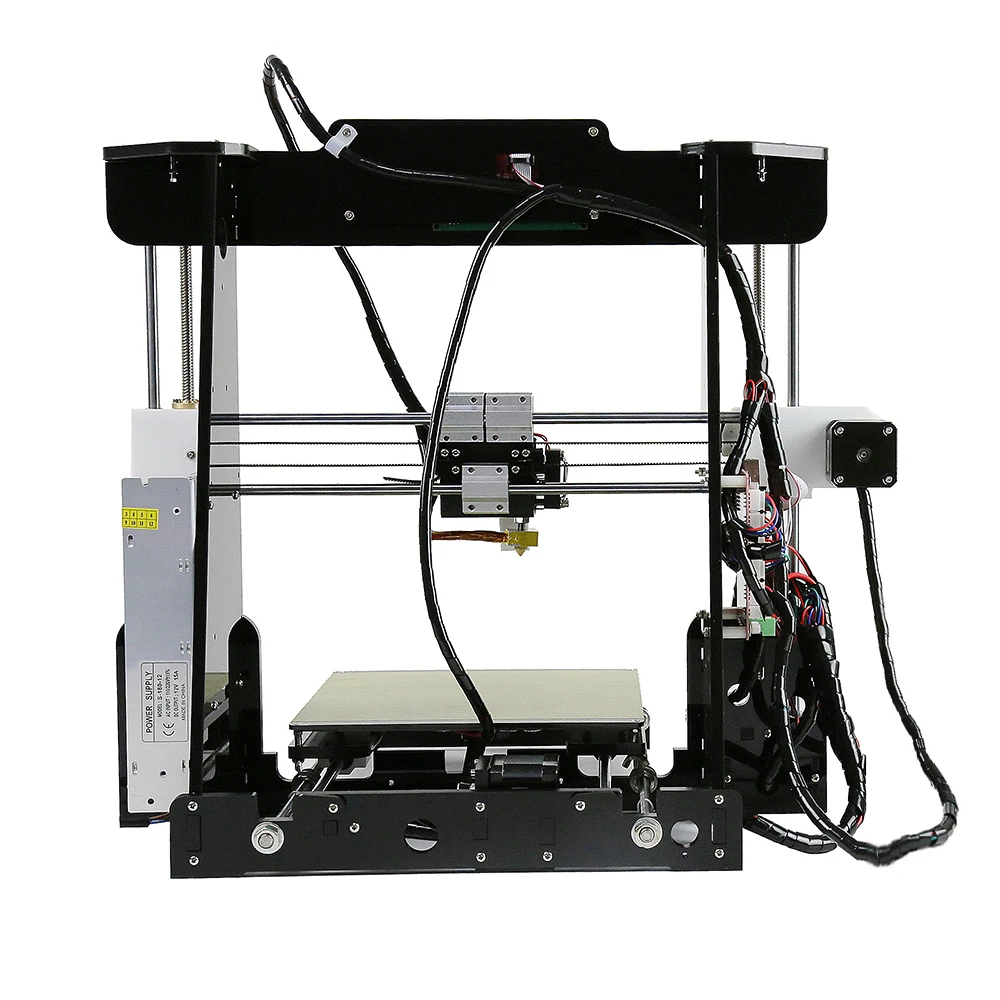 Благодаря простым онлайн-сервисам, таким как
Shapeways, каждый может сделать свои собственные безделушки на 3D-принтере, либо для себя, либо для
продавать другим людям без затрат и хлопот, связанных с использованием собственного 3D-принтера
(даже Staples теперь предлагает услуги 3D-печати в некоторых своих магазинах).
Благодаря простым онлайн-сервисам, таким как
Shapeways, каждый может сделать свои собственные безделушки на 3D-принтере, либо для себя, либо для
продавать другим людям без затрат и хлопот, связанных с использованием собственного 3D-принтера
(даже Staples теперь предлагает услуги 3D-печати в некоторых своих магазинах).
«Индивидуальные продукты» — это не просто вещи, которые мы покупаем и используем:
пища, которую мы едим, тоже может попасть в эту категорию.Готовка требует времени,
умения и терпения, ведь приготовление аппетитного
Еда выходит далеко за рамки смешивания ингредиентов и нагревания их на плите.
Поскольку большую часть пищи можно экструдировать (выдавливать через сопла), ее можно
(теоретически) также могут быть напечатаны в 3D. Несколько лет назад,
Зло Безумный
Ученые Лаборатории игриво напечатали странные объекты из
сахар. В 2013 году Нью-Йорк Таймс
обозреватель А.Дж. Джейкобс поставил перед собой задачу
распечатайте всю еду, включая тарелку и столовые приборы. в
В процессе он случайно наткнулся на работу Хода Липсона из Корнельского университета,
кто верит, что когда-нибудь еда может быть напечатана на 3D-принтере лично, чтобы соответствовать
точные потребности вашего тела в питании. Что аккуратно переносит нас в будущее…
Что аккуратно переносит нас в будущее…
Фото: Теоретически вы можете делать 3D-принтеры из любого сырья, которое вы можете использовать. ваш принтер. Вот несколько фантастических 3D-объектов, напечатанных сахарным песком. «CandyFab 4000» (взломанный старый плоттер HP) всегда интересным народом в Evil Mad Scientist Laboratories. Фотография любезно предоставлена Уинделлом Х. Оскеем, www.evilmadscientist.com, опубликована на Flickr в 2007 г. по лицензии Creative Commons.
