Станок для производства в домашних условиях: Домашнее мини производство домашние станки для производства
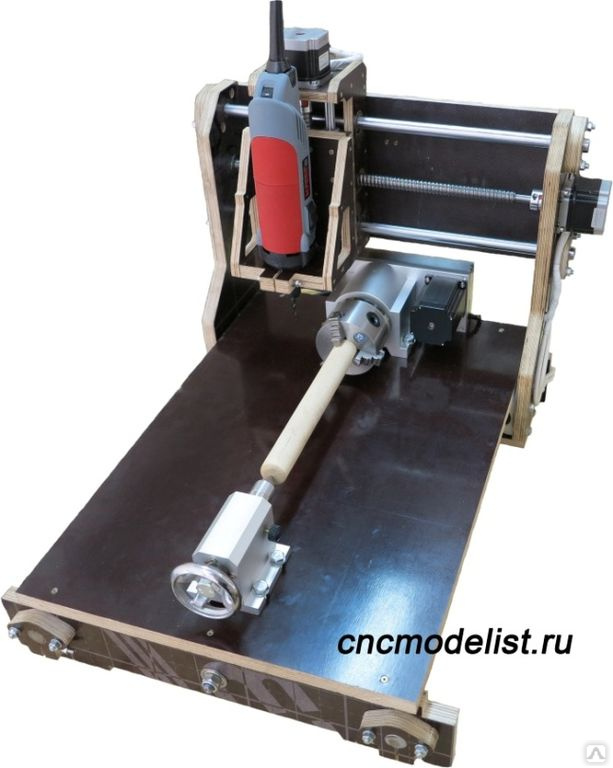
фото самодельного станка для производства
Вагонка является отличным отделочным материалом, обладающим множеством неоспоримых достоинств. Одно из таких преимуществ – это доступность ввиду низкой стоимости. Поэтому данный материал распространен очень широко. Помимо этого, вагонка из древесины представляет собой экологически чистую продукцию, которая имеет полезные свойства, способные окружить человека природными условиями за счет своей натуральности.
Производство вагонки
Если же вы являетесь профессиональным мастером, то можете изготовить деревянную вагонку в домашних условиях. Для этого вам нужно будет либо приобрести готовое устройство, либо соорудить станок своими руками. Благодаря этому вы сможете не только сэкономить довольно приличную сумму на покупке стройматериала, но и получить дополнительный доход.
Зачем затевать изготовление стройматериалов дома?
Перед тем, как совершить покупку станка, следует понять причины, по которым он необходим и необходим ли вообще.
Четырехсторонний станок
Зачем покупать станок для производства вагонки:
- Низкая себестоимость готового материала. Главным мотивом является явная экономия денежных средств, поскольку обрезная доска имеет намного меньшую стоимость, чем готовое изделие.
- Получение дополнительного дохода. Вы можете производить материал как для собственных нужд, так и на продажу. В данном случае потраченные средства возвратятся к вам быстрее.
- Возможность контролировать процесс, как происходит изготовление вагонки своими руками, и качество продукта, получаемого на выходе. Эта причина является наиболее важной в том случае, если вы запланировали строительство собственного дома, и вам необходим материал, который будет отвечать всем существующим требованиям.
- Наличие дополнительных возможностей. Большая часть оборудования, предназначенного для производства вагонки, позволяет изготавливать и плинтусы с наличниками, а также брус и многие другие строительные материалы из древесины.


Станки для вагонки: принцип функционирования
Что касается типичного станка, то он представлен в виде оборудования, обрабатывающего сырье из древесины определенной ширины одновременно со всех четырех сторон. Устройство шлифует нижнюю и верхнюю части заготовки, при этом образуются соответствующие профили на ее боковых сторонах. Это может быть, как паз, так и шип – все зависит от того, какую конфигурацию вагонки выберет мастер. На фото вы можете увидеть, как выглядят оба вида профилей.
Фрезы для станка
В процессе формирования отделочного материала на предприятиях по ее производству станки обычно крепятся достаточно жестко, но в нашем случае устройство может быть использовано как переносное, так как оно будет иметь небольшие размеры и вес. Такое оборудование с легкостью можно поставить как в сарае, так и в гараже, поскольку при необходимости оно может складываться или выдвигаться.
Главные детали станка для изготовления вагонки своими руками представлены следующими элементами:
- узел, предназначенный для подачи сырья на обработку;
- узел, где находятся фрезы со строгальными элементами.

Первая деталь является очень важной, так как если точность ее работы и предполагаемое качество изготовления будут иметь низкий уровень, вы не сможете получить идеально параллельные плоскости вашего изделия. Для второго элемента главной характеристикой является скорость вращения заготовок. Если вы хотите получить качественную отделку, своими руками изготовленную, то должны приобрести оборудование, имеющее скорость вращения примерно в 4500 или 5000 оборотов в одну минуту. Именно такой показатель имеют станки на крупных предприятиях.
Виды вагонки
Необходимо остановить внимание на таком важном моменте, как фрезы. Данные элементы должны обладать высоким качеством и иметь соответствующую защиту, поскольку это обеспечит безопасность при выпуске самодельной вагонки. Кроме этого, благодаря данному свойству станка при работе на нем будет ощущаться максимальный комфорт.
Как выбрать станок для изготовления самодельной вагонки?
Перед тем как совершить такую покупку, как станок для вагонки, следует сначала решить, какой тип устройства и производительность вам необходимы. Если вы планируете осуществлять четырехстороннюю обработку сырья, имеющего небольшую толщину, то вам следует использовать оборудование с невысокими показателями скорости подачи древесины и производительности изделий. Данный вид станка – это оптимальное решение для изготовления вагонки в домашних условиях. Главными преимуществами такого оборудования является его относительно невысокая стоимость, но в то же время выпуск необходимого объема продукции.
Если вы планируете осуществлять четырехстороннюю обработку сырья, имеющего небольшую толщину, то вам следует использовать оборудование с невысокими показателями скорости подачи древесины и производительности изделий. Данный вид станка – это оптимальное решение для изготовления вагонки в домашних условиях. Главными преимуществами такого оборудования является его относительно невысокая стоимость, но в то же время выпуск необходимого объема продукции.
В том случае, если вы собираетесь развернуть более масштабное производство, то для данной цели вам потребуется станок, имеющий достаточно высокую скорость обработки заготовок. Такое устройство обойдется вам гораздо дороже, поэтому не стоит его приобретать тогда, когда производство самодельной вагонки запланировано в небольших количествах и только для собственных нужд.
Главным моментом в процессе выбора станка для выпуска этого строительного материала в домашних условиях также является уровень цен на составляющие оборудования, а именно на фрезы.
 Стоимость данной детали устройства будет зависеть от ее разновидности и применения. Статья расходов по фрезам обычно является основным элементом в общей сумме затрат совершения покупки станка для изготовления вагонки своими руками.
Стоимость данной детали устройства будет зависеть от ее разновидности и применения. Статья расходов по фрезам обычно является основным элементом в общей сумме затрат совершения покупки станка для изготовления вагонки своими руками.Помимо первых двух видов данного оборудования, можно встретить и так называемые «кустарные» устройства, которые также предназначены для выпуска (как показано на фото). В этом случае вы должны провести тщательный анализ устройства, поскольку очень часто можно столкнуться с совсем непригодными самодельными станками. Но бывает и так, что данный вид оборудования является вполне работоспособным и готов давать высокие результаты.
Какую древесину лучше выбрать?
При желании получить отличный строительный материал нужно тщательно подойти к вопросу выбора сырья. В данном случае вы не можете использовать первую попавшуюся древесину. Оптимальный вариант в таком случае представлен доской, которая была предварительно распилена из той части ствола, которая находится ниже.
Заготовка должна иметь соответствующий уровень влажности (примерно от 12 и до 16%). Саму древесину вы можете применить как от дуба, так и от кедра или же обычной сосны. Важным условием в случае с использованием лиственницы или дуба является то, что установленные на оборудовании фрезы должны обладать такими характеристиками, как высокая твердость и острота.
Если вы планируете начать выпуск вагонки собственными силами в домашних условиях, то эти советы должны вам пригодиться. Чтобы получать только качественные изделия, всегда обращайте особое внимание на характеристики каждой модели при выборе станка для производства данного строительного материала, и тогда приобретенное оборудование не разочарует вас и будет иметь высокую эффективность.
Смотрите также:
Станки для малого бизнеса в домашних условиях
Сегодня существует масса вариантов для начала своего дела. При этом практически каждый из них предполагает покупку того или иного оборудования. Рассмотрим самые популярные станки для малого бизнеса, которые можно использовать и в домашних условиях.
При этом практически каждый из них предполагает покупку того или иного оборудования. Рассмотрим самые популярные станки для малого бизнеса, которые можно использовать и в домашних условиях.
Домашняя мельница. Такое оборудование используется для производства муки различных сортов. Главное – ознакомиться с технологией производства. Вы можете самостоятельно собрать мельницу, используя недорогое оборудование.
Бизнес-идея по производству муки выглядит привлекательно, если вы будете реализовывать такую продукцию в розницу.
Зерновой мини элеватор. Продукты питания всегда пользовались спросом. Зерно также относится к одному из самых значимых продовольственных товаров. Но чтобы заработать в этом бизнесе, Понадобится зерновой мини элеватор. Купить его недорого можно, если речь идет о модели с удешевленной технологией хранения зерна.
Вязальная машина. Если вы решили связать свой бизнес с вязанием, то лучше всего купить этот станок, т. к. вручную у вас уйдет довольно много времени на создание изделий handmade. Недорогая вязальная машина и компьютер позволят легко организовать домашнюю фабрику по производству вязаных изделий. Конечно, такое оборудование будет иметь меньшую производительность, нежели промышленное. Но если продавать в розницу, то можно вполне неплохо заработать.
к. вручную у вас уйдет довольно много времени на создание изделий handmade. Недорогая вязальная машина и компьютер позволят легко организовать домашнюю фабрику по производству вязаных изделий. Конечно, такое оборудование будет иметь меньшую производительность, нежели промышленное. Но если продавать в розницу, то можно вполне неплохо заработать.
Тепловизор. Данный станок используется для тепловизорного обследования жилых домов и административных зданий. Он представляет собой недорогую инфракрасную камеру, которая оказывает различные услуги в области энергосбережения. Тепловизор позволяет определить те или иные болезни, сканируя стены, крыши, пол, отражая внутреннее состояние здания. Главная задача у этого станка – найти места, где происходит потеря тепла.
Устройство для производства варенья, джема, конфитюра. Для того, чтобы производить эти сладости дом, понадобится недорогое и простое в использовании оборудование. Этот бизнес довольно привлекателен тем, что предполагает достаточно небольшую сумму на покупку агрегата. Главное – ваше желание творить и создавать вкусные продукты!
Главное – ваше желание творить и создавать вкусные продукты!
Станок для производства профнастила. Домашний станок для производства профнастила отличается от промышленных агрегатов в первую очередь производительностью. Однако за счет низкой стоимости у вас будет возможность быстро начать бизнес и в течение короткого времени выйти на точку безубыточности. При этом домашний станок никак не влияет на качество.
Мини пекарня. Вы можете легко организовать бизнес по производству хлебобулочных и кондитерских изделий с помощью мини-пекарни на колесах. Инвестиции не превышают 6000 долларов США, а себестоимость булочек в разы меньше их рыночной цены.
Оборудование для производства макарон. Для такого бизнеса понадобится купить машину по изготовлению макарон. Такой станок замешивает тесто и формирует из них макароны.
Оборудование для производства изделий из пластмассы в домашних условиях
Для изготовления изделий из пластмассы применяются готовые линии в технологии или же отдельные профессиональные станки. Для производства пластмассы в домашних условиях применяется специальная технология и формы.
Для производства пластмассы в домашних условиях применяется специальная технология и формы.
Профессиональное производство пластика: двухшнековый экструдер
Профессиональное оборудование для производства изделий из пластмассы – это большой ряд станков, посредством которых изготовляют крупные рукавные пленки, пластмассовые профили окон, трубы из пластика, полимерный лист и шифер.
Плоскощелевое устройство включает следующие составляющие:
- экструдер с фильтрационной системой;
- пневматические нагрузчики;
- головка для раздувания с охлаждающим устройством;
- механизм на основе калибровки;
- модуль плоской укладки;
- штанги для поворота горизонтального направления;
- намотчик;
- тянущее приспособление.
Основу станка составляет экструдер. Все дополнительные составляющие лишь дополняют устройство. Принцип работы прибора основан на автоматике, управляемой заданной программой.
Устройства для производства пластмассы под давлением
Такое оборудование для производства изделий из пластмассы предполагает заливку готовой массы в специальные формы, где она подвергается охлаждению. В результате получается готовое штучное изделие. Большинство элементов из пластика произведено именно на таких станках. Технология дает возможность создавать сложные формы, соответствующие нужным размерам, многоцветные детали, гибридные, на вспененной основе и другие. Литьевая машина рассчитана на производство различных видов пластмасс.
В результате получается готовое штучное изделие. Большинство элементов из пластика произведено именно на таких станках. Технология дает возможность создавать сложные формы, соответствующие нужным размерам, многоцветные детали, гибридные, на вспененной основе и другие. Литьевая машина рассчитана на производство различных видов пластмасс.
Такое приспособление используется и как оборудование для производства теплоизоляционных изделий из пластмасс.
В конструкцию станка входят:
- модуль для подготовки сырья;
- модуль, регулирующий закрывание и открывание форм;
- привод;
- автоматизированный управляющий блок.
Такое устройство обладает высокой стоимостью и содержит множество современных решений.
Машины на выдувной основе
Это оборудование для производства изделий из пластмассы, пластика применяется для изготовления полых емкостей с тонкими стенками. К примеру, производят канистры, бочки, бутылки до 5 тысяч литров.
Выдувное приспособление осуществляет подогрев материала и придает ему форму посредством выдувания. Зачастую подобный прием комбинируется с литьем под давлением в станке с совмещенной конфигурацией. Таким способом изготавливают ПЭТ-тару.
