Станок работать – Работа на ЧПУ станке: обязанности, требования, обучение
что можно сделать, виды станков, методы
Токарные станки предназначены для обработки тел вращения. При работе на токарном станке производится точение цилиндрических, конических и фасонных поверхностей, как внутренних, так и наружных, а также нарезание резьбы и накатку рифления. Помимо этого, на них можно производить операцию сверления, однако это возможно только в том случае, если отверстие находится в оси детали или же с некоторым смещение от нее.
Разновидности и характеристики станков для обработки дерева
Разнообразие типов, размеров и форм деревянных деталей предполагает многообразие оборудования, на котором происходит обработка.
В перечень разновидностей станков для деревообработки входят:
Пилильные
Данная группа используется для распиловки заготовок и целых древен, а также для придания формы плоским элементам. Пилильные в свою очередь следует разделить на следующие подгруппы:
- Пилорамы, при помощи которых осуществляется продольная и поперечная распиловка материала при помощи линейных пил, которые совершают возвратно-поступательные движения относительно заготовок. Данное оборудование не относится к экономичному оборудованию, к тому же оно достаточно громоздкое, поэтому встречается довольно редко.
- Круглопильные, которые представляют собой автоматические и ручные, выполняющие распиловку древесины в наклонной и вертикальной плоскостях при помощи круглых пил. Такое оборудование нашло применение при формовке. Классифицируется по количеству пил, их диаметру, мощности и производительности.
- Ленточные, функционирующие автоматически и с ручным управлением. Разрезание дерева происходит при линейном движении ленты. Используется как во время заготовки, так и при дальнейшей обработке. Достоинством данного оборудования можно назвать простоту обслуживания и экономичность, однако более низкую точность, если сравнивать с круглопильными.

Строгальные
Предназначены для снятия верхнего слоя материала при перемещении режущего инструмента. К основным разновидностям станков этого типа относятся:
- Рейсмусовые, одно и двухсторонние. Односторонние способны обрабатывать только верхнюю плоскость, так что их используют только при обработке только крупных заготовок. Получили большое распространение благодаря простоте своей конструкции, а значит простоте управления и обслуживания. Двухсторонние могут одновременно обработать нижнюю и верхнюю плоскость. Их достоинством является большая производительность, однако одновременно с этим с ними сложнее при обслуживании.
- Фуговальные, которые не только производят обработку плоскостей, но и способны снять фаски под определенных углом.

Токарные
Токарные станки подразделяются на большое количество разновидностей, исходя из точности, габаритов самих станков и обрабатываемых деталей и т.д. Деревообрабатывающие разновидности токарных станков используются при точении декоративных элементов, корпусных деталей и элементов крепежа. Основным параметром классификации является степень автоматизации и универсальности. По степени автоматизации существуют следующие разновидности:
- Станки с ручным управлением предполагают регулирование скорости вращения шпинделя, подачу деталей и прочие параметры рабочим.
- Автоматизированное оборудование оснащаются копированными устройствами, благодаря которым сокращается время обработки детали, однако все процессы по-прежнему под контролем человека.
- Автоматические процессы предполагают выполнение всех переходов в автоматическом режиме. Все параметры контролируются компьютером станка. Токарные станки с ЧПУ стали особо популярны в последнее время.

Если говорить об универсальности, то стоит выделить:
- Универсальное оборудование, которое позволяет выполнять детали различной формы, размеров и сложности.
- Специализированное, которое предоставляет выполнять обработку деталей в определенной диапазоне размеров.
- Специальное, предназначенное для изготовления только одной определенной детали.
Сверлильные
Они необходимы для просверливания отверстий, которые находятся в оси или не в оси деталей, а также обработки отверстий. Классифицируются по многим параметром, однако основным можно назвать конфигурацию, по которому они разделяются на:
- Вертикально-сверлильные, которые выполняют работу только в вертикальной плоскости;
- Горизонтально-сверлильные, выполняющие обработку только в горизонтальной плоскости;
- Радиально-сверлильные, позволяющие изменять угол наклона инструмента.

Фрезерные
Такие станки используются для обработки плоских и фасонных поверхностей. Как и сверлильные, они разделяются по плоскостям, в которых работает фреза. По конфигурации их следует разделить:
- Горизонтально-фрезерные, у которых шпиндель расположен горизонтально относительно поверхности стола;
- Вертикально-фрезерные, инструмент которых расположен перпендикулярно относительно стола и закрепленной на нем детали;
- Универсальные, позволяющие менять расположение заготовки без ее переустановки.

Шлифовальные
Данные станки предназначены для чистовой обработки и предполагают снятие верхнего слоя небольшой толщины инструментом с абразивным покрытием. Различают:
- Плоскошлифовальные, на которых выполняется обработка плоских поверхностей;
- Круглошлифовальные, предназначенные для тел вращения;
- Специальные шлифовальные станки, которые предназначены для обработки сложных поверхностей;
- Кромкошлифовальные. Используются для окончательной обработки фигурных элементов.

Гнутарные
Представляют собой гидравлические прессы со специальными зажимами. Используются для придания элементом особой формы.

Сборочные
Чаще всего это автоматические устройства для сборки отдельных элементов в полуфабрикат или готовое изделие.

Технология проведения работ
Токарные станки предназначены для обработки тел вращения. На данном оборудовании выполняются следующие работы:
- Подрезка торцов;
- Точение наружных поверхностей;
- Нарезание резьбы любого типа;
- Отрезание деталей;
- Нанесение рифлений;
- Сверление и растачивание внутренних отверстий.

Однако это не единственное, что можно делать на данном станке. Помимо этого на нем можно выполнять полирование и притирку отверстия. Полирование может выполнять при помощи специального войлочного круга и пасты ГОИ. С их помощью изделие приобретает зеркальную поверхность, однако точность поверхности не обеспечивается. Доводка поверхности отверстия выполняется при помощи притира.
Обработка на токарном станке обеспечивается путем вращения детали относительно закрепленного инструмента.
Инструмент может быть закреплен в шпинделе или в центрах. Центра – это специальные приспособления, которые закреплены в шпинделе и в задней бабке. Для ее обеспечения необходимо предварительно зацентровать (просверлить специальным сверлом отверстие в оси) заготовку с двух сторон. Установка для обработки в центрах позволяет выполнить все переходы за один установ.
По степени точности оборудование следует разделить на: нормальной точности; точные; особо точные; повышенной точности; сверхточности.
По типу подразделяются на:
- лоботокарные;
- карусельные;
- токарно-винторезные;
- токарно-револьверные.
Первые две разновидности предназначены для обработки крупногабаритных деталей, от полуметра до нескольких метров. Токарно-винторезные являются самыми распространенными, поскольку являются универсальными и предназначены для обработки деталей до пятисот миллиметров. Токарно-револьверные относятся к полуавтоматическим станка. Обработка на таком оборудовании осуществляется по упорам.

