Технология производства пластиковых окон – Производство пластиковых окон: технология изготовления, применяемое оборудование, ГОСТ, видео и фото
Технология производства пластиковых окон
Оглавление
Компания «Вега» — поставщик высокотехнологичного оборудования для производства стеклопакетов, мебельной, стекольной промышленности и интерьерных решений. Мы предлагаем в продажу, обслуживаем и продаём оборудование для производства стеклопакетов — высокоавтоматизированное, качественное и недорогое.
В этой статье из серии о производстве пластиковых окон и организации собственного бизнеса, мы расскажем Вам о технологии производства пластиковых окон, или как их называют в народе стеклопакетов.
Сразу следует отметить, что производство стеклопакетов и пластиковых окон — это не одно и то же, потому что стеклопакет представляет собой герметичную конструкцию из двух и более стёкол, а пластиковое окно состоит из: одного и более стеклопакетов, совмещённых со створкой, рамой, импостами (металлопластиковыми элементами внутри оконного блока из нескольких стеклопакетов). Но это лишь в двух словах. Конструкция пластикового окна гораздо сложнее.

Рис. 1. Металлопластикове окно
Процесс производства пластиковых окон
Процесс производства пластиковых окон начинается с производства стекла нужного качества и размера, сборки стеклопакетов, производства оконных профилей ПВХ и стальных армирующих вставок. Назовём это всё заготовками для производства стеклопакетов и пластиковых окон и оставим за рамками данной статьи. Технология производства стеклопакетов была описана ранее здесь в серии статей про стеклопакеты. Поэтому, рассмотрим процесс производства именно пластиковых окон отдельно от остального, предположижв, что стеклопакеты, профили, фурнитура и прочие материалы уже есть в наличии.
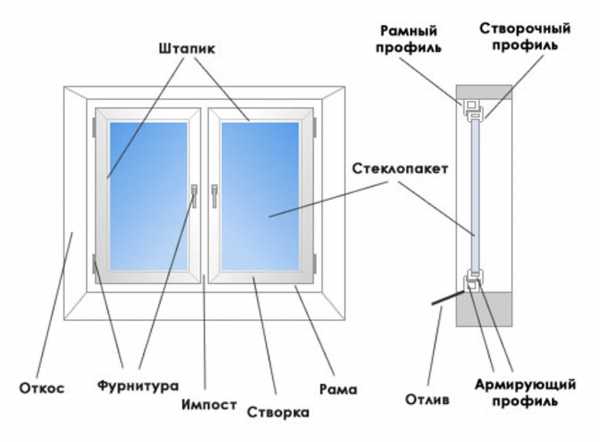
Рис. 2. Конструкция оконного блока
Когда готовые стеклопакеты и заготовки поступают на производство стеклопакетов, то собираются в оконные блоки, которые потом устанавливаются на объекте заказчика.
В процессе производства пластиковых окон:
- По замерам создаётся электронный чертёж будущего окна;
- Нарезаются заготовки профилей из ПВХ для створок, рамы и импоста;
- В заготовках проделываются отверстия для отведения влаги и фурнитуры;
- Нарезаются, устанавливаются и закрепляются армирующие профили в — ПВХ;
- Профили ПВХ сплавляются на специальном станке;
- Шлифуются сварочные швы;
- Импосты фрезеруют по шаблону и прикрепляют к оконному блоку;
- Монтируется обвязочная, ответная фурнитура, ручки;
- На раму и створки прикрепляются резиновые уплотнители;
- Створки закрепляются в раме;
- Стеклопакеты устанавливаются в рамы и уплотняются;
- Перед выпуском стеклопакет проверяется на качество.
Кажется довольно просто, но рассмотрим каждый этап по отдельности.
Аспекты технологии производства пластиковых окон
1. Подготовительный этап. К заказчику выезжает замерщик, который снимает замеры оконного проёма с учётом специфики установки пластиковых окон в зданиях с различной конструкции. По замерам, с учётом градостроительных норм и пожеланий заказчика создаётся электронный чертёж или схема, по которой производятся оконные блоки нужных размеров и конфигурации.
2. Заготовка и нарезка профилей. Профили из ПВХ представляют в разрезе многокамерные изделия. Чем больше камер, тем лучше энергосберегающие свойства обеспечивает пластиковый профиль. Существуют профили с количеством камер от 1 до 8. Для России рекомендуется использовать профили с количеством камер от 3 до 5. Профильные заготовки необходимо нарезать на отрезки запланированной длины. Оба конца каждой заготовки обрезаются одновременно, под углом, двухголовой дисковой пилой со специальным диском с высокой скоростью вращения.
3. Прорезание отверстий для водоотведения и фурнитуры. Для того, чтобы между профилем и стеклопакетом не образовывался губительный для всей системы конденсат, в створочном профиле проделываются дренажные отверстия на равном расстоянии от краёв и друг от друга. На специальных станках или вручную по шаблону проделываются отверстия под ручку и фурнитуру. Прорезается паз под замок. Однако этот этап производства пластикового стеклопакета может быть отсрочен до сплавления сборки створок и рамы.
4. Нарезка, установка и закрепление армирующих профилей. Стальные армирующие профили, придающие жёсткость профилям из ПВХ и всей конструкции нарезаются маятниковой дисковой или ленточной пилой по шаблону и зачищаются от заусенцев и подгоняются на шлифивочном станке. Армирующие профиле в процессе производства вставляются в профили из ПВХ и закрепляются с помощью саморезов.
5. Сплавление профилей. Нарезанные и армированные профили соединяются на специальном станке под давлением при высокой температуре. Чтобы обеспечить высокую прочность и симметрию профилей створок и рам предпочтительно применять автоматы, одновременно осуществляющие сплавление по всем четырём углам. В ходе этого процесса в зазоры между профилями опускаются нагревающие элементы с тефлоновым антипригарным покрытием, которые доводят материал торцов до состояния плавления. Потом нагревательные элементы поднимаются и составные части рамы или створки сдавливаются. После остывания автомат проводит испытание соединения на прочность, оказывая определённое давление с нужной длительностью на ответственные точки конструкции.
6. Шлифовка сварочных швов. Затем сварочные швы со всех сторон шлифуются фрезерной машиной с ЧПУ по заданной конфигурации, чтобы обеспечить правильную форму продукта и презентабельный внешний вид пластикового окна.
7. Фрезеровка и закрепление импостов. Импостом называется часть оконной рамы или створки, которая резделяет оконный блок на несколько секций из стеклопакетов. Чтобы импост подошёл к готовой оконной конструкции, его надо подогнать с помощью фрезерной установки с ЧПУ по шаблону под получившееся окно. Что и производится на данном этапе. После чего необходимо закрепить импосты в оконной конструкции с помощью фурнитуры в виде уголков и саморезов.
8. Монтирование обвязочной, ответной фурнитуры и ручек. Далее на специальном стенде или вручную по шаблону монтируется обвязочная фурнитура, ручки, замки и ответная фурнитура. Так как окна бывают разной конфигурации и размеров, то обвязочную фурнитуру иногда тоже требуется подгонять по размеру, обрезать по шаблону и позиционировать в нужных местах. Ручка закрепляется в двух местах и пропускается в центральное осевое отверстие, где соединяется с замком, который выступает с внешнего торца створки и должен совпадать с ответной фурнитурой на раме.

