Станки для производства метизов – необходимое оборудование, наладка линии, технология изготовления
Оборудование для производства метизов и крепежа. Тайвань Метиз Альянс
 Оборудование для производства метизов, крепежа и деталей, произведенное на Тайване, является основой успеха многих тайванских компаний на международном рынке. Сейчас тайванские компании, производящие метизы и крепеж, контролируют более 60% мирового рынка крепежа и метизов. На Тайване работают более 1000 таких предприятий.
Оборудование для производства метизов, крепежа и деталей, произведенное на Тайване, является основой успеха многих тайванских компаний на международном рынке. Сейчас тайванские компании, производящие метизы и крепеж, контролируют более 60% мирового рынка крепежа и метизов. На Тайване работают более 1000 таких предприятий.
Машиностроение является основной отраслью экономики Тайваня. Страна экспортирует 79% производимых станков и является ведущим экспортёром станков, метизного оборудования, сменного инструмента для производства крепежа, калиброванного металлопроката и прочей метизной продукции.
Тайвань — это лидер современной мировой метизной промышленности. Исторически сложилось, что сразу после второй мировой войны США разместили на Тайване производство крепежа для нужд своей армии. Благодаря этому, Тайвань сейчас является, во-первых, главным разработчиком и производителем оборудования для изготовления крепежа (более 60% мирового рынка крепежа и метизной продукции делается на тайваньском оборудовании), а во-вторых, главным поставщиком сложного высокотехнологичного крепежа. Что касается производства простых крепежных изделий, то оно постепенно было перенесено в материковый Китай, который Тайвань обеспечивает новейшей техникой и технологиями.
ТАЙВАНЬ МЕТИЗ АЛЬЯНС — группа лучших тайваньских компаний производителей оборудования для производства крепежа, метизов, автомобильных и специальных деталей, включая:
- аэрокосмическую промышленность;
- оборонно-промышленный комплекс;
- судостроение;
- топливно-энергетическая промышленность.
Основой группы компаний Тайвань Метиз Альянс являются компании — лидеры мирового рынка в области оборудования для производства метизов, крепежа и разных деталей. ТМА сейчас объединяет более 26 передовых предприятий Тайваня по производству специального оборудования, инструмента и металла для метизной промышленности – от подготовки металла под высадку и штамповку, термической обработки, цинкования до автоматического контроля качества и упаковки готовой продукции, холодновысадочного, резьбонакатного инструмента и металла для холодной высадки для полного автоматизированного холодновысадочного производства.
Оборудование компаний ТМА используется на крупнейших заводах мира, продукция которых, поставляется для таких известных компаний как Toyota, Mersedes-Benz, Volvo, BMW, Nissan, Ford, Honda, Hyundai, Suzuki, Yamaha, компаниям аэрокосмической индустрии, а также многим другими компаниям в разных отраслях промышленности. Ярким примером может быть и компания Apple, продукция которой комплектуется метизами, сделанных полностью на тайваньском оборудовании.
Более 60% крепежа и метизной продукции в мире производится на тайваньском оборудовании.
Группа компаний Тайвань Метиз Альянс также является лидером рынка СНГ по поставкам оборудования для производства метизов, крепежа и деталей, имеет долгосрочные партнёрские связи с ведущими компаниями, производящими продукцию на рынке СНГ.
Главный офис сервисного центра Тайвань Метиз Альянс в лице Rost Group & Technology Co. Ltd находится в Тайване, г.Тайбэй. В компании работают квалифицированные специалисты со знанием русского языка.
Компания ведёт предконтрактную работу, организует финансирование, сопровождает изготовление оборудования, выполняет монтаж и сдачу проектов под ключ, производит обучение персонала, оказывает сервис в гарантийном и послегарантийном обслуживании, поставке запасных частей и сменного инструмента, также имеет большой опыт в поставке конвейерных лент для проходных закалочных печей.
Проекты под ключ с рассрочкой платежа и кредитованием 3-5 лет
Волочильное оборудование и калибровочные линии
Холодновысадочное оборудование для винтов самонарезающих и шурупов
Резьбонакатное оборудование для винтов самонарезающих и шуруповХолодновысадочное оборудование для производства болтов, гаек и специальных деталей
Резьбонакатное оборудование для болтов. Шлицефрезерные станки
Гайконарезное оборудование
Сборочное оборудование автоматическое
Оборудование для производства гвоздей высокоскоростное
Конвейерная печь. Шахтная печь. Колпаковая печь.
Гальваническая линия для цинкования и фосфатирования
Упаковочная линия автоматическая
Оборудование для оптической сортировки автомобильного крепежа
Оборудование для литья под давлением
Оборудование для навивки пружин
Оборудование для производства сварной сетки
Пресс для холодной и горячей штамповки метизной продукции
Химия
Инструмент для высадки метизов. Резьбонакатный инструмент
НАШИ ПРИНЦИПЫ В РАБОТЕ
ЧЕСТНОСТЬ, ОТКРЫТОСТЬ, ДОВЕРИЕ. Мы предлагаем Вам русскоязычный сервис в работе с нами по проектам поставки оборудования для производства метизов и крепежа, специальных деталей, в том числе «заводов под ключ» с дальнейшим сервисом их обслуживания и обеспечением инструментом для их производства.