Будущее 3D-печати
Многие люди считают, что 3D-печать станет не просто приливной волной
дерзких пластиковых уловок, но революция в обрабатывающей промышленности
и мировая экономика, которой она управляет.Хотя 3D-печать будет
безусловно, позволяют нам делать наши собственные вещи, есть
ограничение того, что вы можете сделать самостоятельно с дешевым принтером и
трубка из пластика. Реальные экономические выгоды, скорее всего, появятся, когда
3D-печать повсеместно применяется крупными компаниями в качестве основного
опора обрабатывающей промышленности.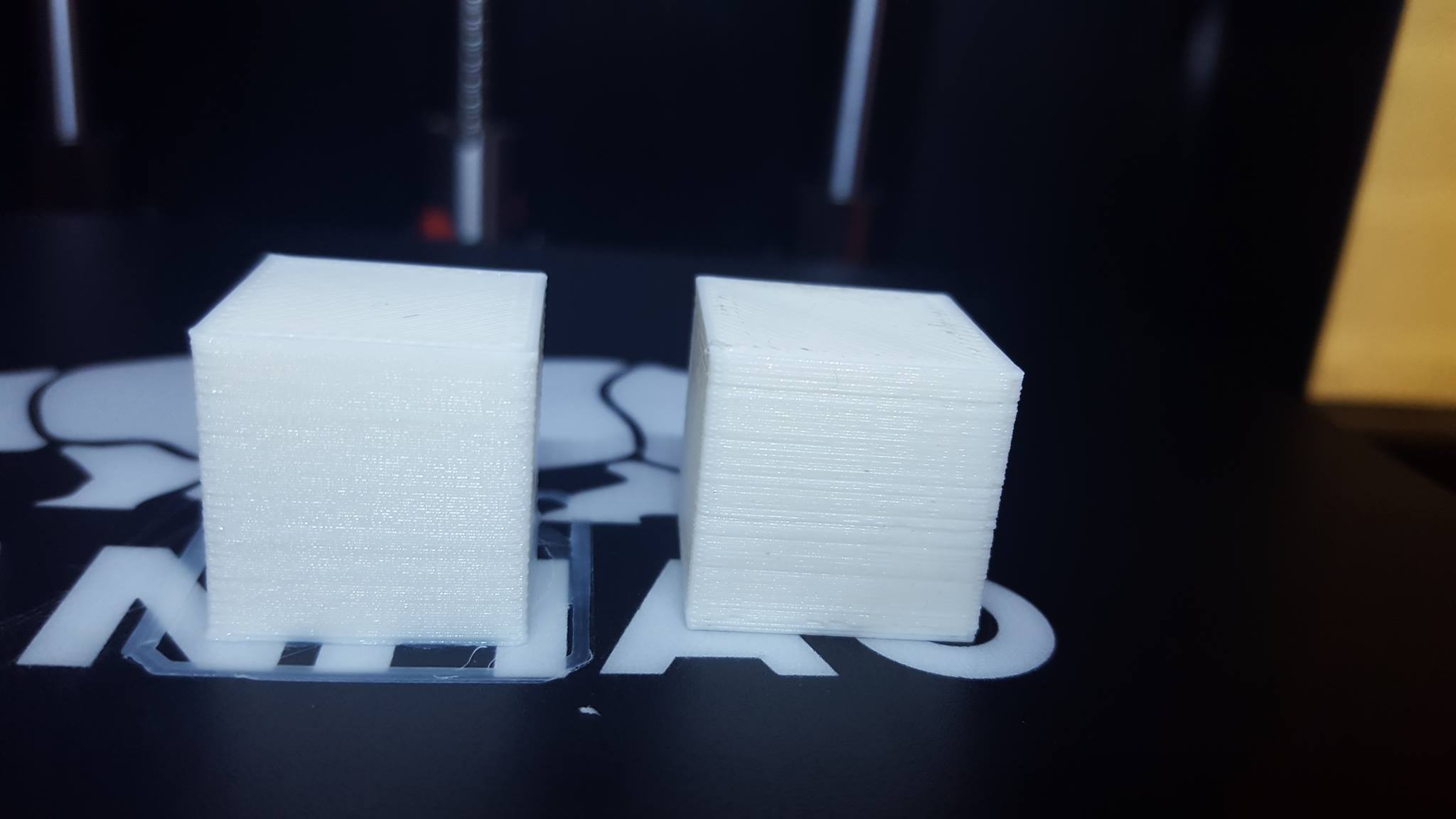 Во-первых, это позволит
производители предлагают гораздо больше возможностей для настройки существующих продуктов,
поэтому доступность готового массового производства будет
в сочетании с привлекательностью уникального, сделанного на заказ ремесленного ремесла.Во-вторых, 3D-печать — это, по сути, роботизированная технология, поэтому она
снизить себестоимость производства до такой степени, что однажды
опять же, быть рентабельным для производства товаров в Северной Америке и
Европа, которую в настоящее время дешево собирают (плохо оплачиваемые люди)
в таких местах, как Китай и Индия. Наконец, 3D-печать повысит производительность
(поскольку для изготовления одних и тех же вещей потребуется меньше людей), снижение
себестоимости продукции в целом, что должно привести к снижению цен и
больший спрос — и это всегда хорошо, для потребителей, для
производителей и экономики.
Во-первых, это позволит
производители предлагают гораздо больше возможностей для настройки существующих продуктов,
поэтому доступность готового массового производства будет
в сочетании с привлекательностью уникального, сделанного на заказ ремесленного ремесла.Во-вторых, 3D-печать — это, по сути, роботизированная технология, поэтому она
снизить себестоимость производства до такой степени, что однажды
опять же, быть рентабельным для производства товаров в Северной Америке и
Европа, которую в настоящее время дешево собирают (плохо оплачиваемые люди)
в таких местах, как Китай и Индия. Наконец, 3D-печать повысит производительность
(поскольку для изготовления одних и тех же вещей потребуется меньше людей), снижение
себестоимости продукции в целом, что должно привести к снижению цен и
больший спрос — и это всегда хорошо, для потребителей, для
производителей и экономики.
Фото: два вида печатающей головки (иногда называемой «инструментальной головкой») 3D-принтера.
Фото Эшли Маклафлин любезно предоставлено
Корпус морской пехоты США.
3D-печать становится больше, быстрее и мощнее
Когда металлическая платформа поднимается из чана с жидкой смолой, она вытягивает из жидкости замысловатую белую фигуру — словно восковое существо, выходящее из лагуны. Эта машина является самым быстрым в мире 3D-принтером на основе смолы, и она может создать пластиковую структуру размером с человека за несколько часов, — говорит Чад Миркин, химик из Северо-Западного университета в Эванстоне, штат Иллинойс.Машина, о которой Миркин и его коллеги сообщили в октябре прошлого года 1 , является одним из множества исследовательских достижений в области 3D-печати, которые расширяют перспективы технологии, когда-то считавшейся полезной в основном для изготовления небольших прототипов низкого качества. Мало того, что 3D-печать становится быстрее и производит более крупные продукты, ученые также изобретают инновационные способы печати и создают более прочные материалы, иногда смешивая несколько материалов в одном продукте.
Фирмы по производству спортивной одежды, авиационные и аэрокосмические производители, а также компании по производству медицинского оборудования стремятся воспользоваться этим преимуществом.«Вы не собираетесь в ближайшее время сидеть дома и распечатывать именно то, что хотите отремонтировать, но крупные производственные компании действительно внедряют эту технологию», — говорит Дженнифер Льюис, материаловед из Гарвардского университета в Кембридже. , Массачусетс.
Новейшие технологии могут принести прибыль исследователям, многие из которых, в том числе Льюис и Миркин, уже коммерциализируют свою работу. Они также очень интересны, говорит Иэн Тодд, металлург из Университета Шеффилда, Великобритания.«Мы можем добиться от этих материалов производительности, о которой мы не думали. Это то, что действительно волнует материаловеда. Это заставляет людей привыкать к новым странностям».
От безделушек к продуктам Техника 3D-печати также называется «аддитивным производством», потому что вместо вырезания или фрезерования формы из более крупного блока или отливки расплавленного материала в форму, она включает в себя создание объектов снизу вверх. Его преимущества включают меньшее количество отходов и возможность печатать нестандартные конструкции, такие как сложные решетчатые структуры, которые трудно создать другими способами.Недорогие машины для любителей печатают, выдавливая тонкие пластиковые нити из нагретых сопел, создавая структуру слой за слоем — метод, известный как моделирование методом наплавления (FDM). Но термин 3D-печать охватывает гораздо более широкий спектр методов. Один из самых старых использует ультрафиолетовый лазер для сканирования и затвердевания (или «отверждения») светочувствительной смолы слой за слоем. Эта концепция была описана еще в 1984 году в патенте Чарльза Халла 2 , основателя компании 3D Systems в Рок-Хилле, Южная Каролина.