Рис. 3. Уплотнение зазоров
9. Уплотнение. Уплотнители из каучука или более современного материала прикрепляются в специальные пазы для устранения зазоров между рамной и створочной заготовкой с внешней и внутренней стороны. Также уплотнитель прикрепляется на створку перед установкой стеклопакета между створкой и будущим стеклопакетом. Например, как это показано на рисунке. Следует отметить, что для уплотнения зазоров разных частей окна применяются уплотнители разной формы.
10. Навешивание створок. Далее створки устанавливаются в рамы с импостами в той последовательности, как это предусмотрено проектом. В принципе, неоткрывающаяся часть окна, получившаяся за счёт импоста может быть застеклена в первую очередь.
11. Застекление. Перед установкой стеклопакетов в створочные профили или в профиль рамы с импостом устанавливаются вставки, обеспечивающие определённый зазаор между профилем и стеклопакетом, предусмотренный технологией производства пластикового окна. Далее устанавливается сам стеклопакет. Стеклопакет закрепляется штапиками, которые тоже нарезаются сначала нужной формы и длины. Короткие штапики нарезаются точной длины, а длинные — чуть больше нормы. Штапики и закрепляются в специальные пазы — от коротких к длинным с помощью молоточка с нецарапающей, нерезрушающей пластик и стекло поверхностью. С помощью штапика или уплотнителя обеспечивается достаточно плотное и надёжное крепление стеклопакета в раме.
Прочие аспекты и заключение
Технология производства пластиковых окон может в значительной степени отличаться от описанной выше, в зависимости от применяемого оборудования, проекта и наличия декоративных решений. Например, створки и рамы иногда оклеивают цветной плёнкой до нарезки, для получения более широкой палитры готовых изделий, а на некоторых производствах применяют полуавтоматизированные или ручные инструменты в большем числе. Также существуют различные технологии утепления окон, что вносит ещё больше разночтений в этой вязи.
Однако, в условиях экономического кризиса в Европе и в России, небольшие и слабо автоматизированные производства пропадают. Спад самого производства происходит более медленно и по большей мере за счёт почивших компаний. Поэтому, если Вы хотите обеспечить конкурентоспособность производства окон ПВХ, стоит задуматься о более серьёзной его автоматизации. Для этого Вам может потребоваться оборудование для производства стеклопакетов, которое предлагает наша компания. Компания «Вега» — поставщик высокотехнологичного оборудования в Россию.
www.vegasd.ru
Технология производства пластиковых окон
Линия по производству пластиковых окон основывается на целом ряде станков, которые выполняют всю подготовительную и основную работу по изготовлению конструкций. На каждом отдельном технологическом этапе предусматриваются индивидуальные станки для производства пластиковых окон.
Технология производства пластиковых окон делится на следующие шаги:
- Бизнес по производству пластиковых окон начинает свое существование с резки армирующего профиля для будущей оконной конструкции. Для этого этапа применяются специальные пилы для резки армирования, которые снабжаются абразивными отрезными кругами либо дисками для резки по металлу. Далее, для удаления заусенцев, армирующий профиль следует на наждачный станок.
- Второй этап предвидит резку ПВХ профиля. Для этого используются специальные станки для производства пластиковых окон, а именно: одноголовочные или двухголовочные усорезные пилы, которые отличаются горизонтальной или вертикальной посадкой диска для резки пластика.

- Фрезерование отверстий водоотвода. Для этого применяется фрезерный станок с хвостовиком в 8- 12 мм и длиной рабочей части в 30- 50 мм, а также одноперой концевой фрезой, диаметр которой 5 мм. Помимо этого, фрезерование может осуществляться вручную при помощи электродрели и сверла, диаметр которого 5 мм.
- Армирование ПВХ профилей металлическими армирующими профилями. Операция осуществляется при помощи специального станка, который крепит армирование с примнением специальных подкладок. Армирование может осуществляться и вручную, используя ручную дрель или шуруповерт.
- На копировально- фрезерном станке выполняется сверление отверстий нужного размера для ручки и процедура фрезерования фурнитурного европаза створки.
- Фрезерование торцов импоста с помощью фасонных фрез.
Важно:
При сборке импоста, цех по производству пластиковых окон руководствуется технической документацией производителя ПВХ профиля.
- Сварка профилей коробки и профилей створки. Процедура сварки выполняется при помощи специального сварочного станка, который оснащен четырьмя сварочными головками. Сварка осуществляется при температуре в 250 градусов и длится около минуты.
- Установка подставочного профиля и сборка импоста. Данная операция выполняется только лишь вручную на столе для сборки при помощи шуруповерта или электродрели.
- Установка уплотнительных профилей. Эти комплектующие для производства пластиковых окон могут заводится в приемный паз специальным закаточным роликом или вручную. Для стыковки концов уплотнителя, берется циано-акрилатный секундный клей.
- Навеска оконной фурнитуры.
- Фурнитура поворотной створки устанавливается в таком порядке:
- основной запор;
- угловые переключатели;
- нижняя и верхняя петли;
- средние запоры сверху и снизу створки;
- дополнительный петлевой прижим;
- ответные планки запорного механизма;
- верхняя и нижняя петли.