КОНСАЛТИНГ
Услуги по обследованию предприятий, разработке технических заданий, удаленные и выездные консультации

ПРОЕКТИРОВАНИЕ
Услуги по разработке ПСД как отдельно, так и в объеме выполнения работ «под ключ»

ПОСТАВКА ОБОРУДОВАНИЯ
Выполнение инженерно-проектных работ и поставка оборудования для металлообработки клиентам

МОНТАЖ И ПУСКОНАЛАДКА
Выполнение монтажных, шефмонтажных работ в объеме выполнения всего комплекса работ «под ключ»

СОПРОВОЖДЕНИЕ И ПОДДЕРЖКА
Гарантийное и послегарантийное обслуживание

РАЗРАБОТКА ОБЪЕКТА «ПОД КЛЮЧ»
Основным принципом деятельности нашей компании является реализация проектов «под ключ»
Почему партнеры из разных стран выбирают оборудование производства Тайваня?
Основное направление модернизации оборудования на Тайване идет в сторону полной автоматизации с минимальным привлечением человеческих ресурсов. Если рассматривать проект завода под ключ, то вся технологическая линия оборудования работает в автоматическом режиме, с применением фотоэлектрических датчиков, контролируется промышленным компьютером, программируемым логическим контроллером, зачастую японского или германского производства. Продвижение продукции по технологической линии осуществляется конвейерами (ленточными, роликовыми).
Сейчас наиболее передовые предприятия внедряют технологию промышленных сканеров (спектограф), лазерных устройств для проверки качества готовой продукции, с возможностью интеграции в производственную линию, с возможностью вывода данных, технических параметров продукции на ПК. Сканеры дополнительно решают вопрос автоматизации.
Как оказалось фактор — цена / качество также довольно привлекателен. В этом отношении Тайвань занимает средние позиции между Европой и Японией. Что касается производства простых изделий, то оно постепенно было перенесено в материковый Китай, который Тайвань обеспечивает новейшей техникой и технологиями. В этом отношении Тайвань является очень хорошей платформой для модернизации отечественных производственных мощностей.
Мы предоставляем комплексные решения по техническому оснащению предприятий оборудованием для производства крепежа и метизов, которые включают в себя — предконтрактную работу, организацию кредитования, согласование технических параметров, контроль за качеством изготовления оборудования, инспекцию на заводе изготовителя с представителем заказчика, доставку до заказчика, шеф-монтаж, пуско-наладочные работы, сдачу проектов под ключ, обучение персонала заказчика, техническое обслуживание, поставку запасных частей, сменного инструмента, сырья и расходных материалов.
Наша компания имеет опыт разработки жаропрочной оснастки для печей термообработки, конвейерной ленты для проходных закалочно-отпускных агрегатов, опыт изготовления сменного (высадочного, резьбонакатного, резьбонарезного, волочильного) инструмента согласно чертежам готовых изделий различной сложности, размеров и технических требований, опыт производства инструмента и оснастки (обсечные матрицы, пуансоны, штампы и др.) по готовым чертежам заказчика.
ГЕОГРАФИЯ ПОСТАВОК ОБОРУДОВАНИЯ
География поставок оборудования Тайвань Метиз Альянс для производства метизов, крепежа и деталей включает следующие страны и регионы:
ЕВРОПА
Германия, Италия, Бельгия, Франция, Англия, Россия, Беларусь, Украина, Испания, Польша
АЗИЯ
Япония, Казахстан, Узбекистан, Китай (КНР), Тайвань, Гонконг, Вьетнам, Индонезия, Филиппины, Сингапур, Индия, Малайзия, Таиланд, Бангладеш
БЛИЖНИЙ ВОСТОК И АФРИКА
Иран, Турция, Объединенные Арабские Эмираты, Южно-Африканская Республика
АМЕРИКА
США, Канада, Аргентина, Чили, Бразилия, Мексика
ЛОГИСТИКА И ДОСТАВКА ГРУЗОВ

Нам удалось создать прочную и гибкую инфраструктуру логистики, которая позволяет удовлетворять потребности наших клиентов в области безопасности продукции, условий поставок и эффективности затрат.
Наши партнеры сертифицированы должным образом и в полном объёме соответствуют нормативно-правовым актам и процедурам, установленными государством.
Они являются крупными компаниями в сфере логистики и способны доставлять груз в короткие сроки в любую точку мира.
www.metiz.com.tw
Технология производства метизов
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА МЕТИЗОВ, КРЕПЕЖА И ДЕТАЛЕЙ ХОЛОДНЫМ СПОСОБОМ
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КРЕПЕЖА
В автомобильной и тракторной промышленности почти все крепежные детали изготовляют холодной высадкой. Холодная высадка применяется для формообразования головок болтов, винтов, заклепок при больших программах выпуска. Этим способом изготовляют и более сложные детали (например, шаровые и ступенчатые пальцы, ролики и шарики подшипников и др.). Холодной высадке подвергают калиброванные стальные прутки диаметром 0,6 до 38 мм, а также прутки из цветных сплавов (алюминиевых, медных и др.), круглых шестигранных и других форм сечения
Холодную высадку, как правило, производят на холодно высадочных прессах-автоматах (обычно горизонтальных, одно ударных или многопозиционных). После подачи материала (калиброванной проволоки) через отрезную матрицу, нож отрезает заготовку и переносит ее на линию высадки. Пуансон заводит заготовку в матрицу, а после упора заготовки в выталкиватель осуществляет высадку головки. В момент возврата пуансона в исходное положение высаженная деталь выталкивателем удаляется из матрицы и цикл высадки повторяется. Если головка не может быть высажена за один удар пуансона, высадку производят на двух, трех и более ударных (многопозиционных) холодновысадочных автоматах (рис. 1). Производительность современных высадочных автоматов достигает 400 деталей в минуту.