Методы выполнения токарных работ
На токарном станке производится точение деталей и сверление отверстий. Также выполняются комплексные работы, которая представляют собой выполнение точение и шлифование только на токарном станке. Для выполнения операции шлифования в этом случае может использоваться резцы высокой точности и притиры, если это отверстие. Подобная мера позволяет сократить время изготовления, а значит, и уменьшить стоимость деталей.
Проточки внутреннего диаметра выполняются при помощи сверла, зенкера и развертки, а также резцов. Помимо этого могут использовать метчики, которые нарезают резьбу внутри отверстия (для наружных поверхностей используется плашка).
Выверка размеров деталей происходит при помощи лимба (измерительной шкалы на суппорте), а также при помощи измерительных приборов (штангенциркулей, микрометров и т.д.).
Виды используемых резцов
Резцы для обработки на токарном стенке бывают:
- проходными, предназначенными для обработки плоских поверхностей торцов детали;
- подрезными, используемыми для точения цилиндрических поверхностей;
- отрезными, которые отрезают готовую деталь от заготовки;
- фасонные и галтельные, которые используются для точения фасонных поверхностей и скруглений;
- резьбовые, которые подразделяются на наружные и внутренние;
- расточные резцы, которые используются для обработки внутренних поверхностей;
- канавочные, похожие на отрезные, применяемые для точения канавок.

Помимо этого резцы подразделяются на:
- цельные, чаще всего изготовленные из быстрорежущей стали;
- составные с напаянными пластинами из твердого сплава, державка в этом случае изготовлена из углеродистой стали;
- ставные со съемной пластиной, которую можно заменить в случае износа или образования скола.
Техника безопасности
В ходе выполнения работ на токарном станке необходимо использовать защитный кожух, который закрывает зону вращения детали. Таким образом, рабочий защищен от отлетающией стружки.
Работник должен стоять на специальном деревянном настиле, это обеспечивает защиту от поражения током.
Одежда должна закрывать тело, оставляя открытыми только кисти рук, голову и шею. Обувь должна быть закрытой. Все это необходимо для защиты от стружки. Одежда не должна быть прилегающей или чересчур свободной. В первом случае она будет стеснять движения, а во втором может стать причиной травмы при затягивании одежды в шпиндель.

Рабочего перед началом работы должны выдать специальные очки, которые защищают органы зрения от попадания стружки или пыли. Если производится точение сыпучего материала (к примеру, графит или дерево), то помимо очков должны быть выданы респираторы для защиты органов зрения. Также при работе с сыпучими материала необходима вытяжка, которая позволит защитить не только того, что непосредственно точит, но и других работников цеха.
Перед снятием детали следует не только выключить вращение шпинделя, но и притупить острые кромки.
Самое главное: к работе на токарном станке человек допускается только после прохождения инструктажа.
vseochpu.ru
Принцип работы станка с ЧПУ: конструкция, характеристика, ПУ
Станок с ЧПУ – оборудование станочного типа с числовым программным управлением, предназначенное для высокоточной обработки деталей. Существует множество моделей аппаратов данного типа, но принцип работы станков с ЧПУ и практически идентичны. Устройства могут работать в автоматическом или полуавтоматическом режиме под контролем оператора агрегата.
Конструкция
Чтобы понять, как работать на станке с ЧПУ, необходимо предварительно разобраться в его конструкции. Отдельные модели фрезерных и токарных станков имеют незначительные отличия, но базовые элементы идентичны.
Стандартная конструкция агрегата включает наличие:
- станины;
- коробки подач;
- передней шпиндельной бабки;
- задней бабки;
- стержневого механизма;
- суппорта.

Станина представляет собой основу оборудования – к ней крепятся другие комплектующие. Коробка подач отвечает за передачу движений, которые осуществляет шпиндель. Передаваемые движения принимаются суппортом. Передняя шпиндельная бабка состоит из:
- коробки скоростей;
- шпинделя;
- крепежных элементов для фиксации и вращения заготовки.
Задняя бабка предназначена для закрепления заготовки с противоположной стороны, когда выполняется обработка на станках с ЧПУ центральной части. В качестве стержневого механизма могут выступать различные инструменты, такие как развертка или сверло. Именно этот элемент отвечает за центральную обработку заготовки. Он неразрывно связан с задней бабкой. От суппорта зависит надежность фиксации режущего инструмента и траектории его движения.
Работая с современным оборудованием, следует знать и дополнительных комплектующих. Конструкция станков может быть дополнительно оснащена:
- вакуумным столом;
- улавливателем стружки;
- системой охлаждения фрезы.
Также для удаленного контроля агрегатом иногда могут использовать переносной пульт. По этому принципу работают в основном в узкоспециализированном производстве.