- Процедура резки штапика и установки стеклопакета. Для резки штапика применяют штапикорезный станок. При установке стеклопакета, завод по производству пластиковых окон придерживается конструкторской документации. Регулировка фурнитурных механизмов осуществляется строго в вертикальном положении на стенде. После окончания процесса регулировки фурнитуры и проведения контроля качества, полностью завершено оконное производство и монтаж пластиковых окон может осуществляться специализирующимися организациями.
Производство стеклопакета
Этот этап изготовления окон также частично автоматизирован. Все крупные и средние предприятия по производству стеклопакетов сегодня используют для резки стекла центры с ЧПУ. Причем в некоторых случаях автоматизация коснулась не только процедуры раскроя, но и сборки готовых изделий. Весь процесс производства стеклопакетов выглядит следующим образом:
- Раскрой стекол – независимо от способа резки производится с таким условием, чтобы на краях не было сколов. Для этого все линии срезов обрабатываются специальным составом, который не дает стеклам «самозалечиваться».
- Мойка стекол – эта процедура выполняется машинным или ручным способом, но в любом случае грязь должна удаляться с использованием деминерализованной воды.
- Изготовление дистанционных рамок (спейсеров) – выполняется путем гибки специальных металлических профилей или методом их сборки с применением соединительных уголков.
- Первичная герметизация – во время этой процедуры на дистанционные рамки (спейсеры) равномерным слоем наносится бутиловый герметик.
- Сборка – подготовленный спейсер с нанесенным герметиком укладывается на стекло и выравнивается по краям. Затем с обратной стороны накладывается второе стекло.
- Прессование – чтобы достичь высокого качества соединения дистанционной рамки и стекол, выполняют обжим стеклопакета.
- Вторичная герметизация – когда завершена обработка в прессе, по периметру спейсера наносится еще один слой герметика, который надежно «закупоривает» стеклопакет.
Когда герметик пройдет полный цикл полимеризации, на который требуется от 3 до 12 часов, стеклопакет готов для транспортировки в цех, где осуществляется основное производство пластиковых окон.
Изготовление оконных и дверных блоков из ПВХ профилей
Этот процесс состоит из нескольких этапов – нарезки, фрезерования, армирования, сварки (сплавления), шлифовки соединительных швов, интеграции импостов и обвязки фурнитурой. После этого конструкцию оконных или дверных блоков можно считать фактически готовой. Останется только вставить стеклопакеты в световые проемы створок.
Подготовка ПВХ профилей
Этот этап включает в себя несколько процедур. Чтобы подготовить профили к сборке оконных конструкций, с ними последовательно выполняют три операции:
- Раскрой – по спецификации, которая поступила с компьютера в отделе проектирования на станок с ЧПУ в цеху, под углом в 45 градусов нарезаются профили из ПВХ.
- Фрезерование – во время этого этапа в определенных зонах некоторых деталей прорезаются небольшие отверстия. Такая процедура необходима для создания дренажных каналов в конструкциях дверных и оконных блоков.
- Армирование – по размерам уже раскроенных профилей нарезаются стальные вкладыши, которые вставляются во внутренние камеры и фиксируются саморезами по металлу. Благодаря этому значительно увеличивается жесткость деталей из пластика.
После выполнения перечисленных мероприятий профили считаются готовыми к сборке в рамы и створки. Эти этапы выполняются на станках для сварки и зачистки.
Сборка оконных и дверных блоков
Оптимальный результат, при котором обеспечивается высокая прочность и точность соединений, достигается при одновременном соединении всех стыков рамы или створки. То есть должны быть выполнены сразу все 4 угловых соединения. Этого можно достичь только на автоматизированном оборудовании. Сплавление профилей выполняется при высокой температуре и давлении. Если нарушить оптимальный режим сварки, качество швов будет неудовлетворительным.
Для достижения нужных параметров в строго фиксированные зазоры между деталями из ПВХ профилей опускаются специальные тефлоновые элементы, которые расплавляют пластик. После достижения нужной температуры пластины с антипригарным покрытием быстро поднимаются, и все детали одновременно прижимаются друг к другу и удерживаются до полного застывания пластика. Перед тем, как перейти к следующему этапу, автомат самостоятельно проверяет прочность соединительных швов.
Зачистка угловых соединений
Поскольку при соединении деталей из ПВХ расплавленный пластик частично выдавливается наружу, стыки после сплавления профилей выглядят очень грубо. Создается впечатление, что рамы и створки покрыты широкими шрамами по углам. Чтобы придать конструкциям нормальный вид, весь проступивший наружу пластик убирают при помощи специального фрезеровального станка. На этом оборудовании не только со стыков убираются излишки поливинилхлорида, но и шлифуются уменьшенные в размерах швы. Благодаря этой процедуре рамы и створки из ПВХ профилей приобретают презентабельный внешний вид.
Если для изготовления окон используется ламинированный профиль, после сварки и зачистки швов в местах угловых соединений проступают узкие белые полосы. Этот технологический изъян устраняется путем закрашивания стыков специальными маркерами, цвет которых совпадает с цветом декоративной пленки.
Не так давно на рынке появилась технология производства бесшовных окон, позволяющая сделать сварочные швы незаметными для невооруженного глаза.
Фрезеровка и интеграция импостов
Импосты вставляются в уже готовые конструкции. Чтобы выполнить интеграцию импостов, их необходимо адаптировать под форму профилей. Эта процедура выполняется при помощи специального фрезера, который снимает излишки пластика. После подгонки импосты либо крепятся при помощи уголков и саморезов, либо ввариваются в основную конструкцию.
Установка систем открывания створок
Монтаж фурнитуры выполняется на специальных стендах. Если такое оборудование отсутствует, обвязку крепят вручную с использованием шаблонов. Вместе с монтажом основной фурнитуры выполняются крепеж ответных планок изнутри световых проемов и фиксация ручек управления системами открывания, которые соединяются с запорным механизмом фурнитуры.
Крепление контуров уплотнения
Для фиксации уплотнителей в профилях предусмотрены специальные пазы. Чем больше количество контуров, тем выше уровень герметичности окон. Вследствие этого рекомендуется использовать системы, у которых их количество составляет не менее трех штук. Уплотнительные контуры разной формы вставляются в пазы как на рамах, так и створках, после чего оконные или дверные блоки готовы к завершающим этапам сборки.
Навешивание створок
Элементы механизма открывания (петель) имеются и на раме, и на створках. Благодаря этому при выполнении процедуры навешивания нужно просто вставить створки в световые проемы и зафиксировать фурнитуру.
Исходные материалы
Для того чтобы изделия получились максимально качественными, важны не только современное оборудование для производства пластиковых окон и профессионализм мастеров-сборщиков, но и правильный подбор материалов. Эта статья носит обзорный характер, потому я приведу лишь основной список, не касаясь нюансов выбора и производства сырья – все равно эта информация будет для вас актуальной только в том случае, если вы сами займетесь процессом производства.
Итак, из чего же делают металлопластиковые окна?

Склад ПВХ-профиля
- ПВХ-профиль – основное сырье, без которого, естественно, никакого окна не получится. Как правило, цех работает с несколькими видами профиля, соответственно, на складе должны быть все элементы системы, начиная от рам и створок и заканчивая штапиками и доборными элементами.
- Армирующий профиль – поставляется отдельно, устанавливается в пластиковый профиль непосредственно на этапе монтажа. Номенклатура армировки не такая обширная, но все равно с десяток наименований (разная толщина + разные конфигурации) должен присутствовать.
- Остекление – либо готовые стеклопакеты, собранные на отдельном предприятии по нужным размерам, либо листовое стекло и дистанционные рамки. Во втором случае материалы доставляются в отдельный цех, в котором производится прирезка стекла и сборка стеклопакетов.

Фото готовых стеклопакетов на складе
- Фурнитура – ее в любом случае закупают, поскольку процесс производства фурнитуры очень сложен и трудоемок. Фурнитурные комплекты хранятся на складе и по мере необходимости поставляются на участок сборки для обвязки створок.
Естественно, это лишь основные группы комплектующих, с которым работает оборудование для производства ПВХ окон. В этот список я не включил многочисленные расходные материалы – крепеж, подкладки, герметизирующие шнуры, упаковку и т.д. – в общем, все, без чего чех не сможет нормально функционировать.

Комплект фурнитуры
Работа с профилем
Подготовка к сборке
Описание процесса сборки окна я начну в той последовательности, в которой детали поступают в цех и попадают на обработку. И на первом месте в этом списке будет целый комплекс операций, который можно условно назвать подготовкой профиля к сборке.

На такой пиле режется армирующий профиль
Работы ведутся в такой последовательности:
- Сначала на отдельном участке выполняется нарезка армирующего профиля. Стальные заготовки нарезаются на стационарной дисковой пиле либо точно в размер изделия, либо – при больших масштабах производства – с шагом в 50 мм. Вторая методика менее трудоемка, при этом качество изделия почти не страдает – все равно арматуру делают чуть короче пластиковой части окна.
- Параллельно на распиловочном станке выполняется нарезка ПВХ-профиля для рам, створок и импостов. Здесь уже ведется работа в соответствии с заданием, сформированном расчетным отделом: точность подрезки составляет +/- 1 мм. Современные распиловочные станки позволяют выставлять размер детали путем считывания штрих-кода с листа задания, что дает возможность минимизировать количество брака.

Автоматическая пила для порезки профиля
- После подрезки заготовки из ПВХ подаются на фрезерный станок. Это устройство, работающее под управлением компьютерной программы, выполняет фрезеровку дренажных отверстий для отведения влаги из полостей профиля.
- Далее армирующий профиль и заготовки рам и створок собираются на одном участке. Здесь выполняется вкладка армира и его фиксация. Для фиксации металлического вкладыша используются саморезы с буром, которые закручиваются либо с помощью пневмошуруповерта, либо на специальном станке.
- Иногда на этом же этапе на рамный профиль устанавливают ответные планки, которые играют роль зацепов для запорных цапф фурнитурного механизма.

Чтение бирки и монтаж ответных планок
- Заготовки импоста после армирования и установки ответных планок попадают на участок фрезеровки. Здесь торцы импостов фрезеруются для плотного соединения с рамой — согласно ГОСТ 30674-99 «Блоки оконные из поливинилхлоридных профилей» перепад лицевых плоскостей при этом не должен превышать 1 мм. В торцы импоста вкладывают и закрепляют механические соединители.
- На рамных профилях фрезеруют отверстия для установки ручки.
Сварка рам и створок
На следующем этапе происходит превращение набора деталей в каркас окна. При этом используются профессиональные сварочные станки для производства окон.
Сварочный станок представляет собой конструкцию с двумя либо четырьмя нагревательными элементами (так называемые двух- и четырехголовочные модели). Работает он так:
- В процессе работы мастер укладывает четыре детали в направляющие станка, после чего угловые срезы профиля стыкуются с нагревательными пластинами.
- Головки станка нагреваются до температуры 240 – 2550С – именно при таком нагреве ПВХ плавится и становится текучим.