Рисунок 1
Позиции: 0 — отрезка заготовки; 1 — предварительная высадка; 2 — окончательная высадка; 3 — редуцирование под резьбу и обрезка граней.
Процесс высадки метизов
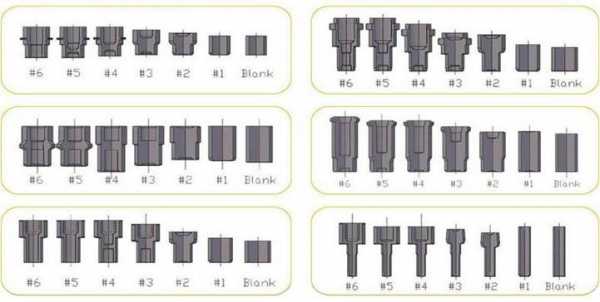
Как правило болты DIN931, DIN 933 производят на 3х или 4х позиционных автоматах, технология производства гайки требует наличие на производственной площадке 5-ти позиционного автомата, сложные изделия (например, штуцера и аналогичные детали) изготавливают на 6 и 7 позиционных высадочных станках. Количество позиций (ковочных станций) прямо пропорционально уровню сложности деталей, чем сложнее деталь, тем больше переделов должен совершить станок чтобы деформировать метал в готовую форму продукции (см. эскизы).
3-х позиционный автомат
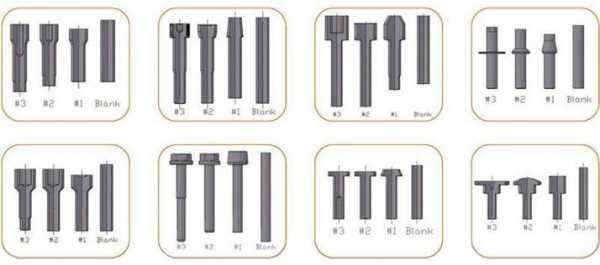
4-х позиционный автомат

5-ти позиционный автомат
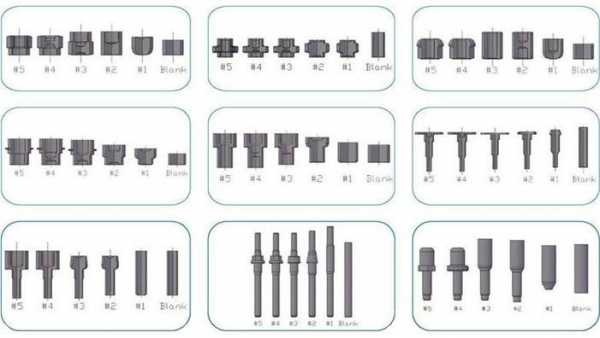
6-ти позиционный автомат
ПРОИЗВОДСТВО ШУРУПОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ШУРУПОВ
Минимальный набор оборудования для производства шурупов включает в себя две модели оборудования:
- Оборудование для холодной высадки шурупов. Применяется для формирования болванки (основы) под шуруп. На этом этапе, на холодновысадочном автомате подобном гвоздильному, отрезают проволочную заготовку необходимой длины, формируют головку шурупа, его наконечник, шлиц и длину. Диаметр шурупа определяется диаметром используемой проволоки. После этого заготовки передаются на второй станок (резьбонакатной), который служит для накатки резьбы и формирования острого наконечника.
- Резьбонакатное оборудование для шурупов. Нарезание резьбы производится на специальных автоматах. В них болванки шурупов засыпаются в бункер. Из бункера с помощью вибрационного транспортера и анкерного механизма болванки поштучно поступают в зону нарезки резьбы. При этом они строго ориентированы по отношению к рабочим элементам. Рабочими элементами являются плоские плашки. Они перемещаются навстречу и параллельно друг другу и перпендикулярно оси шурупа, при этом плашки плотно прижимаются к стержню шурупа. Плашки изготавливаются по основным параметрам резьбы шурупов. В России в соответствии с метрическими размерами. Зарубежные производители могут использовать плашки для нарезания дюймовой резьбы на шурупах. Вариант кинематической схемы изготовления шурупов представлен на рис.2.

