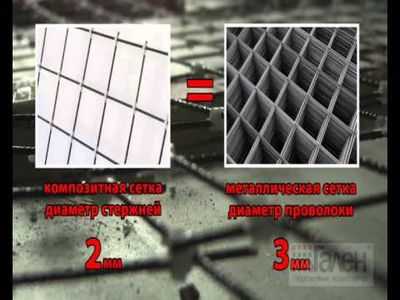
Оборудование для производства композитной арматуры – Оборудование для производства стеклопластиковой арматуры
Оборудование для производства стеклопластиковой арматуры: станки, технологии
 Арматура из стального проката заслуженно и прочно заняла свое место в строительстве для монолитных конструкций и при производстве сборных железобетонных изделий — панелей, колонн, блоков, плит перекрытий и др.
Арматура из стального проката заслуженно и прочно заняла свое место в строительстве для монолитных конструкций и при производстве сборных железобетонных изделий — панелей, колонн, блоков, плит перекрытий и др.
Но пришло время, когда на смену традиционной стальной арматуре пришла новая, стеклопластиковая, производство которой является чрезвычайно перспективным направлением.
Свойства и область применения стеклопластиковой арматуры
Свойства стеклопластиковой, или композитной, арматуры удивительны, совокупность преимуществ над стальной позволяют утверждать с полной ответственностью: новая арматура превосходит традиционную, стальную, в несколько раз.
Основные качества стеклопластика:
- прочность;
- небольшой удельный вес;
- упругость;
- устойчивость к химически активным средам — кислотам, щелочам и пр.;
- отсутствие необходимости в сварке;
- не подвергается коррозии;
- упрощенная транспортировка — в бухтах;
- более низкая стоимость.
Такие свойства позволят стеклопластиковой арматуре постепенно вытеснить ржавеющие, тяжелые стальные прутья.
Делать гвозди — перспективный бизнес. Возможно, Вы хотите взглянуть на мини станок для производства гвоздей?
Производство асфальта растет. Именно здесь об изготовлении асфальта Вы можете узнать более подробно.
Применяются композитные стержни для армирования монолитных и сборных железобетонных конструкций, особенно во влажных и агрессивных средах, в дорожном и коммунальном строительстве, в быту и др.
Сырье для арматуры из стеклопластика, его подготовка
Для изготовления нитей, впоследствии собирающихся в пучки, нужно алюмоборосиликатное стекло. Этот материал нужно расплавить, превратив в тягучую массу, и вытянуть нити толщиной в 10-20 микрон. Нити перемазывают маслосодержащим составом и собирают в
Для дальнейшего процесса нужны дополнительные компоненты: тонкая нить ровинга для оплетки арматуры, разные смолы, ацетон, этиловый спирт, дициандиамид.
Технология производства стеклопластиковой арматуры
Из специального устройства (шпуляпника) нити ровинга, в определенном порядке расположенные, подаются к натяжному устройству. Процесс производства стеклопластиковой арматуры далее протекает так:
- строй нитей обдается горячим воздухом для просушки и незначительного нагревания;
- прогретый ряд нитей опускают в специальные ванны с пропитывающим раствором;
- нити попадают на устройство — фильеру, в котором протягиваются через отверстия с требуемым диаметром арматуры;
- стержень будущей арматуры, в зависимости от вида, должен обвиваться ниткой ровинга с разной толщиной обмоточного слоя. Диаметры более солидные пойдут на традиционную арматуру, а стержни малых диаметров подлежат песчаной обсыпке;
- для ускорения процесса полимеризации смол обмотанные ровингом стержни попадают в туннельную печь, при входе в которую есть устройство, распределяющее по стержням песок. Когда проходят стержни крупные, песок не подается;
- вышедшие из печи стержни охлаждаются в проточной воде;
- охлажденные пруты непрерывной нитью подаются на нарезку заданными размерами.
Технология производства стеклопластиковой арматуры к особо сложным процессам не относится. После производства следует складирование изготовленных стержней по диаметрам.
Готовая продукция может быть отгружена к месту использования.
Линия для производства стеклопластиковой арматуры
Прежде всего, должно быть подготовленное помещение, где будет происходить таинство производственного процесса. Особых требований к помещению нет, даже площадь не нужна большая, главное – протяженность здания. В идеале подойдет размер 24м х 4м, хотя ширина не ограничивается никакими рамками (оборудование для производства стеклопластиковой арматуры имеет ширину в 1м).