Четырехголовочный сварочный станок
- После нагревания панели профиля складываются и зажимаются в автоматических струбцинах до полного остывания шва и полимеризации пластика.
Качественное сварочное оборудование для изготовления окон обеспечивает равномерный нагрев пластика и гарантирует высокую прочность шва за счет его однородности. При использовании кустарных сварочных агрегатов (без преувеличений, доводилось мне видеть модели, собранные из нескольких пар обычных утюгов) пластик плавится неравномерно, и потому при малейшей нагрузке шов дает трещину.
- Сваренный каркас подается на зачистной станок (иногда зачистка выполняется прямо на сварочном станке в автоматическом режиме). При этом специальные приспособления снимают наплыв пластика с лицевой поверхности профиля, оставляя ровный и чистый шов.

Зачистка угла на станке
Участок сборки
Рамы и створки после сваривания попадают на сборочный участок. Здесь большинство работ мастера выполняют своими руками: операции требуют высокой точности, которую сложно обеспечить при автоматизированном производстве.

Так ставится базовый профиль
Типовой алгоритм включает в себя такие операции:
- Зачистка внутренних углов рам и створок с использованием режущего инструмента.
- Установка импостов по разметке с креплением механического соединителя к раме: снаружи – с помощью длинного болта, изнутри – с использованием нескольких саморезов.
- Установка подставочного профиля на раму. Подставочный профиль комплектуют герметизирующим шнуром из вспененного полиэтилена, после чего устанавливают его на нижнюю часть рамы, защелкивая на креплениях. Для повышения прочности базовый профиль фиксируется саморезами.
- Установка петель на раму. Для крепления петлевых частей в раме просверливаются отверстия (обязательно используется шаблон, конфигурация пазов в котором соответствует конфигурации опорных стержней у петли выбранной фурнитурной системы). Петли устанавливаются в отверстия и фиксируются саморезами.
Монтаж петель на раму
- Монтаж угловых ответных планок – тоже выполняется по шаблону.
Типовая инструкция предполагает параллельную обвязку створки фурнитурой:
- Створка после первичной обработки (зачистки внутренних углов) поступает на участок обвязки.
- Фурнитурный комплект подгоняется по размерам под габариты створки. При этом выполняется его обрубка на специальном станке.
- Подогнанная фурнитура устанавливается в фурнитурный паз, после чего ее отдельные элементы фиксируются саморезами.

Фиксация фурнитуры
Далее рамы и створки «встречаются» на стенде, где выполняются такие операции:
- Навешивание створки на петли. При этом на раму часто ставятся транспортировочные клипсы, предотвращающие повреждение фурнитуры при перевозке, а положение створки регулируется с помощью петель.
- На этом же этапе мастер обязательно проверяет, насколько легко открывается и закрывается створка.

Так створка навешивается на петли
Для проверки подвижных частей обычно используется так называемая «дежурная» ручка. Ручка, которая будет установлена на окне впоследствии, чаще всего поставляется в запакованном виде и монтируется непосредственно на объекте, во избежание повреждения.
- Установка дополнительных элементов фурнитуры – микролифта, микропроветривания /пошагового проветривания, фрамужных ножниц и т.д.
На этом работа с каркасом окна завершается. Рама с обвязанной створкой поступает на следующий участок, где осуществляется ее остекление.
Работа со стеклопакетами
Изготовление стеклопакетов
Большинство компаний, занимающихся производством окон из ПВХ-профиля, предпочитают работать с уже готовыми стеклопакетами. Т.е. размеры необходимых изделий они передают производители, и тот делает остекление по заказу.
Но так цена изделия получается несколько выше, потому для экономии средств (и для получения дополнительной прибыли) создается отдельный цех, в котором стеклопакеты собирают из отдельных деталей. Последовательность действий при этом такова:

Стенд для порезки стекла
- Стекло (обычное листовое, энергосберегающее или мультифункциональное) раскраивается на специальных столах.
- После раскроя выполняется обработка торцов специальными абразивными материалами – так удаляются мелкие сколы, которые могут спровоцировать появление трещин.
- Порезанные в размер стекла моют для удаления пыли, загрязнений, следов абразивного порошка, отпечатков ладоней и т.д.
Дистанционная рамка собирается из таких деталей
- После мойки выполняется сушка. Лучше всего это делать с помощью сжатого воздуха: его поток отлично сдувает налипшие на влажную поверхность пылинки и волоски.
- Затем собирается дистанционная рамка. Рамочный профиль обрезают в размер, заполняют специальным гранулированным осушителем, после чего соединяют на углах с помощью специальных переходников.
- После этого выполняется сборка стеклопакета на специальном столе. На края дистанционной рамки наносится бутиловый герметик, который обеспечивает первичную фиксацию стекол.

Сборка и герметизация
На этом этапе камера между стеклами может быть заполнена осушенным воздухом, который подается из шланга. Если планируется заполнение пакета аргоном или криптоном, то в дистанционную рамку устанавливаются специальные клапаны, через которые и закачивается инертный раз.
- В процессе сборки и прессования стеклопакета внутри него могут помещаться декоративные профили – так называемые шпроссы. Их применяют для имитации оконных переплетов.
- Когда первичная герметизация будет выполнена, торцы стеклопакета обмазывают вторичным герметиком.
- Затем конструкция устанавливается в пирамиду, где находится в вертикальном положении до полной полимеризации бутиловой ленты и других герметизирующих веществ.

Пакеты большого размера могут транспортироваться специальными лебедками
Готовые стеклопакеты либо упаковываются и отправляются заказчику, либо транспортируются на участок остекления.
Участок остекления
Остекление – завершающий этап. Выполняется он достаточно просто:
- Конструкции устанавливаются на наклонный стенд – так, чтобы установленные стеклопакеты не выпадали.
- В рамы и створки усаливаются специальные прокладки, равномерно распределяющие вес стеклопакетов.
- На прокладки усаливается остекление, которое фиксируется с помощью штапиков.

Каждый стеклопакет фиксируется штапиками
- Штапики, как правило, подрезаются непосредственно на участке остекления по размерам, снятым с конструкции. Такой подход позволяет минимизировать количество брака, поскольку допустимая погрешность по длине штапика составляет +/- 1 мм, иначе есть риск либо получить щель в углу, либо спровоцировать растрескивание всей рамы.
Остекленные конструкции упаковываются в полиэтилен и отправляются на склад. Там выполняется формирования заказа — к самим окнам добавляют дополнительные профили, подоконники, отливы, москитные сетки, ручки и другие детали.