Характеристика
Перед тем, как научиться работать на станке, нужно разобраться в его характеристиках. Отличительной чертой станков, имеющих числовое программное управление, является высокая скорость и точность обработки. В отличие от более старого оборудования подобного типа четырехкоординатные фрезерные станки с системой числового программного управления имеют более высокий показатель надежности и удобства в использовании.
Еще одним фактором, отличающим токарный станок по дереву с числовым программным управлением от его аналогов, заключается в повышенном показателе жесткости. Эта особенность обусловлена:
- короткими кинематическими цепями;
- сниженными потерями на трении;
- минимальными зазорами между элементами конструкции;
- низким количеством механических передач;
- повышенным быстродействием.
Подвижные элементы устойчивы к износу, а теплопотери и механическое трение сведены к минимуму. Для конструкции характерно чередование в соединении между твердыми материалами и мягкими. Так, например, стальные детали могут соединяться с пластиковыми. Работа выполняется благодаря роликам, имеющим преднатяг. Вероятность получения повреждений такими элементами крайне мала.
Принцип работы станка с системой ЧПУ также зависит от отличий приборов. По характеристикам токарные станки отличаются:
- диаметром обрабатываемой заготовки;
- габаритам детали, которую возможно зафиксировать;
- максимальным расстоянием между центрами станочного прибора.
Обработка токарным станком на высоких скоростях и быстрое нагревание не оказывают влияния на показатель трения.
Особенности работы
Принцип работы фрезерного станка основывается на взаимодействии всех комплектующих. Знание связи между рабочими элементами помогает разобраться, как работать на фрезерном станке.
Задняя бабка имеет специальное место, в которое устанавливается рабочий механизм. Затем при помощи направляющих она размещается рядом с заготовкой на расстоянии, необходимом для ее фрезерования. Между задней и передней бабкой находится суппорт. После включения фрезерного станка с ЧПУ с его помощью будут выполняться продольные движения по заготовке.
Фреза выбирается в зависимости от того, из какого материала состоит обрабатываемая деталь, и какой результат нужно получить. Например, дерево обычно не требует применения жестких фрез.
Некоторые резцовые головки способны разместить четыре резца. Четырехкоординатный станок используется повышения качества и скорости обработки. Фрезерный станок с ЧПУ работает от электродвигателя, конструкция которого включает плотные приводной ремень. Он обеспечивает крепление ступенчатого шкива с мотором.
Чтобы фрезерование на ЧПУ станке выполнялась на высоком уровне, необходимо периодически проверять, насколько хорошо натянут ремень.
Работа оператора
Станки работают под контролем оператора. Он отвечает за:
- смену и закрепление заготовок;
- установку фрезы нужного типа;
- запуск управляющей программы;
- включение станка;
- контроль за работой оборудования.

Оператор долго учится прежде, чем приступить к выполнению своих обязанностей. Первый запуск выполняется в тестовом режиме, поскольку вероятность допустить ошибку имеется даже тогда, когда специалист научил оператора правильно. Учащемуся предоставляются точные знания, но даже на самом современном устройстве имеется погрешность. На основе тестового запуска определяется, необходимо ли вносить коррективы в работу четырехосного прибора.
Также проверяется, подходит ли фреза для дерева или другого материала, из которого изготовлена деталь, и соответствуют ли габариты детали допустимым значением станка. На этом принципе основывается процесс работы практически всех моделей четырехкоординатных станков.
Некоторые считают: «Если я пользуюсь станком, больше ничего знать не нужно». Но к работе рекомендуется приступать, научившись создавать управляющие программы.
Программирование
ЧПУ станок запускается автоматическом или полуавтоматическом режиме только при наличии числовых управляющих программ (УП). Она включает все действия и принципы, по которым будет работать четырехосной станочный прибор. При создании управляющей программы задаются:
- количество переходов и проходов;
- параметры обрабатываемой заготовки;
- основные характеристики рабочего инструмента.
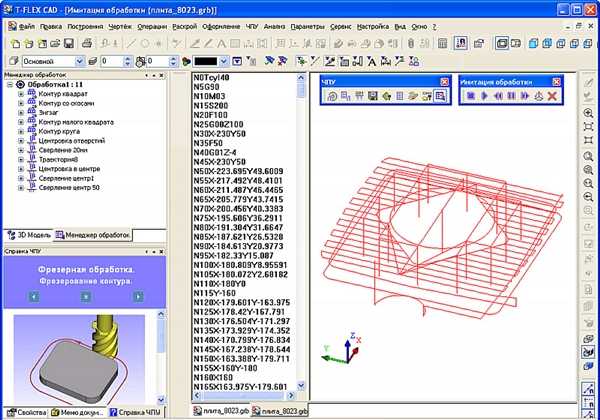
УП создается на компьютере при помощи специальных приложений для работы со станками. Учимся работать на программах:
- AutoCAD;
- T-FlexCAD;
- SolidWorks.
На перечисленном программном обеспечении создаются трехмерные примеры, на основе которых изготовляются реальные детали. После этого указывается, какими работами будет реализовываться поставленная задача. Если Вы научитесь создавать управляющие программы, со станочным оборудованием будет работать легче.
vseochpu.ru
Работа на токарном станке или управление токарным станком
Эта статья посвящена правилам и технике управления токарным станком. От соблюдения правил работы на токарном станке зависит ваша безопасность. Уверенная техника управления токарным станком влияет на качество изделия и производительность управляемых работ. Если ваша цель узнать больше о токарном деле, следуйте руководству.
Шаг 1. Проверка токарного станка перед пуском
Прежде, чем запустить токарный станок, должен быть произведен допусковой контроль, а именно:
- При сменной работе на производстве сменщик, передающий вам токарный станок, обязан доложить о замеченных в нем неполадках (устно, письменно, по телефону). Отсутствие замечаний подразумевает, что токарный станок находится в исправном состоянии.
На производстве устранением неисправностей токарного станка занимается ремонтная служба. Станочник должен только информировать их об возникновении неисправности.
Перед включением токарного станка в электропитание убедитесь:
- Что на станке нет какого-либо предупреждения, типа (токарный станок в ремонте не включать);
- Кожухи, дверки, люки, которые закрывают основные детали, и механизмы токарного станка должны быть закрыты.
- Рукоятки управления шпинделем, подачами, маточной гайкой должны находятся в нейтральном положении.

- Подача охлаждения выключена, сопла подачи жидкости направлены вниз.
- Частоты оборотов и шаги подач установлены такие, какими вы их хотите увидеть, после запуска шпинделя.
- Установленная вами деталь, которую следует обработать должна быть надежна закреплена.
- Пол возле токарного станка должен быть чистым, а под ногами не должно быть лишних предметов.
- Одежда токаря должна быть аккуратно (без свисающих лоскутов).
- Не забыть ключ в патроне (всегда следить за выемкой ключа из патрона).



Выполнив допусковой контроль: включаем главный рубильник токарного станка, дополнительные включатели, если такие имеются. Далее проводится смазка токарного станка.