Его преимущества включают меньшее количество отходов и возможность печатать нестандартные конструкции, такие как сложные решетчатые структуры, которые трудно создать другими способами.Недорогие машины для любителей печатают, выдавливая тонкие пластиковые нити из нагретых сопел, создавая структуру слой за слоем — метод, известный как моделирование методом наплавления (FDM). Но термин 3D-печать охватывает гораздо более широкий спектр методов. Один из самых старых использует ультрафиолетовый лазер для сканирования и затвердевания (или «отверждения») светочувствительной смолы слой за слоем. Эта концепция была описана еще в 1984 году в патенте Чарльза Халла 2 , основателя компании 3D Systems в Рок-Хилле, Южная Каролина.
В новейших технологиях, в том числе у Миркина, по-прежнему используется светочувствительная смола, но они быстрее и масштабнее благодаря усовершенствованиям, о которых сообщила в 2015 году группа под руководством Джозефа Дезимоуна, химика и материаловеда из Университета Северной Каролины в Чапеле. Холм 3 . Ранние принтеры были медленными, мелкосерийными и склонными к созданию многослойных, несовершенных и слабых структур. Они нашли свою нишу в быстром прототипировании, создавая пластиковые детали моделей в качестве макетов для последующего производства обычными методами.По словам Тимоти Скотта, исследователя полимеров из Университета Монаша в Мельбурне, Австралия, в качестве области исследований этот вид печати не был захватывающим: «В основном это изготовление безделушек и безделушек. Для химика полимеров это было довольно скучно».
Холм 3 . Ранние принтеры были медленными, мелкосерийными и склонными к созданию многослойных, несовершенных и слабых структур. Они нашли свою нишу в быстром прототипировании, создавая пластиковые детали моделей в качестве макетов для последующего производства обычными методами.По словам Тимоти Скотта, исследователя полимеров из Университета Монаша в Мельбурне, Австралия, в качестве области исследований этот вид печати не был захватывающим: «В основном это изготовление безделушек и безделушек. Для химика полимеров это было довольно скучно».
В 2015 году Джозеф Дезимоун из Университета Северной Каролины в Чапел-Хилл представил метод ускорения 3D-печати. Фото: Carbon 3D Inc.
Затем компания DeSimone представила способ печати светочувствительной смолой до 100 раз быстрее, чем обычные принтеры 3 .В нем используется сцена, погруженная в чан со смолой. Цифровой проектор просвечивает заранее запрограммированное изображение на сцене через прозрачное окно в полу чана. Свет отверждает сразу весь слой смолы. Успех Дезимоуна заключался в том, чтобы сделать окно проницаемым для кислорода. Это останавливает реакцию отверждения и создает тонкий буферный слой или «мертвую зону» прямо над поверхностью окна, чтобы смола не прилипала ко дну ванны каждый раз, когда печатается слой. Сцена постоянно поднимается, протягивая готовую деталь вверх через жидкость по мере того, как снизу добавляются новые слои.
Свет отверждает сразу весь слой смолы. Успех Дезимоуна заключался в том, чтобы сделать окно проницаемым для кислорода. Это останавливает реакцию отверждения и создает тонкий буферный слой или «мертвую зону» прямо над поверхностью окна, чтобы смола не прилипала ко дну ванны каждый раз, когда печатается слой. Сцена постоянно поднимается, протягивая готовую деталь вверх через жидкость по мере того, как снизу добавляются новые слои.
В то время другие лаборатории работали над аналогичными концепциями, говорит Льюис. Но, возможно, самым впечатляющим в смолах DeSimone было то, что они могли подвергаться второй реакции при термообработке после печати, чтобы укрепить готовый продукт. «Это открывает гораздо более широкий спектр материалов», — говорит Льюис.
Многие исследовательские группы и фирмы с тех пор опирались на эту работу. Принтер Миркина накачивает слой прозрачного масла на дно чана, чтобы замедлить реакцию полимера. Это также действует как охлаждающая жидкость, отводя тепло, которое может деформировать печатную деталь, и это означает, что оборудование не ограничивается печатью смолами, ингибируемыми кислородом. Он говорит, что принтер печатает материал в десять раз быстрее, чем Дезимоун. А в январе прошлого года Скотт и его коллега Марк Бернс из Мичиганского университета в Анн-Арборе сообщили о принтере, который ингибирует реакции, подмешивая в смолу химическое вещество, которое можно активировать второй лампой, излучающей свет с другой длиной волны 4 . Изменяя соотношение силы двух источников света, исследователи могут контролировать толщину зоны фотоингибирования, что позволяет создавать более сложные узоры, такие как поверхности с тиснением в виде печатей или логотипов.
Он говорит, что принтер печатает материал в десять раз быстрее, чем Дезимоун. А в январе прошлого года Скотт и его коллега Марк Бернс из Мичиганского университета в Анн-Арборе сообщили о принтере, который ингибирует реакции, подмешивая в смолу химическое вещество, которое можно активировать второй лампой, излучающей свет с другой длиной волны 4 . Изменяя соотношение силы двух источников света, исследователи могут контролировать толщину зоны фотоингибирования, что позволяет создавать более сложные узоры, такие как поверхности с тиснением в виде печатей или логотипов.
Изобретения в области 3D-печати часто имеют быстрый коммерческий потенциал: некоторые исследователи начинают создавать компании до того, как опубликуют свои достижения. Например, в тот же день, когда статья Дезимоуна была опубликована, он продемонстрировал ее на выступлении TED в Ванкувере, Канада, и официально открыл свою стартап-фирму Carbon 3D в Редвуд-Сити, Калифорния, хотя он незаметно зарегистрировал компанию двумя годами ранее. . В настоящее время фирма является одним из крупнейших стартапов в области 3D-печати; он уже привлек 680 миллионов долларов США в ходе публично раскрытых раундов финансирования и, как сообщается, оценивается в 2 доллара.4 миллиарда. У него есть громкие контракты с Adidas на производство резиноподобных промежуточных подошв для спортивной обуви и с фирмой спортивного снаряжения Riddell на производство индивидуальных накладок для шлемов для игроков в американский футбол.
. В настоящее время фирма является одним из крупнейших стартапов в области 3D-печати; он уже привлек 680 миллионов долларов США в ходе публично раскрытых раундов финансирования и, как сообщается, оценивается в 2 доллара.4 миллиарда. У него есть громкие контракты с Adidas на производство резиноподобных промежуточных подошв для спортивной обуви и с фирмой спортивного снаряжения Riddell на производство индивидуальных накладок для шлемов для игроков в американский футбол.
Технология Carbon 3D используется для печати обуви Adidas (слева) и набивки для шлемов для американского футбола (справа). Фото: Carbon 3D Inc.
Миркин и его коллеги Джеймс Хедрик и Дэвид Уокер также запустили стартап Azul 3D в Эванстоне, штат Иллинойс, для коммерциализации своей технологии, которую они назвали HARP (быстрая печать больших площадей).А Скотт и Бернс готовят коммерческий прототип принтера со своим стартапом Diplodocal из Анн-Арбора, название которого происходит от греческого слова «двойной луч».
Новые методы печати смолой все еще появляются. Один начинается с небольшого вращающегося стакана с жидкой смолой. Когда стекло вращается, проектор проецирует на него цикл видео, соответствующий 2D-срезам желаемого объекта. В течение нескольких секунд конечный объект затвердевает внутри жидкой смолы — никаких слоев не требуется 5 .Этот метод вдохновлен рентгеновскими лучами и компьютерной томографией, которые отображают поперечное сечение твердого объекта. Это обратное: обратное проецирование поперечных сечений для формирования трехмерного объекта.