Станок для точной нарезки штапиков
Станки для производства пластиковых окон бывают самыми разными, и выполняют они огромный перечень функций. И все же общая схема изготовления подобных конструкций остаётся неизменной – во всяком случае, большинство компаний работают именно по алгоритму описанному выше (конечно, с поправками на особенности предприятия).
Видео в этой статье даст вам возможность более подробно ознакомиться с описанным мной процессом, а если вас заинтересуют нюансы – я с радостью пообщаюсь с вами либо в комментариях, либо на форуме проекта.
Этапы производства пластиковых окон
Весь процесс изготовления пластиковых окон можно разделить на 11 этапов.
1 этап. На этом этапе происходит резка армирующего профиля. Для этого используют пилы для резки стального армирования с установленными на них абразивными отрезными кругами. В качестве альтернативы могут быть установлены диски для резки металла. Армирующий профиль режут под прямым углом. Заусенцы после распила снимают на наждачном круге.
2 этап. На втором этапе режется ПВХ профиль. Его режут двухголовочными или одноголовочными усорезными пилами. Импосты нарезают под углом 90 градусов, учитывая запас на сторону до 6мм в зависимости от системы профиля. Сами профили створок и коробки нарезают под углом 45 градусов с учетом припуска до 3мм на сторону для сварки.
В процессе резки базовые поверхности профиля прижимают к вертикальному упору и поверхности стола. Для этого используются струбцины. Однако, нужно быть осторожными, чтобы избежать деформации профиля.
3 этап. После того как ПВХ профиль нарезан происходит фрезерование водоотводных окон в нижних профиля коробки оконного блока на фрезерном станке с концевой фрезой. Диаметр фрезы должен быть не более 5 мм. Так же это можно сделать вручную с помощью электродрели со специально заточенным сверлом диаметром 5 мм. Для водоотводных окон обычно не превышает 25 мм.
4 этап. На этом этапе происходит армирование профилей ПВХ. Армирующие профили обрезают по длине и вставляют в профиль ПВХ с помощью специального станка или вручную, используя ручную дрель.
5 этап. После армирования сверлятся отверстия и фрезеруются пазы для фурнитуры на копировально-фрезерном станке. Так же при наличии электроинструмента и специальных насадок и приспособлений это можно сделать вручную.
6 этап. Процесс фрезерования торцов импостов фасонными фрезами с дальнейшей их сборкой и установкой фитингов. Перед установкой на торцы импоста наносят силиконовый герметик.
7 этап. Профили свариваются на специальном сварочном станке. Температура сварного ножа порядка 250 градусов.
8 этап. На восьмом этапе устанавливаются импост и подставочный профиль. Все это делается вручную на сборочном столе с использованием шуруповерта или электродрели.
9 этап. После импоста и подставочного профиля устанавливаются уплотнительные профили. Установка в паз начинается с середины пазов верхних горизонтальных профилей створок и рам. Уплотнитель устанавливается единым неразрывным контуром без растяжения. Концы уплотнителя склеиваются встык циано-акрилатным секундным клеем.
10 этап. Навеска фурнитуры. Для поворотной створки ставится основной запор, петли, угловые переключатели, средние запоры и дополнительный средний петлевой зажим. Для рамы устанавливаются ответные детали запорного механизма и петли. Для наклонно-поворотной створки устанавливается нижняя петля на створку, основной запор и угловые переключатели. Если узкая створка, то на нее ставят средний запор на створку и ножницы. Если створка широкая, то нижний средний запор, средний запор на створку и ножницы. На ответную раму устанавливаются верхние и нижние петли, ответная планка наклонно-поворотного механизма и по периметру ответные планки запорного механизма.
11 этап. Заключительный этап включает в себя резку штапика и установку стеклопакета в профильную систему (максимально плотно!). Внимание! Резка штапика должна быть с направляющими. Во избежания провисания створка со стеклопакетом должна образовывать жесткую конструкцию. После того, как штапики установлены пластиковой киянкой производится осадка части створки. Выполняется предварительная регулировка фурнитуры на стенде, а затем на месте уже после монтажа окна.
Как изготавливаются пластиковые окна?
Производство пластикового окна начинается с вычисления размеров заготовок. Существует программа, которая точно выверяет необходимые размеры, учитывая запас для сварочного шва. В спецификации на производство указывается величина наружной пластиковой и внутренней металлической заготовки. В пластиковый профиль вставляют металлический, а потом в этих деталях высверливают отверстия для дренажа и фурнитуры.
Сварка, возможно, является самым ответственным этапом в изготовлении оконной конструкции. От того, насколько аккуратно и качественно будут соединены все детали, зависит внешний вид, прочность и работа будущего окна. Поверхности и нагревательный элемент сварочного станка должны быть идеально чистыми, чтобы в шов не попала пыль. Только в этом случае стык получится практически незаметным. Во время сварки на шве образуется наплав, который предстоит убрать инструментом, похожим на ножницы, а затем обработать особой шлифовальной машиной, которая полирует стык в нескольких плоскостях. Места соединений возможны только в углах, поскольку для вертикальных и горизонтальных планок используется сплошной кусок армирующего профиля.
После того, как углы будут должным образом обработаны, можно приступать к установке стеклопакета в створку и импоста в раму, а так же к навешиванию ручки, замка и механизмов открывания. Эти операции будут осуществляться вручную. Правильная технология производства подразумевает окончательную сборку окна на стенде остекления, который представляет собой конструкцию, имитирующую ситуацию реального монтажа.
Зафиксированное в вертикальном положении окно позволяет выявить возможные недостатки в сборке или производстве, кроме того, именно так можно отрегулировать положение ручки и замка. До установки в оконный проем, каждое окно должно пройти проверку на стенде остекления. Для покупки стандартных окон заказчики могут использовать интернет-магазин, который есть у каждой серьезной компании.
Популярные публикации:
- Обрамление окон на фасаде дома
Обрамление окон на фасаде дома – фотоТрадиционные архитектурные детали придают очарование старым домам. Они появляются…
- Защита для окон
Выбираем защиту от воровВиды защитных конструкций для окон в загородном доме Защитное покрытие на стекла;…
- Замена оконной фурнитуры
Замена фурнитуры своими рукамиВ принципе, заменить фурнитуру в пластиковом окне можно попробовать и своими руками.…
plotnikov-pub.ru
Технология производства окон ПВХ: как делают пластиковые окна
Компания «Орбита» является одним из лидеров по производству окон ПВХ в Республике Беларусь. На протяжении уже многих лет мы выпускаем изделия из поливинилхлорида, обладающие самыми высокими техническими характеристиками.
Качество наших оконных конструкций обеспечивается соблюдением всех технологических стандартов по ее производству. Для этого используется исключительно современное высокоточное профессиональное автоматическое оборудование для производства пластиковых окон. У нас установлены производственные линии от лучших мировых производителей оборудования для изготовления оконных систем, таких как FIMTEC, LISEC, URBAN, ROTOX, Haffner.
Производство окон ПВХ – сложный и многоступенчатый процесс, где качество конечного продукта контролируется и машинами, и человеком. Вся выполняемая работа на нашем предприятии максимально компьютеризирована и автоматизирована, что практически исключает влияние человеческого фактора. Также в производственном процессе участвуют только высококвалифицированные специалисты, что позволяет нам с уверенностью говорить о том, что мы производим действительно качественные окна.
Обзор технологии производства стеклопакетов.
Производство стеклопакетов в компании «Орбита» осуществляется на нескольких производственных зонах (участках).
- Участок заготовки, где проводится резка и мойка стекла, резка дистанционной рейки, заполнение влагопоглотителем внутреннего объема дистанционной рамки, сборка дистанционного контура, нанесение первичного слоя герметизации.
- Участок сборки, где между стекол наклеивается дистанционный контур и производится отжим стеклопакета для максимальной герметичности.
- Участок герметизации стеклопакета– на данном участке производства производится нанесение вторичного герметизирующего слоя на торец собранного стеклопакета.
- Участок контроля качества, где осуществляется визуальный контроль. После этого стеклопакеты сушатся в специальной пирамиде, конструкция которой обеспечивает свободную циркуляцию воздушных масс.
Более подробно о видах стеклопакетов Вы можете прочитать в разделе «Производство стеклопакетов».
Технология производства пластикового профиля.
Важным этапом производства оконных конструкций является изготовление пластикового профиля. Процесс изготовления пластикового профиля начинается с приготовления смеси. Используемые компоненты дозируются автоматически с помощью электронных весов. Это позволяет добиться предельной точности используемого состава. В состав смеси также включают различные модификаторы, стабилизаторы, красители и прочие добавки, отвечающие за надежность конечного продукта, его цвет, устойчивость к воздействию ультрафиолета и т.д.
Далее смесь загружают в бункер экструдера. Там смесь выдерживается определенное время, разогревается и выдавливается через фильеру.
При производстве пластиковых окон ПВХ компания «Орбита использует высококачественный пластиковый профиль Rehau.
Производство пластиковых окон: технологии производства.
Непосредственно технологический процесс производства пластиковых окон ПВХ (вне зависимости, используется ли однокамерный или многокамерный профиль) включает в себя последовательное выполнения ряда технологических операций, производимых на различных участках. Рассмотрим технологию производства пластиковых оконных конструкций подробнее.
Участок заготовки
На данном участке производятся следующие технологические операции:
- Нарезка оконного профиля по размерам, индивидуальным для каждого окна. Она происходит на пильном центре с ЧПУ с двумя управляемыми осями для автоматического раскроя ПВХ профиля, которая обеспечивает точное соответствие необходимым размерам.
- Нарезка армирующего профиля, необходимого для увеличения жесткости рамы окна. Армирующий профиль имеет длину на 10мм меньше, чем длина ПВХ-профиля.
- Далее заготовки поступают на обрабатывающий центр , который представляет собой СNС -обрабатывающий центр для полностью автоматизированного сверления и фрезерования по четырем осям. Производится изготовление водоотводящих и вентиляционных каналов, сверление под дюбели, фрезерование паза под замок и отверстия под цилиндр замка, сверление отверстий под ручку, маркировка запирающих деталей. Все требуемые виды обработки производятся на заготовке автоматически в соответствиии с заданными размерами, что полностью исключает влияние человеческого фактора.
- Установка и закрепление в заготовке ПВХ армирующего профиля согласно маркировке выполняется на автоматическом шуруповерте. Идентификация заготовок производится на основании считывания штрих-кода с этикеток на заготовках.
- Продувка сжатым воздухом заготовок профилей.
Мы предварительно проверяем все профили заготовок и защитные пленки на отсутствие повреждений, так как соблюдение всех норм при производстве пластиковых окон из ПВХ непосредственно влияет на качество готовой конструкции.
Участок сварки ПВХ профилей.
На данном участке происходит сварка профиля (створок и углов рамы), необходимая для создания конечной жесткой конструкции. Сварка ПВХ-профилей осуществляется при помощи роботизированных сварочных аппаратов. Мы используем 4-х головочный сварочный аппарат, который одновременно нагревает четыре среза профиля и сваривает их. На данном этапе производственной линии для соответствия технологическому процессу производства окон ПВХ строго соблюдаются следующие условия:
- температура сварного ножа должна составлять от 230°С до 250 °С;
- поверхность инструмента должна быть чистой, для этого каждый час тефлоновое покрытие ножа «на горячую» протирают бумажным или хлопковым полотенцем без использования растворителей;
- время на разогрев шва – 25-40 сек, на сварку – 25-40 сек.
Автоматизированная станция обработки сварочного шва гарантирует идеальное качество стыка профилей, что повышает надежность пластикового окна.
Участок зачистки углов
На данном участке происходит очистка стыков профиля от наплавов сварного шва. В компании «Орбита» при производстве окон ПВХ очистка сварного шва производится на специальном очистной станции. После зачистных работ и обязательного контроля качества изделия помещаются на стойки промежуточного хранения.
Участок установки импостов и уплотнительной резины
На данном этапе происходит присоединение горизонтальных и вертикальных импостов в соответствии со схемой производимой оконной системы. Для более точного прилегания импосты предварительно фрезеруются на фрезерном станке.
Уплотнение производится единым куском специальной резины, которая создает непрерывный уплотняющий контур. Осуществляется тщательный контроль, чтобы уплотнитель не растягивался. Стыки обрабатываются специальным клеем.
Участок установки фурнитуры
На данном участке производства пластикового окна осуществляется установка фурнитуры согласно бланку заказа. На станции установки фурнитуры не только монтируются ручки, петли и другие комплектующие, но также происходит соединение створки и рамы в единую конструкцию. После визуальной и функциональной проверки окно поступает на участок установки готовых стеклопакетов.
Участок установки стеклопакетов
Производство пластиковых окон завершается установкой стеклопакета в ПВХ-профиль. На специальном стенде производится окончательная регулировка створок. Стенд по установке стеклопакетов имитирует условия реального монтажа изделия в оконный проем. Далее стеклопакет закрепляется в пластиковом окне с помощью штапиков. Закрепление стеклопакета происходит согласно разработанной конструкторской документации. На этом этапе также проводится общий контроль качества изготовленной конструкции, после чего изделие отправляется на склад готовой продукции.
Преимущества производства окон в компании «Орбита»
Политика компании «Орбита» направлена на производство окон ПВХ исключительно высокого качества. Обращаясь к нам, вы можете быть уверенны в следующем:
- техническое оснащение (от электронной линейки и станков-штапикорезов до стендов для установки стеклопакетов) соответствует самым строгим требованиям и стандартам;
- огромные производственные площади и большая численность работников позволяют выполнить заказ любого объема предельно быстро;
- постоянное обучение новым технологиям и внедрение их в производство окон из профиля ПВХ позволяет выпускать продукцию европейского качества;
- жесткий контроль качества предотвращает попадание в продажу изделий даже с малейшим браком.
Окна ПВХ «Орбита» — совершенное изделие, качество и надежность которого обеспечивается точной работой машин и скрупулезным контролем со стороны человека.
www.orbita.by
Технология производства пластиковых окон. Производство пластиковых окон
Производство пластиковых окон — оборудование, технологический процесс
Производственный цех для производства пластиковых окон
Цех по производству пластиковых окон с полуавтоматической линией распила профиля разделен на два участка, приспособленных для выпуска обычных и нестандартных конструкций изделий из ПВХ. К последним относятся круглые, арочные и окна больших размеров.