Экструдированные выдувные приспособления
Это оборудование для производства изделий из пластмассы, а также резины осуществляет синтез выдувания и экструзии. Оно может производить больший ассортимент изделий, нежели выдувные приспособления: баки для топлива, бамперы, поддоны, сиденья, бочки, ведра, игрушки, бутылки для томата и молока, флаконы для косметики. Все процессы подвергаются тщательному контролю посредством микропроцессора.
Оборудование для производства изделий из пластмассы и резины подразделяется в зависимости:
- от конфигурации головок;
- от количества постов.
Комплектация устройства
Оборудование для производства пластмассовых изделий включает:
- Экструдер, посредством которого пластмасса превращается в однородную массу мягкой консистенции.
- Экструзионную головку, расположенную на выходе из аппарата. Через нее проходит масса. Головка бывает разной конструкции (одноручьевая или же многоручьевая, угловая или прямоточная).
- Массу, которая проходит через головку экструдера и является основой для формирования рукава или же трубной заготовки.
- Выдувную часть – главный узел устройства. Сюда поступает сжатый воздух сквозь иглу, ниппель или же дорн. Форма подводится и смыкается. Заготовка подвергается охлаждению, после чего форму раскрывают и вынимают готовое изделие. Здесь же подвергается прочистке сварной шов.
- Комплектацию экструзионно-выдувного устройства дополняет компрессор и охладитель.

Термоформовочные агрегаты
Подобное оборудование для производства изделий из пластмассы предназначено для получения продукции на основе пленки, подача которой осуществляется в беспрерывном режиме. Толщина и консистенция материала может разниться. При помощи этого аппарата получаются такие изделия, как одноразовые контейнеры, стаканы на основе бумаги или же пластика.
Принцип работы приспособления
Материал подвергается нагреванию до 140 Сº, из рулона производится выдувание изделия. Обычно при изготовлении применяется пленка, толщина которой составляет 100 микрометров.
По типу подобные станки подразделяются на ленточные, ротационные, револьверные, однопозиционные и многопозиционные. Агрегаты револьверного и ротационного типа применяются для формовки. Процесс протекает в автоматическом режиме, ручным способом или же на основе полуавтоматики.
Дополнительные устройства
Помимо основных агрегатов, в процессе изготовления изделий их пластмассы применяются устройства, которые значительно облегчают работу:
- сушильные приспособления;
- погрузчики;
- смесители;
- приборы для дробления;
- конвейеры;
- устройства для сбора облоя.
Мини приспособления для производства пластмассы
Мини оборудование для производства изделий из пластмассы используется для получения продукта небольшими партиями. Как правило, употребляются одноместные или же многоместные формы. Вес такого устройства составляет 15 кг. Он с легкостью помещается на столе крепкой конструкции. Потому такой прибор и получил название настольный. К некоторым агрегатам прилагается свой небольшой столик.
Как правило, употребляются одноместные или же многоместные формы. Вес такого устройства составляет 15 кг. Он с легкостью помещается на столе крепкой конструкции. Потому такой прибор и получил название настольный. К некоторым агрегатам прилагается свой небольшой столик.
Большей компактностью отличаются модели с приводом на электрической основе и автоматизированным модулем смыкания. Такие мелкие станки применяются для получения экспериментальных деталей для нового оборудования.
Полуфабрикаты из пластмассы своими руками
Лом из пластика можно найти везде. Дома постоянно собираются старые ненужные вещи из пластмассы. На улице много бутылок и упаковок. У тех людей, которые любят творить что-то своими руками, может появиться идея использовать все это для производства изделий из пластмассы в домашних условиях, подвергнуть остатки измельчению и переплавке.
Но начинающему мастеру прибегать к таким действиям не рекомендуется, так как каждый вид пластика обладает своими характеристиками, и температура плавления для них требуется разная. Помимо этого, обычно на фабриках и заводах детали отливаются посредством специализированных установок, в которых поддерживается мощное давление.
Помимо этого, обычно на фабриках и заводах детали отливаются посредством специализированных установок, в которых поддерживается мощное давление.
Даже если вы соберете кусочки пластмассы и подвергнете их измельчению и плавке, то появятся пузырьки. Лучшим советом будет приобрести в магазине стройматериалов пластмассу в жидком виде, которая послужит для изготовления деталей, которые по качеству ничем не уступают заводским. Заменой пластику может послужить и резина.
Также вам придется приобрести:
- силикон;
- большую емкость;
- литол.
Если вы решили произвести что-то из пластмассы, то проводите работу в помещении закрытого типа. Пары от пластика обладают токсичностью.
Изготавливаем форму
Оборудование для производства пластмассовых изделий в домашних условиях включает мастер-модель, основу которой может составлять все что угодно.
Вам подойдут:
- пластилин;
- гипс;
- дерево;
- бумага и иные материалы.

Модель детали, которая подлежит отливке, надо обмазать литолом или же другим смазочным материалом. После этого сделайте форму. Большой популярностью пользуются силиконовые. Тут все ясно, так как работать с таким материалом очень просто и удобно.
Немаловажные нюансы
- Силикон бывает двух видов: для заливки и обмазки.
- Каждый вид обладает своим коэффициентом удлинения и степенью вязкости. Что касается первого показателя, то для изготовления пластика применим силикон с показателем до 200%.
Обращаем внимание на вязкость материала
Следует обратить внимание на показатель вязкости материала. Чем она ниже, тем точнее получается форма.
Этот момент особенно важен, если вы работаете с таким материалом, как заливочный силикон. Также берите в учет продолжительность полимеризации. Если вы пользуетесь заливочным силиконом, то мастер-модель следует поместить в опоку (ее основу может составлять сталь или же бронза), а затем залить силиконом.
Обмазочный материал с осторожностью наносится кисточкой. При этом учитываются все неровности. Силикону нужно дать остыть, после чего извлекается мастер-модель.
Опока – это емкость из металла. Она должна быть немногим больше мастер-модели.
Литье детали
Этот процесс находится в прямой зависимости от основы производства детали. Смолы на полиэфирной основе и пластмассы жидкой консистенции привлекательны тем, что расплавлению они не подвергаются. Их различие состоит в показателе коэффициента вязкости и времени жизни.
Пошаговая инструкция
- Берется форма для литья и тщательно очищается. Она не должна быть влажной или же загрязненной. Все остаточные материалы, оставшиеся после предварительных работ, удаляются.
- В случае необходимости можно поменять цвет состава. С этой целью добавляется капелька краски, но она не должна быть на водной основе (краска несовместима с жидкой пластмассой).
- Необходимость в дегазации отсутствует. Литье пластика дома с самого начала предусматривает непродолжительность жизни вещества. Пузырьки небольших по размеру изделий выводятся вручную после заливки.
- Все компоненты тщательно перемешиваются и заливаются в шаблон медленно тоненькой струйкой. Заливку надо продолжать до тех пор, пока смесью не будет заполнен весь объем и некоторая доля канала для отливки. После прохождения процедуры дегазации, объем материала уменьшится и станет требуемым.
- Для получения высококачественной модели из пластика подвергните шаблон постепенному охлаждению. Четко соблюдайте все инструкции.
 Литье пластика дома с самого начала предусматривает непродолжительность жизни вещества. Пузырьки небольших по размеру изделий выводятся вручную после заливки.
Литье пластика дома с самого начала предусматривает непродолжительность жизни вещества. Пузырьки небольших по размеру изделий выводятся вручную после заливки.Оборудование для производства пеноблоков в домашних условиях: сборка своими руками, цены
Продукция из пенобетонной смеси считается одной из наиболее простых в изготовлении. В составе только дешевые компоненты, технология не отличается сложностью, из оборудования потребуется несколько не самых дорогих агрегатов. Немного сноровки и вложений – и можно своими руками производить пеноблоки в домашних условиях без ограничений в количестве.
Оглавление:
- Характеристики пеноблока
- Самостоятельная сборка оборудования
- Цена разных моделей
- Мини-заводы и конвейерные линии
Что такое пеноблок?
В зависимости от пропорции компонентов пеноблок бывает:
- Конструкционным – это материал для возведения несущих стен, опорных сооружений. Присваивается марка прочности D1000-D1200.
- Конструкционно-теплоизоляционным – это так называемый перегородочный пеноблок. Маркируется D500-D900.
- Теплоизоляционным – самые легкие изделия, используемые для утепления наружных стен. Индекс прочности – D300-D500.
Технология изготовления ячеистого бетона несложная и требует минимум оборудования. Производство осуществляется двумя способами:
1. Неавтоклавный. Особенность в том, что после замешивания пенобетон разливается по небольшим кассетным формам (разборным или монолитным), а просушка ведется естественным путем, то есть блок застывает в течение 28-35 суток. Несмотря на существенные затраты времени и сил, полученная продукция чаще всего характеризуется невысоким качеством, может трескаться и расслаиваться. Этот метод используется только в том случае, если производство пеноблоков осуществляется своими силами, в домашних условиях.
Несмотря на существенные затраты времени и сил, полученная продукция чаще всего характеризуется невысоким качеством, может трескаться и расслаиваться. Этот метод используется только в том случае, если производство пеноблоков осуществляется своими силами, в домашних условиях.
2. Автоклавный. Пенобетон разливается по формам, отверждается через несколько часов. После небольшого технологического перерыва мягкие полуфабрикаты извлекаются, нарезаются и помещаются в автоклав – устройство, которое проводит тепловлажностную обработку изделий в течение 12 часов. В агрегате поддерживается температура +190 °С и давление пара 12 атмосфер, благодаря чему блок набирает требуемую прочность. Такое оборудование позволяет фабрике производить готовую к применению продукцию за неполные сутки.
Изготовление пеноблоков в заводских или домашних условиях требует наличия специальных агрегатов. В первом случае нужно будет приобрести целый комплекс, состоящий из 4-5 ключевых узлов. Экономия нежелательна, так как это сказывается на производительности и качестве готовой продукции. А во втором любое из устройств можно купить новое или б/у. Либо поступить еще проще – взять в аренду. Подробнее об этом читайте в обзоре ниже.
А во втором любое из устройств можно купить новое или б/у. Либо поступить еще проще – взять в аренду. Подробнее об этом читайте в обзоре ниже.
Самостоятельное изготовление
Если вы задумали сделать пенобетон самостоятельно, вам потребуется следующая техника:
1. Бетоносмеситель или установка для производства ячеистого бетона. Последняя представляет собой комплексное оборудование, включающее баросмеситель, и переходник на пожарный рукав, через который раствор разливается по формам. От степени однородности зависит, будет ли расслаиваться пеноблок или нет.
2. Компрессор, отвечающий подачу сжатого воздуха в пеногенераторный агрегат, а также в смеситель для выдавливания готового состава по рукаву в формы.
3. Мобильный пеногенератор, обеспечивающий производство мелкопористой пены из смеси основных компонентов (вода, воздух и пенообразующий реагент).
Помимо этого потребуется еще кассетная блок-форма из металла или сделанная своими руками из фанеры, ДСП, ОСП или просто обрезной доски. Оборудование для пенобетона должно использоваться в едином комплексе: в установку загружаются ингредиенты, перемешиваются, активируется пеногенератор с компрессором и через некоторое время готовая смесь разливается по формам. Металлические, как правило, разборные, поэтому извлечь пеноблок дома можно без проблем. А вот контейнеры из фанеры и других материалов, изготовленные в домашних условиях, изнутри лучше выстилать полиэтиленовой пленкой.
Оборудование для пенобетона должно использоваться в едином комплексе: в установку загружаются ингредиенты, перемешиваются, активируется пеногенератор с компрессором и через некоторое время готовая смесь разливается по формам. Металлические, как правило, разборные, поэтому извлечь пеноблок дома можно без проблем. А вот контейнеры из фанеры и других материалов, изготовленные в домашних условиях, изнутри лучше выстилать полиэтиленовой пленкой.
Стоимость новых агрегатов
Поскольку технология унифицирована, на рынке можно приобрести как российское, так и зарубежное оборудование. Стоимость новых устройств в Москве приведена в таблице ниже.
| Наименование | Производство и модель | Характеристики | Цена, рубли |
| Установка для производства пеноблоков | Строймех (Россия) БАС 130 | Производительность: 1 м3/час Мощность: 3 кВт Масса: 140 кг Объем барабана: 130 литров | 65 000 |
| GR-tec (Россия) Грифон ПБС 250 | Производительность: 1,5 м3/час Мощность: 2,2 кВт Масса: 150 кг Объем барабана: 250 литров | 85 000 | |
| ЛЗСОМ (Россия) Лебедянь УПБ-300 | Производительность: 1,32 м3/час Мощность: 12,2 кВт Масса: 870 кг Объем барабана: 330 литров | 200 000 | |
| Пеногенератор для пенобетона | Метем (Россия) ПГ-8 | Производительность: 300 л/мин Объем ресивера: 50 л Давление в системе: 3-6 атмосфер Вес: 30 кг | 18 000 |
| Метем (Россия) ПГ-АВ | Производительность: 600 л/мин Объем ресивера: 80 л Давление в системе: 3-6 атмосфер Вес: 20 кг | 34 000 | |
| НСТ (Россия) ПЕНА ПГМ | Производительность: 300-600 л/мин Объем ресивера: 80 л Давление в системе: 3-6 атмосфер Вес: 25 кг | 78 000 | |
| Компрессор | FUBAG (Китай) VCF/100 CM3 | Производительность: 440 л/мин Объем ресивера: 100 л Напряжение: 220 В Мощность: 2,2 кВт Рабочее давление: 10 атмосфер | 36 000 |
| Ремеза (РБ) СБ-4/С-100 LB 30А | Производительность: 420 л/мин Объем ресивера: 100 л Напряжение: 380/220 В Мощность: 2,2 кВт Рабочее давление: 10 атмосфер | 37 000 | |
| ABAC (Италия) А39/90 СМ3 | Производительность: 393 л/мин Объем ресивера: 90 л Напряжение: 220 В Мощность: 2,2 кВт Рабочее давление: 10 атмосфер | 46 000 |
Цена на б/у оборудование для пеноблока снижается на процент износа и срок эксплуатации. Как правило, на вторичном рынке его стоимость меньше указанных в таблице показателей на 30-60%. Аренда обойдется еще дешевле – от 1000 до 5000 руб/сутки, но при этом придется внести залог.