Так как технология связана с наличием печи и химических соединений с острым запахом, обязательным условием есть наличие принудительной вентиляционной системы, с вытяжкой от тоннельной печи, а также с обеспечением притока свежего воздуха.
Запуск технологической линии нуждается в мощности не менее 12 квт, рабочая мощность оборудования – 4 квт.
Необходимо приобретение следующих этапных узлов и устройств:
- шпулярник;
- устройство натяжное, в комплекте с пропиточной ванной и узлом подогрева;
- печь туннельная;
- обмоточное устройство;
- узел распределения песка;
- водяной узел охлаждения;
- гусеничное или иное прижимное устройство;
- автоматический отрезчик стержней.
Если арматура выпускается гладкой, не рифленой, тогда обмоточное устройство не нужно.
В последовательности, которая диктуется особенностями технологии, эти устройства и узлы объединяются в линию для производства стеклопластиковой арматуры с транспортерной лентой. Линии можно установить одно- или двухпоточные, их производительность соответственно составляет 5000 – 8000 м в смену.
Станки для производства стеклопластиковой арматуры
 Мировые производители технологического оборудования предлагают множество вариантов оборудования, различного по производительности.
Мировые производители технологического оборудования предлагают множество вариантов оборудования, различного по производительности.
Бесспорно, оборудование, произведенное в США, Германии или Японии, имеет высшую степень качества, но цена подобных линий неподъемная для начального бизнеса.
Интересны предложения от отечественных производителей; принцип работы линий тот же, но есть небольшие нюансы. Главное, что стоимость, например, оборудования компании ООО НПО «ТехКом» TEHPRO 2000 на порядок ниже, производительность же выше в три раза (тянется сразу три прута), диаметр – от 4 до 20 мм.
Есть варианты более простые, с меньшей производительностью – например, станок для производства стеклопластиковой арматуры компании «Пластоснова» ПЛПСА-20 выдает 7м в минуту, при этом себестоимость вдвое ниже рыночной цены, так что прибыль обеспечена.
ООО «ПРО-инжиниринг» (Новосибирск) выпускает как одно-, так и двуручьевые линии высокой производительности (до 8000м в смену).
Компания «ИНЕО» (Москва), основываясь на опыте ведущих зарубежных фирм, также может предложить свои варианты линий.
Если Вы продолжаете поиск свободной ниши в бизнесе, обратите внимание на изготовление полиэтиленовых пакетов с логотипом.
Косметическое оборудование для салонов красоты. Здесь Вы узнаете, как его выбрать.
На странице http://buisiness-oborudovanie.com/dlya-topliva/oborudovanie-dlya-proizvodstva-drevesnogo-uglya/ можно узнать о производстве древесного березового угля.
Выпуск неметаллической арматуры – бизнес очень перспективный, ведь такая арматура используется очень широко не только в строительстве, но и других отраслях.
Свойства стеклопластиковых стержней интересны не только из-за прочности, некоррозийности, химической неактивности, но также удобством работы с ними на строительной площадке: легкая, поставляемая на катушках, не требующая сварочного оборудования арматура укладывается в конструкции быстро, без применения больших физических усилий и тяжелой строительной техники.
Приобретают такую арматуру не только крупные строительные компании, но и мелкие частники, и аграрии. За неметаллической арматурой — большое будущее.
Видео о производстве стеклопластиковой арматуры
buisiness-oborudovanie.com
Главная
Хотите производить качественную композитную арматуру?
Мои рекомендации для Вашей — работающей линии: 1. Снизьте скорость — чем меньше скорость тем лучше пропитка — выше качество. 2. Снизьте температуру — температура это всего лишь ускоритель полимеризации, при меньшей температуре процессы протекают без трещин. 3. Добейтесь отсутствия пузырей воздуха на стержне — возьмите лупу и Вы всё поймёте. 4. Наматываемое ребро это вчерашний день, самые высокие показатели адгезии к бетону — у арматуры с песком. 