Технология производства плитка тротуарная – : , , , —
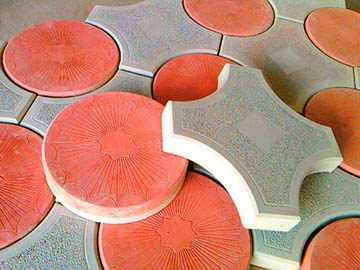
Изготовление плитки тротуарной — описание технологии

Самостоятельное изготовление плитки тротуарной позволяет получить большое количество строительного и отделочного материала с минимальными затратами денежных средств.
Кроме всего прочего такой вариант оптимален, если есть необходимость изготовить ограниченное количество плитки с оригинальной формой или необычным декоративным внешним видом.
В статье рассмотрим, как делают тротуарную плитку.

Необходимые инструменты и материалы
Самостоятельное производство долговечной и привлекательной тротуарной плитки в домашних условиях предполагает использование специального, но несложного оборудования и только качественного сырья. При самостоятельном изготовлении потребуется использовать:
- бетономешалку;
- вибростол;
- формы для заливки раствора;
- кисть для распределения смазочного состава.
Сырьё для изготовления тротуарной плитки:

- чистый песок просеянный;
- щебень фракцией 0,3-0,5 см гранитный, освобожденный от мусора или примесей;
- цемент марки «М-500»;
- стандартные пластификаторы;
- пигментные красители;
- смазывающее вещество для обработки отливочной формы;
- вода.
На изготовление десяти квадратных метров тротуарного плиточного покрытия с толщиной 60 мм потребуется использовать 500 кг просеянного песка, 450 кг гранитного щебня, 350 кг цемента, пластификатора 0,7% от общей массы раствора и пигментов 5% от объёма раствора.
Правильный выбор сырья позволит получить конечный материал, минимально уступающий по качественным характеристикам и внешнему виду фабричным изделиям.
Технология изготовления тротуарной плитки
 Технология самостоятельного изготовления материала может варьироваться в зависимости от предполагаемой области использования плитки, а также ограничений во времени производства и бюджете.
Технология самостоятельного изготовления материала может варьироваться в зависимости от предполагаемой области использования плитки, а также ограничений во времени производства и бюджете.
Если производителю не слишком важны внешние декоративные показатели и качественные характеристики плиточного покрытия, то целесообразно использовать однослойную технологию производства:
- подготовка отливочных форм;
- изготовление рабочего бетонного раствора;
- процесс вибролитья;
- выдержка раствора внутри формы в течение пары суток;
- распалубка готового изделия;
- процесс выдержки изделий с целью набора максимальной прочности.
При изготовлении эксклюзивных изделий, предназначенных для использования в качестве декоративного элемента ландшафтного дизайна, рекомендуется отдавать предпочтение двухслойной технологии заливки:

- подготовка отливочных форм;
- приготовление рабочего раствора с пигментами для отливки первого наружного слоя;
- приготовление рабочего раствора для отливки второго или нижнего слоя;
- процесс вибролитья декоративного слоя;
- заливка второго слоя;
- просушка форм;
- выполнение распалубки готовых изделий;
- выдерживание полученного изделия с целью набора максимальных показателей прочности.
Основой технологий является равномерное заполнение отливочной формы и удаление пузырьков воздуха в процессе вибрации.
На заключительном этапе обязательно выполняется сушка и последующее извлечение уже готовой плитки из формы с целью дальнейшего досушивания.
Приготовление раствора
Для самостоятельного приготовления рабочего раствора на основе цемента рекомендуется придерживаться следующих пропорций:
- белого цвета цемент марки «М-500» – 23% от общего объёма;
- мелкозернистый речной чистый просеянный песок – 20% от общего объёма;
- гранитный чистый мелкофракционный щебень – 57% от общего объёма;
- чистая вода комнатной температуры – 40% от общего объёма сухих компонентов;
- жидкий пигмент в количестве 0,7 л на квадратный метр;
- пластификатор, придающий бетонной массе пластичность, в количестве 0,5% от общего объёма цемента;
- диспергатор, обеспечивающий готовой тротуарной плитке высокий уровень морозоустойчивости, в количестве 90 г на квадратный метр.