Как правило, на вторичном рынке его стоимость меньше указанных в таблице показателей на 30-60%. Аренда обойдется еще дешевле – от 1000 до 5000 руб/сутки, но при этом придется внести залог.
Комплексные системы
Производство пенобетонных блоков в больших количествах требует иного подхода. Для заводов и крупных объектов можно купить два вида мощных и производительных установок:
- Мобильные мини-заводы.
- Стационарные конвейерные линии, реализующие производство в полуавтоматическом или полностью автоматическом режиме.
Различия очевидны. Первый вид устройств включает бетоносмеситель с переходником на рукав, пеногенератор, компрессор, дозаторы для ингредиентов и рабочую платформу. Готовый раствор вручную разливается по формам, из которых после первичного застывания извлекается пеноблок и отправляется на окончательную просушку или в автоклав (заказывается отдельно на специализированных промышленных фабриках). Оборудование поставляется в виде единого комплекта, его легко демонтировать и установить на новом месте без обязательных пусконаладочных работ. Дополнительно приобретаются такие комплектующие как вибросито, блок-формы металлические или пластиковые.
Дополнительно приобретаются такие комплектующие как вибросито, блок-формы металлические или пластиковые.
Пеноблок на мобильной установке получается среднего качества. Производительность – примерно 1,3-3 м3/час, что составляет примерно 80 изделий. То есть на изготовление одной стандартной партии (европоддон 40-60 штук) уйдет около 40 минут.
С уверенностью можно отметить, что такое мини-оборудование для пеноблоков очень удобно для подрядчиков, занимающихся снабжением крупных строительных объектов, и для частных предпринимателей.
Приведем цены на установки, которые можно купить на российском рынке.
| Производство/Модель | Характеристики | Цена, рубли |
| ПП Урал (Россия) / ЗП Урал Пенобетон-250 | Производительность: 1,2 м3/час Мощность: 5 кВт Рабочее давление: 3 атмосферы Объем барабана: 250 литров | 130 000 |
| Строй-Бетон (Росия) / Фомм-Проф-500 | Производительность: 3 м3/час Мощность: 10 кВт Рабочее давление: 6 атмосфер Объем барабана: 500 литров | 280 000 |
| ТехТрон (Россия) / СТРОМ-Пенобетон-1500 | Производительность: 3,75 м3/час Мощность: 7,5 кВт Рабочее давление: 6 атмосфер Объем барабана: 1500 литров | 30 000 |
Б/у агрегаты можно купить по цене на 40-60 % ниже базовой. Эффективность устройств зависит от степени износа, при своевременном обслуживании производство держится на заявленном уровне.
Эффективность устройств зависит от степени износа, при своевременном обслуживании производство держится на заявленном уровне.
Минусы мобильных комплектов в высоком расходе пенообразующих концентратов. А для того, чтобы получить пеноблок определенной плотности и прочности, потребуется еще и опытный технолог, который сможет вывести точную рецептуру, а также проверить готовый блок по основным параметрам: прочность на сжатие, плотность, водопоглощение, соответствие геометрическим размерам, процент усадки.
Отдельного внимания заслуживает сервисное обслуживание. Производство и продажа пеноблоков – это непрерывный процесс, поэтому оборудование нуждается в постоянном контроле, оперативной поставке комплектующих и своевременном устранении неполадок. Если у продавца распространенная сеть сервис-центров, проблем с ремонтом установок не возникнет.
Стационарные линии отличаются не только габаритами, но и высокой суммарной мощностью, производительностью. Оборудование обеспечивает круглосуточное производство в огромных объемах – в среднем до 1500 пеноблоков за 8-часовую смену (5-12 м3/час).
Оборудование обеспечивает круглосуточное производство в огромных объемах – в среднем до 1500 пеноблоков за 8-часовую смену (5-12 м3/час).
Технология изготовления на комплексных заводах максимально автоматизирована. Линия включает все рабочие циклы и при этом позволяет существенно снизить энергопотребление, а также расход некоторых компонентов (пенообразователь, полимерное волокно). К примеру, оборудование от ЗАО «Метем» комплектуется следующим набором:
1. Смесительный комплекс с пневмозатвором и мощным героторным насосом. Благодаря надежности и запасу прочности устройства возможно изготовление раствора с фракционным наполнителем диаметром 10-15 мм.
2. Автоматический пеногенератор в комплекте с мощным компрессором. Такое сочетание позволяет получить пеноблок любой плотности – от D400 до D1200.
3. Автоматический дозатор воды.
4. Бункер-дозатор вяжущих материалов с автоматизированным затвором, отдельно растариватель цемента и бункер для песка. Система дозирования позволяет уменьшить количество персонала и сократить время, требуемое на изготовление полуфабриката.
Бункер-дозатор вяжущих материалов с автоматизированным затвором, отдельно растариватель цемента и бункер для песка. Система дозирования позволяет уменьшить количество персонала и сократить время, требуемое на изготовление полуфабриката.
5. Транспортер шнековый для подачи цемента и ленточный для песка – облегчают и ускоряют процесс.
6. Вибросито.
7. Пульт управления.
Отдельно поставляются малые комплектующие (шланги, фитинги, хомуты), блок-формы кассетные или габаритный блок в виде куба для последующего разрезания на более мелкие изделия. Во втором случае производство немного удорожается. Готовый пеноблок рекомендуется сразу расфасовать на поддоны и упаковать в термоусадочную пленку.
Оборудование может поставляться как в расширенной, так и сокращенной комплектации. Исключаются различные дозаторы или транспортеры или, наоборот, включаются резательные комплексы, распалубщики и др. Автоклавные устройства, позволяющие сушить пеноблок в течение суток, заказываются отдельно.

Приведем цены на стационарное автономное оборудование от российских предприятий.
| Производство/Модель | Характеристики | Цена, рубли |
| Метем (Россия) / МЕТЕМ-ПРОФИ АЗ-Пенобетон-03+резательный комплекс | Производительность: 5 м3/час Мощность: 17 кВт Объем смесителя: 500 литров | 3 700 000 |
| Алвико (Россия-Германия) / NM-150+резательный комплекс | Производительность: 6,25 м3/час Мощность: 15 кВт Объем смесителя: 800 литров | 4 200 000 |
| МП Строймеханика (Россия) / АМК Строй-Пенобетон 80 СР | Производительность: 10 м3/час Мощность: 16 кВт Объем смесителя: 1000 литров | 5 000 000 |
Удобство комплектов с резательным комплексом трудно переоценить. Производство ускоряется в несколько раз, количество бракованных изделий существенно снижается, а блок получается идеально ровным, практически без отклонений по размерам.
В конце хотелось бы отметить, что пенобетон и изделия из него (пеноблок, монолитная заливка), по утверждению продавцов установок – это очень выгодное вложение денег. Расчеты и бизнес-планы на бумаге дают примерный срок окупаемости – от 6 месяцев до 1 года. Но надо иметь в виду, что любое производство – это сложносоставной процесс, на который влияет множество факторов (от размера зарплат до инфляции) и реальная рентабельность может проявиться через несколько лет.
Мощная домашняя производственная машина по непревзойденным ценам — Alibaba.com
Купить домашнюю производственную машину для цветной или черно-белой печати с высоким разрешением на Alibaba.com. Если вам нужно преобразовать цифровую фотографию в печатную копию или заняться фотографией в качестве хобби, домашняя производственная машина позволит легко распечатать ваши цифровые фотографии на бумаге. Нет необходимости заменять пластины для повторной печати, просто подайте команду, и пусть ваша удобная домашняя производственная машина сделает всю работу.Домашняя производственная машина обеспечивает быструю и чистую печать для различных приложений. Используйте свой домашний производственный станок для одного из нескольких целей, личных или коммерческих. Настольная издательская деятельность, вариативность, печать по запросу, изобразительное искусство, реклама, фотографии, архитектурный дизайн и придание блеска — вот области, в которых извлекла выгоду из домашней производственной машины . На Alibaba.com вы можете выбрать готовые к отправке цифровые принтеры одного из нескольких доступных брендов.В качестве альтернативы используйте цифровые принтеры для коммерческого использования. Украсьте обычную бумагу насыщенными цветами с помощью LazerJet, чтобы оживить потрясающие портреты.
Получите лучшие цены и сравните бренды, чтобы выбрать идеальную домашнюю производственную машину для ваших нужд. Сузьте свой выбор домашнего производственного станка , отфильтровав по заданным параметрам.
Набор из домашних производственных машин — это ваш выбор на Alibaba.com. машина для домашнего производства поставщики или оптовики могут расширить выбор своих клиентов и предложить им принтеры в любой ценовой категории и конкурирующих брендов. Сравнивайте, выбирайте и покупайте легко у надежного бренда. Печатайте в высоком разрешении, чтобы сохранить каждое воспоминание.

 Совершайте платежи легко и получайте оборудование для домашнего производства с доставкой в любое место по вашему выбору.Воспользуйтесь фантастическими предложениями по этим товарам на Alibaba.com.
Совершайте платежи легко и получайте оборудование для домашнего производства с доставкой в любое место по вашему выбору.Воспользуйтесь фантастическими предложениями по этим товарам на Alibaba.com. История промышленной революции: от рукотворного до механической обработки
За последние пару столетий история производства сильно изменилась.Вместо того, чтобы производить предметы вручную, владельцы предприятий создали способы, при помощи которых машины производят эти предметы. Это изменение в производстве, ныне известное как промышленная революция, началось в Англии в 18 веке и в конечном итоге распространилось на соседние страны, такие как Франция и Германия, а к концу 18 века достигло Соединенных Штатов через море.
Какие отрасли были затронуты промышленной революцией?
Влияние изменения способа производства предметов имело широкий охват, затронувший многие отрасли промышленной революции, такие как текстильное производство, горнодобывающая промышленность, производство стекла и сельское хозяйство, которые претерпели изменения.Например, в текстильной промышленности до промышленной революции текстиль в основном изготавливался из шерсти и ткался вручную. Но с изобретением прялки и ткацкого станка хлопок производился быстрее и в конечном итоге заменил шерсть в текстильной области. Это резко сократило время производства и стоимость производства материала и стало началом многих радикальных изменений в текстильной промышленности.
Произошли не только изменения в текстильной промышленности.Большинство людей жили в небольших сельских общинах, и до промышленной революции их жизнь была связана с сельским хозяйством. С изменениями в производстве новые методы ведения сельского хозяйства, в том числе улучшенное животноводство, привели к улучшению производства продуктов питания. Люди начали переезжать в города на работу, и произошел всплеск населения, а также улучшение здоровья. Промышленная революция создала огромный спрос на уголь, поэтому горнодобывающая промышленность была загружена как никогда. Достижения, подобные этим, были очевидны во всех отраслях промышленности в то время.
Люди начали переезжать в города на работу, и произошел всплеск населения, а также улучшение здоровья. Промышленная революция создала огромный спрос на уголь, поэтому горнодобывающая промышленность была загружена как никогда. Достижения, подобные этим, были очевидны во всех отраслях промышленности в то время.
Производство во время промышленной революции
Во время промышленной революции количество рабочих мест на фабриках значительно увеличилось, и в способах производства товаров произошло множество изменений. Вместо того, чтобы использовать ремесленников для производства предметов ручной работы, машины начали помогать и в конечном итоге заняли место ремесленников. Во время промышленной революции были изобретены машины, такие как прялка для производства текстиля, водяное колесо, используемое для приведения в действие машин, и паровой двигатель.Эти изобретения помогли ускорить производство промышленных товаров.
Однако, поскольку материалы теперь производятся быстрее и дешевле, потребность в промышленных товарах превышала предложение, и эта нехватка материалов вынуждала фабрики открываться на более продолжительное время производства и предъявляла высокие требования к мужчинам, женщинам и детям на рабочем месте. Эти требования становились все труднее выполнять и в конечном итоге привели к принятию законов о защите рабочих. В 1833 году был принят Закон о фабриках, который наложил ограничения на рабочее время детей и установил стандарты, которым должны были соответствовать фабрики.Тем не менее, эти изменения были в основном хорошими и привели к новым и лучшим способам достижения успеха для бизнеса.
Эти требования становились все труднее выполнять и в конечном итоге привели к принятию законов о защите рабочих. В 1833 году был принят Закон о фабриках, который наложил ограничения на рабочее время детей и установил стандарты, которым должны были соответствовать фабрики.Тем не менее, эти изменения были в основном хорошими и привели к новым и лучшим способам достижения успеха для бизнеса.
Ресурсы промышленной революции
Вот несколько полезных ресурсов, которые помогут понять промышленную революцию:
Другие популярные категории и продукты на ThomasNet.com включают мастерские по изготовлению изделий, услуги лазерной резки, литье пластмасс под давлением, штамповки с глубокой вытяжкой, изготовленные на заказ литьевые пластмассы, резиновые детали, услуги штамповки металлов и услуги прядения металлов.
Прочие изделия для механической обработки
Еще от Изготовление и изготовление на заказ
уроков по продукту от ML Главная: Универсальный магазин Spotify для машинного обучения : Spotify Engineering
19 января 2022 г. Опубликовано Майшей Лопа, старшим менеджером по продукту (ML Platform)
Опубликовано Майшей Лопа, старшим менеджером по продукту (ML Platform)
Введение
Строительство платформ — дело непростое.Создание платформ для проницательных практиков машинного обучения (ML) с индивидуальными потребностями и принципом «сделай сам» еще сложнее. В сегодняшней публикации мы расскажем вам, как мы создали ML Home , внутренний пользовательский интерфейс для платформы машинного обучения Spotify, а также уроки продукта, которые мы извлекли в процессе нашего стремления закрепить его в экосистеме машинного обучения Spotify.