5. Наматываемое ребро, должно немного плющиться при укладке на стержень, так и держаться будет лучше и не будет пережимать стержень — выжимая из него смолу 6. Снизьте толщину применяемого ровинга — т. е. вместо 2400 текс, начните применять 1200, но лучшим решением будет перейти на 600 текс. 7. Добейтесь равномерного натяжения каждой нити ровинга до ванны пропитки, причём натяжение должно быть не менее 0,1 кг на нить, на каждую нить! 8. Перестаньте скручивать арматуру в бухты, в любом нормальном паспорте смолу написано: ПОСТПОЛИМЕРИЗАЦИЯ ДО 24 ЧАСОВ! 9. — 29. Остальное только нашим клиентам. Все эти и другие (не данные здесь) рекомендации значительно повысят качество Вашей арматуры. Если у Вас была и без этого хорошая арматура, то будет значительно лучше, а если и с этим Вы не получили улучшения, то или перестаньте этим заниматься или купите у нас хорошую линию, а свою верните тем у кого купили. Мои рекомендации для разрабатываемой Вами линии: 1. Линия должна быть длинной, у нас лучшие образцы от 27 до 53 метров, чем длиннее тем лучше. 2. Линия должна быть фильерной, у нас на линиях до 24 фильер на пруток! 3. Линия не должна иметь водяного охлаждения, у нас даже на 50 прутковых нет водяного охлаждения. 4. У линии должен быть большой шпулярник, очень большой, у наших лучших образцах шпулярники на 4000 бобин 5. Линия должна иметь очень тонкие (плавные) настройки скорости, у наших лучших образцах — 100 000 скоростей 6. Линия должна иметь точные настройки температуры в печах, у наших лучших образцах перепад температуры в 1 градус, 7. Линия должна быть производительной, наши лучшие линии производят от 250 до 500 тонн арматуры в месяц — по факту. 8. На наших лучших линиях мы легко получаем на стекле модуль упругости до100 ГПа, а разрывную нагрузку до 1400 МПа, 9. На наших даже самых длинных линиях арматуру не ведёт винтом, как практически у всех, скрывают бухтами…. 10. Готовый стержень должен дополнительно покрываться или смолой или защитным лаком, наши лучшие линии имеют устройство для нанесения дополнительного защитного слоя, коим является слой огнестойкой смолы, которая вообще не горит! 11. — 20. ……………….. Если У Вас не получается, хотя бы по этим 9 параметрам сделать линии лучше чем у нас, бросьте этим заниматься, найдите то, что у Вас хорошо получается и развивайте это. Мои рекомендации по химии: 1. Не используйте чистую эпоксидку, возьмите и почитайте литературу, там сказано что эпоксидка не является щёлоче стойкой смолой! И не надейтесь что бетон застыв не продолжает разрушать стержень на эпоксидке — ПРОДОЛЖАЕТ! Забетонируйте кусок своей арматуры в бетон и буквально через несколько лет посмотрите что будет — Вы ужаснётесь. Не думаю что Вы после этого сможете спать спокойно. 2. — 22……………………. Мои рекомендации по ровингу: 1. Используйте ровинг только от 1200 текс, а желательно вообще 600 текс, а если найдёте трощёный в 1200, то это вообще будет супер, так как трощёный это не что иное как сложенный, а сложен он из 4х равнопрочных и равномерно натянутых нитей в 300 текс!!! 2. — 7…….. Мои рекомендации для Вашего цеха и склада: 1. Купите осушитель воздуха, влажность воздуха не должна быть выше 20-25%, да, это не очень для людей, зато очень полезно для ровинга и арматуры. 2. — 22. ……………………… Мои рекомендации по заказу у нас линии для композитной арматуры: 1. Определитесь чего Вы хотите. Производить арматуру? Это не ответ. Ответ должен звучать приблизительно так: Я Хочу производить ВЫСОКОКАЧЕСТВЕННУЮ АРМАТУРУ, С КАЧЕСТВОМ ВЫШЕ ЧЕМ У ВСЕХ В РЕГИОНЕ КАК МИНИМУМ! Я ХОЧУ ПРОИЗВОДИТЬ ВЫСОКОКАЧЕСТВЕННУЮ АРМАТУРУ В КОЛИЧЕСТВЕ ДОСТАТОЧНОМ ЧТОБЫ УДОВЛЕТВОРИТЬ ПОЛНОСТЬЮ СВОЙ РЕГИОН И ЕЩЁ И ТРИ СОСЕДНИЕ. Я ХОЧУ ПРОИЗВОДИТЬ ВЫСОКОКАЧЕСТВЕННУЮ АРМАТУРУ С СЕБЕСТОИМОСТЬЮ ЗНАЧИТЕЛЬНО НИЖЕ ЧЕМ У ДРУГИХ! Думаю Вы понимаете что такое Ваше желание стоит хороших денег. И коль Вы понимает что получив желаемое Вы станете не просто монополистом, а и получите очень большие дивиденды в виде уважения, связей и сопутствующих им бонусов, Вы должны и понимать что это не может стоить дёшево. Иначе это бы просто не ценилось. Тем более, что некоторые моменты мы не имеем возможности запатентовать, поэтому думаем так, что заплатив такую сумму, Вы не станете пускать всех подряд на своё производство, чтобы через месяц другой Ваши преимущества не появились у разоряющихся конкурентов………….. Кто я и почему мне надо верить? 