Шаг 2. Управление шпинделем.
Перед запуском шпинделя или главного двигателя, обязательно убеждаемся, что у вращающихся элементов на нем, в частности патрона, не будет препятствий вращению со стороны неподвижных частей станка. Особую опасность при запуске шпинделя на высоких оборотах представляют собой выступающие за его пределы тонкие прутковые заготовки.

Также это касается деталей больших диаметров со значительным вылетом из патрона и не поджатым с другого конца центром задней бабки.

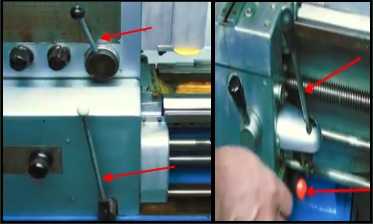
Как уже говорилось в первом уроке «Устройство токарного станка», настройки частот оборотов шпинделя производят установкой переключателей и рычагов на его узлах в определенное положение согласно таблице, расположенной на станке.

Правила переключение можно обобщить так – «Нельзя переключать или доводить до конца переключения, если таковые вызывают характерный звук не входящих в зацепление зубьев шестерен. В таком случае нужные переключения следует делать при полной остановке.
На всех токарных станках прямые обороты включаются подачей рукоятки включения на себя, а обратные от себя. У рукоятки с вертикальным ходом (на себя это вверх), а у рукоятки с горизонтальным перемещением (на себя это соответственно вправо).

Прямые обороты на всех токарных станках соответствуют вращению шпинделя по часовой стрелке, если смотреть с задней стороны шпинделя. Торможение шпинделя на высоких оборотах за счет реверсирования фрикционов или обратной тяги главного двигателяэто недопустимо, так как ведет к перегрузке и перегреву механизма. Торможение должно выполняться тормозом. А если эффективности тормоза недостаточно, то ее следует восстановить регулировкой или ремонтом.
Для крепления в трехкулачковом патроне деталей обычно используется одно гнездо «0» для введения в него ключа, что требует установки этого гнезда в верхнее положение зажима и отжима. В станках с механическим фрикционом это действие (при некоторых навыках) можно выполнять рукояткой управления фрикционов.

При обработке резцом нельзя останавливать шпиндель при включенной подаче и не отведенном от детали резце (это приводит к поломке резца).
Шаг 3. Управление подачей токарного станка

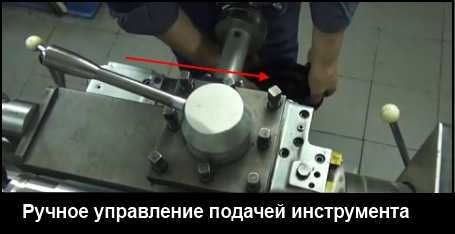
Ручное управление подачей станка подразумевает подачу инструмента на небольшие длины (при обработках, настройках, подводках).
Ручное управление подачей позволяет быстро вести, прерывать и возобновлять подачу, а также мгновенно изменять ее скорость (в зависимости от изменения условий и ситуаций обработки). Ручная подача в продольном направлении приводится маховиком с горизонтальной ручкой или без нее. Вращение маховика против часовой стрелки приводит движение суппорта влево, а по часовой стрелке вправо.
Продольное перемещение суппорта на токарном станке осуществляется за счет шестеренно реечной передачи. У таких передач есть люфты или зазоры в контактах деталей и ее механизмах.

Ручное управление поперечной подачей (выполняется Т-образной рукояткой с горизонтальной ручкой). Вращение рукоятки по часовой стрелке подает салазки инструмент вперед, то есть от себя, вращение рукоятки против часовой стрелки подает инструмент к себе. На нашем станке есть ускоренное включение перемещения салазок. Существуют разные техники вращения маховика одной и двумя руками, которые применяются в зависимости от выполняемой работы на токарном станке.

Подача верхними салазками
На верхних салазках вращение рукоятки по часовой стрелке двигает салазки вперед, а вращение против часовой стрелки назад. Быстрое холостое перемещение таких рукояток можно делать за одну из ручек. При этом салазки должны быть отрегулированы на легкое перемещение. Более подробно о регулировке механизмов, салазок, токарного станка мы рассмотрим в следующем уроке по токарному делу.


Шаг 4. Управление механическими подачами
Механические подачи работают от привода через ходовой вал, а управление ими делается ручкой 4-х позиционного переключателя. Направление перемещение рукоятки переключателя соответствует направлению движения инструмента на суппорте.
Перед включением механической подачи в любом направлении нужно визуально убедиться в отсутствии у всех точек суппорта препятствий со стороны других узлов станка особенно вращающихся. Частой оплошностью начинающих токарей является попытка приблизить суппорт к патрону при сдвинутых вправо салазок, что приводит к сталкиванию. Поэтому следует проверять беспрепятственное перемещение суппорта заранее.
Нужно отработать техники ручной подачи так, чтобы не происходила остановка резца или остановка была минимальной.
Шаг №5. Ускоренная подача токарного станка
На станках имеющих ускоренную подачу необходимо соблюдать такие требования:
- Для исключения случайного нажатия кнопки ускоренной подачи управление рычагом переключения подач необходимо производить приложением руки сбоку, но не сверху.
- До пуска ускоренной подачи нужно надежно убедиться в отсутствии препятствий для продвижения у любых точек на суппорте, в том числе и у инструмента, в направлении, куда вы хотите подать.
- Нельзя применять ускоренную подачу для коротких перемещений, особенно при подводам к вращающимся элементам.
- Тяжелые суппорты средних станков имеют инерцию, которую усиливается при ускоренной подаче механизмом его привода.
Бывают совмещенные подачи токарных станков (по виду привода, по направлениям). Такие токарные станки применяются для обработки неответственных конусов (неответственных фасок) и фасонных поверхностей.
Резьбовые подачи
Для нарезания резьб подача суппорта проводится за счетсмыкания маточной гайки с ходовым винтом. Включение и выключения маточной гайки делается отдельным рычагом. Шпиндель и ходовой винт вне зависимости от настроенного шага резьбы вращаются синхронно. Изменения направления вращения шпинделя приводит к изменению направления движения суппорта. Также изменение частоты вращения шпинделя приводит к изменению скорости перемещения суппорта. Попадание резца в ранее нарезанную канавку обеспечивается синхронизацией вращения шпинделя и ходового винта и соответственно хода суппорта.