Будет большим преуменьшением сказать, что машинное обучение лежит в основе истории успеха Spotify.Spotify предоставил любимые звуковые возможности, такие как Discover Weekly, Daily Mix и Wrapped, благодаря персонализированным рекомендациям на основе машинного обучения. Сегодня почти в каждой части Spotify есть прикладные системы машинного обучения, а значительная и постоянно растущая часть наших научно-исследовательских групп состоит из инженеров по машинному обучению и специалистов по данным. Чтобы поддерживать системы машинного обучения в масштабе и скорости, которые требуются нашему бизнесу, а также ответственно применять машинное обучение для наших слушателей, мы интегрировали значительные части наиболее распространенной инфраструктуры машинного обучения в нашу платформу машинного обучения.
Сегодня почти в каждой части Spotify есть прикладные системы машинного обучения, а значительная и постоянно растущая часть наших научно-исследовательских групп состоит из инженеров по машинному обучению и специалистов по данным. Чтобы поддерживать системы машинного обучения в масштабе и скорости, которые требуются нашему бизнесу, а также ответственно применять машинное обучение для наших слушателей, мы интегрировали значительные части наиболее распространенной инфраструктуры машинного обучения в нашу платформу машинного обучения.
Обзор платформы машинного обучения Spotify
С самого начала наша цель в отношении платформы машинного обучения Spotify заключалась в том, чтобы соединить сквозной путь пользователей для специалистов по машинному обучению. Мы придерживаемся модели «ходячего скелета» при разработке продукта, с самого начала ориентируясь на сквозной рабочий процесс и впоследствии дорабатывая функциональность, как только мы доказываем ценность.
В конце 2019 — начале 2020 года наша платформа машинного обучения состояла из нескольких компонентов, которые охватывали (контролируемый) рабочий процесс машинного обучения для специалистов Spotify по машинному обучению:
- Spotify Kubeflow , — наша версия платформы Kubeflow Pipelines с открытым исходным кодом, которая помогла нам стандартизировать рабочие процессы машинного обучения в экосистеме TensorFlow Extended (TFX)
- Jukebox, рабочие процессы управления
- Salem, основанный на TensorFlow Serving и помогающий нам стандартизировать рабочие процессы обслуживания и производства моделей, и
- Klio, наше решение с открытым исходным кодом для обработки звука с помощью Apache Beam и Dataflow
Возможность продукта
Когда мы начали подключать больше команд ML к нашей платформе, мы выявили два важных пробела в нашей комплексной поддержке рабочих процессов ML:
- Централизованный уровень метаданных , , где мы могли бы определить наши объекты платформы / отношения объектов (например,(например, модели, оценки, обучающие наборы)
- Уровень представления метаданных , где пользователи могут хранить, отслеживать и управлять метаданными, сгенерированными из их рабочих процессов машинного обучения, которым посвящена эта статья в блоге
В качестве платформы машинного обучения. Мы знали, что нам нужен инструмент, в котором инженеры машинного обучения могли бы хранить информацию о проекте машинного обучения и получать доступ к метаданным, связанным с жизненным циклом приложения машинного обучения, но не были полностью уверены, что это будет за продукт. Когда мы начали исследовать, мы обнаружили, что команды использовали электронные таблицы для отслеживания метаданных ML и давали нам гиперспецифические запросы функций для своих индивидуальных проблем.Мы также ушли с более широкими неудовлетворенными потребностями, такими как обнаружение проектов ML , поддержки совместной работы команды ML , и важных пробелов в продуктах в наших собственных инструментах платформы ML. Эти знания помогли определить первоначальный объем нашего MVP (минимально жизнеспособного продукта) и преподали нам первый урок, связанный с продуктом.
Мы знали, что нам нужен инструмент, в котором инженеры машинного обучения могли бы хранить информацию о проекте машинного обучения и получать доступ к метаданным, связанным с жизненным циклом приложения машинного обучения, но не были полностью уверены, что это будет за продукт. Когда мы начали исследовать, мы обнаружили, что команды использовали электронные таблицы для отслеживания метаданных ML и давали нам гиперспецифические запросы функций для своих индивидуальных проблем.Мы также ушли с более широкими неудовлетворенными потребностями, такими как обнаружение проектов ML , поддержки совместной работы команды ML , и важных пробелов в продуктах в наших собственных инструментах платформы ML. Эти знания помогли определить первоначальный объем нашего MVP (минимально жизнеспособного продукта) и преподали нам первый урок, связанный с продуктом.
Продукт Урок 1: Баланс между видением продукта и стратегией продукта
Для первой версии продукта мы выбрали Т-образный подход. Мы сосредоточились на создании горизонтальных решений для потребностей, которые мы чаще всего слышали во всех ролях специалистов по машинному обучению, таких как возможность более эффективного сотрудничества в команде машинного обучения. Мы также создали вертикальное решение , которое соответствовало определенному пробелу в инструментах платформы: улучшенные инструменты оценки для автономного обучения модели для инженеров машинного обучения. Мы запустили наш MVP с амбициозным названием и концепцией продукта: ML Home, универсальный магазин для машинного обучения в Spotify.
Мы сосредоточились на создании горизонтальных решений для потребностей, которые мы чаще всего слышали во всех ролях специалистов по машинному обучению, таких как возможность более эффективного сотрудничества в команде машинного обучения. Мы также создали вертикальное решение , которое соответствовало определенному пробелу в инструментах платформы: улучшенные инструменты оценки для автономного обучения модели для инженеров машинного обучения. Мы запустили наш MVP с амбициозным названием и концепцией продукта: ML Home, универсальный магазин для машинного обучения в Spotify.
Первоначальные отзывы, которые мы получили о нашем MVP, расходились по двум направлениям.Отдельные участники боролись с общей идеей «универсального магазина» и хотели знать, какие конкретные проблемы продукт может решить для них сегодня. Руководство хотело знать, сколько пользователей мы будем обслуживать в долгосрочной перспективе и насколько большим может быть наше влияние.
В процессе продажи нашего MVP мы узнали, как сложно сбалансировать видение продукта и стратегию продукта, не идя на компромисс друг с другом. Если бы мы отбросили наше более широкое видение, основанное на первоначальной обратной связи, и сосредоточились исключительно на конкретных потребностях (т.г., я хочу видеть все мои обучающие пайплайны в одном представлении), мы бы рисковали предоставить узкоточечное решение. С другой стороны, если бы мы переиндексировали нашу дорожную карту с широкими, неоднозначными потребностями (например, я хочу более эффективно сотрудничать со своей командой), мы бы выпустили приятный, но не обязательный продукт.
Намеренно сохраняя наше Product Vision широкое и ориентированное на будущее (универсальный магазин) , , мы дали себе взлетно-посадочную полосу, чтобы больше думать о пространстве наших решений и о нашем потенциальном влиянии в будущем.И, сохраняя конкретную стратегию продукта и итеративную (автономный инструмент оценки), мы смогли гарантировать, что мы решили конкретные проблемы, которые со временем помогли нам внедрить продукт в повседневные рабочие процессы наших пользователей.
Продукт Урок 2: Ограничения MVP
МЛ ГлавнаяКогда мы завершили сбор отзывов и внедрение MVP, мы усвоили второй урок, связанный с продуктом. Ни для кого не секрет, что стимулировать внедрение продукта сложно, особенно для продуктов, которые пытаются заменить существующие решения или лидеров рынка.Мы достаточно быстро достигли потолка потенциала нашего MVP. Мы не видели всплеска принятия, кроме горстки пользователей, которые участвовали в самом раннем процессе создания идей. Большинство пользователей понимали ценностное предложение того, что мы создавали, но не видели достаточной глубины, чтобы переключиться с существующих инструментов. Оглядываясь назад, можно сказать, что наши ожидания относительно того, что мы предложим, и насколько это будет ценно, не соответствовали глубине потребностей наших пользователей. На этом этапе было бы легко полностью отказаться от продукта, основываясь на сигналах раннего внедрения.Это было бы ошибкой.
По мере того, как мы продолжали получать более подробные отзывы пользователей в нашем стремлении стимулировать более широкое внедрение, нам стало ясно, что мы ошибались в своих ожиданиях относительно того, какую роль MVP играет в процессе разработки продукта. Самая ценная конечная цель MVP — получить достаточно видения и стратегий, чтобы подтвердить или опровергнуть их. Наш первоначальный MVP помог нам протестировать нашу работу и снизить риски, потому что мы смогли получить подробную проверку рабочих процессов от команд машинного обучения и заложить техническую основу для продукта.На этом этапе не имело значения, сколько у нас было активных пользователей в день, главное, чтобы у нас было достаточно пользователей (что у нас и было), которые видели ценность того, что мы создавали. Эти пользователи продолжали посещать наши сеансы обратной связи с пользователями и помогли нам поднять продукт на более высокое и ценное место.
Самая ценная конечная цель MVP — получить достаточно видения и стратегий, чтобы подтвердить или опровергнуть их. Наш первоначальный MVP помог нам протестировать нашу работу и снизить риски, потому что мы смогли получить подробную проверку рабочих процессов от команд машинного обучения и заложить техническую основу для продукта.На этом этапе не имело значения, сколько у нас было активных пользователей в день, главное, чтобы у нас было достаточно пользователей (что у нас и было), которые видели ценность того, что мы создавали. Эти пользователи продолжали посещать наши сеансы обратной связи с пользователями и помогли нам поднять продукт на более высокое и ценное место.
Продукт Урок 3: Знание истинных дифференциаторов
Когда мы вышли за рамки этапа MVP и начали планировать наши следующие шаги (сосредоточив внимание на одних аспектах продукта, а не на других), мы усвоили третий и, возможно, самый важный урок продукта.Мы поняли, что для того, чтобы предоставить нашим пользователям действительно ценный продукт, нам нужно было не только достичь паритета функций с существующими решениями, но и удвоить уникальные отличия ML Home. Короче говоря, ML Home как продукт должен быть более привлекательным, чем конкурирующие решения.
Короче говоря, ML Home как продукт должен быть более привлекательным, чем конкурирующие решения.
Некоторое время мы исследовали, обсуждали и ранжировали определенные функции и рабочие процессы, которые, по нашему мнению, изменят правила игры для наших пользователей. Наша теория заключалась в том, что если мы создадим «привлекательную функцию», она сможет в единственном числе преодолеть порог для принятия пользователями.В конце концов мы поняли, что уникальные отличия ML Home на самом деле заключаются в форме других наших предложений платформы ML, а не в какой-то отдельной функции.
Хотя некоторые аспекты ML Home могли функционально служить самостоятельным продуктом, благодаря обогащению его обучающими, оценочными и системными метаданными, сгенерированными из остальной части нашей платформы ML, он стал гораздо более привлекательным продуктом. Уникальным отличием ML Home является не какая-то одна серебряная пуля, а ценность шлюза, которую он обеспечивает как сумму возможностей нашей платформы ML.
Большая часть работы, которую мы проделали на этом этапе, заключалась в создании нашей службы метаданных для консолидации наших общих сущностей и концепций на платформе, но мы также потратили много времени на обеспечение гибкости интерфейса продукта. Например, возможности аннотирования, такие как теги и заметки, стали ключевыми функциями, которые позволили командам настраивать и отражать свои собственные рабочие процессы. Это, в сочетании с более быстрым и удобным взаимодействием с продуктом и информативным сравнением моделей, склонило чашу весов в нашу пользу.
К тому времени, когда мы выпустили вторую версию ML Home, мы успешно подключили больше команд машинного обучения, которые активно использовали продукт в своих повседневных рабочих процессах.
Пример проекта ML в ML Home. Только для иллюстративных целей.Масштабирование продукта в соответствии с нашим видением
Приближение к Соответствие продукта рынку научило нас многому о том, как итерировать движение вперед. Мы знали, что ML Home обслуживает только один типичный рабочий процесс ML. Однако для того, чтобы стать незаменимым продуктом для 90 168 всех 90 169 практиков машинного обучения, он должен был охватить больше.Мы также знали, что тесная связь возможностей ML Home с нашими существующими продуктами ML Platform привела к гораздо более высокому уровню внедрения, чем автономные решения. Вооружившись этими выводами, мы набросали более широкое видение продукта.
Мы знали, что ML Home обслуживает только один типичный рабочий процесс ML. Однако для того, чтобы стать незаменимым продуктом для 90 168 всех 90 169 практиков машинного обучения, он должен был охватить больше.Мы также знали, что тесная связь возможностей ML Home с нашими существующими продуктами ML Platform привела к гораздо более высокому уровню внедрения, чем автономные решения. Вооружившись этими выводами, мы набросали более широкое видение продукта.
Сегодня ML Home предоставляет специалистам Spotify по машинному обучению артефакты и метаданные рабочего процесса всех моделей, проходящих через отдельные компоненты нашей платформы машинного обучения. Он включает в себя такие возможности, как отслеживание и оценка автономных экспериментов, визуализация результатов, отслеживание и мониторинг развернутых моделей, изучение функций, сертификация моделей для производственной готовности и многое другое.
Благодаря интуитивно понятным рабочим процессам и упрощенной информационной архитектуре пользователи могут быстро развернуть пространство проекта для совместной работы со своей командой и открыть для себя более 220 проектов ML в Spotify, которые в настоящее время перечислены в ML Home.
Мы наблюдаем 200-процентный рост числа активных пользователей в день с тех пор, как мы начали масштабирование год назад, и теперь ML Home прочно укоренился в ежедневных рабочих процессах некоторых из наиболее важных команд машинного обучения в Spotify. Несмотря на недолгий срок пребывания в сфере инфраструктуры Spotify, ML Home находится на пути к тому, чтобы стать универсальным магазином для всего, что связано с машинным обучением в Spotify.
Три ключевых урока
Говорят, что ретроспектива 20/20, и это правда. Оглядываясь назад, можно выделить следующие уроки, наиболее важные из нашего процесса разработки продукта:
.- Видение продукта и стратегия продукта. Трудно найти правильный баланс между вдохновляющим видением, которое может поддержать будущие решения, и гибкой стратегией продукта, которая решает сегодняшние проблемы.Но крайне важно не смешивать их на ранних стадиях разработки продукта.
- Лимиты MVP. MVP обеспечивают наибольшую ценность как инструмент проверки и снижения рисков для стратегии продукта и общего направления.