Лучше всего зарекомендовали себя добавки-пластификаторы «Вестпласт», «Рlastimix-F», «Полипласт СП-1», «Маster Silk» и «Суперпластификатор С-3».
На первом этапе осуществляется тщательное перемешивание песка с цементом и пластификаторами. Затем в смесь добавляется гранитный щебень, после чего заливается жидкость. Диспергаторы и красящие пигменты разводятся в воде, после чего вводятся в бетонный раствор.
Консистенция правильно приготовленного раствора достаточно плотная, но не крошащаяся и не растекающаяся.
Для смешивания ингредиентов применяется бетономешалка, но альтернативным вариантом является использование стандартного строительного миксера.
Заливка в формы
 В процессе самостоятельного производства уличной плитки для укладки дорожек могут применяться формы, изготовленные из разных материалов.
В процессе самостоятельного производства уличной плитки для укладки дорожек могут применяться формы, изготовленные из разных материалов.
Качественная форма способна легко выдерживать несколько производственных циклов.
Резиновые изделия пригодны для выполнения 500 заливочных циклов, а пластиковые формы рассчитаны на 250 циклов. Наименее долговечными являются полиуретановые изделия, которые не выдерживают более ста циклов отливки тротуарной плитки.
Чтобы облегчить распалубку, перед выполнением заливки бетонного раствора, внутренняя поверхность формы смазывается специальными смазочными составами, которые при необходимости можно заменить на растительное или машинное отработанное масло.
Следует помнить, что пренебрежение таким правилом способно значительно сократит эксплуатационный срок отливочной формы, а избыток смазки негативно отражается на внешнем виде уже готового изделия.

Полиуретановые формы
Приготовленный бетонный раствор должен настояться, после чего осуществляется заливка в формы, размещенные на вибростоле и обработанные смазочным веществом. Масса заливается одним слоем или послойно, в зависимости от выбранной технологии производства. Изготовление плитки насыщенного окрашивания потребует заливки двумя слоями. После заливки смеси на треть от общего объёма формы, добавляется стандартный серый бетон.
Сушка
В домашних условиях тщательно просушить готовое изделие вполне возможно.
Важно, чтобы плитка набрала не менее трети прочности перед изъятием из формы. При более низких показателях прочности плиточное покрытие будет ломким и недолговечным.

В домашних условиях такой технологический этап может быть представлен:
- естественной сушкой;
- сушкой внутри пропарочной камеры;
- сушкой посредством инфракрасных термических матов.
В летний период сушка осуществляется на улице или в помещении.
Оптимальный температурный режим должен составлять 18-20оС. Минимальный температурный режим, пригодный для просушивания плитки, не может быть ниже 10оС.
Выемка изделий из емкостей
Примерно через пару дней готовое изделие можно вынимать из отливочной формы. Плитка на этой стадии производства ещё недостаточно твёрдая, поэтому её нужно извлекать предельно аккуратно, медленным переворотом формы на мягкой поверхности.
 При использовании достаточного количества смазочного материала, изделие отделяется без особых проблем.
При использовании достаточного количества смазочного материала, изделие отделяется без особых проблем.
Окончательное досушивание и набор прочности осуществляется в тени. Периодически рекомендуется увлажнять высушиваемый материал.
Досушенное и полностью готовое к использованию плиточное изделие можно укладывать на постоянное место примерно через три-четыре недели.
Следует помнить, что самостоятельно можно изготовить только вибролитую тротуарную плитку, которая идеально подходит для оформления дорожек на приусадебной территории и садовых тропинок. Самодельное плиточное покрытие не предназначено для укладки на дорогах, интенсивно используемых дли передвижения автотранспорта.