Можно нарезать, как правую, так и левую резьбу с помощью переключателя на передней бабке, который изменяет направление движения винта относительно шпинделя. При нарезании резьб, не рекомендуется увлекаться высокими оборотами шпинделя, так как его вращение напрямую связано с перемещением суппорта.
Управление задней бабкой токарного станка
Фиксация задней бабкой токарного станка выполняется рычагом, по мере рабочего хода которого, нарастает усилие прижима. При обработках с большими нагрузками, требующей лучшей фиксации задней бабкой воздействие на рычаг должно быть энергичным. Важно не спутать сопротивление рычага при зажиме с его жестким упором в конце рабочего хода. Когда задняя бабка используется с минимальными нагрузками, ее максимальная фиксация со станиной не нужна. Зажим задней бабки рационально соизмерять с предстоящей нагрузкой.

Пиноль задней бабки приводится ручной подачей путем вращения маховика. Закрепление инструмента и приспособлений в конусе пиноли производится в следующем порядке:

- Проверка конусов пиноли и инструмента на отсутствие загрязнений;
- Введение наружного конуса в конус пиноли и нахождение положения совпадения разъема замка в пиноли с лапкой на конусе инструмента (для инструментов, не имеющих лапки, не требуется).
Управление резцедержателем
Резцедержатель представляет из себя, достаточно точный механизм, обеспечивающий жесткость крепления резца в заданных позициях. Правильное положение рукоятки резцедержателя в зажатом виде должно соответствовать положению часовой стрелки на 3-4 часа. Это положение обеспечивается положением проставной шайбы под гайкой рукоятки резцедержателя. Зажим рычага производится средним локтевым усилием. А отжис рукоятки нельзя делать давлением своего веса во избежание потери веса. Отжим рукоятки делается одним или несколькими короткими толчками основанием ладони в направлении против часовой стрелки. Перед поворотом резцедержателя убедитесь в отсутствии препятствий для него самого и закрепленного в нем инструмента. Большую опасность представляют препятствия со стороны вращающихся элементов станка.

Неисправности токарного станка
В процессе работы любому токарю рано или поздно придется столкнутся с непредвиденными ситуациями при работе на токарном станке.
Возможные ситуации при работе на токарном станке:
- Самопроизвольная остановка токарного станка во время работы, во время отключения электропитания или механической неисправности;
- Сталкивания вращающихся элементов с элементами суппорта;
- Проворот детали в патроне;
- Вырыв детали из зажимных приспособлений токарного станка;
Неисправности токарного станка могут быть выражены в посторонних шумах, запахом горящей электропроводки и т.д.
Отлучатся от токарного станка запрещено (нельзя оставлять токарный станок без внимания).
Для экстренной остановки обработки детали следует быстро отвести резец от детали, отключить подачу, остановить шпиндель и выключить главный двигатель. При остановке шпинделе главное не включить обратные обороты, а включить именно нейтральное положение. О неисправностях токарного станка следует сразу же доложить руководству.
www.autoezda.com
Как работать на станке без отдачи
Отдача может возникнуть на любом станке, когда быстро вращающийся режущий инструмент захватывает заготовку и бросает ее в вашу сторону. Это приводит в лучшем случае к испугу, а в худшем — к тяжелой травме. Понимание причин такого явления станет первым шагом для предупреждения травм, а также повреждения оборудования и деталей. Только правильно настроив станки и электроинструменты и соблюдая все предосторожности, можно избежать этого.
В этой статье мы расскажем о четырех потенциальных источниках опасности, при работе которых велик риск возникновения отдачи. Это круглопильный станок, фрезер, торцовочная пила и строгально-фуговальный станок. Независимо от типа оборудования, все режущие инструменты (пильные диски, строгальные ножи и фрезы) должны быть острыми и чистыми для снижения трения. Чистые резцы легче внедряются в древесину, не застревая в ней, и это уменьшает вероятность возникновения отдачи.
При упоминании об отдаче столяры первым делом вспоминают о пильном станке, так как он может превратить любой кусок древесины — большой или маленький — в опасный снаряд.
Как это происходит. При вращении диска зубья в его задней части поднимаются вверх по дуге из-под стола. Покоробленная доска, неправильно установленный продольный упор, ошибка оператора или внутренние напряжения в материале могут стать причиной контакта заготовки с этими зубьями. Заготовка приподнимается и захватывается еще большим числом зубьев, которые толкают ее вверх и вперед по направлению к оператору.
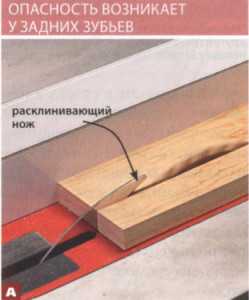
При продольных распилах пользуйтесь расклинивающим ножом, который не дает заготовке сдвинуться в сторону и быть захваченной поднимающимися зубьями.
Как этого избежать. Всегда используйте расклинивающий нож, чтобы предотвратить контакт доски с зубьями на заднем крае пильного диска (фото А). При поперечных распилах расклинивающий нож не позволит диску повредить заготовку и обрезок. При продольном пилении он предотвращает смыкание краев распила, удерживая его раскрытым, и заготовка проходит мимо задних зубьев, не задевая их. Правильный выбор пильного диска тоже имеет значение. Прочтите раздел «Ограничители уменьшают риск отдачи». Если в конце распила каждый раз слышен характерный звенящий звук, это явный признак того, что продольный упор и диск не параллельны пазу для поперечного упора в пильном столе. Изучите руководство по настройке своего пильного станка и сделайте необходимые регулировки. Когда эти три элемента установлены параллельно друг другу, доски не будут застревать между диском и упором при продольных распилах, а при поперечных материал будет контактировать с зубьями только в передней части диска.
Но даже при правильной настройке пильного станка многое зависит от действий оператора. При продольном пилении используйте пружинные или гребенчатые прижимы, когда это возможно, для плотного прижатия заготовок к пильному столу и продольному упору только перед диском. Пользуйтесь толкателем, обеспечивающим надежное прижатие заготовки и повышающим безопасность работы (фото В).