- Знайте истинные отличия. Стоит обратить внимание на то, что действительно отличает продукт. Это не должно быть «неотразимой» особенностью; это могут быть просто возможности, найденные в экосистеме, которые переломят ситуацию к успеху продукта.

Взгляд вперед
ML Дом не сделан — даже близко. Мы знаем это, потому что в прошлом году сообщество машинного обучения Spotify предложило новые и изобретательные способы развития продукта. Например, инженеры машинного обучения увидели потенциал для расширения возможностей ML Home и предложили встроить сертификацию производственной готовности моделей машинного обучения в интерфейс. Кроме того, мы изучаем такие аспекты, как объяснимость, чтобы улучшить интерпретируемость модели, и наблюдаемость, чтобы лучше понять работоспособность модели. Кроме того, есть всегда вдохновляющие проекты недели взлома, которые говорят нам, что наш продукт прижился в Spotify. Мы взволнованы тем, что будет дальше!
Кроме того, есть всегда вдохновляющие проекты недели взлома, которые говорят нам, что наш продукт прижился в Spotify. Мы взволнованы тем, что будет дальше!
Если вы заинтересованы в создании передовой инфраструктуры машинного обучения в Spotify, мы приглашаем вас на инженерные и продуктовые должности по всем направлениям.
Благодарности
ML Home не существовал бы без блестящей работы команды ML UX, наших товарищей по команде из ML Platform и щедрого руководства сообщества машинного обучения Spotify.Поскольку список людей, которых нужно поблагодарить, намного превышает слова в этом посте, я вместо этого упомяну людей, чья работа сделала возможным ML Home: Йохан Боат, Джошуа Баер, Хайден Беттс, Мартин Бомио, Мэтт Браун, Кеши Дай, Омар Делароза, Фунмилайо Доро, Гэндальф Эрнандес, Адам Лайакано, Брайан Мартин, Дэниел Норберг, Джеймс О’Дуайер, Эд Самур, Уэсли Йи и Ци Чжэн.
Теги: машинное обучение
Время реформировать цеховое производство
Американская промышленность начинает наводить порядок в своем производственном доме. Компании, производящие крупносерийные стандартизированные продукты, такие как копировальные аппараты, бытовая техника и автомобили, учатся у своих иностранных конкурентов и подражают их приверженности постоянным инновациям в продуктах и процессах. Но один важный сегмент промышленности США — производители мастерских — продолжает откладывать необходимые реформы. Многие из этих компаний были защищены от иностранной конкуренции из-за индивидуального характера их продукции и отсутствия потенциала массового рынка. Без срочной конкурентной угрозы руководители цехов не спешат перестраивать свои производственные операции, несмотря на проблемы посредственного качества, чрезмерных сроков выполнения заказов, ненадежной доставки и высоких затрат.
Компании, производящие крупносерийные стандартизированные продукты, такие как копировальные аппараты, бытовая техника и автомобили, учатся у своих иностранных конкурентов и подражают их приверженности постоянным инновациям в продуктах и процессах. Но один важный сегмент промышленности США — производители мастерских — продолжает откладывать необходимые реформы. Многие из этих компаний были защищены от иностранной конкуренции из-за индивидуального характера их продукции и отсутствия потенциала массового рынка. Без срочной конкурентной угрозы руководители цехов не спешат перестраивать свои производственные операции, несмотря на проблемы посредственного качества, чрезмерных сроков выполнения заказов, ненадежной доставки и высоких затрат.
Непрерывность и повторяемость — суть крупносерийной сборки. Машины и люди выполняют в основном рутинные задачи с ограниченным набором продуктов. Неопределенность и уникальность определяют работу магазина. Мастерские производят индивидуальные или модифицированные стандартные продукты в небольших объемах, такие как самолеты, станки и строительное оборудование, в сложных операциях «сделай-покупай-сборка».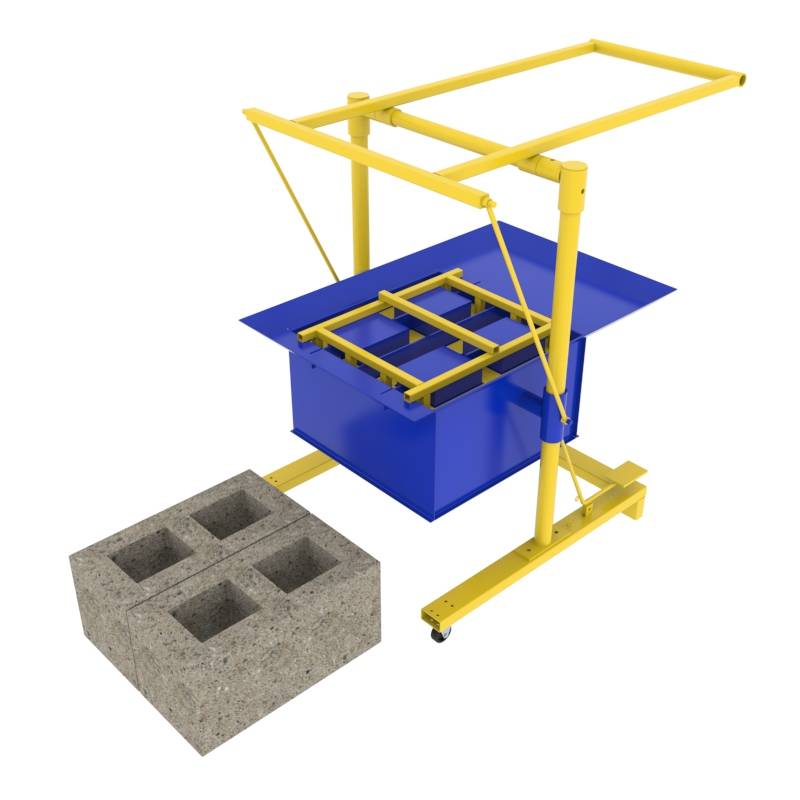 Ассортимент продукции на фабрике может варьироваться от недели к неделе, даже изо дня в день, и объемы сильно колеблются. Машины должны быть перенастроены, люди должны изучать и переучиваться специализированным процедурам сборки, а рабочие задания должны быть перепланированы, чтобы соответствовать графикам и спецификациям клиентов.
Ассортимент продукции на фабрике может варьироваться от недели к неделе, даже изо дня в день, и объемы сильно колеблются. Машины должны быть перенастроены, люди должны изучать и переучиваться специализированным процедурам сборки, а рабочие задания должны быть перепланированы, чтобы соответствовать графикам и спецификациям клиентов.
Внушительные и противоречивые требования, в соответствии с которыми работают мастерские, убеждают большинство менеджеров жить с проблемами производительности, которые они не допустят при сборке больших объемов. Как недавно сказал нам один расстроенный генеральный директор: «Теперь мы все сделали. Больше нечего пробовать. С этого момента нам просто нужно исходить из того, что наши операционисты делают свою работу как можно лучше».
Такое отчаяние неоправданно. Возможны значительные улучшения в работе мастерской. Что требуется, так это радикальные изменения в философии управления — изменения, которые резко противоречат преобладающим представлениям об эффективности рабочих мест и о том, как наиболее продуктивно использовать работников. Магазины по трудоустройству обычно реагируют на ограниченный и неравномерный спрос на свою продукцию, объединяя многомесячные потребности каждого из них. Они делают упор на сглаживание рабочего процесса, специализацию рабочей силы и минимизацию средней удельной стоимости установок. Цель состоит в том, чтобы снизить производственные затраты за счет достижения хотя бы некоторой экономии за счет масштаба.
Магазины по трудоустройству обычно реагируют на ограниченный и неравномерный спрос на свою продукцию, объединяя многомесячные потребности каждого из них. Они делают упор на сглаживание рабочего процесса, специализацию рабочей силы и минимизацию средней удельной стоимости установок. Цель состоит в том, чтобы снизить производственные затраты за счет достижения хотя бы некоторой экономии за счет масштаба.
Мы считаем, что такой подход создает больше проблем, чем решает. Пакетирование по определению означает более длительное время выполнения заказа, поскольку работа над одним заказом не может начаться до тех пор, пока не накопится достаточное количество заказов для формирования соответствующей партии.Длительные сроки выполнения заказов внушают поставщикам самоуспокоенность, сеют семена проблем с доставкой и подрывают качество. Дефекты, в свою очередь, вызывают обширные доработки, что приводит к еще большим задержкам и нарушению планирования новых заказов. Проблемы с планированием создают путаницу на фабрике, поэтому руководство нанимает легионы старшего персонала, чтобы ускорить выполнение заказов и следить за рабочими процессами. Конечный результат: качество и доставка ухудшаются, в то время как в цехах распространяется хаос, а производственные затраты растут.
Конечный результат: качество и доставка ухудшаются, в то время как в цехах распространяется хаос, а производственные затраты растут.
Пришло время реформировать мастерскую.Это означает принятие новых производственных принципов, которые менеджеры теперь применяют к крупносерийным операциям, в частности приверженность полному контролю качества (TQC) и производству точно в срок (JIT). Внедряя философию производства с низкими накладными расходами и быстрым реагированием, мастерские могут одновременно повышать производительность производства и снижать затраты. В идеале основные запланированные элементы должны выполняться в работе непрерывно. Мастерская не должна требовать очередей между последовательными операциями, даже если эти операции выполняются разными работниками в разных рабочих центрах.И если клиентам не требуется несколько единиц, продукты должны проходить производственный процесс по одному в той последовательности, в которой поступают заказы.
Действительно, TQC и JIT могут быть более эффективными в цеху, чем в крупносерийной сборке. И они могут быть реализованы быстро, как только менеджеры выявят и устранят препятствия на пути внедрения. За последние 15 лет в многочисленных и разнообразных условиях мастерских мы разработали и усовершенствовали последовательность шагов, которая создает, поддерживает и усиливает стимулы для достижения бездефектной работы с бесконечным сокращением времени выполнения заказов и затрат.
И они могут быть реализованы быстро, как только менеджеры выявят и устранят препятствия на пути внедрения. За последние 15 лет в многочисленных и разнообразных условиях мастерских мы разработали и усовершенствовали последовательность шагов, которая создает, поддерживает и усиливает стимулы для достижения бездефектной работы с бесконечным сокращением времени выполнения заказов и затрат.
Большая часть последующего обсуждения основана на разработках, произошедших с лета 1985 года в Хьюстонском подразделении погружных датчиков (HDS) компании Schlumberger. Через три месяца после того, как HDS начала внедрять методики TQC и JIT, уровень брака резко снизился (например, с 20% до 2% в механическом цехе), а своевременная доставка приблизилась к 100% и остается на этом уровне. В течение двух лет подразделение вдвое сократило соотношение руководящего персонала и прямого труда и вдвое снизило точку безубыточности. При этом общий объем запасов сократился на 60%, а оборот незавершенного производства увеличился в четыре раза.
Эти потрясающие результаты не потребовали больших капитальных затрат. Руководство изначально сократило капитальный бюджет на 50%; годовые расходы с тех пор составляют менее половины амортизации. Эти результаты не требовали сложных компьютерных приложений. На самом деле, мы выключили компьютер в цеху, перешли на ручное управление и отменили проект автоматизации стоимостью 400 000 долларов. Наш успех также не требовал значительных кадровых изменений. Поворот в HDS был достигнут в значительной степени благодаря уже имеющимся менеджерам и рабочим.
Что не так с магазинами по трудоустройству
Подразделение HDS компании Schlumberger создает электромеханические датчики (каротажные приборы), которые собирают и обрабатывают геологические данные для разведки нефти и газа. Подразделение работает в соответствии со всеми требованиями, предъявляемыми к классической мастерской. Его фабрика в Хьюстоне выпускает 200 различных продуктов с 30 000 позиций на складе. Инженерные изменения — иногда серьезные изменения — неизбежный факт жизни. Каротажные инструменты должны быть настроены с учетом типа бурения, для которого они используются, подземных формаций, в которых они работают, и других геологических, климатических и эксплуатационных факторов.Ежемесячный выпуск каждого продукта колеблется от 1 до 20 единиц; цены варьируются от 5000 до 150 000 долларов. Ежемесячный объем продаж колеблется от 15 миллионов долларов до менее чем 1 миллиона долларов, что отражает циклический характер нефтегазового бизнеса.
Каротажные инструменты должны быть настроены с учетом типа бурения, для которого они используются, подземных формаций, в которых они работают, и других геологических, климатических и эксплуатационных факторов.Ежемесячный выпуск каждого продукта колеблется от 1 до 20 единиц; цены варьируются от 5000 до 150 000 долларов. Ежемесячный объем продаж колеблется от 15 миллионов долларов до менее чем 1 миллиона долларов, что отражает циклический характер нефтегазового бизнеса.
Производственный процесс является длительным и сложным и требует широкого круга рабочих навыков. Изготовление корпусов и механических частей происходит в цехе обработки листового металла и механическом цехе аэрокосмической сложности. Комплекс в Хьюстоне также производит ручную сборку печатных плат (состоящих в основном из покупных компонентов), которые паяются волной припоя и тестируются как сборочные узлы.Окончательная сборка включает в себя проводку, пайку, механическую сборку и системные испытания, которые в основном выполняются на рабочих столах или удерживающих приспособлениях.
Летом 1985 года у HDS были проблемы. Операции были дорогостоящими, хаотичными и не соответствовали приемлемым стандартам. Клиенты были недовольны. Около 15% инструментов ведения журнала не прошли окончательные приемочные испытания. Большинство продуктов было построено по графикам, установленным заранее, но своевременная доставка была не выше 70%. Среднее время выполнения заказа превысило 12 месяцев.
Недовольно было и высшее руководство. Себестоимость продаж была неприемлемо высокой (о чем свидетельствует соотношение накладных расходов и прямого труда почти два к одному), а завод был переполнен товарными запасами. Одна только незавершенная работа в среднем производилась за пять месяцев.