1. Я не говорил что мне надо верить. Я даю рекомендации основанные на моём многолетнем практическом опыте и практических опытах с композитами всех мастей. Более того, считаю нормальным если Вы задумаетесь и почитаете литературу, Вы от этого только выиграете. 2. Покажите мои рекомендации тем кого Вы считаете знатоком в данной области и пусть он выдвинет контр аргументы и послушайте его — если Вам покажутся его доводы более убедительными чем мои, ну что же, примите его сторону. Вот только с качеством как? Оно улучшилось с его доводами? 3. Посмотрите внимательно мой сайт, Вам кто нибудь предлагал что нибудь подобное? Или всё таки у нас есть наиболее передовые предложения и такие каких нет у других? Так может это потому ,что мы знаем немного больше чем другие, хотя бы на настоящий момент времени? А раз так, так может стоит прислушаться? Я денег за сказанное не прошу. 4. Я Агарков Александр Михайлович директор ЗАО РИФ, Р. Молдова мун. Кишинёв. Работаю в этой области с 1994 года, имею очень много патентов (уже лень на стену вешать и даже не помню сколько их — посмотрите фотку в контактах, там есть немного), а мой отец, Изобретатель СССР имеет наверно вообще патентов 500, ими можно большую квартиру вместо обоев обклеить, работает в этой области с 1970г. Так вот, я это к тому, что немного опыта у нас есть и мы знаем о чём говорим. Посмотрите видео ниже, я гну 9мм арматуру. С уважением, Агарков А.М, Наше оборудование, наша технология и наша рецептура = высшее качество!
www.zao-rif.ru
Станок для производства композитной арматуры. Композитная арматура. ArmaturaSila.ru
Линия для производства стеклопластиковой арматуры, оборудование для изготовления композитной арматуры: стеклопластиковой и базальтопластиковой
Линия для производства стеклопластиковой арматуры обладает следующими характеристиками: линия потребляет 120л/мин. Что касается электроэнергии ее потребление достигает 15, 5 кВт с производимыми диаметрами арматуры 3-16 мм. Линия для производства стеклопластиковой арматуры включает следующую комплектацию.
Речь идет о шпулярнике внутренней размотки нитей, который призван размещать 60 бобин с ровингом, состоящим из двух секций. Изготавливают раму шпулярника из металлического профиля. В комплектации есть устройство подогрева нитей, представляющее собой стальной отражатель, где установлены кварцевые нагреватели.
Ванна для пропитки включает стальную неокрашенную емкость с фильеродержателем и внутреннюю рамку для погружения ровинга. Линия включает также устройство нанесения песка, которое является емкостью с песком в сочетании с воронкообразным сборщиком песка. Также линия оснащена туннельной неметаллической печью, длина которой достигает 10 метров, окрашенной термостойкой краской, которая включает четыре секции, оснащенные кварцевыми нагревателями. У печей есть отводы для подключения к системе вентиляции.
Линия оборудована стойкой для туннельной печи, представляющей собой металлическую конструкцию, состоящую из труб, профильных труб, пластин, уголков. Задача стойки поддерживать агрегаты линии на определенной высоте и соединять их в единое целое. Пневмолиния и кабели электропитания проложены в стойке. Для удобства транспортировки имеются стыки.
Тянущим механизмом ременного типа является устройство протяжки арматуры. За счет частотного регулирования осуществляется изменение скорости протяжки. Автоматический отрезной механизм включает счетчик метража арматуры, электродвигатель мощностью 0,5 кВт, шпиндель системы перемещения, горизонтального и вертикального. На одной раме смонтированы отрезной механизм и устройство протяжки.Три комплекта фильер состоят из стальных трубчатых элементов, предназначенных для формирования несущего стержня.
Подборка самых интересных статей по теме:
часто читаемые обзоры
Самодельные станки для ковки, Самодельный станок для холодной ковки
Станок для домашнего производства, Оборудование для создания мини-бизнеса и мини-производства в домашних условиях.
Оборудование и Станки по выпуску саморезов
Станок для вязания сетей, Оборудование для вязания сетей
Приспособление для колки дров, конус для колки дров, приспособление для рубки дров