Проектор освещает жидкую смолу видеопетлей, в результате чего весь объект создается сразу, а не слой за слоем. Фото: Калифорнийский университет в Беркли,
. Даже в этой быстро развивающейся области техника привлекла внимание тем, что Льюис назвал «фактором гениальности». У него есть существенные ограничения: используемая смола должна быть прозрачной, а печатный объект должен быть достаточно маленьким, чтобы свет мог проходить через него и затвердевать. Но у него также есть потенциальное преимущество: он может обрабатывать очень вязкие смолы, которые другие принтеры на основе смол с трудом всасывают через узкую мертвую зону. Это означает, что он может производить более прочные материалы и более точные отпечатки.
Но у него также есть потенциальное преимущество: он может обрабатывать очень вязкие смолы, которые другие принтеры на основе смол с трудом всасывают через узкую мертвую зону. Это означает, что он может производить более прочные материалы и более точные отпечатки.
Этот подход вызвал значительный интерес в промышленности, говорит Кристофер Спадаччини, инженер по материалам и производству в Ливерморской национальной лаборатории Лоуренса (LLNL) в Калифорнии. Спадаччини был членом группы, опубликовавшей работу в январе прошлого года 5 .Группа из Швейцарского федерального технологического института в Лозанне (EPFL) независимо разработала ту же концепцию и также сообщила о ее демонстрации 6 . Спадаччини считает, что эта технология обладает огромным коммерческим потенциалом, поскольку предъявляет скромные требования к оборудованию. «В конце концов, на самом деле вам нужен хоть какой-то приличный проектор и вращающаяся сцена», — говорит он.
Большие возможности Пока химики работают над более рациональными способами 3D-печати сложных смол, инженеры расширяют границы 3D-печати бетона, используя компьютеры и роботов для точной автоматизации процесса заливки.
Бетонный пешеходный мост, напечатанный на 3D-принтере, разработанный Университетом Цинхуа. Фото: Imaginechina/Shutterstock
Первый в мире бетонный пешеходный мост, напечатанный на 3D-принтере, был создан исследователями из Института передовой архитектуры Каталонии в Барселоне, Испания, и установлен в парке Алькобендас, недалеко от Мадрида, в 2016 году. Мост длиной 12 метров имеет решетчатую структуру. структура, разработанная с использованием алгоритмов, которые максимизируют прочность и сокращают количество необходимого материала.Другие команды построили аналогичные конструкции, в том числе 26-метровый мост в Шанхае, Китай, созданный инженерами из Университета Цинхуа в Пекине. А команды и компании в Китае и Нидерландах напечатали демонстрационные дома на 3D-принтере.
Однако эти структуры не создаются за одно задание на печать: печатаются отдельные сегменты, а затем соединяются. Производя мосты и дома дешевле и эффективнее, 3D-печать может уменьшить углеродный след бетона, но она также может просто побудить инженеров строить больше.
Не только бетон становится популярным: амстердамская фирма MX3D напечатала мост из нержавеющей стали. Мост, впервые показанный публично в 2018 году, в настоящее время проходит испытания и устанавливает датчики перед запланированной установкой над каналом в Амстердаме.
. Вид на принтер MX3D в процессе печати металлического моста. Предоставлено: Olivier de Gruijter/MX3D
. Калифорнийская стартап-компания Relativity Space в Лос-Анджелесе заявляет, что строит ракету, почти полностью напечатанную на 3D-принтере.Ракета предназначена для подъема 1250 кг на низкую околоземную орбиту, а ее первый испытательный запуск намечен на 2021 год. Печатный металл не всегда обладает такими же характеристиками рассеивания тепла, как обычный металл, говорит исполнительный директор Relativity Space Тим Эллис. , но в процессе печати могут быть добавлены охлаждающие каналы с геометрией, которую обычно невозможно изготовить. По словам Эллиса, поскольку ракеты используются только один или, возможно, несколько раз, они не должны быть такими же прочными в долгосрочной перспективе, как сплавы в деталях самолетов, которые должны выдерживать разрушение в течение десятков тысяч циклов давления.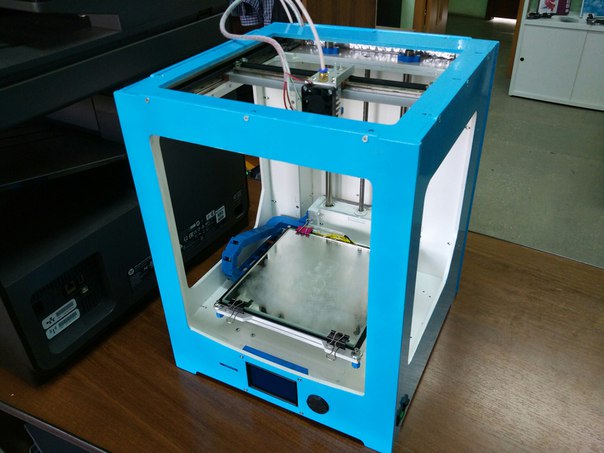
Металлический принтер в новой фирме Relativity Space, целью которой является испытание ракеты, в основном напечатанной на 3D-принтере, в 2021 году. Фото: Relativity Space
Эти крупномасштабные проекты с металлической печатью создаются с помощью манипуляторов, которые подают тонкую металлическую проволоку к лазеру, который приваривает материал на место. В других известных способах печати металлом используется лазер или пучок электронов для расплавления или сплавления слоя порошка в слои готового продукта. Другой метод связывает слой порошка жидким клеем, а затем спекает структуру в печи.А принтеры, разработанные в последние несколько лет, выдавливают расплавленные металлы через сопла почти так же, как и в FDM.
Авиационные компании, такие как Boeing, Rolls Royce и Pratt & Whitney, используют 3D-печать для изготовления металлических деталей, в основном для реактивных двигателей. Это может быть дешевле, чем фрезерование металлических блоков, а сложные компоненты часто весят меньше, чем их традиционные аналоги.
Но металлы, напечатанные на 3D-принтере, подвержены дефектам, которые могут ослабить конечный продукт. По его словам, Спадаччини и другие пытаются использовать массивы датчиков и высокоскоростных камер для наблюдения за аномалиями, такими как горячие точки или деформации, а затем вносить коррективы в режиме реального времени.
Многие ученые также надеются улучшить внутреннюю прочность печатных металлов, иногда за счет контроля микроструктуры материалов. Например, в октябре 2017 года команда из США сообщила, что сильный нагрев и быстрое охлаждение, используемые при 3D-печати нержавеющей стали, могут изменить микроструктуру металла таким образом, что продукт будет прочнее, чем отлитые традиционным способом 7 . А два месяца назад исследователи из Австралии и США сообщили о сплаве титана и меди с аналогичными преимуществами в прочности 8 .По мере затвердевания предыдущие титановые сплавы, напечатанные на 3D-принтере, имели тенденцию образовывать зерна, которые вырастали в столбчатые структуры. Медь помогает ускорить процесс затвердевания, в результате чего зерна становятся меньше и прорастают во всех направлениях, укрепляя общую структуру.