Видео на тему
masterlandshafta.ru
Технология производства тротуарной плитки — KeyProd
К тротуарной плитке, изготавливаемой по ГОСТ 17608-91 «Плиты бетонные тротуарные», предъявляются жесткие требования по морозостойкости (не менее 200 циклов замораживания и оттаивания), прочности (не менее 30 Мпа), водопоглощению (не более 5%) и истираемости (не более 0,7 г/см?).
Поэтому создание материала требуемого качества начинается с подбора необходимых качественных материалов для его изготовления.
Для приготовления бетона обычно используют портландцемент М500Д0 (ГОСТ 10178-85) в клинкере которого содержание С3А не должно превышать 8%.
При выборе цемента желательно остановиться на каком-то одном заводе, т. к. при добавлении пигментов в бетон, краситель окрашивает не заполнители (песок и щебень), а именно цементное вяжущее.
Замена поставщика и сорта цемента приводят к тому, что изменяется и конечный цвет полученного после окраски бетона. Причиной этого является разница в первоначальном цвете цемента.
В качестве мелкого заполнителя следует применять строительные пески с модулем крупности не ниже 2, отвечающие требованиям ГОСТ 8736-93.
В качестве крупного заполнителя следует использовать щебень из магматических горных пород (например, гранитный) фракции 5-10 мм, отвечающий требованиям ГОСТ 8267-82.
В качестве поставщиков предпочтительны карьеры, гарантирующие отгрузку щебня гидравлической классификации (промывки) и не содержащего в момент отгрузки фракции мельче 5мм.
Марка щебня по прочности при сжатии должна быть не ниже 1000, по морозостойкости не ниже 200, рекомендуемое содержание в щебне зерен пластинчатой (лещадной) и игловатой формы не более 25% по массе.
Вода для бетонных смесей должна удовлетворять требованиям ГОСТ 23732-79.
Для повышения морозостойкости, прочности и улучшения технологических свойств бетона в бетонную смесь следует вводить комплексную добавку, содержащую пластифицирующий компонент (С-3 или ЛСТ) совместно с воздухововлекающим или гидрофобизующим (СНВ или ГКЖ-94) компонентом.
2. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
Для организации производства тротуарной плитки методом литья потребуется как минимум:
• Один бетоносмеситель принудительного действия.
• Формовочный вибростол. Частота вибрации 50Гц Амплитуда вибрации в размахе до 1,5 мм. Эти условия достигаются на предлагаемых нами вибростолах.
• Распалубочный вибростол. При организации небольшого производства плитки несложной формы (квадрат, прямоугольник) можно отказаться от распалубочного вибростола и выбивать плитку вручную, или изготовить приспособление для выбивания на основной стол.
• Ванна с подогревом.
• Ванна для раствора соляной кислоты.
• Парк пластиковых форм, с расчетом на выдержку изделий.
• Стеллажи с ровными полками для раскладки заполненных форм на сушке.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ТРОТУАРНОЙ ПЛИТКИ: ПОДРОБНОЕ ОПИСАНИЕ ПРОЦЕССА
Технология изготовления тротуарной плитки включает в себя несколько основных этапов:
— подготовка форм;
— приготовление бетонной смеси;
— формование на вибростоле;
— выдерживание изделий в течение суток в формах;
— распалубка изделий;
— упаковка и хранение
Подготовка форм
Формы для изготовления тротуарной плитки могут использоваться пластиковые, резиновые и резиноподобные (полиуретановые). Количество циклов формования, которое выдерживают формы, составляет: для резиновых — до 500 циклов, для пластиковых — 230-250, для полиуретановых — 80-100 циклов.
Формы перед заливкой в них бетона смазывают специальными составами или заливают бетон без предварительного смазывания формы. При работе без смазки новые формы обрабатывают антистатиком, после распалубки формы осматривают и при необходимости промывают 5-10% раствором соляной кислоты.