Станок для производства носков, Вязальный Станок Для Носков, Носочное оборудование
Дополнительные приспособления для болгарки, стойка для болгарки
Мини-станок для производства кирпича, Ручной станок для производства кирпича в домашних условиях
мини-Станок по прессованию и брикетированию опилок
Приспособление для изготовления пельменей, аппарат по изготовлению пельменей, мини-оборудование для изготовления пельменей
StankiLinii.com/Станки и Линии — копирование обзоров запрещено без согласия владельца сайта и рабочей ссылки на этот сайт или отдельную его страницу.
Станок для производства стеклопластиковой арматуры ПЛПСА-20
Линия для производства стеклопластиковой арматуры.
В наши дни новые и инновационные технологии всё чаще вытесняют привычные нам материалы, как в быту, так и в других сферах деятельности.
Совсем недавно на строительном рынке появилась КОМПОЗИТНАЯ СТЕКЛОПЛАСТИКОВАЯ АРМАТУРА, нержавеющая, прочная, лёгкая и дешёвая, по сравнению со своим старым металлическим аналогом.
Вместе с композитной арматурой на машиностроительном рынке появилось и оборудование для производства такой арматуры.
Наша компания ПластОснова предлагает совершенно новое оборудование для производства стеклопластиковой арматуры.
Выгода собственного производства
Представим что наше оборудование загружено 24 часа, какую выгоду вы с этого имеете?
Возьмём средний, самый ходовой диаметр арматуры Ф8, при производительности станка 9 метров в минуту, средняя прибыль с производства в сутки составит (13-7,6)*9*60*24=69984 р.
Для получения такой прибыли вам лишь нужен наш станок!
Мы предлагаем двух ручьевую автоматизированную линию для производства композитной стеклопластиковой арматуры ПЛПСА-20
При сборке линии мы применяем только качественные комплектующие от итальянских, белорусских, украинских и русских поставщиков. Поэтому мы можем гарантировать 100% работоспособность нашей линии при постоянной загрузке.
Наша технологическая линия предназначена для выпуска композитной арматуры диаметром от 4 до 16 мм.
Основные характеристики линии
Потребление электроэнергии: при старте 11,25 кВт, при работе от 2,8 до 5,5 кВт ;
Длина линии: 16 м, без учёта выхода готовой продукции.
Предлагаемая линия ПЛПСА-20 позволяет производить по 2 прутка арматуры одновременно. Выпускаемая арматура имеет постоянное сечение с двумя ребрами жесткости.
Требования к производственному помещению:
— Рекомендуемая длина помещения: от 22 м;
— Рекомендуемая высота потолков в помещении: от 2,5 м;
— Перепад высот на технологической площадке: не более 50 мм;
— Вентиляция: местный отток производительностью не менее 250 л/мин;
— Температура воздуха в помещении не ниже 16 С
Шпулярник (2 шт.) внутренней размотки нитей. Служит для размещения 60 бобин с ровингом.
Ванна для пропитки компаунтом. Состоит из 2х комплектов
Обмотчик. Представляет собой габаритную установку на которую устанавливаются цельные бабины со стеклоровингом.
Туннельная камера полимеризации длиной 6 м, состоящая из трех секций, оснащенных керамическими инфокрасными нагревателями, шамотным наполнителем и функцией ручной и автоматической чистки камеры.
Устройство протяжки арматуры — тянущий механизм ременного типа.
Автоматический отрезной механизм.
Шкаф управления с контрольно-измерительной аппаратурой.
Линия является практически автоматизированной, оператору необходимо лишь: заправлять стеклоровинг, готовить и заливать компаунт и складировать готовую продукцию.
Сырье для производства стеклопластиковой композитной арматуры.
— Группа эпоксидных смол
Станок ЛКС 2 композитная арматура / Завод композитных материалов АрмоПласт
Оборудование для производства стеклопластиковой арматуры от завода композитных материалов АрмоПласт. Это оборудование собственной разработки и сильно отличается от аналогов имеющихся на рынке. С учетом накопленного опыта наши линии по производству арматуры подверглись ряду изменения и усовершенствований Наше оборудование сертефицировано. Оборудование компании Армопласт во многом превосходит линии других производителей по скорости производства, качеству выпускаемой продукции и цене, так как мы сами являемся разработчиками. а не копируем чужое оборудование.
В тему