Длинный вырез на кромке обрезка доски образует выступ, помогающий толкать заготовку вниз, вперед и в сторону продольного упора.
Закрепите на продольном упоре Г-образный упор длиной 50 мм, а затем сдвиньте продольный упор на 50 мм дальше от диска. Коснитесь торцом заготовки Г-образного упора, прежде чем сделать поперечный распил.
При поперечных распилах никогда не используйте продольный упор как ограничитель длины. Зажатый между ним и пильным диском обрезок будет отброшен назад. Вместо этого сделайте отдельный Г-образный упор и закрепите его на продольном упоре перед диском (фото С). Это позволит отпилить несколько деталей одинаковой длины и создаст безопасное пространство для них позади диска.
Случалось ли вам из последних сил удерживать вращающийся фрезер или заготовку на фрезерном столе? Непредвиденная случайность чаще всего является следствием неправильных действий, и этого нетрудно избежать.
Как это происходит с фрезером в руках. При попытке удалить за один проход слишком много материала фрезеру не хватает мощности, и он сбавляет обороты. При снижении момента резцы уже не срезают древесину тонкими слоями, а ударяют по ней, и фрезер отскакивает от заготовки. То же самое происходит, когда на пути фрезы встречается твердый сучок или посторонний объект, такой как гвоздь или шуруп.

Как этого избежать. Фрезы с ограничителем существенно уменьшают вероятность отдачи, не давая резцам внедряться в материал глубоко (см. рисунки вверху) Чтобы еще больше снизить риск, устанавливайте для каждого типа фрезы максимальную безопасную частоту вращения (см. таблицу внизу), и это положительно скажется на результате обработки. Также широкие или глубокие профили следует фрезеровать за несколько проходов, увеличивая глубину не более чем на 3 мм.

Как это происходит на фрезерном столе. Если при фрезеровании с ручной подачей используется фреза с подшипником (фото D), отдача возникает почти всегда. Когда резцы внедряются в материал, подшипник еще не касается кромки и не поддерживает заготовку. Фреза может войти глубже, чем вы рассчитывали, и заготовка будет отброшена назад. Чем больше открытая часть фрезы, тем сильнее будет удар.

Когда заготовка не касается подшипника, трудно контролировать заготовку и глубину фрезерования. Как только заготовка коснется вращающейся фрезы, она будет резко отброшена в сторону.
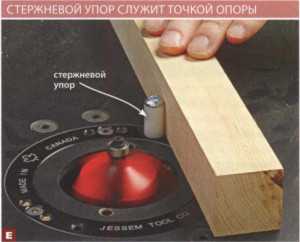
Пока заготовка не коснется подшипника, стержневой упор будет служить точкой опоры и позволит управлять скоростью погружения фрезы в материал.
Косые зубья гребенчатых прижимов справятся с отдачей, позволяя даже в случае ее возникновения полностью контролировать процесс.
Как этого избежать. Установите стержневой упор (фото Е) или, если в вашем фрезерном столе нет резьбового отверстия, закрепите струбциной узкий обрезок на расстоянии 50 мм от фрезы. Прижмите заготовку к стержневому упору или концу обрезка и медленно поворачивайте, направляя ее на вращающуюся фрезу, чтобы глубина фрезерования увеличивалась плавно, и вы могли контролировать процесс. Когда кромка заготовки коснется подшипника, можно отвести заготовку от стержневого упора и продолжить фрезерование. Как и при фрезеровании вручную, посторонние объекты, сучки или места, где древесные волокна резко меняют направление, могут стать причиной отдачи. В дополнение к фрезам с ограничителем и многопроходному методу фрезерования пользуйтесь гребенчатыми прижимами, устанавливая их перед фрезой и позади нее (фото F). Это уменьшает вероятность отдачи и силу удара, позволяет лучше контролировать процесс и улучшает качество фрезерованной поверхности.
Можно предотвратить отдачу на торцовочной пиле, правильно ее оснастив и освоив навыки безопасной работы.
Как это происходит. Внутренние напряжения в материале, высвобождающиеся во время распила, или недостаточно плотное прижатие заготовки к столу и упору могут привести к смыканию краев пропила и захвату заготовки зубьями диска. Так как диск вращается в направлении упора, а головка пилы может качаться вверх-вниз, отдача толкает головку вверх. При этом заготовка может полететь 8 вашу сторону. Короткие обрезки могут застрять между диском и упором или вылететь через просвет в упоре.

Если между заготовкой и упором за линией распила имеется зазор, пильный диск при вращении будет зажат краями распила.

Упор поддержит заготовку вблизи диска, а прижим не даст ей сдвинуться или приподняться во время распила или после.
Как этого избежать. Прежде всего, зафиксируйте заготовку так, чтобы она была плотно прижата к столу, а отпиленная часть не качнулась неожиданно при завершении распила. Закрепите заготовку, чтобы между ней и упором не было зазоров в зоне пильного диска (фото G). Для избавления от зазора часто достаточно перевернуть кривую доску (фото H). Если возможно, фиксируйте прижимом ту часть заготовки, которая должна остаться, чтобы она не сдвигалась. Не прижимайте обрезок, и он свободно отскочит от диска, если будет иметь кривизну. При раскрое досок на одинаковые отрезки с использованием стопора-ограничителя длины плотно прижимайте рукой участок между диском и стопором или пользуйтесь прижимом. Вероятность возникновения отдачи зависит и от правильного выбора пильного диска. Следует предпочесть диски с 60 или более зубьями, у которых каждый зуб снимает лишь тонкий слой материала. Специальные диски для торцовочных пил имеют почти вертикальный, а иногда и отрицательный передний угол зубьев, чтобы они не могли подобно когтям подцепить заготовку (см. рисунок внизу). Прежде чем опустить диск в материал, дождитесь, пока он наберет обороты, а чтобы скорость пиления была постоянной, особенно у пил с маломощным мотором, используйте тонкий диск. Он удаляет меньше материала, и для этого требуется меньшая мощность. Следует знать, что пилы с так называемой «протяжкой» требуют больше внимания, чем обычные торцовочные пилы, и работа сними имеет свои особенности. Перед тем как начать распил, необходимо полностью выдвинуть на себя головку с пильным диском, поднять ее и расположить диск перед заготовкой. Включите пилу и опускайте диск, одновременно двигая его назад. Тогда зубья будут входить в материал в направлении главной подачи. Не тяните диск на себя во время пиления — это приводит к выходу диска из пропила, и он устремится к вам.
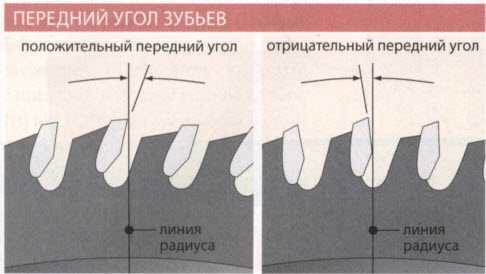
На дисках с положительным передним углом (слева) зубья сначала касаются материала кончиком. При отрицательном переднем угле (справа) кончик входит в контакт последним.
Пилы с протяжкой, как и обычные торцовочные пилы, могут делать простые распилы с погружением диска без перемещения головки по направляющим. Перед тем как сделать такой распил, сдвиньте головку назад до упора и зафиксируйте направляющие, чтобы полностью исключить случайное перемещение диска вперед.