Для смазки форм можно использовать эмульсор, ОПЛ-1 (Россия) и СЯА-3 (Англия).
Для сохранности поверхности формы нельзя использовать смазки, содержащие нефтепродукты.
Наносимый на поверхность форм слой смазки должно быть тонким, так как из-за избытка смазки на поверхности готового изделия остаются поры.
Смазки эмульсор и ОПЛ-1 наносятся кистью перед каждой заливкой, смазку СРА-3 наносят кистью или напылением. Смазки СВА-3 хватает на 2-3 формовки.
Температура при нанесении должна быть 18-20°С.
Пластиковые формы после использования промывают в слабом растворе соляной кислоты (около 5%-7%) после мытья в кислоте необходимо промыть водой.
Приготовление бетонной смеси
Для приготовления декоративного бетона лучше использовать бетоносмеситель принудительного действия.
В основном порядок приготовления смеси не отличается от приготовления обычного бетона. Пигмент подается примерно за 30 секунд до подачи цемента.
Рецептура приготовления бетона
Песок — 1 часть
Цемент (марка 500) — 1 часть
Щебень фракции 5-20 мм — 2 части
Пигмент — не более 5% от массы цемента
Пластификатор — по рецептуре завода-изготовителя.
Ориентировочно расход компонентов бетонной смеси на 100 кв. м. плитки толщиной 6 см составляет:
цемент — 3,6 т,
щебень гранитный фракции 5-10 мм — 4, 5 т,
песок — 4,5 т,
пластификатор С-3 — до 0, 7% от массы цементы,
воздухововлекающая добавка СНВ — до 0, 02% от массы цементы,
пигмент — 2…5% от массы цемента.
В ряде регионов, где есть трудности с доставкой гранитного щебня, можно применять высокопрочный морозостойкий мелкозернистый бетон без использования гранитного отсева. Для приготовления такого бетона применяют портландцемент М500ДО, песок и комплексную добавку, состоящую из микрокремнезема (SiO2 — аморфной модификации) и суперпластификатора С-3. Основным фактором в механизме действия микрокремнезема является реакция взаимодействия диоксида кремния SiO2 с гидроксилом кальция Ca (OH) 2, образующегося при твердении цемента, с образованием гидросиликатов (т. е. как бы дополнительного количества цементного камня). Применение микрокремнезема в количестве 10% от массы цемента и суперпластификатора С-3 в количестве 1% от массы цемента позволяет получать мелкозернистые бетоны с прочностью до 70 МПа и морозостойкостью 300 циклов.
Приготовление пигмента:
Изготовление цветного декоративного бетона невозможно без применения пигментов.
Пигменты должны быть устойчивы к щелочной среде твердеющего цементного вяжущего; кроме того, они должны быть свето— и атмосферостойкими.
Пигменты не должны растворяться в воде затворения. Этим требованиям лучше других отвечают неорганические оксидные пигменты.
С помощью таких пигментов можно получить практически любой тон, и, в первую очередь, приглушенную цветовую гамму, которая свойственна природе.
Добиться получения чистого цвета, например желтого или голубого, можно лишь используя белый цемент.
Количество пигментов, добавляемых в бетон, составляет 2…5% —для пигментов с хорошей красящей способностью, выпускаемых, например, фирмой Байер (Германия) или Усов и Прехезе (Чехия).
Пигменты с более низкой красящей способностью (в основном отечественных производителей) приходится вводить в количестве до 8%.
К недостаткам отечественных пигментов следует отнести и непостоянство цвета у пигментов одной марки.
Следует отметить, что излишнее увеличение тонкодисперсной фракции в виде пигментов может привести к ухудшению качеств бетона (снижению прочности, морозостойкости и т. д. ), поэтому снижение его доли в бетоне при достаточной насыщенности является желательным.