Территория склада хранения готовой продукции позволяет беспрепятственно и в любое время транспортировать свои окна тем заказчикам, которые предпочли самостоятельный вывоз продукции. Автотранспортный цех предназначен для оперативного вывоза на объекты заказчика готовых окон, которые поступают под погрузку в машины прямо с производственной линии предприятия.
Оборудование и механизмы для производства пластиковых окон
Основное оборудование для производства пластиковых окон включает в себя:
Копировально-фрезерные станки
Копировально-фрезерные станки нужны для создания отверстий под запорную фурнитуру – замок, ручку и т.д.
Станки бывают:
- Настольный копировально-фрезерный станок (с механическими ручными прижимами).
- Стационарный копировально-фрезерный станок (с пневно-прижимами)
Пила для резки пластикового профиля
Пила для резки – это основной инструмент для изготовления заготовок рамы окна. И это первая операция при производстве пластиковых окон, после доставки профилей в цех. Обычная длина профиля – 6 метров, но в зависимости от производителя профиля может колебаться от 5,8 до 6,5 метров.
В зависимости от конструкций пилы для резки профиля бывают (усорезные пилы):
- Двухголовая фронтальная пила
- Пила с нижней подачей пильного диска
- Одноголовочная пила с фронтальной подачей диска
- Двухголовочная маятниковая пила
- Настольная маятниковая пила с механическими (ручными) прижимами
- Стационарная маятниковая пила с пневматическими прижимами
Пила для резки металлического армирующего профиля
Армирующий профиль вставляется в пластиковый профиль окна для придания жесткости более надежного крепежа оконной фурнитуры. Для распила может использоваться специальное оборудование или обычная «болгарка», так как такой точности, как при распиле пластикового профиля здесь не нужно (металлический профиль находится внутри пластикового профиля). Виды пил по металлу:
- Ленточная пила по металлу
- Высокооборотная пила по металлу (дисковая)
- Низкооборотная двухскоростная пила (дисковая)
Дренажные станки
Так как из-за конденсации при перепаде температур в профиле рамы может образовываться влага, в раме, створке и импостах сверлятся дренажные отверстия. Инструмент для фрезерования дренажных каналов – обычно это или дрель, или специальный инструмент — станок для сверления дренажных каналов 2-х или 3-х шпиндельный)
Сварочные станки
Станок одноголовочный, ручной. Предназначен для сваривания углов оконного профиля ПВХ.
Виды станков для сварки оконного ПВХ профиля:
- Одноголовочный сварочный станок
- Двухголовочный сварочный станок
- Четырехголовочный сварочный станок
Эти станки различаются по производительности, для большого автоматизированного производства лучше подходит четырехголовочный сварочный станок.
Зачистные станки
Зачистные станки используются после сварки пластикового профиля для зачистки наплывов. Бывают ручными, автоматическими, пневматическими в составе автоматизированных линий. Виды зачистного оборудования могут сильно варьироваться от уровня оснащенности производства.
Инструмент
Для мелких работ наиболее выгодно использовать пневноинструмент (дрели, шуруповерты и тд), но нужно не забывать что к пневмоинструменту нужен также компрессор сжатого воздуха.
Шуруповерт для крепления в пластиковом профиле армирующего профиля
Крепление армирующего профиля в пластиковом профиле может быть выполнено с помощью ручных винтовертов или автоматических.
Торцефрезерные станки
Служит для обработки торцов импоста, для установки импоста в профиль рамы.
Виды торцефрезерных станков:
- Настольный станок с механическими прижимами и ручной подачей фрезы.
- Стационарный станок с пневматическими прижимами и ручной подачей фрезы. Угол обработки (бывает с изменяемым углом, количество фрез до 2х, с системой охлаждения, с автоматической подачей)
Вспомогательное оборудование
Для эффективного и аккуратного производства пластиковых окон, необходимы в качестве вспомогательного оборудования сборочные столы, тележки, контейнеры (для хранения материалов, инструментов, заготовок).
Для производства оконных конструкций фирма использует высокоточные станки от известных и общепринятых европейских фирм Urban, Rotox, Hollinger, Schirmer и Maver. Повышенная производительность и колоссальный запас качества этого оборудования позволяет максимально реализовать производственный ресурс с учетом задач, поставленных перед предприятием.
Ориентируясь на ведущих производителей и отвечая постоянно возрастающим требованиям клиентов, компания ведёт постоянную направленную работу по совершенствованию и модернизации своих мощностей. При этом производственные линии по изготовлению стеклопакетов, включающие резку, промывку, полировку и обработку антистатиком, полностью автоматизированы.
Материалы, комплектующие и поставщики
Для производства оконных конструкций используется поливинилхлорид, который является долговечным, надежным, практичным и безопасным материалом.
Поставщики оконного профиля это или немецкие заводы изготовители, или действующие по лицензии, но расположенные или в Китае или в России заводы. Очень много производителей пластикового профиля находится в Подмосковье.
Технологический процесс
Каждое изделие выполняется как отдельное производственное задание. Заказ автоматически обрабатывается при помощи профильного программного обеспечения и сразу поступает на станки распиловочного центра. Заготовка обрабатывается, армируется, на ней фрезеруются дренажные отверстия, и она проходит сварочный участок.
Тем временем вырезается стекло и обрабатывается от грязи в моющей машине. Его склеивают специальными лентами в дистанционной рамке, в которую засыпают силикагель, используемый в качестве влагопоглотителя.
Далее стеклопакет проходит процедуру герметизацию шва и на него монтируется фурнитура. Следующий этап – соединение всех элементов окна с установкой стеклопакета и его фиксацией штапиком.
Только после полного прохождения проверки геометрии и качества функционирования запорной арматуры на стенде специалистами отдела технического контроля (ОТК), изделие можно назвать полноправным окном.
promplace.ru
Технология производства окон ПВХ: как делают пластиковые окна
Компания «Орбита» является одним из лидеров по производству окон ПВХ в Республике Беларусь. На протяжении уже многих лет мы выпускаем изделия из поливинилхлорида, обладающие самыми высокими техническими характеристиками.
Качество наших оконных конструкций обеспечивается соблюдением всех технологических стандартов по ее производству. Для этого используется исключительно современное высокоточное профессиональное автоматическое оборудование для производства пластиковых окон. У нас установлены производственные линии от лучших мировых производителей оборудования для изготовления оконных систем, таких как FIMTEC, LISEC, URBAN, ROTOX, Haffner.
Производство окон ПВХ – сложный и многоступенчатый процесс, где качество конечного продукта контролируется и машинами, и человеком. Вся выполняемая работа на нашем предприятии максимально компьютеризирована и автоматизирована, что практически исключает влияние человеческого фактора. Также в производственном процессе участвуют только высококвалифицированные специалисты, что позволяет нам с уверенностью говорить о том, что мы производим действительно качественные окна.
Обзор технологии производства стеклопакетов.
Производство стеклопакетов в компании «Орбита» осуществляется на нескольких производственных зонах (участках).
- Участок заготовки, где проводится резка и мойка стекла, резка дистанционной рейки, заполнение влагопоглотителем внутреннего объема дистанционной рамки, сборка дистанционного контура, нанесение первичного слоя герметизации.
- Участок сборки, где между стекол наклеивается дистанционный контур и производится отжим стеклопакета для максимальной герметичности.
- Участок герметизации стеклопакета–
xn——6kcbbajywdipdcf3bggdl8bw5s.xn--p1ai
Технология производства окон ПВХ, процесс изготовления пластиковых окон