Закройте зазоры в столе и упоре с помощью накладок из 6-миллиметрового материала, закрепив их двухсторонним скотчем. Чтобы диск мог опуститься до конца, накладка упора не должна быть слишком высокой.
Если длина обрезков менее 50 мм, добавьте простые противоскольные накладки, прикрепив их к столу и упору двухсторонним скотчем (фото I). Просвет в упоре будет закрыт, и обрезки не будут застревать между частями упора или вылетать назад, ударяясь о другие части станка или стену и рикошетом попадать в вас.
Когда быстро вращающийся вал с ножами удаляет материал по всей ширине доски, строгально-фуговальный станок может отбросить ее назад, если вы не соблюдаете несколько простых правил.
Как это происходит. Вращение ножевого вала приподнимает заготовку и толкает ее назад. Если толщина снимаемой стружки слишком большая, ножи не справляются и отбрасывают доску обратно. Чрезмерный съем материала может случиться внезапно, когда передний край доски наклоняется вниз в начале прохода.
Как этого избежать. При строгании заготовок шириной до 75 мм толщина снимаемого слоя должна быть не более 3 мм, а при обработке более широких досок — не более 1,5 мм, чтобы ножи станка могли справляться с нагрузкой. Будьте особенно внимательны при фуговании коротких кусков (300 мм и менее), чтобы избежать их наклона при подаче на ножевой вал, и никогда не обрабатывайте заготовки короче 200 мм. Помните, что передний край или угол заготовки с заметным выступом или выпуклостью может попасть в зазор между ножами и передним столом станка, и это вызовет отдачу. Чтобы этого не случилось, начните проход, опустив передний конец на задний стол и обработайте только задний конец доски (см. рисунок внизу). Сделайте несколько проходов для получения относительно плоской поверхности, которая будет стабильно удерживать доску после того, как вы ее развернете.

Делая проход, никогда не меняйте направление подачи — при движении заготовки назад в одном направлении с ножами возникает отдача. Подавать доску удобнее с помощью толкателя, выступ которого цепляется за торец (фото J). Он позволит лучше контролировать процесс и убережет руки в случае отдачи.

Толкатель можно купить или сделать самостоятельно. Выступ, упирающийся в торец заготовки, помогает двигать доску вперед и одновременно плотно прижимать ее к столу.
При подаче не следует прилагать большого усилия. Ножи должны легко срезать древесину, и (если они острые) вам не нужно напрягать мышцы, двигая заготовку вперед и прижимая ее. Если чувствуете, что заготовку приходится толкать с усилием, замедлите подачу и завершите проход, а затем выключите станок. Внимательно осмотрите все ножи, проверяя их остроту, и замените их, если требуется. Если ножи острые, уменьшите глубину строгания.
Строгание торцевых поверхностей увеличивает вероятность возникновения отдачи, и, к счастью, есть наглядный пример, чтобы понять причину этого. Проведите ребром ладони по торцу щетинной кисти или щетки, и вы поймете, что происходит, когда ножи перерезают поперек концы древесных волокон. Для выравнивания торцов доски или щита используйте пильный станок, ручной рубанок или установите в цангу фрезера прямую фрезу и сделайте проход вдоль направляющей.