Медь помогает ускорить процесс затвердевания, в результате чего зерна становятся меньше и прорастают во всех направлениях, укрепляя общую структуру.
Марк Истон, инженер-материаловед из Университета RMIT в Мельбурне и один из руководителей разработки сплавов, уже провел переговоры с аэрокосмическими компаниями, заинтересованными в изучении возможностей использования этого материала.Он говорит, что его также можно использовать в медицинских имплантатах, таких как замена суставов.
Многие из методов печати, которые работают для металлов, также могут быть применены к керамике с потенциальными применениями, включая изготовление зубных коронок или ортопедических имплантатов. Формы для этих объектов уже изготавливаются методом 3D-печати, при этом материал отливается традиционным способом. Но 3D-печать всего объекта может сэкономить время в кабинете стоматолога или хирурга.
Однако сложнее контролировать микроструктуру керамики, напечатанной на 3D-принтере, говорит Эдуардо Сайз, материаловед и керамист из Имперского колледжа Лондона. И почти все практические методы керамической печати включают обширное спекание после печати, которое может деформировать или деформировать деталь. «На мой взгляд, керамика намного отстает от полимеров и металлов с точки зрения практического применения», — говорит он.
И почти все практические методы керамической печати включают обширное спекание после печати, которое может деформировать или деформировать деталь. «На мой взгляд, керамика намного отстает от полимеров и металлов с точки зрения практического применения», — говорит он.
Будущее этой области также может быть связано с «4D-печатью» — 3D-печатными объектами, которые также могут выполнять некоторые механические действия, похожие на искусственные мышцы. Часто они включают полимеры с памятью формы, материалы, которые могут реагировать на изменения окружающей среды, такие как тепло или влажность.
В мае 2018 года исследователи из Швейцарского федерального технологического института (ETH) в Цюрихе и Калифорнийского технологического института в Пасадене сообщили о печати подводной лодки, которая движется вперед с помощью лопастей, которые откидываются назад при помещении в теплую воду 9 . Работа может привести к созданию микророботов, которые смогут автономно исследовать океаны.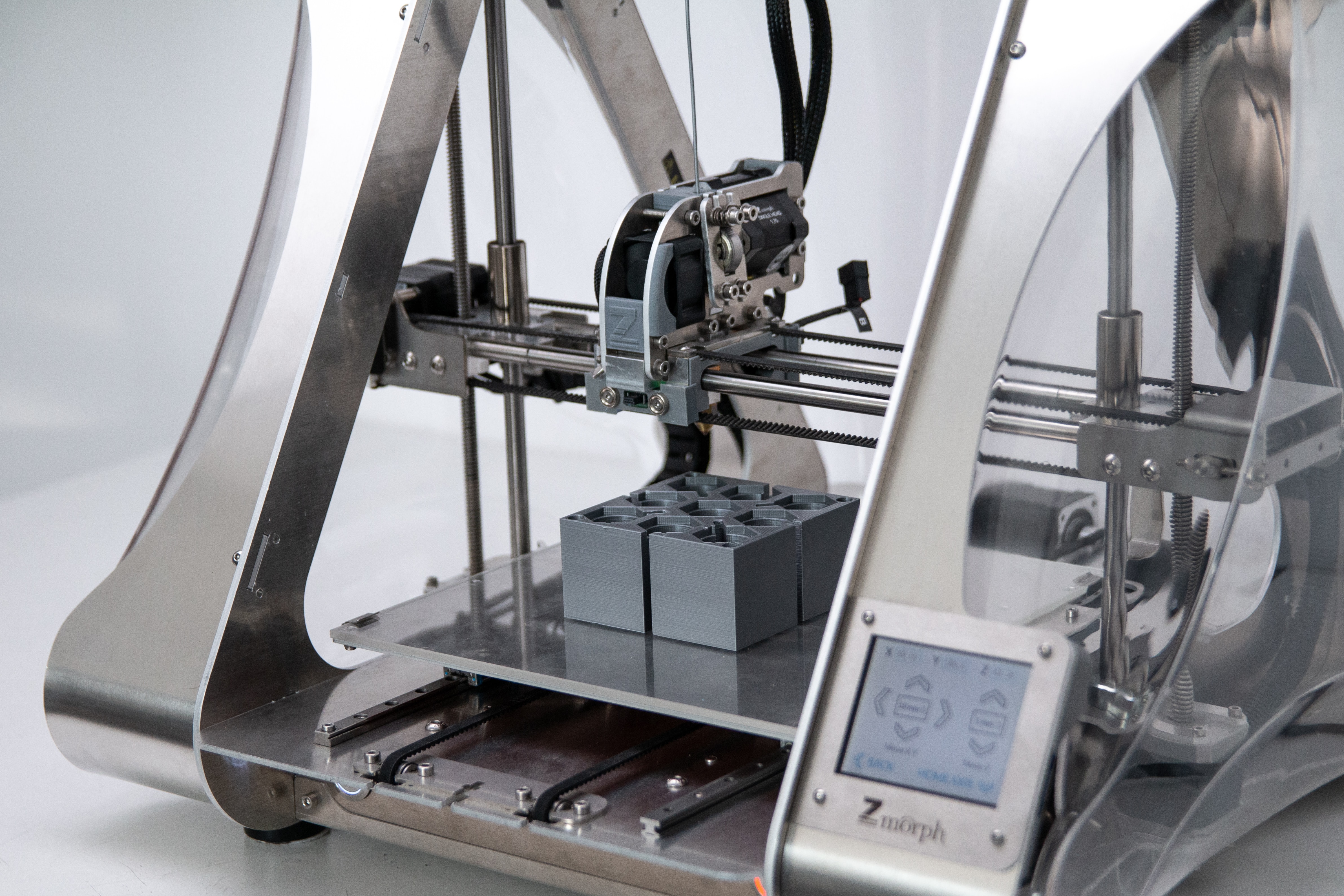 Но на данный момент лопасти должны сбрасываться после каждого удара. Такие устройства могут использовать энергию батареи для самостоятельной перезагрузки, но это делает машину менее эффективной, чем сделанная традиционным способом, говорит Джефф Спинкс, инженер-материаловед из Университета Вуллонгонга в Австралии.«С 4D-печатью по-прежнему связаны большие проблемы, — говорит он.
Но на данный момент лопасти должны сбрасываться после каждого удара. Такие устройства могут использовать энергию батареи для самостоятельной перезагрузки, но это делает машину менее эффективной, чем сделанная традиционным способом, говорит Джефф Спинкс, инженер-материаловед из Университета Вуллонгонга в Австралии.«С 4D-печатью по-прежнему связаны большие проблемы, — говорит он.
Другой подход к 4D-печатным устройствам включает запуск действия с изменяющимся внешним магнитным полем. У американских исследователей есть напечатанные на 3D-принтере решетчатые структуры, заполненные жидкостью, которая меняет жесткость в ответ на воздействие магнитного поля 10 , что, возможно, можно использовать для повышения жесткости автомобильных сидений при ударе.
Жидкость, которая затвердевает под действием магнитного поля, впрыскивается в полые стойки и балки решетки, напечатанной на 3D-принтере.Материал можно сделать жестким или гибким. Предоставлено: Джули Манчини/LLNL
.