Рисунок 2.
По такой схеме изготавливаются шурупы до диаметра 10-12 мм. Свыше этих диаметров шурупы, как правило, изготавливаются методом горячей штамповки. Пример тому – путевой шуруп, диаметр которого – 24 мм, а длина – 170 мм. Дальнейшим развитием технологии изготовления шурупов является технология изготовления саморезов.
ПРОИЗВОДСТВО САМОРЕЗОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ
Саморез вполне справедливо получил свое название, так как способен нарезать резьбу не только в мягких материалах типа дерева или пластика, но и в металле или бетоне. Способность самореза нарезать резьбу достигается тем, что его поверхность подвергается термической обработке (закалке). К тому же, для того что бы саморез оптимально вворачивался в скрепляемые конструкции, его окончание часто выполнено в виде сверла. Это сверло при вворачивании самореза просверливает отверстие именно того диаметра, которое требуется.
Для организации качественного, конкурентоспособного производства саморезов, как правило, требуется, пять моделей оборудования:
- Оборудование для холодной высадки саморезов. Для формирования головки и стержня самореза из заготовки.
- Оборудование для формирования пера (острия) саморезов. Для того что бы саморез оптимально вворачивался в скрепляемые конструкции.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне самореза.
- Закалочная печь для саморезов. Для поверхностной закалки уже готовых саморезов для придания металлу дополнительной твердости и прочности. Закаливают саморезы до твердости не менее 55 ед. по HRC (по Роквэллу).
- Оборудование для цинкования (белым или желтым цинком), оксидирования или фосфатирования саморезов. Для защиты саморезов от коррозии.
- Упаковочное оборудование. Для упаковки готовой продукции в коробки или пластиковые пакеты.
Минимальный набор оборудования для изготовления саморезов включает в себя две модели оборудования:
- Оборудование для холодной высадки саморезов. Для формирования головки и стержня самореза из заготовки.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне самореза.
ПРОИЗВОДСТВО БОЛТОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ
Минимальный набор оборудования для производства болтов включает в себя две модели оборудования:
- Оборудование для холодной высадки болтов. Для формирования головки и стержня болта из заготовки.
- Резьбонакатное оборудование для болтов. Для формирования резьбы на стержне болта.
Технологический процесс изготовления крепежа и крепежных изделий контролируется от исходного сырья до упаковки готовой продукции. Таким образом, в процесс производства крепежных изделий дополнительно рекомендуется включать оборудование для термообработки, цинкования, фосфатирования, автоматического тестирования качества крепежа, разбраковки и упаковочное, фасовочное оборудование для метизов, крепежа и деталей.
metalvis-yug.ru
Оборудование и станки для производства саморезов
 Крепёжное изделие, которое при соединении двух разнородных материалов, способно в одном из них нарезать резьбу называется саморезом.
Крепёжное изделие, которое при соединении двух разнородных материалов, способно в одном из них нарезать резьбу называется саморезом.
Отсутствие необходимости просверливания отверстия под элемент соединения, обуславливает широкое применение таких крепежей во многих отраслях народного хозяйства (промышленное и гражданское строительство, производство бытовой техники, машиностроение).
Ассортимент продукции
В России производство металлических изделий (метизов) в основном освоено на базе крупных предприятий по металлообработке, но наладить выпуск качественной продукции можно и основываясь на небольшие цеха. Рентабельность таких предприятий напрямую зависит от качества и ассортимента метизов. Выпускаемые крепления могут быть самых разных видов:
 Кровельные.
Кровельные.- Для деревянных изделий.
- Для соединения металлических частей.
- Для гипсового картона.
- Создания сэндвич панелей.
- Крепления и производства оконных профилей.
- Универсального применения.
- С прессованной шайбой.
- Типа «клоп».
 Кровельные.
Кровельные.Ограничиваться только выпуском одного вида продукции — совершенно непрактично. Поэтому, чтобы удовлетворить запросы и потребности строительного рынка, желательно освоить производство нескольких видов одновременно, благо, оборудования для производства саморезов выпускается большое количество.
Технология производства саморезов
Всю технологию производства металлического крепежа можно разделить на несколько ключевых операций:
- Стальная проволока, выступающая в качестве основного сырья для производства саморезов, подаётся на автоматически управляемый станок, где происходит формирование промежуточного полуфабриката. Сразу же прессуется шляпка будущего металлического самореза, посредством холодновысадочного процесса.
- Далее, заготовка по ленте конвейерного типа подаётся в станок, где, с помощью виброзахватывающего механизма направляется на образование резьбы в специальном станке.
- Следующим этапом происходит термообработка заготовки, с последующим удалением крупных включений и мойкой метиза.
- Следующей операцией будет химическая обработка, которая проводится с целью нанесения на металлическую основу защитного антикоррозийного покрытия.
- Затем происходит окончательная сушка готового крепежа.
- Заканчивается технологический процесс проверкой качественного соответствия детали и упаковкой её.
Как видно, весь технологический процесс разбит на несколько разнохарактерных этапов, поэтому для производства самореза потребуется наличие многофункциональных станков.
Станки для изготовления саморезов
Процесс производства саморезов происходит на нескольких станках, различной функциональной направленности. В состав такой небольшой производственной линии входят:
- Оборудование холодновысадочное. Условно такое оборудование можно разделить на две группы: с защитным кожухом и полузащитным кожухом. Наиболее простые модели предназначены для выпуска одного вида продукции. Отличаются между собой системой управления, производительностью, автоматизацией работы агрегата, ассортиментом выпускаемых изделий. Более производительные и дорогостоящие станки позволяют расширить ассортимент до возможности изготовления винтов, шурупов и других видов металлических изделий. Некоторые модели способны формировать на носике изделия сверлящий наконечник. Производительность таких станков находится в пределе 250 штук в минуту.
- Станок — резьбонакатной. Имеет возможность обеспечить изготовление резьбы на изделие, посредством сменной плоской плашки. В зависимости от модели станка, можно варьировать шаг резьбовой нарезки.
- Печь терм закалочная. Применение её необходимо для проведения закаливания поверхности изделия до прочности не менее 55 единиц по шкале Бринелля. В такой печи происходит нагревание заготовки до температуры 1 тыс℃, с последующим отпуском металла, через одну минуту, и охлаждением его в специальной закалочной среде.