Возможно, Вас заинтересует:
stroyboks.ru
как работать на станке начинающим
Наверх Перепланировки- Каталог домов
- Квартира
- Спальня
- Кухня
- Столовая
- Гостиная
- Ванная комната, санузел
- Прихожая
- Детская
- Мансарда
- Маленькие комнаты
- Рабочее место
- Гардеробная
- Библиотека
- Декорирование
- Мебель
- Аксессуары
- Загородный дом
- Ландшафт
- Системы хранения
- Коридор
- Уборка
- Фундамент
- Кровля
- Стены
- Окна
- Двери и перегородки
- Потолок
- Балконы и лоджии
- Внутренние конструкции
- Пол
- Водоснабжение и канализация
- Отопление
www.ivd.ru
Правила по технике безопасности при работе на токарном станке
Рабочее место у токарного станка – это место с повышенной опасностью. Вращающиеся с огромной скоростью заготовки и части машины, отлетающая стружка, напряжение 380 Вольт представляют угрозу жизни и здоровью человека. Поэтому правила техники безопасности при токарных работах по дереву и металлу – это первое, что должен знать работник.
Скачать инструкцию по технике безопасности при работе на токарных станках
Общие положения
- К токарным работам допускаются совершеннолетние лица, изучившие необходимые инструкции и получившие инструктажи: вводный и на рабочем месте.
- Токарь должен быть обеспечен спецодеждой: халатом или костюмом, ботинками, очками.
- Работник должен выполнять только те задания, которые были поручены мастером.
- Работы производить в чистой отремонтированной спецодежде на исправных станках, к которым есть допуск.
- На рабочем месте должна быть чистота и порядок.
- Запрещается загромождать проходы.
- Приём пищи, и курение разрешается в специально отведённых местах в определённое время.
- Запрещается выполнять работы под воздействием препаратов, снижающих скорость реакции (алкоголь, наркотики, лекарства).
- Токарь должен соблюдать правила личной гигиены.
Техника безопасности перед началом работы
Перед началом работы на токарном станке нужно придерживаться следующих правил техники безопасности:
Спецодежда токаря:
- одежда должна быть полностью застёгнута, без свисающих частей. Особое внимание надо уделять рукавам, манжеты которых должны плотно прилегать к конечностям;
- обувь должна быть плотно прилегающей, закрытой и на жёсткой подошве;
- головной убор должен плотно закрывать волосы и не иметь свисающих концов;
- очки должны быть необходимого размера, прозрачные, с бесцветными не повреждёнными линзами.
- Готовность станка:
- наличие заземления, защитных щитков, ограждений, кожухов;
- наличие необходимого инструмента, а также крючков для отвода стружки, трубок и шлангов для подвода охлаждающей жидкости, щитков для отражения брызг эмульсии;
- отсутствие чего-либо в патроне, корыте или на станке (стружки, заготовок, эмульсии).
- отрегулировать освещение на станке.
- Пробный пуск:
- удостовериться, что запуск не угрожает ни чьей безопасности;
- на холостом ходу проверить работоспособность всех органов управления агрегата, систему смазки и охлаждения.
- Постоянный контроль:
- каждый пуск станка не должен угрожать чьей-либо безопасности;
- не допускать разбрызгивания масла и охлаждающей жидкости;
- контролировать нахождения всех рукояток и переключателей в нейтральном положении.
ТБ во время токарных работ
Во время работы на токарном станке нужно соблюдать правила безопасности:
- Контролировать надёжное закрепление заготовки, режущего инструмента и нахождение торцевого ключа в специально отведённом месте.
- Устанавливать мужчинам заготовки весом больше 16 кг и женщинам более 10 кг разрешается с помощью специальных подъёмных устройств.
- Следить за своевременным удалением стружки из зоны резания с помощью стружколомов, специальных крючков, щёток.
- Контролировать слив охлаждающей жидкости из корыта станка.
- Следить за смазкой центра задней бабки.
- Запрещается:
- передавать что-либо через работающий станок;
- удалять стружку руками или струёй воздуха;
- поддерживать и ловить отрезаемую заготовку руками;
- останавливать патрон с помощью рук или предметов;
- производить уборку работающего станка;
- класть какие-либо предметы на станок;
- работать в рукавицах или перчатках;
- облокачиваться о станок;
- измерять вращающуюся деталь;
- смазывать детали и центры тряпкой;
- отходить от работающего станка.
- Необходимо:
- пользоваться центрами задней бабки, если длина детали превышает 2 диаметра заготовки или при работе на высоких скоростях;
- пользоваться люнетами, если длина детали превышает двенадцатикратный диаметр заготовки или при работе на высоких скоростях;
- использовать специальные резцы с заточкой, если производится обработка вязких металлов;
- использовать стружкоотводы при резке хрупких металлов;
- пользоваться только специальными подкладками под резец соответствующего размера.
Нестандартные ситуации
Если при токарных работах по дереву или металлу появилось электрическое напряжение на металлических частях, ощущается вибрация, исчезла одна фаза, чувствуется запах дыма или возникла какая-нибудь другая опасная или нестандартная ситуация угрожающая выходом из строя оборудования или угрожающая здоровью людей, необходимо выключить станок и сообщить мастеру.
При возникновении пожара необходимо прекратить работы и приступить к тушению с помощью спецсредств.
В случае исчезновения освещения, необходимо оставаться на рабочем месте до возобновления подачи электричества.
Только строгое соблюдение правил техники безопасности при токарных работах не будет подвергать опасности жизнь и здоровье людей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
как работать с аппаратом — ООО «СТК»
Управление фрезерным станком по металлу: как работать с аппаратом
Работа фрезерного станка основана на движении фрезы, закреплённой на шпинделе. При движении инструмента, ему на встречу подаётся заготовка. Её можно резать горизонтально, вертикально, делать выборку или обрабатывать торцевые части в зависимости от выбора станка. Управление фрезерным станком осуществляется за счёт ЧПУ. Оператору необходимо лишь установить заготовку, включить нужную программу и следить за выполнением.
Нюансы при работах, выполняемых на фрезерных станках
Правильная резка возможна лишь при соблюдении таких параметров:
- глубина за проход;
- скорость подачи;
- правильный подбор фрезы и её охлаждение.
Некоторые металлы не обязательно охлаждать, но, к примеру, алюминий будет плавиться под воздействием температуры. Всё потому, что концевая фреза достигает высокой скорости вращения, а при трении взаимодействующие части сильно нагреваются. Алюминий начинает плавиться при показателе всего в 648 градусов по Цельсию.

Как работать на фрезерном станке с ЧПУ, контролируя все параметры?
Обычно оператору не приходится управлять фрезерным станком, так как ЧПУ контролирует процесс. Однако от повышения температуры никуда не деться, да и сбои порой случаются. Специалист должен:
- Следить за подачей охлаждающей жидкости или воздуха на торцевую фрезу. Это не только охлаждает металл, но и способствует увеличению эффективности резания.
- Правильно закреплять заготовку, иначе на выходе получится неправильная деталь.
- Правильно подбирать фрезу.
- Распознавать сбои в программе.
Как подобрать фрезу?
Фреза – режущий инструмент с зубьями. Наличие больших зубьев повышает производительность, однако для более мелких поделок не подходит. Фрезы бывают:
- дисковые, пазовые и концевые: для пазов и канавок;
- модульные и пальцевые: для нарезания зубчатых колес;
- цилиндрические и торцевые: для обработки плоскостей;
- фасонные: для обработки шаблонных поверхностей.
Как добиться хороших показателей, при работах, выполняемых на фрезерных станках?
При резке металла вибрация – основная проблема. Убедитесь перед началом работ, что станок хорошо закреплён. Используйте анкерные болты, чтобы улучшить крепление к полу. Устройство вообще не должно двигаться.
Новички часто неэффективно используют фрезу, задействовав только её кончик. Чем глубже получается пройти по заготовке фрезой, тем равномерней будет износ инструмента, что значительно продлевает его срок службы.
Правила безопасности при работе на фрезерном станке
Работать на фрезерном станке небезопасно, если оператор не знает элементарных правил. Все они прописаны в инструкции по охране труда при работе на фрезерном станке. Она состоит всего лишь из 5-и основных пунктов с подпунктами, зато их знание позволит эффективно распоряжаться станком и убережёт здоровье оператора.
stankorgk.ru