Другие, более пассивные потенциальные области применения 4D-печати включают стенты, которые можно сжимать для имплантации, а затем расширять при достижении нужного участка кровеносного сосуда, поддерживая его раскрытие. В июле прошлого года исследователи из Швейцарии и Италии описали напечатанный на 4D-принтере стент шириной всего 50 микрометров 11 , что намного меньше, чем у обычных стентов. По словам ученых, устройства настолько малы, что однажды их можно будет использовать для лечения осложнений у плода, таких как стриктуры мочевыводящих путей, которые иногда могут быть фатальными.
Пожалуй, самый амбициозный пример 4D-печати — материя, которая не только движется, но и живет. В настоящее время методы такой биопечати позволяют печатать ткани, такие как кожа человека, подходящие для лабораторных исследований, а также участки ткани печени и других органов, успешно имплантированные крысам. Но такие техники еще далеки от того, чтобы интегрироваться в человеческий организм. Исследователи мечтают напечатать полностью функционирующие органы, которые могли бы облегчить длинные списки ожидания для доноров органов.«Лично я чувствую, что мы находимся в десятилетии с лишним от этого, по крайней мере, если вообще когда-либо», — говорит Льюис.
Исследователи мечтают напечатать полностью функционирующие органы, которые могли бы облегчить длинные списки ожидания для доноров органов.«Лично я чувствую, что мы находимся в десятилетии с лишним от этого, по крайней мере, если вообще когда-либо», — говорит Льюис.
Многие изобретательные идеи о печати материалов, которые перемещаются или изменяются, основаны на одновременной печати нескольких материалов. «Это абсолютно то, к чему движется поле», — говорит Скотт.
В ноябре прошлого года Льюис и ее лаборатория описали принтер, который может быстро переключаться между различными полимерными чернилами или смешивать их при печати одного объекта 12 .Это означает, что объекты можно печатать как с гибкими, так и с жесткими частями. Льюис выделил предыдущую работу над многокомпонентными принтерами в фирму под названием Voxel8, стартап в Сомервилле, штат Массачусетс. По словам Льюиса, ее мультиматериальный принтер мог бы помочь с созданием спортивной одежды, которую разрабатывает Voxel8. Носимые устройства должны быть гибкими вокруг суставов, а также иметь жесткие части для размещения электроники. Саиз называет принтер «прекрасной работой», задумчиво добавляя: «Нет ничего подобного для керамики или металла.
По словам Льюиса, ее мультиматериальный принтер мог бы помочь с созданием спортивной одежды, которую разрабатывает Voxel8. Носимые устройства должны быть гибкими вокруг суставов, а также иметь жесткие части для размещения электроники. Саиз называет принтер «прекрасной работой», задумчиво добавляя: «Нет ничего подобного для керамики или металла.
А в марте 2018 года группа под руководством Джерри Ки, инженера-материаловеда из Технологического института Джорджии в Атланте, представила принтер «четыре в одном». Он сочетает в себе сопло, выдавливающее расплавленный полимер, и одно, которое печатает светочувствительную смолу, готовую к отверждению ультрафиолетовыми лампами или лазерами, и два, которые печатают провода и схемы из крошечных точек металла 13 . Печатающие головки работают вместе, чтобы создавать интегрированные устройства со схемами, встроенными в жесткую плату или внутри гибкого полимерного корпуса.Ци говорит, что его группа сейчас сотрудничает с электронными компаниями, заинтересованными в печати прототипов печатных плат быстрее, чем при использовании традиционных методов.
Это было не так просто, как объединить четыре разных принтера в одну платформу: исследователям также нужно было разработать программное обеспечение, которое позволило бы каждой печатающей головке взаимодействовать с другими и отслеживать прогресс.
Эта область все еще далека от того, чтобы воплотить в жизнь ранние идеи о внедрении массового производства в дома людей. На данный момент сложные принтеры слишком дороги, чтобы обращаться к ним неспециалистам.Но за последние 20 лет 3D-печать прошла долгий путь. Тодд помнит, как люди посещали его лабораторию в начале 2000-х, чтобы увидеть его технику сплавления крупинок металлической пыли вместе для выращивания деталей. По сравнению с обычными фрезерными станками и металлорежущими системами в соседних лабораториях его машины для 3D-печати казались посетителям полной диковинкой. «Мы были словно собакой, играющей на пианино в баре, — вспоминает он. Теперь для многих фирм этот трюк стал стандартной практикой.
Пять отраслей, использующих 3D-печать
Автомобильная промышленность
Автомобильная промышленность продвигается вперед с помощью аддитивного производства, и такие известные компании, как Audi, используют 3D-принтеры. 3D-принтеры используют не только Audi в мире — все, от команд гоночных автомобилей до производителей оборудования (OEM) для каждого производителя автомобилей, используют 3D-принтеры. Настоящая ценность 3D-печатных деталей для производителей автомобилей в настоящее время заключается не в печатных деталях, используемых в автомобилях, а в инструментах и приспособлениях, которые помогают в производственном процессе. Наиболее распространенными деталями, печатаемыми производителями автомобилей, являются крепления, опоры и прототипы, которые должны быть жесткими, прочными и долговечными.Некоторые также нередко используют 3D-принтеры для изготовления запасных частей для многовековых автомобилей. Это гарантирует наличие достаточного количества деталей для обслуживания устаревших автомобилей, а также стандартного обслуживания, ремонта и эксплуатации.
3D-принтеры используют не только Audi в мире — все, от команд гоночных автомобилей до производителей оборудования (OEM) для каждого производителя автомобилей, используют 3D-принтеры. Настоящая ценность 3D-печатных деталей для производителей автомобилей в настоящее время заключается не в печатных деталях, используемых в автомобилях, а в инструментах и приспособлениях, которые помогают в производственном процессе. Наиболее распространенными деталями, печатаемыми производителями автомобилей, являются крепления, опоры и прототипы, которые должны быть жесткими, прочными и долговечными.Некоторые также нередко используют 3D-принтеры для изготовления запасных частей для многовековых автомобилей. Это гарантирует наличие достаточного количества деталей для обслуживания устаревших автомобилей, а также стандартного обслуживания, ремонта и эксплуатации.
Производство
Промышленные 3D-принтеры полностью переворачивают с ног на голову обрабатывающую промышленность, существовавшую десятилетиями. Компании могут создавать нестандартные инструменты и приспособления в небольших объемах за небольшую часть традиционной цены, что дает дизайнерам и инженерам больше времени, чтобы тратить их на детали, приносящие доход.Небольшие производители получают те же преимущества с 3D-принтером, что и крупные мировые производители, для улучшения и ускорения обработки при одновременном сокращении времени простоя. Компании также могут иметь больше творческой свободы, экономя при этом трудозатраты и время. Компания по производству металлических изделий Lean Machine, например, подошла к 3D-печати с подходом проектирования для аддитивного производства (DFAM), сэкономив более 4000 долларов на каждом инструменте.