Линия для производства стеклопластиковой арматуры «ТЛКА-2»

Специальный репортаж. Бизнес на производстве композитных материалов.

Арматура стеклопластиковая / композитная. Её характеристики.

BM: Композитная арматура — сравнение со стальной

Бизнес по производству стеклопластиковой арматуры

линия по производству стеклпластиковой, компазитной, базальтовой АРМАТУРЫ Imperative UA -2

Линия ЛКС 1 / Завод композитных материалов АрмоПласт

Линия по производству композитной арматуры

Линия ЛКС 2 / Завод композитных материалов АрмоПласт
Композитная сетка ROCKMESH (Гален)

Стеклопластиковая арматура Алматы, Астана. Описание, недостатки

Оборудование для производства Композитной Арматуры
Оборудование для производства композитной стеклопластиковой арматуры ИНЕО — 3

Линия для производства композитной стеклопластиковой арматуры RBM 1.0

Испытание стеклопластиковой арматуры. Балка2

Линия двухниточная ЛКС 2 / Завод композитных материалов АрмоПласт

2х прутковая линия для композитной арматруры старого образца

Линия производства стеклопластиковой арматуры

Применение композитной арматуры
Источники: http://stankilinii.com/liniya-dlya-proizvodstva-stekloplastikovoj-armatury-oborudovanie-dlya-izgotovleniya-kompozitnoj-armatury—stekloplastikovoj-i-bazaltoplastikovoj.html, http://plastosnova.all.biz/stanok-dlya-proizvodstva-stekloplastikovoj-g2040437, http://genby.ru/tv.php?c=qOolx8vAVX8
Комментариев пока нет!
armaturasila.ru
Оборудование для производства композитной арматуры
Такая разновидность строительного материала, как арматура, необходима в большинстве строительных процессов. Отсюда ее устойчивая популярность у потребителей и стабильное производство у изготовителей. Различают два основных вида продукции: металлическую и композитную.
В этой статье речь пойдет о неметаллической арматуре – мало распространенном виде строительных материалов. Как происходит процесс изготовления, какие нужны виды сырья? Какое оборудование для производства композитной арматуры необходимо задействовать? Ответить на все эти вопросы попробуем вместе.

Причина низкой популярности
Неметаллическая арматура – это новый продукт на отечественном рынке, хотя во всем мире он уже давно получил большое распространение. Основной причиной пониженного спроса является высокая цена выпускаемой продукции. Для организации успешного бизнеса нужна дорогостоящая линия по производству композитной арматуры и недешевое сырье.
Ведущие мировые разработчики не прекращают попыток по усовершенствованию технологии с целью снижения затрат на производство неметаллических изделий. Вполне вероятно, что в ближайшем будущем ситуация изменится в лучшую сторону, и российский рынок получит практичный и дешевый строительный материал.
Что нужно для выпуска конкурентоспособного продукта
Технологический процесс производства арматуры из полимерного материала существенно отличается от традиционных металлических прутьев. Для его успешной реализации необходимо наличие и четкое взаимодействие трех составляющих:
- бесперебойные поставки качественного и дешевого сырья;
- производственные цеха с достаточной площадью, соответствующей санитарным и техническим нормам;
- качественные станки для производства композитной арматуры, отвечающие всем технологическим требованиям.

Особое значение придается именно линейному оборудованию. От его комплектации и отлаженности работы зависит объем выпускаемой продукции, уровень технических характеристик, а в конечном итоге — стоимость готовой продукции.
Этапы работы конвейерной линии
Пластиковая арматура представляет собой неметаллический стержень со спиральными ребрами. Он состоит из стеклянных, углеродных или базальтовых волокон, скрепленных между собой быстросохнущими синтетическими смолами.
В качестве соединительного элемента выступают кремнийорганические, фенолоальдегидные или эпоксидные смолы. С целью повышения износостойкости и улучшения антикоррозийных свойств арматуры материала могут применяться эпоксифенольные полимеры.
Технологический процесс можно разделить на несколько участков, на каждом из которых задействованы определенные комплексы или агрегаты. Линия для производства композитной арматуры начинается с подачи ровинга (стекловолокна) через устройство прогрева в специально оборудованную ванну. Здесь подсушенные нити пропитываются связующим веществом и пропускаются через отжимное устройство.

С помощью обмотчика формируется стержневой профиль, вокруг которого накручивается нить, образующая рельеф. При поступлении в термическую камеру происходит полимеризация стержня. На выходе готовая арматура сушится, охлаждается, после чего обрезается или наматывается на барабан.
Состав линейного оборудования
Автоматизированный технологический конвейер не представляет большой сложности в обслуживании. Для контроля на нем всех процессов достаточно двух человек. Линейное оборудование для производства композитной арматуры включает в свой состав следующие агрегаты:
- тянущее устройство;
- станок для разматывания нитей ровинга;
- устройство для пропитки нитей и волокон смолой;
- приспособление, формирующее профиль и скручивание нити;
- ванна пропиточная;
- камера термической полимеризации;
- охлаждающее устройство;
- барабан для намотки или обрезной круг.
Покупаем станки