- Гальваническая линия. Используется для создания на поверхности защитного антикоррозийного покрытия, которое придаёт способность использования саморезов в различных влажных средах. Покрытие может наноситься процессом фосфатирования, оксидирования и нанесением цинка. Конструктивно такая линия имеет несколько ванн, где происходят электрохимические реакции по нанесению защитного слоя.
- Центрифуга. С помощью такой установки осуществляется сушка горячим воздушным потоком готовых изделий, после проведения операции мойки от остатков химических веществ и гальванических процессов.
 Оборудование холодновысадочное. Условно такое оборудование можно разделить на две группы: с защитным кожухом и полузащитным кожухом. Наиболее простые модели предназначены для выпуска одного вида продукции. Отличаются между собой системой управления, производительностью, автоматизацией работы агрегата, ассортиментом выпускаемых изделий. Более производительные и дорогостоящие станки позволяют расширить ассортимент до возможности изготовления винтов, шурупов и других видов металлических изделий. Некоторые модели способны формировать на носике изделия сверлящий наконечник. Производительность таких станков находится в пределе 250 штук в минуту.
Оборудование холодновысадочное. Условно такое оборудование можно разделить на две группы: с защитным кожухом и полузащитным кожухом. Наиболее простые модели предназначены для выпуска одного вида продукции. Отличаются между собой системой управления, производительностью, автоматизацией работы агрегата, ассортиментом выпускаемых изделий. Более производительные и дорогостоящие станки позволяют расширить ассортимент до возможности изготовления винтов, шурупов и других видов металлических изделий. Некоторые модели способны формировать на носике изделия сверлящий наконечник. Производительность таких станков находится в пределе 250 штук в минуту.Принцип работы оборудования
 Принцип работы такого оборудования, несмотря на особую сложную форму готовых изделий практически ничем не отличается от изготовления обычных гвоздей. Сначала в автомат для обрезки поступает различного диаметра стальная проволока.
Принцип работы такого оборудования, несмотря на особую сложную форму готовых изделий практически ничем не отличается от изготовления обычных гвоздей. Сначала в автомат для обрезки поступает различного диаметра стальная проволока.
Ширина сырья будет определять исходные размеры изделия. Попадая в автомат, проволока разрезается на отдельные куски, после чего на этом же станке происходит штамповка головки самореза.
Следующим этапом будет подача изделия в аппарат для нарезания резьбы. Причём длина будущего готового изделия определяется ещё до подачи детали в этот станок.
Следующим этапом будет проводиться термическая обработка детали, посредством помещения её в специальную закалочную печь.
Заключительным этапом будет производиться мойка готовых деталей и антикоррозийная обработка. В итоге на выходе получается готовая крепёжная деталь, в зависимости от оборудования.
Проволока для производства саморезов
 Для изготовления метизов необходимо подбирать соответствующее сырьё. Каждый определённый тип крепёжных изделий имеет соответствующие требования по ГОСТу. Все металлы отличаются по основным характеристикам — пластичности, твёрдости, химическому составу и т. д. Для производства крепёжных изделий, чаще всего применяется латунь, нержавеющая и высокоуглеродистая сталь.
Для изготовления метизов необходимо подбирать соответствующее сырьё. Каждый определённый тип крепёжных изделий имеет соответствующие требования по ГОСТу. Все металлы отличаются по основным характеристикам — пластичности, твёрдости, химическому составу и т. д. Для производства крепёжных изделий, чаще всего применяется латунь, нержавеющая и высокоуглеродистая сталь.
По ряду технических особенностей, проволока, поставляемая в бобинах, более предпочтительна для изготовления крепёжных изделий. При выборе сырья, важно точно выяснить, для каких целей планируется дальнейшее применение крепёжных изделий. Требования очень отличаются для различных видов крепления (дерево, металл, гипсокартонной), а также среды, в которой они будут применяться (уличный вариант, помещение, агрессивная среда).
На практике доказано, что изготовление металлических крепёжных изделий — бизнес выгодный и высокорентабельный. И если имеются надёжные покупатели ваших изделий, выручка может быть очень высокой.
Наиболее качественными и высокотехнологичными считаются станки для изготовления саморезов китайских и тайваньских фирм. Их оборудование отличается и дешёвой ценовой характеристикой.
tokar.guru
Оборудование для производства метизов, крепежа, и деталей
Основы технологии производства крепежных изделий:Для полного цикла производства «черных» болтов, гаек, саморезов, шурупов низких классов прочности необходимо следующее оборудование:
Многопозиционный холодновысадочный станок (3- или 4-позиционный — в зависимости от сложности формы болта, гайки, самореза, шурупа; стандартный или длинноходовой – в зависимости от длины болта, гайки, самореза, шурупа) + резьбонакатной станок.
Для полного цикла производства болтов, гаек, саморезов, шурупов низких классов прочности с антикоррозийным покрытием (оцинкованных, горячее цинкование) необходимо следующее оборудование:
Многопозиционный холодновысадочный станок (3- или 4-позиционный — в зависимости от сложности формы болта, стандартный или длинноходовой – в зависимости от длины болта, гайки, самореза, шурупа) + резьбонакатной станок + линия антикоррозионного покрытия (цинкования, фосфатирования, пассивации, никелирования или горячее цинкование и др.).
Для полного цикла производства болтов, гаек, саморезов, шурупов высоких классов прочности с антикоррозийным покрытием (оцинкованных, горячее цинкование) необходимо следующее оборудование:
Многопозиционный холодновысадочный станок (3- или 4-позиционный — в зависимости от сложности формы болта, гайки, самореза, шурупа, стандартный или длинноходовой – в зависимости от длины болта, гайки, самореза, шурупа) + резьбонакатной станок + линия термической обработки + линия антикоррозионного покрытия (цинкования, фосфатирования, пассивации, никелирования или горячее цинкование и др.).
Проволока (калиброванный прокат) подаётся с бухт на ХВА (холодновысадочный автомат), который отрезает заготовку необходимой длины, формирует головку, подголовник и фаску (при наличии последних) будущего болта. После этого заготовки передаются на другой станок — резьбонакатной, функцией которого является формирование резьбы.
www.metiz.com.tw
Оборудование для производства болтов холодным способом
ХОЛОДНО-ВЫСАДОЧНЫЕ СТАНКИ

ХОЛОДНОВЫСАДОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ
Оборудование для высадки болтов DIN 931
| Наименование | RBF10B3SL | RBF13B3SL | RBF17B3SL | RBF19B3SL | RBF24B3SL | |
DIN 931 | М6×30 | М8×35 | М10×40 | М12×45 | М14×50 | М16×55 |
| М6×35 | М8×40 | М10×45 | М12×50 | М14×55 | М16×60 | |
| М6×40 | М8×45 | М10×50 | М12×55 | М14×60 | М16×65 | |
| М6×45 | М8×50 | М10×55 | М12×60 | М14×65 | М16×70 | |
| М6×50 | М8×55 | М10×60 | М12×65 | М14×70 | М16×75 | |
| М6×55 | М8×60 | М10×65 | М12×70 | М14×75 | М16×80 | |
| М6×60 | М8×65 | М10×70 | М12×75 | М14×80 | М16×90 | |
| М8×70 | М10×75 | М12×80 | М14×90 | М16×100 | ||
| М8×75 | М10×80 | М12×90 | М14×100 | М16×110 | ||
| М8×80 | М10×85 | М12×100 | М14×110 | М16×120 | ||
| М10×90 | М12×110 | М14×120 | М16×130 | |||
| М10×100 | М12×120 | М14×130 | М16×140 | |||
| М14×140 | ||||||
| Спецификация оборудования | ||||||
Оборудование для высадки болтов DIN 933
| Наименование | RBF10B3S | RBF13B3S | RBF17B3S | RBF19B3S | RBF24B3S | |
DIN 933
| М6×12 | М8×16 | М10×20 | М12×25 | М14×30 | М16×35 |
| М6×16 | М8×20 | М10×25 | М12×30 | М14×35 | М16×40 | |
| М6×20 | М8×25 | М10×30 | М12×35 | М14×40 | М16×45 | |
| М6×25 | М8×30 | М10×35 | М12×40 | М14×45 | М16×50 | |
| М6×30 | М8×35 | М10×40 | М12×45 | М14×50 | М16×55 | |
| М8×40 | М10×45 | М12×50 | М14×55 | М16×60 | ||
| М8×45 | М10×50 | М12×55 | М14×60 | |||
| М8×50 | М10×55 | М12×60 | ||||
| М8×55 | М10×60 | |||||
| М8×60 | ||||||
| Спецификация оборудования | ||||||
Оборудование для высадки болтов DIN 6921
| Наименование | RBF10B4SL | RBF13B4SL | RBF17B4SL | RBF19B4SL | RBF24B4SL | |
DIN 6921
| М6х12 | М8х16 | М10х20 | М12х25 | М14х30 | М16х35 |
| М6х16 | М8х20 | М10х25 | М12х30 | М14х35 | М16х40 | |
| М6х20 | М8х25 | М10х30 | М12х35 | М14х40 | М16х45 | |
| М6х25 | М8х30 | М10х35 | М12х40 | М14х45 | М16х50 | |
| М6х30 | М8х35 | М10х40 | М12х45 | М14х50 | М16х55 | |
| М6х35 | М8х40 | М10х45 | М12х50 | М14х55 | М16х60 | |
| М6х40 | М8х45 | М10х50 | М12х55 | М14х60 | М16х65 | |
| М6х45 | М8х50 | М10х55 | М12х60 | М14х65 | М16х70 | |
| М6х50 | М8х60 | М10х60 | М12х65 | М14х70 | М16х75 | |
| М6х55 | М8х70 | М10х65 | М12х70 | М14х75 | М16х80 | |
| М6х60 | М8х75 | М10х70 | М12х75 | М14х80 | М16х90 | |
| М8х80 | М10х75 | М12х80 | М14х90 | М16х100 | ||
| М10х80 | М12х90 | М14х100 | М16х110 | |||
| М10х90 | М12х100 | М14х110 | М16х120 | |||
| М10х100 | М12х110 | М14х120 | М16х130 | |||
| М12х120 | М14х130 | М16х140 | ||||
| М14х140 | ||||||
| Спецификация оборудования | ||||||
Оборудование для высадки болтов
ОСОБЕННОСТИ КОМПЛЕКТАЦИИ ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ


Стандартная комплектация холодновысадочного оборудования для производства болтов и гаек
| Полное наименование компонентов оборудования | Кол-во, ед./спецификация |
|---|---|
| Двигатель (4/6 полюсов) переменного тока с коробкой передач на 6 скоростей или двигатель переменного тока (6 полюсов) с инвертором. | 1 шт. |
| Электрический шкаф управления с PLC (Программируемый Логический Контроллер), пр-ва Mitsubishi, Япония | 1 шт. |
| Тормозная система дисковая пневматическая | 1 шт. |
| Размотчик проволоки | 1 шт. |
| Модель-S | стандартный поворотный стенд |
| Модель-B | стандартный поворотный стенд с правильным механизмом проволоки |
| Модель-A | горизонтальный гидравлический размотчик |
| Модель-D | горизонтальный гидравлический размотчик |
| Модель-P | горизонтальный гидравлический размотчик |
| Модель-T | горизонтальный гидравлический размотчик |
| Бак с охлаждающим маслом | 1 шт. |
| Система очистки от масляного тумана | 1 шт. |
| Поворотный 180° передаточный механизм | 1 шт. |
| Запасные части | стандартные |
| Рабочая платформа | 1 шт. |
| Руководство по эксплуатации с чертежами запасных частей, электрических схем и фундамента оборудования | 1 шт. |
Система обнаружения неисправностей
| |
Почему многие партнеры из разных стран мира выбирают наше оборудование?
Оборудование для высадки болтов холодным способом Тайвань Метиз Альянс уже на протяжении 20 лет поставляется и используется на крупнейших заводах мира, продукция которых поставляется для многих компаний-продавцов метизов и крепежа, для компаний автомобильной промышленности, таких как Toyota, Honda, компаниям аэрокосмической индустрии, а также многим другим компаниям-производителям крепежа. Оборудование имеет специальный сертификат на литую и цельную станину и это всегда особенность, стабильность в качестве (вибрация) и долговечности.
Преимущества Тайвань Метиз Альянс заключается в том, что наше оборудование для производства болтов имеет лучшие показатели по соотношению цены к качеству. Наши покупатели уже давно проверили и убедились на личном опыте, что качество оборудования Тайвань Метиз Альянс является топ классом.
Также, стоить отметить, что цены предлагаемые тайванскими производителями, являются намного ниже цен предлагаемых американскими, европейскими, японскими производителями. На мировом рынке крепежа Тайвань Метиз Альянс зарекомендовал себя как самый надежный поставщик оборудования для производства болтов, цена которого является конкурентоспособной и быстро окупаемой. География наших поставок насчитывает около 35 страх по всему миру, включая такие страны как: США, Япония, Германия, Италия, Франция, Россия, Беларусь, Китай, Индия, Малайзия, Таиланд и многие другие.
Особенности холодновысадочного оборудования