Компании могут создавать нестандартные инструменты и приспособления в небольших объемах за небольшую часть традиционной цены, что дает дизайнерам и инженерам больше времени, чтобы тратить их на детали, приносящие доход.Небольшие производители получают те же преимущества с 3D-принтером, что и крупные мировые производители, для улучшения и ускорения обработки при одновременном сокращении времени простоя. Компании также могут иметь больше творческой свободы, экономя при этом трудозатраты и время. Компания по производству металлических изделий Lean Machine, например, подошла к 3D-печати с подходом проектирования для аддитивного производства (DFAM), сэкономив более 4000 долларов на каждом инструменте.
Робототехника
От возможности настройки до снижения веса — факторы, благодаря которым детали для робототехники хорошо сочетаются с возможностями 3D-печати.Такие детали, как захваты и крепления датчиков, дороги в изготовлении и должны быть специально разработаны для различных целей.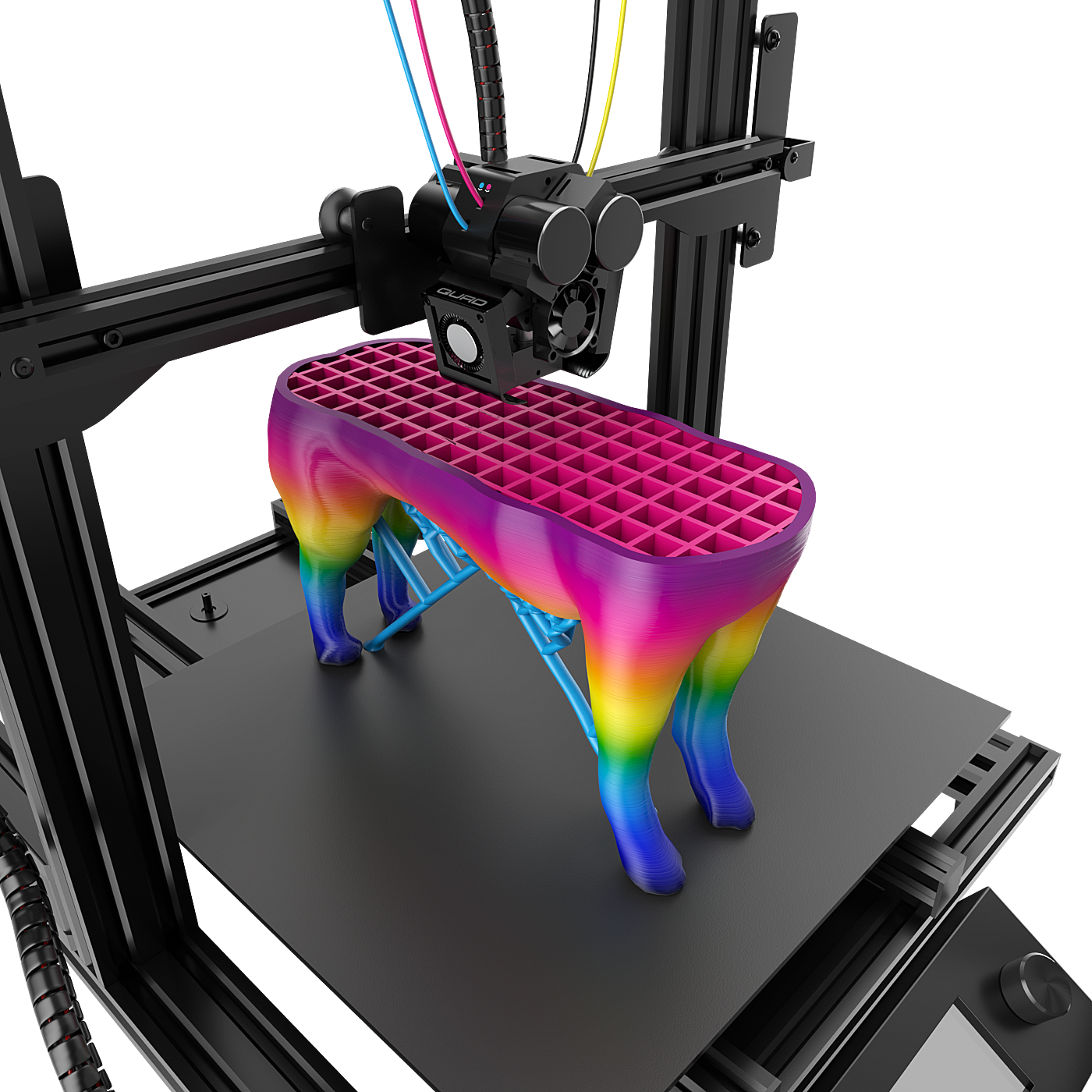 Инженеры-робототехники используют 3D-принтеры для инструментов и деталей конечного использования, от пальцев захвата до целых компонентов робота, чтобы уменьшить вес всего продукта, чтобы инструменты могли двигаться быстрее и нести более тяжелые предметы. Вместо того, чтобы платить большие суммы денег за неиндивидуализированный дизайн, 3D-принтеры Markforged позволяют компаниям, занимающимся робототехникой, проектировать и изготавливать легкие сложные детали, такие как инструменты на конце руки, за небольшую часть стоимости.Например, компания Haddington Dynamics использует свои четыре принтера для создания 3D-печатных манипуляторов роботов для NASA и GoogleX, что на 58% дешевле, чем при традиционном производстве.
Инженеры-робототехники используют 3D-принтеры для инструментов и деталей конечного использования, от пальцев захвата до целых компонентов робота, чтобы уменьшить вес всего продукта, чтобы инструменты могли двигаться быстрее и нести более тяжелые предметы. Вместо того, чтобы платить большие суммы денег за неиндивидуализированный дизайн, 3D-принтеры Markforged позволяют компаниям, занимающимся робототехникой, проектировать и изготавливать легкие сложные детали, такие как инструменты на конце руки, за небольшую часть стоимости.Например, компания Haddington Dynamics использует свои четыре принтера для создания 3D-печатных манипуляторов роботов для NASA и GoogleX, что на 58% дешевле, чем при традиционном производстве.
Education
По мере роста индустрии 3D-печати образовательные учреждения спешат убедиться, что они остаются в авангарде новых технологий для исследовательских и образовательных целей. От профессоров, печатающих детали для образовательных инструментов для передачи плана урока, до аспирантов, использующих принтеры для исследований, 3D-принтеры служат различным целям в колледжах. Такие колледжи, как Университет Пердью в Индиане, проявляют большой интерес к обучению своих студентов новым материалам и технологиям аддитивного производства.
Такие колледжи, как Университет Пердью в Индиане, проявляют большой интерес к обучению своих студентов новым материалам и технологиям аддитивного производства.
Хотите проверить прочность наших деталей? Запросите бесплатный образец детали или Подпишитесь на демонстрацию !
3D-принтеры просты или сложны в использовании? Учимся их использовать — 3D Printerly
Ключевой вопрос, связанный с 3D-печатью, заключается в том, насколько сложно или легко напечатать что-либо в 3D? Вам нужна тонна опыта, чтобы начать? Я решил написать короткую статью, чтобы попытаться ответить на этот важный вопрос.
При наличии правильной информации 3D-печать — очень простой процесс. Производители 3D-принтеров понимают, что простота настройки является важным фактором для новичков в 3D-печати, поэтому большинство из них специально упростили работу от начала до конца. Настройка может занять несколько минут.