Для того чтобы при становлении бизнеса уменьшить первоначальные расходы, можно купить оборудование для производства композитной арматуры, уже побывавшее в употреблении. В этом случае очень важно с самого начала правильно произвести монтаж и наладку работы линии. Кроме того, ко всем узлам и агрегатам должны применяться регулярные методы профилактики. Для обеспечения бесперебойной работы производственного конвейера нельзя допускать нарушений технологии.
Наладив стабильный выпуск композитной арматуры и освоив рынки сбыта, можно подумать о покупке следующей линии. К выбору нового оборудования следует подходить внимательно. Тщательно изучив все предложения, предпочтение стоит отдавать тем производителям, которые зарекомендовали себя на рынке строительного оборудования только с положительной стороны.
Несовершенство первичной технологии и высокая стоимость сырья долгое время не давали возможности инновационному продукту достойно конкурировать со стальной арматурой. Сегодняшняя ситуация внушает надежду на скорый перелом. Усовершенствованная технология и снижение стоимости на сырье могут сделать композитную арматуру не только доступной, но и более выгодной. Это особенно актуально в связи с постоянным ростом цен на металлоизделия.
businessman.ru
производство арматуры из стеклопластика (изготовление): цена, оборудование |
Сейчас композитная арматура интенсивно вытесняет стальные аналоги. В первую очередь это обусловлено дешевизной продукции, предельной простотой ее монтажа и надежностью.
Оборудование для производства композитной арматуры представлено в виде единой рабочей линии, которая снабжена автоматизированными элементами.
Особенности производства
Производство арматуры из стеклопластика состоит из нескольких этапов. Ключевыми являются просушка заготовленного сырья, размотка волокон, пропитка связующими составами и завершительная полимеризация.
Все перечисленные процессы объединены в общую линию с помощью комплекта оборудования, которое и производит арматуру композитной разновидности.
Оборудование для производства стеклопластиковой арматуры объединяет общее сходство между различными конвейерными установками.
Производство пластиковой арматуры, кроме оборудования, подразумевает наличие специального сырья для готовых изделий.
Сейчас самым основным, и, пожалуй, главным сырьевым компонентом для производства стеклопластиковой арматуры является так называемый стеклоровинг.
Этот материал получается в результате плавки алюмоборосиликатного стекла. После достижения необходимой температуры плавления сырье подвергается вытягиванию в нить.
Толщина такой стеклопластиковой нити не превышает 20 микрон.
На следующем этапе производства полученные нити подвергаются пропитке специальным замасливателем.
Затем они аккуратно собираются в тугой пучок, который и называется стеклоровингом. Помимо ровинга, изготовление композитной арматуры не обходится без целого ряда важных компонентов.
Это:
- Смолы;
- Сплеточные нити. Представлены в виде стеклоровинга, которым обматывается арматурный стержень;
- Этиловый спирт;
- Ацетон;
- Дициандиамид.
Линия для производства стеклопластиковой арматуры работает с ориентировкой на соблюдение определенного алгоритма.Под ним подразумевается особенная последовательность всех этапов технологического процесса.
- 60 нитей стеклоровинга со специального механизма (шпулярника) попадают к механизму, производящему их последующее натяжение. В нем расположение нитей производится в необходимом порядке, обусловленном технологическими тонкостями;
- После того, как нити подвергаются правильной компоновке они проходят стадию просушки. Перед этим производится предварительный нагрев с помощью направленной струи горячего воздуха;
- Далее подогретый до нужной температуры ровинг, аккуратно погружают в специальную пропиточную ванну;
- После завершения пропитки производится вытяжка материала через фильеры. В результате этого действия формируется необходимая величина диаметра для будущей арматуры:
- После того, как все нити проходят через фильеры, они поступают на следующий технологический узел – обмотчик. Он производит формирование арматурного стержня с применением обмотки. На толщину навивки влияет тип будущей арматуры. Самая толстая навивка производится для прута с обычной поверхностью, а тонкая — для изделия с дополнительной песчаной присыпкой;
- Прошедшая подготовку арматура из обмоточника поступает в туннельную печь. Перед входом в печь располагается узел, который способен равномерно распределять по всей рабочей длине стержня песок. Если же почти готовое изделие не нуждается в посыпке, узел оставляют не заполненным. Благодаря наличию туннельной печи происходит существенное ускорение сложного процесса полимеризации пропиточных смол;
- Полученный в результате горячий жгут попадает в охладительную ванну. Под воздействием интенсивного потока холодной поточной воды, он, за короткий промежуток времени подвергается охлаждению.
- Охлажденный прут снова проходит через протягивающий механизм. На выходе из механизма происходит разрезка готового изделия на нужные отрезки.
Необходимое оборудование
Значимые технические показатели и характеристики композитной арматуры напрямую зависят от особенностей температурного режима.
Именно температура окружающей среды в производстве оказывает решающее влияние на процесс отвердевания изделия.