Большинство менеджеров мастерских мгновенно распознают эти проблемные условия; ситуация в HDS была правилом для мастерских, а не исключением. По нашему опыту, своевременная доставка товаров, запланированных по генеральному графику, редко превышает 75% и может составлять всего 20%.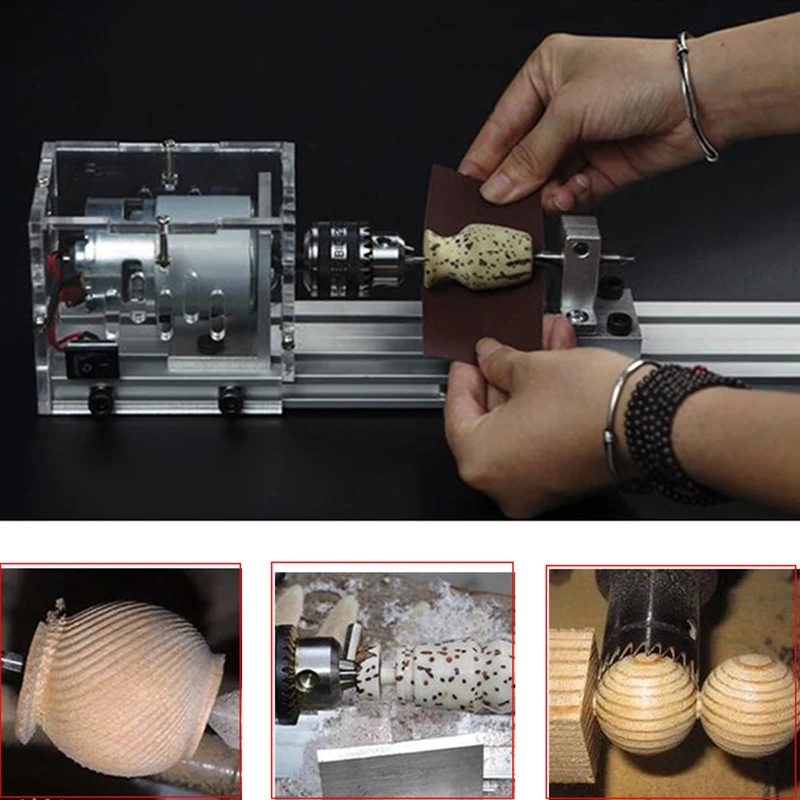 За последнее десятилетие время выполнения заказа незаметно выросло, и большинство мастерских не могут эффективно реагировать на колебания бизнес-цикла. Незавершенные работы (и время выполнения заказов) сокращаются во время рецессий, но резко увеличиваются в периоды устойчивого экономического роста — феномен, который менеджеры объясняют лозунгом: «Незавершенные работы всегда растут в периоды подъема».
За последнее десятилетие время выполнения заказа незаметно выросло, и большинство мастерских не могут эффективно реагировать на колебания бизнес-цикла. Незавершенные работы (и время выполнения заказов) сокращаются во время рецессий, но резко увеличиваются в периоды устойчивого экономического роста — феномен, который менеджеры объясняют лозунгом: «Незавершенные работы всегда растут в периоды подъема».
На самом деле феномен сокращения-расширения невыполненной работы — одна из наиболее серьезных проблем с производительностью в мастерской. И это стратегическая проблема, а не только операционная проблема.Американские производители станков позволили своим задержкам и времени выполнения заказов резко увеличиться во время расширения в конце 1970-х годов. Они просто не могли удовлетворить всплеск промышленного спроса. Японцы могли это удовлетворить и сделали, причём качественной продукцией. Они установили значительное присутствие на рынке США, от которого они не отказались. Как показывает упадок станкостроения, даже заказные продукты и ограниченные рынки не могут навсегда вытеснить конкуренцию.
Чем объясняются хронические и неразрешимые проблемы, с которыми сталкиваются магазины по трудоустройству? Ответ кроется в философии производства, описанной ранее.В HDS большинство продуктов отбирались для окончательной сборки и тестирования партиями, которые обычно соответствовали требованиям на два-три месяца. Таким образом, время выполнения заказов составляло не менее двух-трех месяцев, а в действительности гораздо больше, хотя многие каротажные инструменты можно было собрать и протестировать за две недели.
Так почему партиями? Потому что руководство хотело быть максимально эффективным, причем эффективность определялась как минимизация прямых затрат на рабочую силу. Пакетная обработка позволила получить краткосрочную экономию практически на каждом этапе производственного процесса.Стоимость установки является хорошим примером. Детали, необходимые для окончательной сборки, должны быть «укомплектованы» на складе до прибытия на место сборки. Руководство считало, что получение комплектов большими партиями, а не по мере поступления заказов, позволяет сэкономить деньги. Партии также означали, что рабочие должны были научиться собирать и тестировать продукт только один раз за партию. (В конце концов, изучение чертежей перед началом работы — это затраты на настройку.) Тестирование после сборки также выиграло от экономии за счет масштаба. Пакетная обработка минимизировала удельные затраты на настройку тестового оборудования и отладку готовых продуктов.Наконец, перемещение продуктов большими партиями было объединено с использованием очередей, чтобы сгладить рабочие процессы и приспособиться к постоянной нехватке деталей. По сути, дозирование позволяло всем рабочим фабрики быть постоянно занятыми.
Партии также означали, что рабочие должны были научиться собирать и тестировать продукт только один раз за партию. (В конце концов, изучение чертежей перед началом работы — это затраты на настройку.) Тестирование после сборки также выиграло от экономии за счет масштаба. Пакетная обработка минимизировала удельные затраты на настройку тестового оборудования и отладку готовых продуктов.Наконец, перемещение продуктов большими партиями было объединено с использованием очередей, чтобы сгладить рабочие процессы и приспособиться к постоянной нехватке деталей. По сути, дозирование позволяло всем рабочим фабрики быть постоянно занятыми.
Системы оценки и бюджетирования производственных цехов также часто отражают философию пакетной обработки. Менеджеры обычно вознаграждаются за выполнение квоты на ежемесячные отгрузки в долларах и заложенные в бюджет стандартные часы без превышения заранее установленных целевых показателей по численности персонала, прямому использованию рабочей силы, сверхурочной работе и доработкам. Высшее руководство пытается двигать организацию вперед, постановляя, что результаты в этом квартале должны быть выше, чем в прошлом квартале. «Мы должны иметь возможность обходиться меньшим количеством людей. Мы должны быть в состоянии получить более высокие коэффициенты использования мощностей. Мы должны быть в состоянии контролировать сверхурочное время. Мы должны быть в состоянии сократить часы переделки». Список наставлений можно продолжить.
Высшее руководство пытается двигать организацию вперед, постановляя, что результаты в этом квартале должны быть выше, чем в прошлом квартале. «Мы должны иметь возможность обходиться меньшим количеством людей. Мы должны быть в состоянии получить более высокие коэффициенты использования мощностей. Мы должны быть в состоянии контролировать сверхурочное время. Мы должны быть в состоянии сократить часы переделки». Список наставлений можно продолжить.
Однако в долгосрочной перспективе пакетная обработка становится серьезным препятствием для той самой эффективности, к которой она стремится. Философия длительного времени выполнения заказа, больших партий и длинных очередей неизменно приводит к разделению партий, поломке установок, утерянным и дефектным деталям, задержке поставок и большому количеству незавершенных работ.Результаты видны в мастерских повсюду: ежемесячные поставки хоккейной клюшки, когда большой объем продукции покидает завод в конце каждого периода измерения; ослабление стандартов качества под давлением, чтобы сделать квоты; секретные работы с высокой доработкой, скрытые в WIP; постоянно меняющиеся производственные приоритеты; и ежедневные кризисы в цехе.
Путь к реформе
Большинство менеджеров реагируют на неразбериху в своих рабочих местах одним из двух способов. Либо они обращаются к сторонним поставщикам за новейшими технологиями автоматизации и программным обеспечением для управления производством — дорогой ответ, который редко дает обещанные преимущества, — либо опускают руки.Мы считаем, что реальное решение заключается в устранении пакетной обработки, сглаживания и искусственной экономии за счет масштаба, а также в организации мастерской, которая может быстро и эффективно «переключаться» с одного продукта на другой без больших задержек и штрафных санкций.
HDS придерживается именно такой философии производства. Особое внимание уделяется более коротким срокам выполнения заказов (в среднем с трех месяцев при пакетной системе до двух недель сегодня), небольшим очередям или их отсутствию, низким запасам и быстрому распознаванию и устранению дефектов.Фабрика теперь более чутко реагирует на внешние изменения ассортимента и объемов выпускаемой продукции. Это также более управляемо. Количество рабочих заданий, открытых в любое время, невелико, поэтому их статус легче отслеживать. Точно так же количество открытых проблем невелико, поэтому они могут решаться и решаются с большей срочностью.
Это также более управляемо. Количество рабочих заданий, открытых в любое время, невелико, поэтому их статус легче отслеживать. Точно так же количество открытых проблем невелико, поэтому они могут решаться и решаются с большей срочностью.
Получение контроля над цехом позволило нам сократить накладные расходы. Летом 1985 года 520 из 830 сотрудников отдела были наемными или косвенными сотрудниками. Накладные расходы в настоящее время составляют 220 сотрудников.Самые большие сокращения пришлись на три отдела — контроль качества; отгрузка, получение и складирование; и производственный контроль (экспедиторы, диспетчеры), чьи роли уменьшаются по мере улучшения качества и соблюдения сроков.
Конечно, такой переход не происходит в одночасье. Менеджмент должен принять политику и процедуры, которые сообщают о новой философии производства и вознаграждают поведение, соответствующее ей. Он должен подчеркивать исключительную важность качества, более коротких сроков выполнения заказов и надежности поставок, а также подчеркивать свою готовность «пожертвовать эффективностью» для достижения своих целей. Менеджмент также должен обучать рабочих и развивать производственные технологии, чтобы повысить общую гибкость и оперативность фабрики.
Менеджмент также должен обучать рабочих и развивать производственные технологии, чтобы повысить общую гибкость и оперативность фабрики.
Как руководство может сделать это? Ниже приводится обзор нескольких шагов, которые мы предприняли в HDS для достижения этих целей.
Сделать обязательным качество. Все в организации должны понимать, что доставка высококачественной продукции является главным приоритетом. Ни один продукт не должен покидать завод, если он не соответствует требованиям клиента, даже для того, чтобы уложиться в ежемесячный бюджет поставок, и независимо от того, сколько доработок требуется.Конечная цель состоит в том, чтобы предотвратить повторное появление дефектов, чтобы не было дефектов, которые нужно исправлять. А под дефектом мы понимаем любое отклонение от производственного плана . Несвоевременная поставка или недостающие детали при окончательной сборке являются такими же дефектами, как дефекты сварных швов или электроники.
Мы убедились, что люди понимают, что у них нет другого выбора, кроме как поставлять качественную продукцию. Отгрузка бракованного товара заведомо становилась основанием для увольнения. Мы также объявили с самого начала, что готовы отказаться от месячного бюджета на поставки в интересах качества.До тех пор, пока общие операции не станут более согласованными, требование высочайшего качества плюс жесткое соблюдение квот на отгрузку посылает неоднозначные сигналы, которые неизменно приводят к ухудшению качества. Так что мы не оставили места для путаницы: доставка качественной продукции обязательна!
Отгрузка бракованного товара заведомо становилась основанием для увольнения. Мы также объявили с самого начала, что готовы отказаться от месячного бюджета на поставки в интересах качества.До тех пор, пока общие операции не станут более согласованными, требование высочайшего качества плюс жесткое соблюдение квот на отгрузку посылает неоднозначные сигналы, которые неизменно приводят к ухудшению качества. Так что мы не оставили места для путаницы: доставка качественной продукции обязательна!
По расписанию. Следующим шагом является отправка следующего сообщения на все уровни организации: «Мы намерены выполнять поставки в соответствии с графиком в 100 % случаев без ущерба для качества отгружаемой продукции и без увеличения сроков выполнения заказов.На практике это означает: «Уложиться в график во что бы то ни стало».
Указание «во что бы то ни стало идти по графику» — мощная сила для перемен. Производственная операция представляет собой систему множества взаимодействующих факторов. Производственный план операции – это график. В магазине, который соответствует графику, план правильно передает производственные приоритеты и последовательности рабочим зонам и отделам предсказуемым образом. Отклонения от плана должны быть устранены, даже если «исправление» кажется «слишком дорогим».Альтернативой является то, что фактическая производительность все больше отклоняется от плана, что в конечном итоге приводит к хаосу.
Производственный план операции – это график. В магазине, который соответствует графику, план правильно передает производственные приоритеты и последовательности рабочим зонам и отделам предсказуемым образом. Отклонения от плана должны быть устранены, даже если «исправление» кажется «слишком дорогим».Альтернативой является то, что фактическая производительность все больше отклоняется от плана, что в конечном итоге приводит к хаосу.
Сначала, конечно, пришлось разработать новые графики производства. Специалисты по планированию проанализировали 90 168 фактических 90 169 времени, необходимых для сборки и тестирования каждого продукта, приняв либеральные оценки рабочих часов и времени простоя для каждого шага. Мы убедили руководителей цехов в том, что ни на один продукт, произведенный HDS, не требуется более 30 дней, если он не собирается партиями. Затем мы разработали подробные этапы производства и графики для каждого продукта на основе этих оценок.
Наш опыт всегда подсказывал, что соблюдение графика экономит больше денег, чем стоит, потому что производительность повышается в течение нескольких месяцев. Однако руководители фабрик опасаются, что вырастут только расходы. Мы упорно трудились, чтобы убедить начальников цехов в том, что они не будут наказаны, если составят график, но изначально не уложатся в бюджет по численности персонала, сверхурочной работе, эффективности, переделкам или ежемесячным отгрузкам. На самом деле, мы полностью проигнорировали меры по повышению эффективности и переделок, о которых сообщала наша система стандартных затрат, и впоследствии перестали даже фиксировать прямые рабочие часы по должностям.
Однако руководители фабрик опасаются, что вырастут только расходы. Мы упорно трудились, чтобы убедить начальников цехов в том, что они не будут наказаны, если составят график, но изначально не уложатся в бюджет по численности персонала, сверхурочной работе, эффективности, переделкам или ежемесячным отгрузкам. На самом деле, мы полностью проигнорировали меры по повышению эффективности и переделок, о которых сообщала наша система стандартных затрат, и впоследствии перестали даже фиксировать прямые рабочие часы по должностям.