Валки обеспечивают подачу заготовки для высадки болтов малых размеров

Маховичок ручного управления обеспечивает настройку длины К.О
Механизм для вытаскивания оправки может быть установлен по требованию Заказчика

Моторизированный правильный механизм обеспечивает стабильный процесс правления катанки (диаметром более Ø18 мм)

Рама обеспечивает абсолютную стабильность и прямолинейный поступательный процесс высадки. Изготовлена из чугуна с шаровидным графитом марки JIS FCD 55, что обеспечивает её долговечность. Держатели матрицы изготовлены из легированной стали класса FCD 70, расположены параллельно друг к другу и могут быть отрегулированы независимо друг от друга.

Пневматический тип подачи заготовки SACMA обеспечивает высокоскоростной и стабильный процесс высадки.

Механизм отключения питания с системой S-CAM управляется коленчатым валом в горизонтальной плоскости.

Передающие собачки обеспечивают надежный захват заготовки
Остановка оборудования для холодной высадки болтов происходит автоматически в случае:
- неисправности,
- необходимости очистки заготовки.

Пневматическое сцепление и тормозная система поддерживают маховое колесо в состоянии крутящегося момента.
Тайвань Метиз Альянс поставляет оборудование с 2-мя, 3-мя, 4-мя, 5-ю, 6-ю, 7-ю позиционными ковочными станциями для производства болтов различной формы, диаметра и длины. Оборудование поддерживает три режима подачи заготовки болтов, включая пружинный, синхронный и пневматический режим подачи, оснащено пневматическим сцеплением и тормозом, изменение скорости контролируется инвертором.
Оборудование производит болты диаметром М3, M4, M5, M6, M8, M10, M12, M16, M20, M22, M24, M27, M30, длиной до 355 мм.
Данная продукция производится на оборудовании с 2-мя, 3-мя, 4-мя позиционными ковочными станциями
- Диаметр болтов: М4-М30
- Длина болтов: 10 мм — 300 мм
Данная продукция производится на оборудовании серии RBF с 4-мя, 5-ю, 6-ю, 7-ю позиционными ковочными станциями
- Диаметр болтов: М3-М30
- Длина болтов: 8 мм — 360 мм

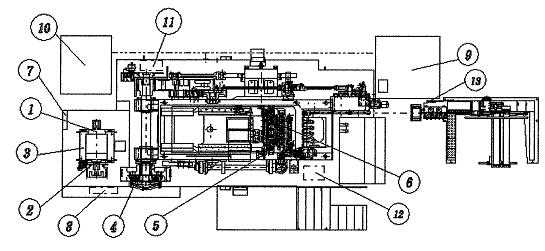
Внешний вид оборудования
ТЕХНИЧЕСКИЕ ОСОБЕННОСТИ ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ ХОЛОДНЫМ СПОСОБОМ

СМАЗКА И ОХЛАЖДЕНИЕ
- Для смазки и охлаждения используется одно и то же масло.
- Убедитесь,что все точки,подлежащие смазке,такие,как шестерни, подшипники и т.д., покрыты смазкой, и что все трубы подачи масла функционируют.
- Ниже приведена спецификация смазочного и охлаждающего масел:
| Класс | SM-7 | SM-8 |
|---|---|---|
| Вязкость, Kin: cSt @ 40℃/100℃ | 140 (14.6) | 162 (15.9) |
| Вязкость, SUS: Sec @ 100℉/210℉ | 720 (77) | 892.5 (85.5) |
| Точка возгорания (℃/℉) | 230 (446) | 240 (465) |
| Общее содержание серы (wt%) | 2.1 | 3.1 |
| Содержание активной серы (wt%) | 1.3 | 1.5 |
| Хлор (wt%) | 0.2 | 0.3 |
| Жирные масла (wt%) | 7 | 8 |
| Коррозия меди / 3 ч / 212℉ | Черный | Черный |
| Цвет / Astm | 8 | 8 |
Масло класса SM-7 применяется для ковки болтов и гаек, и нанесения резьбы на гайках, произведенных из углеродистой стали. Масло класса SM-8 применяется для ковки болтов и гаек, и нанесения резьбы на гайках, произведенных из нержавеющей стали. Разрешается использовать масла других марок с аналогичным или приближенным составом и характеристиками.
Дополнительная информация по смазке
(Модель станка: RBF)| П. | № мест | Название узла | Поставщик масла | Тип масла | Период | Объём |
|---|---|---|---|---|---|---|
| 01 | 1 | Основной двигатель | CALTEX | Multifak #2 | 2000 часов | 70 г. |
| 02 | 1 | Основной двигатель | CALTEX | Multifak #2 | 2000 часов | 30 г. |
| 03 | 2 | Один вал редукционного механизма | FAG | L135V | 3 месяца | 100 г. |
| 04 | 1 | Ступица махового колеса | CALTEX | Cup Grease#2 | 1 месяц | 400 г. |
| 05 | 1 | Тяга переноса | CALTEX | Cup Grease#2 | 1 месяц | 5 г. |
| 06 | 4 | Захваты открытые/закрытые переноса | CALTEX | Cup Grease#2 | 1 месяц | 5 г. |
| 07 | 1 | Узел обслуживания (узел трех точек) | ESSO | Nuto A68 | 3 месяца | 0,09 л. |
| 08 | 1 | Узел обслуживания (узел трех точек) | ESSO | Nuto A68 | 3 месяца | 0,2 л. |
| 09 | 1 | Бак для СОЖ | CALTEX | Sultex F | 3 месяца | 1300 л. |
| 10 | 1 | Бак для смазки | CALTEX | Sultex F | 3 месяца | 1000 л. |
| 11 | 1 | Тормозной блок | CALTEX | Nuto A68 | 3 месяца | 2 л. |
| 12 | 1 | Гидроустройство | CALTEX | Nuto A68 | 3 месяца | 2 л. |
| 13 | 1 | Гидроустройство (для горизонтального проволочного стенда) | CALTEX | Nuto A68 | 3 месяца | 2 л. |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКОВ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ
| Модель | Спецификация изделий |
|---|---|
| RBF Series 2-Die 2 Blow Bolt Former 2Пх2У |
|
| RBF Series 3-Die 3 Blow Bolt Former 3Пх3У |
|
| RBF Series 4-Die 4 Blow Bolt Former 4Пх4У |
|
| RBF Series Multi-Station Bolt Former 5П, 6П, 7П |
|
Примечание: П- кол-во позиционных ковочных станций, У- кол-во ударов
www.metiz.com.tw