Пластиковые окна уже давно не диковинка для наших соотечественников. Они становятся неотъемлемой частью жилых домов, офисов, зданий административного назначения. Едва ли найдется кто-то, кто никогда не видел их и ничего не слышал о таких изделиях. Вместе с тем есть немало тех, кто не знает, как и из каких материалов делают окна ПВХ и какие технологии используют.
Как как делают стеклопакеты и окна: технология производства
Окно состоит из следующих ключевых компонентов:
- стеклопакет;
- профиль;
- фурнитура.
В настоящее время не составит труда узнать, как делают стеклопакеты — видео процесса доступны не только для профессионалов, но и для всех пользователей Интернета.
Процесс состоит из этапов:
- Резка стекла по нужным размерам.
- Мойка стекол.
- Резка дистанционной рамки, на которой крепится стекло.
- Засыпание влагопоглотителя в дистанционную рейку.
- Сборка контура стеклопакета.
- Первичная герметизация — нанесение уплотнителей.
- Сборка стеклопакета (вставка стекол).
- Обжим.
Вторичная герметизация и заполнение инертным газом
Основа окна, к которой крепится стеклопакет, — профиль, который изготавливают из поливинилхлорида. При этом учитывают:
- устойчивость к температурным колебаниям,
- минимальные размеры переплета,
- способность выдерживать динамические и статические нагрузки и т. д.
Оконный профиль
Как правило, компании приобретают готовый профиль, который используют при сборке окон. Если вас интересует, как делают профили для окон, видео, иллюстрирующее весь процесс, поможет вам вникнуть в детали.
Процедура изготовления профиля такова
На начальной стадии необходимо раскроить заготовки. При помощи мощной электрической пилы их разрезают под углом в 45 градусов. Так формируют основу окна — створки и рамы.
На следующем этапе происходит сварка. Оконную конструкцию фиксируют на специальном станке, нагревают до 250 градусов. Раскаленный профиль сжимают прессом на протяжении 20–30 секунд. Процедуру проделывают дважды — с обеих сторон. Когда прочность соединения достигнет нормы, можно перейти к удалению наплывов, которые образуются в процессе сварки. Все ненужные элементы зачищают при помощи углозачистной машины.
Следующий этап — создание импоста. Это своего рода «ребро жесткости», усиливающее сопротивляемость повышенным нагрузкам, ураганным ветрам и т. п. В нем просверливают отверстия для болтов и укрепляют их специальным герметиком. Такая технология обеспечивает максимальную прочность конструкции и минимизирует риски выпадения болтов. После завершения работ с импостом переходят к укладке резинового уплотнителя и установке фурнитуры — петли, запорные механизмы, блокираторы, цапфы, ручки и т. д.
Подкорректировав фурнитуру по заданным параметрам, можно переходить к креплению подоконника, а также к установке отлива (часть окна, которая выступает с его наружной стороны и отводит воду).
Вслед за этим необходимо соединить створки с оконным профилем
Стеклопакет крепится к профилю при помощи штапиков. Это своего рода фиксаторы, которые надежно удерживают стекло и не позволяют ему расшататься. Штапики и специальные колодки необходимо разместить по всему периметру оконной рамы. На заключительной стадии останется лишь поставить знаки качества, обернуть окна в пленку и подготовить их к транспортировке из цеха на склад, в точки продаж или непосредственно к конечному потребителю. Для каждого, кто хочет сделать понятной, простой и наглядной процедуру того, как делают окна ПВХ, видео производственного процесса станет настоящей находкой. Визуальное восприятие гораздо эффективнее, чем при прочтении сотни письменных инструкций.
Опубликовано 05.03.2015
Читайте также:
www.oknarosta.ru
Технология производства пластиковых окон
Главная — Статьи — Технология производства пластиковых оконКачество пластикового окна зависит от того, насколько точно была соблюдена технология производства. Не менее важно и оборудование, которое использовалось в производственном процессе. Часто в начинающих компаниях используют обычный инструмент вместо специальной техники. Такая попытка сэкономить приводит к тому, что проблемы возникают в эксплуатации окна после установки. Кроме того, операции, выполняемые на профессиональном оборудовании, существенно улучшают внешний вид рамы и створки.
Как изготавливаются пластиковые окна?
Производство пластикового окна начинается с вычисления размеров заготовок. Существует программа, которая точно выверяет необходимые размеры, учитывая запас для сварочного шва. В спецификации на производство указывается величина наружной пластиковой и внутренней металлической заготовки. В пластиковый профиль вставляют металлический, а потом в этих деталях высверливают отверстия для дренажа и фурнитуры.
Сварка, возможно, является самым ответственным этапом в изготовлении оконной конструкции. От того, насколько аккуратно и качественно будут соединены все детали, зависит внешний вид, прочность и работа будущего окна. Поверхности и нагревательный элемент сварочного станка должны быть идеально чистыми, чтобы в шов не попала пыль. Только в этом случае стык получится практически незаметным. Во время сварки на шве образуется наплав, который предстоит убрать инструментом, похожим на ножницы, а затем обработать особой шлифовальной машиной, которая полирует стык в нескольких плоскостях. Места соединений возможны только в углах, поскольку для вертикальных и горизонтальных планок используется сплошной кусок армирующего профиля.
После того, как углы будут должным образом обработаны, можно приступать к установке стеклопакета в створку и импоста в раму, а так же к навешиванию ручки, замка и механизмов открывания. Эти операции будут осуществляться вручную. Правильная технология производства подразумевает окончательную сборку окна на стенде остекления, который представляет собой конструкцию, имитирующую ситуацию реального монтажа.
Зафиксированное в вертикальном положении окно позволяет выявить возможные недостатки в сборке или производстве, кроме того, именно так можно отрегулировать положение ручки и замка. До установки в оконный проем, каждое окно должно пройти проверку на стенде остекления. Для покупки стандартных окон заказчики могут использовать интернет-магазин, который есть у каждой серьезной компании.
stroykomtech.ru
Технология производства пластиковых окон