Учет особенностей температурного режима и возможностей для его корректной регулировки напрямую влияют на планку качества и остальные не малозначимые свойства полученного продукта. Линия производства композитной арматуры состоит из:
- Шпулярника внутренней размотки нитей;
- Устройства подогрева нитей;
- Ванны для пропитки изделий;
- Обмотчика;
- Устройства нанесения песка;
- Печи полимеризации;
- Участка охлаждения готовой арматуры;
- Протяжного ленточного устройства;
- Автоматического отрезного механизма;
- Шкафа управления;
- Компакт фильера.
Стоит отметить, что цена оборудования для производства стеклопластиковой арматуры достаточно высока, однако в скором будущем расходы с лихвой окупают себя.
Оборудование для композитной арматуры имеет элемент, который считается самым главным – это печь.
Она способствует полимеризации сырья. Внутри печи производится намотка ребер жесткости на рабочую поверхность арматурного стержня.
Благодаря интенсивному воздействию высоких температур, связующий состав лишается ненужных пузырьков воздуха, которые в нем застыли.
Из-за того, что в печи композитная температура приобретает рельефную внешнюю структуру, во время последующей ее эксплуатации обеспечивается надежное сцепление со стройматериалами.
Средняя длина печи равняется 650 см. Внутри устройства расположены группы нагревательных элементов различных видов.
Имеются специальные датчики, которые в автоматическом режиме производят слежение за температурными колебаниями внутренней рабочей среды печи.
Информация от датчиков поступает в недра центрального пункта управления, с помощью которого и производится контроль над всеми проходящими производственными процессами.
После обработки в печи все заготовки направляются в специальную охладительную ванну. Далее, по пути следования производственной линии, располагаются валы протяжки.
На этом этапе производства изделие получает свою законченную форму. На завершающей стадии происходит нарезка арматуры на размеры, установленные заказчиком.
Основная особенность всего процесса изготовления заключается в возможности практически полной автоматизации всей линии.
На сегодняшний день все имеющиеся линии работают в круглосуточном режиме. В них одновременно может иметься два или более производственных потока.
Некоторые виды оборудования, используемые при производстве стеклопластиковой арматуры, имеют свои отличительные особенности.
К примеру, в печь трубчатого типа монтируются металлические отражатели. А вся ее верхняя часть защищена благодаря размещенному защитному кожуху. Исходя из конструктивных особенностей, печь с высокой степенью эффективности минимизирует тепловые потери.
Исходя из конструктивных особенностей, печь с высокой степенью эффективности минимизирует тепловые потери.
Стоит заметить, что обогревательная система в обязательном порядке должна быть оборудована вентиляционной системой.
Ее подключение производится на всех входах и выходах технологической линии. Через всю длину поточной линии натянут протягиватель.
Он представлен в виде ленты, которая плотно охватывает заготовку и одновременно способствует ее проталкиванию вперед.
В том случае, если арматура будет поставляться к конечному потребителю в форме рулонов, в конце линии монтируется намоточное устройство.
В случае необходимости разрезки композитных изделий на короткие отрезки применяется специальный шлифовальный круг.
Упаковка готовой арматуры производится вручную. Номинальное рабочее напряжение в производственной линии в большинстве случаев составляет 380 В (50 Гц).
Потребление электроэнергии – 5.0 кВт, воздуха – 110 м/мин. Средняя длина производственной линии составляет 15-18 метров, при ширине 0,4-0,6 метров.
Некоторые линии, в зависимости от особенностей модели могут выпускать от одного до трех прутов арматуры одновременно. Их диаметр может составлять 15-27 мм.
Стоимость оборудования и сырья
Цена оборудования для производства композитной арматуры достаточно высока, но может варьироваться в зависимости от технологических особенностей, параметров производительности и мощностей.
Линия для производства композитной арматуры, FET-CM3013:
- Производительность: 2 х (0,4-0,7 м/мин), зависит от рабочего диаметра арматуры;
- Диаметр производимой арматуры: 6-32 мм;
- Рабочее напряжение 380 В/50 Гц;
- Количество потребляемой электроэнергии: ≈30 КВт;
- Давление: 0,4-0,6 МПа;
- Общий вес линии: 5730 кг;
- Температура воздуха в помещении: не ниже +15°С;
- Рекомендуемая длина помещения: от 28 м;
- Цена: 64.500-65.000$.
Линия для производства композитной арматуры, ИНЕО-3:
- Производительность: 2 х (0,5-0,6 м/мин), зависит от рабочего диаметра арматуры;
- Диаметр производимой арматуры: 8-36 мм;
- Рабочее напряжение 380 В/50 Гц;
- Количество потребляемой электроэнергии: ≈45 КВт;
- Давление: 0,3-0,5 МПа;
- Общий вес линии: 6400 кг;
- Температура воздуха в помещении: не ниже +16°С;
- Рекомендуемая длина помещения: от 30 м;
- Цена: 58.000-60.000$.
Ровинг, не скрученный:
- Вид: параллельные стекловолокна;
- Количество элементарных волокон в нити: 400-1200;
- Метод производства: центробежное формирование;
- Цена за кг: 2-3$.
Смола, полиэфирная, Polimal 1094 AWTP-1:
- Отверждение: 1-2 %;
- Время гелеобразования: 20-25 мин;
- Низкая эмиссия стирола;
- Цена за кг: 3-4,5$.
Работа производственной линии (видео)
homebuild2.ru