Звучит очень просто, но для новичков может возникнуть несколько барьеров, которые вам придется преодолеть, чтобы добиться плавного процесса печати. Я объясню это и, надеюсь, уменьшу ваши опасения по поводу 3D-печати.
Сложно ли пользоваться 3D-принтерами?
3D-принтеры несложно использовать с 3D-принтерами хорошего, уважаемого бренда, поскольку они предварительно собраны и содержат множество полезных инструкций, которым необходимо следовать, чтобы настроить их и запустить. Такие слайсеры, как Cura, имеют профили по умолчанию, которые позволяют печатать модели в 3D без особого участия пользователей. 3D-принтеры становятся проще в использовании.
В прошлом требовалось много манипуляций и пользовательского ввода, чтобы заставить 3D-принтеры создавать достаточно точную модель с рабочей пластины, но в настоящее время даже подростки и дети могут обращаться с 3D-принтером.
Процесс сборки ничем не отличается от приличного проекта «сделай сам», вам нужно только собрать раму вместе с такими деталями, как хотэнд, экран, держатель катушки, большинство из которых предварительно собраны.
Некоторые 3D-принтеры поставляются полностью собранными и откалиброванными на заводе, поэтому на самом деле вам не нужно ничего делать, кроме как подключить принтер и печатать с прилагаемого USB-накопителя.
В настоящее время на YouTube можно найти множество видеороликов и статей, которые помогут вам начать работу с 3D-печатью, а также справку по устранению неполадок, которая упрощает работу.
Еще одна вещь, облегчающая 3D-печать, заключается в том, что производители совершенствуют свои навыки и упрощают сборку и эксплуатацию 3D-принтеров с автоматическими функциями, сенсорными экранами, хорошей поверхностью сборки, к которой хорошо прилипают материалы для 3D-печати, и многим другим.
Посмотрите приведенное ниже видео с полным руководством для начинающих по 3D-печати. Вы перейдете от шага 1 к получению свежей 3D-печати прямо с рабочего стола.
5 шагов к простой 3D-печати
- Приобретите удобный для начинающих 3D-принтер — он должен иметь автоматические функции, удобные панели навигации и быть совместимым с большинством программ.В идеале предварительно собранный 3D-принтер .
- Добавьте нить на свой выбор — иногда она поставляется вместе с 3D-принтером или приобретается отдельно. Я бы рекомендовал использовать нить PLA, так как это наиболее распространенный и простой в использовании тип.
- Выберите программное обеспечение для нарезки 3D-принтеров (Cura — самая популярная) и выберите свой 3D-принтер для автозаполнения настроек — имейте в виду, что некоторые 3D-принтеры имеют программное обеспечение для конкретных брендов, например Makerbot.
- Выберите файл 3D CAD, который вам нравится для печати — это фактический дизайн, который вы хотите напечатать, и наиболее распространенным местом будет Thingiverse.
- Начать печать!

Что сложного в 3D-печати?
3D-печать может быть очень простой или очень сложной, в зависимости от ваших целей, технических характеристик и вашего опыта работы с материалами «сделай сам».
Как я уже упоминал, настроить 3D-принтер и запустить процесс печати может быть очень просто, но как только вы начнете создавать собственные отпечатки и вносить уникальные настройки, все может стать сложнее.
Чтобы получить конкретные отпечатки, требуется уникальное понимание того, как должен быть составлен дизайн.
Дизайн отпечатков может быть сложным процессом, потому что вы должны разработать свой отпечаток таким образом, чтобы он поддерживался на протяжении всей печати, иначе он просто не выдержит.
Если у вас есть эти знания, вам будет намного легче заниматься проектированием, и во многих программах есть руководства, которые сообщают вам, хорошо ли поддерживается ваш дизайн.
Наличие достаточно высокого уровня заполнения, чтобы ваш отпечаток не развалился в середине отпечатка, является еще одним важным фактором, поэтому помните об этих вещах.
К счастью, существует программное обеспечение для автоматизированного проектирования (САПР), которое подходит для разных уровней знаний.
Это варьируется от простого соединения фигур в программе до объединения небольших сложных фигур для выполнения чего угодно, от создания любимой фигурки до замены запасной части в приборе.
Вы можете избежать этого, выбрав более короткий путь, просто используя проекты от людей, у которых уже есть проекты, которые доказали свою эффективность.
Thingiverse — это коллективный источник 3D-дизайнов (файлы STL), доступный для всех.Отличная вещь, которую вы можете сделать, это посмотреть на дизайн от кого-то другого и внести коррективы по-своему, если у вас есть опыт.
Как и большинство вещей, с практикой 3D-печать станет очень простой. Есть вещи, которые вы можете сделать, но они становятся более сложными, но основной процесс не очень сложен для начала.
Есть вещи, которые вы можете сделать, но они становятся более сложными, но основной процесс не очень сложен для начала.
Что делать, если у меня возникнут проблемы?
Основная причина, по которой люди сталкиваются с проблемами, заключается в том, что они берутся за дело, не проводя исследований. Если вы купили комплект для 3D-принтера по чьей-то рекомендации, в большинстве случаев его будет сложно собрать.
Они также могут не иметь функций, которые действительно помогают новичкам, таких как автоматическое выравнивание сопла относительно платформы для печати, чтобы обеспечить точную печать, или иметь совместимость с удобным программным обеспечением для начинающих. Вот почему важно знать основные вещи, прежде чем приступить к 3D-печати.
Когда дело доходит до 3D-печати, у людей возникает множество проблем с устранением неполадок по мере того, как они углубляются в эту область. Это может варьироваться от качества вашей нити, где она может порваться, материала нити, не прилипающего к печатной платформе, грязных первых слоев, наклона отпечатков и т. д.
д.
Если вы столкнетесь с некоторыми проблемами, сообщество 3D-печати будет чрезвычайно полезно, и на многие ваши вопросы, скорее всего, уже даны ответы на многих форумах.
В большинстве случаев собрать 3D-принтер не так уж сложно, если это необходимо. Примером простого 3D-принтера является Creality3D CR-10, который состоит из трех частей, и его сборка занимает всего 10 минут.
После того, как ваш 3D-принтер собран, большинство настроек могут быть автоматически заполнены при выборе конкретного 3D-принтера в вашем программном обеспечении, так что это довольно простой шаг.
После решения проблем несколько раз вы должны быть уверены в том, что сможете предотвратить эти проблемы и сможете быстро решить их в будущем.
Последняя мысль
3D-принтеры используются в образовании на многих уровнях, поэтому, если дети могут это делать, я уверен, что и вы тоже сможете! Есть некоторые технические ноу-хау, но как только все заработает, вы должны будете печатать.
Ошибки будут совершаться время от времени, но все они учатся.Часто требуется несколько корректировок настроек, и отпечатки должны получаться довольно гладкими.
Есть много уровней знаний, которые вам понадобятся, чтобы достичь хорошего уровня 3D-печати, но в основном это связано с практическим опытом и просто изучением области. Первые несколько раз могут показаться трудными, но со временем это должно стать легче.
Со временем я могу только представить, что производители 3D-принтеров и разработчики программного обеспечения будут продолжать стремиться к упрощению.
Это, наряду с развитием технологий и исследований, заставляет меня думать, что это не только станет более рентабельным, но и позволит легче создавать полезные и сложные конструкции.
.