В настоящее время основным элементом изготовления окон и дверей является профиль ПВХ, который поставляется на производство в виде длинномерных хлыстов. Из материала нарезают отдельные элементы конструкции, армируют и сваривают на специальных станках в монолитную конструкцию, способную выдержать большие механические нагрузки.
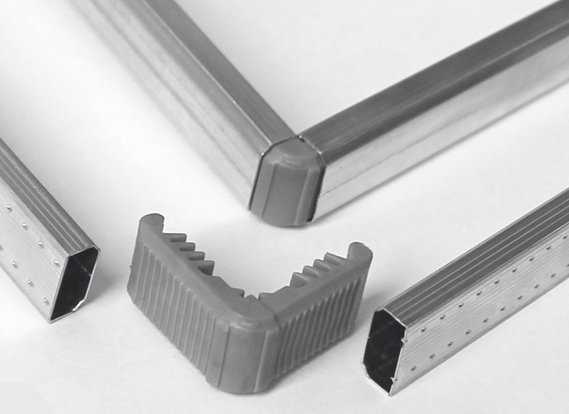
Для армирования используется П-образный профиль, изготавливаемый из листового металла. Толщина стенок может колебаться в пределах нескольких миллиметров. Вставляемый внутрь профиля, он обеспечивает конструкции высокую прочность и долговечность. Все операции по нарезке, сварке и сборке проводятся на специальных станках. Пластиковые окна, новейшая технология, разработанная и внедренная известными инженерами, позволяет создавать сооружения во много раз практичней и удобней, чем из древесины.
Резка профиля
Чтобы качественно выполнить нарезку заготовок ПВХ профиля по заданным размерам, используются дисковые пилы, установленные на специальных станках. Они имеют два основных положения работы.
- Угол сорок пять градусов необходим для изготовления рамных и створчатых окон.
- Под углом в девяносто градусов режут заготовки для импостов и подставок.
Следует учитывать, что во время сварки заготовок профиль теряет до трех миллиметров длины, поэтому они делаются с запасом. Армировочный профиль режется дисковыми пилами по металлу под углом в девяносто градусов.
Фрезеровка каналов для отвода влаги
Конструкция окон REHAU предусматривает специальные отверстия, которые дают возможность конденсату, образующемуся при перепадах температур, самотеком удаляться с поверхности стекол. Они выглядят как продолговатые вырезы, которые после монтажа окна закрываются специальными заглушками. Расположение и количество этих отверстий зависит от модели и величины окна. Технология производства пластиковых окон предусматривает изготовление таких отверстий при помощи специальных дренажных станков или используя ручной электрический инструмент.
Монтаж армировки
Стальной профиль для армировки крепится внутри центральной части створчатого и рамного профиля. Для крепежа используют минисаморезы, заворачиваемые ручными или установленными на станках шуруповертами. Шаг крепления не должен превышать двадцати сантиметров.
Торцевание импоста
Для максимально точного сопряжения импоста с рамными и створчатыми профилями его торцы должны иметь заранее заданную форму. Обработка проводится на специальном фрезерном станке с установленной особой импостной фрезой, поступающей вместе с профилем от завода, занимающегося выпуском заготовок ПВХ. По завершении обработки монтируется специальный соединитель, позволяющий осуществить соединение импоста с каркасным профилем или створкой.
Изготовление отверстий для замка и ручки
Используется специальный фрезерный станок, позволяющий проделать в нужном месте отверстие для ручки, и специальный паз прямоугольной формы для замка. Для выполнения такой работы не требуется большой квалификации работника.
Сварка конструкции
Большое значение для качества изготавливаемого из ПВХ профиля окна имеет сварка каркасов и створок в монолитное сооружение. При помощи сварочного зеркала кромки нагреваются до состояния вязкости и плотно прижимаются друг к другу до полного затвердения пластика. Операция проводится на автоматизированных станках, дающих возможность выставлять необходимые параметры работы оборудования.
После сварки на месте стыковки образуется небольшой валик, который затем удаляется при помощи ножа, встроенного в станок. Он функционирует как рубанок и моментально удаляет наплыв, делая поверхность идеально ровной и гладкой. На торцевых стыках валик удаляется при помощи специальных фрез, движущихся по сложным траекториям, определяемым копиром.
Монтаж импоста
Чтобы в месте установки импоста не могла просочиться внешняя влага, на его поверхность наносят силикон или жидкий пластик, после чего двумя специальными шурупами он крепится к раме. Пластиковые окна от производителя, изготовленные из профиля REHAU, позволяют получать изделия безупречного качества.
Нарезка штапиков для монтажа стеклопакетов
Штапики нарезаются на специальном станке, который позволяет точно выдерживать геометрические пропорции и размеры. Технология изготовления стеклопакетов для пластиковых окон позволяет получать безукоризненную защиту от ветра, влаги и резких скачков температур. После того, как стеклопакет встанет на свое место, штапики забиваются в специальные пазы и обеспечивают ему надежное крепление.
techkomplect.ru