Мы также уточнили и сделали более строгим определение «вовремя». В соответствии с философией «точно в срок» мы определили термин «по графику» как означающий, что каждое основное запланированное задание начинается по графику и завершается по графику и в правильной последовательности на каждом крупном этапе производственного процесса. Сопутствующая политика руководства гласила: «Никогда не начинать работу раньше времени».
Не жертвуйте емкостью ради стоимости. Дисциплинированное соблюдение основного графика требует адекватных мощностей в каждой операционной зоне завода.Без соответствующих мощностей график просто не будет соблюден. Руководители фабрик часто заявляют, что существуют серьезные физические ограничения, которые они не могут устранить в краткосрочной перспективе. Это редко верно в магазине работы. Уровни рабочей силы в основном определяют потенциал. Самый прямой способ увеличить емкость — добавить тела. Крайне важно, чтобы запланированные и фактические уровни рабочей силы соответствовали требованиям основного графика.
Дисциплинированное соблюдение основного графика требует адекватных мощностей в каждой операционной зоне завода.Без соответствующих мощностей график просто не будет соблюден. Руководители фабрик часто заявляют, что существуют серьезные физические ограничения, которые они не могут устранить в краткосрочной перспективе. Это редко верно в магазине работы. Уровни рабочей силы в основном определяют потенциал. Самый прямой способ увеличить емкость — добавить тела. Крайне важно, чтобы запланированные и фактические уровни рабочей силы соответствовали требованиям основного графика.
Как это ни парадоксально, роль руководства состояла в том, чтобы сделать прямо противоположное.Менеджеры хотят, чтобы люди усердно работали, поэтому они предусматривают нереально низкий уровень рабочей силы. Это также гарантирует, что завод не останется в графике. Мы настаивали на том, чтобы менеджеры планировали потребности в рабочей силе на основе реалистичных оценок производительности труда, а не желаемой производительности. Мы полагались на оценки знающего персонала цеха, который понимал, что мы ценим соблюдение графика больше, чем экономию трудозатрат.
Мы полагались на оценки знающего персонала цеха, который понимал, что мы ценим соблюдение графика больше, чем экономию трудозатрат.
Разнообразие и сложность мастерской означает, что потребности в рабочей силе в данной области деятельности никогда не бывают статичными.Это одна из особых проблем внедрения TQC и JIT в мастерских, в отличие от крупносерийной сборки. Менеджмент должен иметь возможность варьировать уровни рабочей силы в различных областях завода, чтобы соответствовать требованиям основного графика.
Овертайм — один из очевидных инструментов. Мы обнаружили, что это отличный способ варьировать эквивалентные уровни рабочей силы на целых 15%. Однако многие агентства по трудоустройству ограничивают свою гибкость жесткими и неадекватными бюджетными ограничениями на сверхурочную работу.
Профессиональная специализация также может стать серьезным сдерживающим фактором для перемещения работников туда, где они нужны.Поскольку производство в HDS перешло к последовательной сборке и испытаниям, а также к еще более жестким графикам, нам стало необходимо проводить перекрестное обучение рабочих и разрабатывать методы для ускорения смены рабочих мест.
Печатные платы являются поучительным примером. Сборка печатных плат включает ряд операций: подготовка компонентов, ручная вставка компонентов, ограниченная машинная вставка компонентов, ручная пайка, пайка волной припоя, визуальный осмотр. Рабочие также должны изучить схемы, иллюстрирующие компоненты каждой платы и способы их соединения.Сокращение размеров партий (наша цель заключалась в том, чтобы партии не превышали пяти досок) и сокращение времени выполнения заказа означало, что рабочие должны были иметь возможность выполнять ряд этих операций, а не специализироваться на одной. Так отдел начал широкое перекрестное обучение. Рабочих, которые управляли сборочными машинами, научили их программировать. Всех учили, как проводить визуальный осмотр.
Мы также предприняли несколько шагов, чтобы сократить время настройки. Мы разбили долгий и непрерывный процесс сборки на последовательность более мелких и подробных сборочных работ.Мы храним недорогие электронные компоненты прямо на линии, чтобы сократить время комплектования. Мы заменили чертежи и диаграммы краткими письменными инструкциями. Работникам больше не нужно было корпеть над документами перед началом работы. Вместо этого у них были пошаговые инструкции.
Мы заменили чертежи и диаграммы краткими письменными инструкциями. Работникам больше не нужно было корпеть над документами перед началом работы. Вместо этого у них были пошаговые инструкции.
Повышение скорости отклика питателя. Чтобы сократить общее время выполнения заказов и обеспечить строгое соблюдение основного графика, функции, обеспечивающие процесс сборки материалами и деталями, также должны стать более оперативными.Мы видели ремонтные мастерские, где запланированное время даже для покупки простых деталей более чем в два раза превышает время, которое фактически требуется для получения деталей. Это создает неявную очередь в системе. Немедленное и агрессивное сокращение запланированного времени выполнения закупленных деталей является отличным методом повышения скорости реагирования.
Проблема оперативности может быть более сложной при использовании деталей собственного производства. До нашего прихода в HDS механический цех был организован по традиционному принципу. Токарные станки были в одном районе, сверлильные станки в другом и так далее.Запчасти разъезжали по всему цеху и стояли в очередях перед каждой машиной. Определенные рабочие управляли конкретными машинами и выполняли одну и ту же операцию на нескольких разных деталях.
Токарные станки были в одном районе, сверлильные станки в другом и так далее.Запчасти разъезжали по всему цеху и стояли в очередях перед каждой машиной. Определенные рабочие управляли конкретными машинами и выполняли одну и ту же операцию на нескольких разных деталях.
Но многие наши компоненты имеют общие важные характеристики. Для корпусов различных каротажных инструментов могут потребоваться различные сварные швы, фрезерованные пазы разных размеров и различные токарные операции, но все они требуют сварных швов, пазов и токарных операций. Поэтому мы создали отдельно стоящие производственные ячейки для выполнения всего комплекса операций по механической обработке связанных деталей.И мы перекрестно обучали рабочих внутри ячейки управлять более чем одной машиной. По сути, мы добились экономии за счет масштаба, сгруппировав похожие детали, а не производя большие партии каждой детали.
Ячеистое производство, которое мы теперь применяем к девяти категориям деталей, дает много преимуществ. Это уменьшает задержки, связанные с переналадкой. Например, некоторые станки в корпусной ячейке настроены только на фрезерование пазов. Настройка этих станков для производства различных корпусов теперь означает только регулировку размеров фрезерования.Качество тоже улучшается. Теперь рабочие в ячейке изготавливают детали , а не , запускают машины — важное изменение точки зрения, которое повышает их внимание к дефектам и ответственность за них. Наконец, устранение очередей и постоянный поток деталей на заводе позволили нам сократить размеры партий и время выполнения заказов. Среднее время изготовления детали в механическом цехе сократилось со 100 до 7 дней. Хотя мы не концентрировались на непосредственной производительности труда, среднее количество рабочих часов на деталь сократилось на 50% в течение двух лет (с более чем четырех часов до двух) и продолжает снижаться.Теперь работа идет достаточно быстро, чтобы механический цех выполнял как требования к прототипам, так и производственные потребности.
Это уменьшает задержки, связанные с переналадкой. Например, некоторые станки в корпусной ячейке настроены только на фрезерование пазов. Настройка этих станков для производства различных корпусов теперь означает только регулировку размеров фрезерования.Качество тоже улучшается. Теперь рабочие в ячейке изготавливают детали , а не , запускают машины — важное изменение точки зрения, которое повышает их внимание к дефектам и ответственность за них. Наконец, устранение очередей и постоянный поток деталей на заводе позволили нам сократить размеры партий и время выполнения заказов. Среднее время изготовления детали в механическом цехе сократилось со 100 до 7 дней. Хотя мы не концентрировались на непосредственной производительности труда, среднее количество рабочих часов на деталь сократилось на 50% в течение двух лет (с более чем четырех часов до двух) и продолжает снижаться.Теперь работа идет достаточно быстро, чтобы механический цех выполнял как требования к прототипам, так и производственные потребности.
Сделать производительность видимой. Повышение наглядности фактической производительности по сравнению с запланированной является мощным мотиватором, если руководство использует его должным образом — для поощрения, а не наказания. В HDS мы ввели множество «видимых» показателей эффективности. Три типа, в частности, являются ключевыми мотиваторами.
1. Видимый основной график, в котором графически показаны запланированные и фактические даты начала и окончания для каждого основного запланированного незавершенного задания и каждой области операций на заводе.
2. Отчеты о рабочей силе, в которых используются графики для документирования фактической и необходимой рабочей силы в каждой области операций.
3. Отчеты о «скорости» обнаружения и исправления дефекта (т.е. отклонения).
Что касается дефектов, подразделение публикует ежедневные списки, показывающие текущую нехватку деталей и нехватку, прогнозируемую на десять дней вперед, для каждой области деятельности и основного запланированного задания. Эти отчеты, подготавливаемые на ежедневных собраниях по дефициту, служат катализатором корректирующих и превентивных действий.Мы также используем отчет о «старении дефектов», который показывает фактическое время обнаружения дефектов и их исправления после обнаружения. Для наших операций с фидерами мы настаивали на том, чтобы отслеживать тенденции в оборотах незавершенного производства — самый надежный показатель времени выполнения заказа и возможность быстро предоставить необходимые детали.
Эти отчеты, подготавливаемые на ежедневных собраниях по дефициту, служат катализатором корректирующих и превентивных действий.Мы также используем отчет о «старении дефектов», который показывает фактическое время обнаружения дефектов и их исправления после обнаружения. Для наших операций с фидерами мы настаивали на том, чтобы отслеживать тенденции в оборотах незавершенного производства — самый надежный показатель времени выполнения заказа и возможность быстро предоставить необходимые детали.
Бесконечное улучшение
Повышение производительности подразделения HDS компании Schlumberger подчеркивает актуальность и эффективность TQC и JIT в производственной сфере. Конечно, реализация этих реформ требует радикальных изменений в давней организации рабочих процессов.Это ставит во главу угла управленческие подходы, которые одновременно способствуют инновациям и чрезвычайно требовательны, так что любые результаты, кроме идеального соблюдения производственного плана, агрессивно управляются для устранения дефектов.
Также важно остерегаться самоуспокоенности после первого раунда успеха. Мы обнаружили, что ориентированные на реформы рабочие места часто достигают плато производительности; организация почивает на лаврах, если руководство не вводит новые стимулы для улучшения.В HDS, когда мы достигли точки, когда мы могли постоянно поставлять качественный продукт в соответствии с графиком, мы создали такой стимул, сократив запланированное время выполнения заказа на 30%. Это послужило мотивом для целого ряда новых шагов, направленных на сокращение времени выполнения заказов и количества брака.
В конечном счете, стремление к повышению производительности должно исходить от самой производственной организации. Первоначальные успехи мотивируют рабочих и руководителей цехов добиваться еще больших успехов и вселяют в них уверенность в том, что новые успехи находятся в пределах их досягаемости.Это, возможно, главный вклад производства с низкими накладными расходами и быстрым откликом. Когда все сказано и сделано, это освобождает людей для инноваций и внесения вклада в процесс совершенствования, который никогда не заканчивается.
Машиностроение
Сектор машиностроения является важной частью машиностроения. Механизм состоит из сборки компонентов, по крайней мере один из которых движется, соединенных вместе для конкретного применения.Система привода машин питается от энергии, отличной от энергии человека или животных.
Реагирование на коронавирус в связи с аддитивными производственными мощностями
Сектор аддитивного производства (AM) помогает смягчить некоторые последствия COVID-19, поскольку он может быстро ввести дополнительные производственные мощности для производства недостающих товаров. Процесс аддитивного производства также известен как «3D-печать» (3DP), потому что он использует 3D-принтеры для производства широкого спектра продуктов для различных приложений.Сами 3D-печатные продукты также могут использоваться для производства медицинских устройств. На данный момент есть примеры использования станков для 3D-печати для изготовления компонентов аппаратов искусственной вентиляции легких для отделений интенсивной терапии. Чтобы помочь промышленности и малым и средним предприятиям (МСП) изучить промышленные возможности, предлагаемые процессами аддитивного производства, мы обобщили часто задаваемые вопросы.
Чтобы помочь промышленности и малым и средним предприятиям (МСП) изучить промышленные возможности, предлагаемые процессами аддитивного производства, мы обобщили часто задаваемые вопросы.
В центре внимания
Законодательство ЕС по машинному оборудованию
Одним из основных законодательных актов, регулирующих гармонизацию основных требований по охране труда и технике безопасности для машин на уровне ЕС, является Директива по машинному оборудованию 2006/42/EC
Директива
- продвигает свободное перемещение машин на едином рынке
- гарантирует высокий уровень защиты для работников и граждан ЕС
Поскольку это директива «нового подхода», она способствует гармонизации за счет сочетания обязательных требований в отношении здоровья и безопасности и добровольные гармонизированные стандарты.Директива по машинному оборудованию применяется только к продуктам, которые впервые размещаются на рынке ЕС .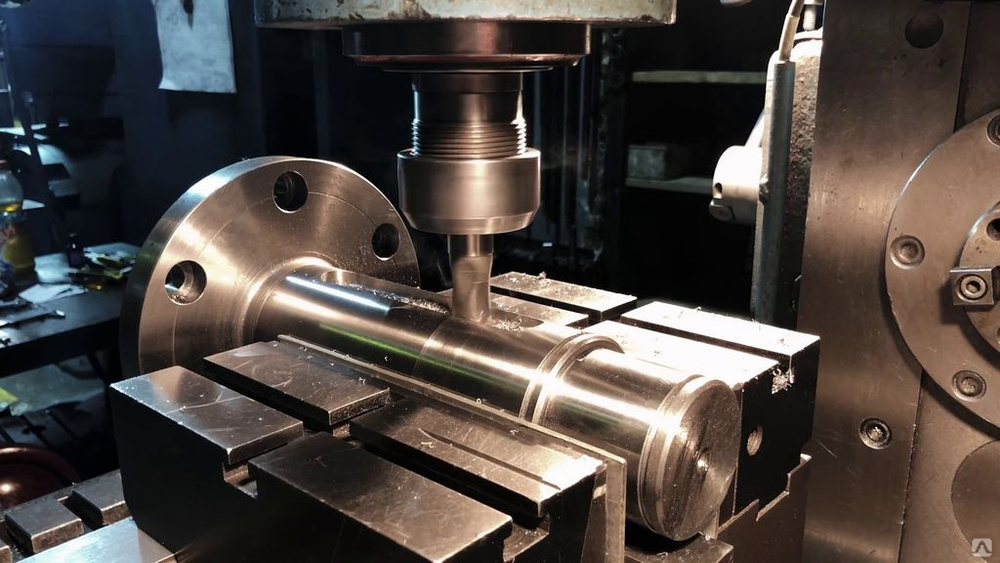
Директива по машинному оборудованию 2006/42/EC была опубликована 9 июня 2006 г. и вступила в силу 29 декабря 2009 г. В нее были внесены поправки Директивой 2009/127/EC Европейского парламента и Совета от 21 октября 2009 г. в отношении машин для внесения пестицидов, а также Регламентом (ЕС) № 167/2013 Европейского парламента и Совета от 5 февраля 2013 г. об утверждении и надзоре за рынком сельскохозяйственных и лесохозяйственных транспортных средств, среди прочего.Прочтите сводный текст директивы.
Руководящие документы
В этом документе содержится руководство по применению основных требований по охране труда и технике безопасности, касающихся эргономики, изложенных в разделе 1.1.6 приложения I к директиве по машинному оборудованию и соответствующих согласованных стандартов.
Соответствующая информация
Пересмотр Директивы по машинному оборудованию
Директива по машинному оборудованию является основным европейским законодательством, регулирующим продукцию машиностроительной промышленности. В рабочем документе персонала, SWD(2018)160, подробно изложен вывод об оценке эффективности Директивы по машинному оборудованию.
В рабочем документе персонала, SWD(2018)160, подробно изложен вывод об оценке эффективности Директивы по машинному оборудованию.
Оценка показывает, что директива относительно гибка по отношению к технологическим разработкам в цифровую эпоху благодаря основанному на ней «новому подходу». Кроме того, он в целом актуален, эффективен, действенн, последователен и имеет дополнительную ценность для ЕС.
Однако некоторые из его положений требуют большей юридической ясности и большей согласованности с другим законодательством.Некоторые административные требования, влияющие на эффективность Директивы, также могут быть упрощены. Наконец, оценка показывает, что на эффективность директивы повлияли недостатки в мониторинге и правоприменении. В настоящее время продолжается процесс пересмотра.
Дополнительная информация
Нотифицированные органы
Abertech Snc
via Dante n. 48
38068 Роверето, Италия
Г-жа Сара Бальцано
Тел.: +39 0464 486 333
Электронная почта: sarab@abertech. it
it
Листы «Рекомендации по применению» (RfU)
Следующие листы «Рекомендаций по применению» отражают общую позицию нотифицированных органов в секторе машиностроения. Они были одобрены рабочей группой по машинному оборудованию. Их цель состоит в том, чтобы помочь нотифицированным органам в их задачах по оценке соответствия машин, в основном для процедуры проверки типа ЕС, в соответствии с положениями директивы по машинам. Все заинтересованные стороны, участвующие в реализации директивы, должны знать о существовании этой информации
- Горизонтальные листы RfU имеют префикс 00 и применяются ко всем типам машин, перечисленных в приложении IV директивы по машинам.
- Вертикальные листы RfU применяются более конкретно к определенной категории машин, перечисленных в приложении IV, e.г. листы с префиксом 01 относятся к деревообрабатывающему оборудованию. Их выдает вертикальная группа №1 координации нотифицированных органов
Контакты
Brexit
Механические мастерские и производители инструментов на продажу
Современный производственный бизнес
Огайо
NEO Business Advisors представляет высокодоходный производственный бизнес в Северо-восточном Огайо с ЧПУ, ручной и механической обработкой Возможности изготовления, зуборезки и сборки оборудования. Эта редкая возможность не продлится долго, поскольку рентабельность по EBITDA стабильно превышает 30%. Компания является универсальным магазином для клиентов из различных отраслей, что позволяет поддерживать объем работы стабильным и несезонным. Оборудование находится в отличном состоянии и предлагает возможности роста без дополнительных капитальных затрат. Компания имеет отличную репутацию благодаря качеству, возможностям и срокам выполнения заказов и не конкурирует по ценам. Рабочая сила представляет собой хорошее сочетание молодых, стремящихся к обучению, и опытных сотрудников с большим стажем работы.Бизнес может похвастаться примерно 60% повторяющихся работ, а остальная работа в основном представляет собой вариации прошлых деталей и оборудования с более чем 15-летней историей работ, на которые можно опираться для предложений, заказов, программ и сборки. Заявление о воздействии COVID-19: бизнес работал как основной бизнес на протяжении всего периода пандемии COVID-19. Объем работы немного снизился, но бизнес сохранил отличную прибыль.
Эта редкая возможность не продлится долго, поскольку рентабельность по EBITDA стабильно превышает 30%. Компания является универсальным магазином для клиентов из различных отраслей, что позволяет поддерживать объем работы стабильным и несезонным. Оборудование находится в отличном состоянии и предлагает возможности роста без дополнительных капитальных затрат. Компания имеет отличную репутацию благодаря качеству, возможностям и срокам выполнения заказов и не конкурирует по ценам. Рабочая сила представляет собой хорошее сочетание молодых, стремящихся к обучению, и опытных сотрудников с большим стажем работы.Бизнес может похвастаться примерно 60% повторяющихся работ, а остальная работа в основном представляет собой вариации прошлых деталей и оборудования с более чем 15-летней историей работ, на которые можно опираться для предложений, заказов, программ и сборки. Заявление о воздействии COVID-19: бизнес работал как основной бизнес на протяжении всего периода пандемии COVID-19. Объем работы немного снизился, но бизнес сохранил отличную прибыль. Объем запросов / котировок вернулся к уровням, существовавшим до COVID. Выручка за 2021 год: 3 890 639 долларов США Выручка за 2020 год 3 395 517 долларов США Выручка за 2019 год 4 048 063 долларов США Выручка за 2018 год 4 335 747 долларов США Скорректированная EBITDA по годам: EBITDA 2021 года 1 225 682 долларов США (31.5%) EBITDA 2020 г. $1 161 015 (34,2%) EBITDA 2019 г. $1 390 412 (34,3%) EBITDA 2108 г. $1 394 383 (32,2%) , токарные станки, горизонтально-расточные станки, вертикально-револьверные станки, зубчатые станки, сварочные аппараты, шлифовальные станки, рабочие столы, паллетные стеллажи, шкафы, покрасочная камера, покрасочное оборудование, инструменты, контрольно-измерительное оборудование, вилочный погрузчик, многобалочные краны, компьютеры, столы, стулья, конференции стол, картотеки, программное обеспечение САПР и копировальный аппарат.Запасы и незавершенное производство: Запасы и незавершенное производство в размере 965 207 долларов США включены в запрашиваемую цену, которая может быть скорректирована в сторону увеличения или уменьшения фактической суммы на момент закрытия сделки.
Объем запросов / котировок вернулся к уровням, существовавшим до COVID. Выручка за 2021 год: 3 890 639 долларов США Выручка за 2020 год 3 395 517 долларов США Выручка за 2019 год 4 048 063 долларов США Выручка за 2018 год 4 335 747 долларов США Скорректированная EBITDA по годам: EBITDA 2021 года 1 225 682 долларов США (31.5%) EBITDA 2020 г. $1 161 015 (34,2%) EBITDA 2019 г. $1 390 412 (34,3%) EBITDA 2108 г. $1 394 383 (32,2%) , токарные станки, горизонтально-расточные станки, вертикально-револьверные станки, зубчатые станки, сварочные аппараты, шлифовальные станки, рабочие столы, паллетные стеллажи, шкафы, покрасочная камера, покрасочное оборудование, инструменты, контрольно-измерительное оборудование, вилочный погрузчик, многобалочные краны, компьютеры, столы, стулья, конференции стол, картотеки, программное обеспечение САПР и копировальный аппарат.Запасы и незавершенное производство: Запасы и незавершенное производство в размере 965 207 долларов США включены в запрашиваемую цену, которая может быть скорректирована в сторону увеличения или уменьшения фактической суммы на момент закрытия сделки. Запасы и незавершенное производство включают в себя сырье, незавершенное производство коммерческих компонентов и запасы готовой продукции, которая есть на складе и готова к отправке клиентам. Недвижимость: Недвижимость принадлежит Продавцу и продается вместе с бизнесом. Оценочная стоимость составляет 2 200 000 долларов США, не включенная в запрашиваемую цену. Площадь здания составляет около 40 000 SF, из них 37 000 SF производственных площадей и 3 000 SF отремонтированных офисных помещений.Настоящее производственное пространство с несколькими мостовыми кранами, несколькими подвесными/доковыми дверями, отличным местом для рабочей силы, рядом с покупателями и поставщиками, с удобным выездом на шоссе. Рост и расширение: бизнес представляет собой прекрасную стратегическую возможность приобретения для тех, кто уже работает в сфере механической обработки, производства, зубчатых передач или капитального оборудования. Возможности роста и расширения включают разработку маркетингового плана (цифровая реклама, оплата за клик, реклама в социальных сетях и найм специалиста по продажам/маркетингу) для целевого производства и работы с более высокой прибылью.
Запасы и незавершенное производство включают в себя сырье, незавершенное производство коммерческих компонентов и запасы готовой продукции, которая есть на складе и готова к отправке клиентам. Недвижимость: Недвижимость принадлежит Продавцу и продается вместе с бизнесом. Оценочная стоимость составляет 2 200 000 долларов США, не включенная в запрашиваемую цену. Площадь здания составляет около 40 000 SF, из них 37 000 SF производственных площадей и 3 000 SF отремонтированных офисных помещений.Настоящее производственное пространство с несколькими мостовыми кранами, несколькими подвесными/доковыми дверями, отличным местом для рабочей силы, рядом с покупателями и поставщиками, с удобным выездом на шоссе. Рост и расширение: бизнес представляет собой прекрасную стратегическую возможность приобретения для тех, кто уже работает в сфере механической обработки, производства, зубчатых передач или капитального оборудования. Возможности роста и расширения включают разработку маркетингового плана (цифровая реклама, оплата за клик, реклама в социальных сетях и найм специалиста по продажам/маркетингу) для целевого производства и работы с более высокой прибылью.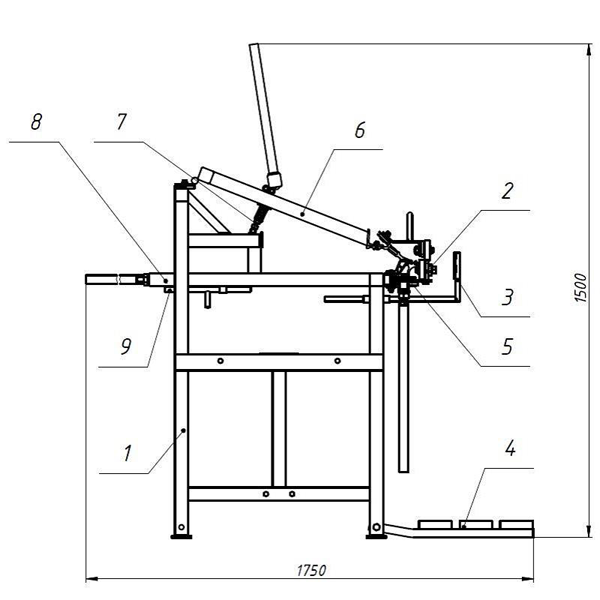 Добавьте или приобретите линейку продуктов (собственных, закрытых или ориентированных на производство). Загрузка оборудования составляет около 50%, что позволяет покупателю добавить больше сотрудников для увеличения объема работы/использования без дополнительных капитальных затрат. Предприятие работает в одну смену (Пн-Пт). Дополнительные смены увеличат мощность без необходимости капитальных затрат, что еще больше увеличит и без того высокую прибыль. Покупатель в отрасли производства OEM-оборудования может рассчитывать на это, чтобы получить зависимого поставщика с полным набором внутренних возможностей, в то время как покупатель по механической обработке или изготовлению получит сотрудников, оборудование, клиентов и отличный денежный поток! Недвижимость имеет место для большей вместимости, прежде чем перерастет существующее пространство и дополнительную землю для будущей пристройки здания.Вопросы? Пожалуйста, обращайтесь к Нику Фаресу из NEO Business Advisors с любыми вопросами, касающимися этого бизнеса, выставленного на продажу, по телефону 330-283-3900 или по электронной почте Nick@NEOBusinessAdvisors.
Добавьте или приобретите линейку продуктов (собственных, закрытых или ориентированных на производство). Загрузка оборудования составляет около 50%, что позволяет покупателю добавить больше сотрудников для увеличения объема работы/использования без дополнительных капитальных затрат. Предприятие работает в одну смену (Пн-Пт). Дополнительные смены увеличат мощность без необходимости капитальных затрат, что еще больше увеличит и без того высокую прибыль. Покупатель в отрасли производства OEM-оборудования может рассчитывать на это, чтобы получить зависимого поставщика с полным набором внутренних возможностей, в то время как покупатель по механической обработке или изготовлению получит сотрудников, оборудование, клиентов и отличный денежный поток! Недвижимость имеет место для большей вместимости, прежде чем перерастет существующее пространство и дополнительную землю для будущей пристройки здания.Вопросы? Пожалуйста, обращайтесь к Нику Фаресу из NEO Business Advisors с любыми вопросами, касающимися этого бизнеса, выставленного на продажу, по телефону 330-283-3900 или по электронной почте Nick@NEOBusinessAdvisors.