Цвет бетона зависит также и от соотношения воды и цемента, и количества цемента в бетоне.
При твердении бетона избыток воды испаряется и оставляет в бетоне мелкие поры, которые рассеивают свет и «просветляют» бетон.
Чем выше В/Ц, тем светлее кажется бетон.
Поэтому при производстве плитки методом вибропрессования (с очень низким В/Ц), невозможно получить бетон насыщенных цветов.
Неорганические порошковые пигменты (Fe2O3, Fe3O4, FeO (OH), Сr2O3, MnО, ТіО и их смеси) в обязательном порядке перед применением смешивают с водой до образования сметанообразной консистенции и настаивают в таком состоянии не меньше 1 часа для увеличения дисперсности, величина которой и характеризует красящую способность.
Приготовленный краситель может храниться достаточно долго, так как имеет стабильную формулу, но цвет по мере хранения может быть ярче из-за увеличения дисперсности пигмента. Перед добавлением в бетон его перемешивают.
Органические фталоцианиновые голубой и зеленый красители (ГОСТ 6220-76 с изм. 9-92) дают очень насыщенные оттенки бетона и обладают высокой светостойкостью (7-8).
Допускается содержание в бетоне не более 0,5% от массы цемента.
Единственное отличие в их применении заключается в том, что цветной слой бетона приготавливается методом растирания в растворосмесителе или бетоносмесителе лопастного типа.
Ключ к успешным результатам использования пигментов заключается в тщательном контроле.
По возможности необходимо придерживаться следующих правил:
— взвешивать все ингредиенты
— брать цемент в одном месте
— соблюдать стандартное время смешивания
— контролировать содержание воды, учитывая также ее содержание в песке и вяжущем материале
— перед использованием другого цвета очистить все оборудование
— избегать взбалтывания бетонной смеси
— осторожно использовать добавки, которые могут влиять на окончательный цвет и другие свойства бетонной смеси
Методика приготовления жидкого С-3 (CП-3, ПФМ-НЛК) из сухого
Подготовка воды. Налить в емкость воду комнатной температуры (около 20оС). Для ускорения процесса растворения воду нужно подогреть до 30 — 40оС.
Засыпка сухого С-3. Засыпать в емкость сухой С-3 из расчета 35% массы сухого вещества на 65% массы воды. При этом постоянно перемешивать получающийся раствор, например с помощью дрели с насадкой.
Перемешивание. После полной засыпки сухого С-3 раствор следует тщательно перемешать в течение 10-15 минут.
Отстаивание. Для того чтобы органические вещества хорошо растворились нужно дать отстоятся раствору в течение 10 — 15-ти часов (лучше 24 часа).
Повторное перемешивание. После отстаивания раствор следует перемешать еще в течение 10 — 15-ти минут. После этого он готов к употреблению.
Примечание Количество сухого С-3, которое нужно взять для приготовления 1м3 жидкого С-3 определяется по формуле:, где 1000 — вес 1м3 воды, ρ — требуемая плотность жидкого С-3 (обычно 1,18), ν — концентрация сухого вещества в растворе (при плотности 1,18 обычно 0,35), λ — массовая доля воды в сухом порошке С-3 (обычно 0,08).
Количество воды, необходимое для получения 1м3 жидкого С-3 можно рассчитать по формуле:, где С —рассчитанное выше количество сухого С-3 в растворе.
Например: если нужно получить 1м3 жидкого С-3 с концентрацией 35% из сухого порошка с влажностью 8%, то нужно взять 1000 1,18 0,35 / (1 — 0,08) = 449 кг сухого С-3 и добавить 1000 * 1,18 — 449 = 731 кг воды.
Порядок загрузки бетоносмесителя:
Щебень, вода, песок, пигмент, пластификатор.
Цемент (добавить после того как предыдущие материалы образуют однородною массу).
Время от приготовления бетона до его укладки должно быть минимальным, так как большинство пластифицирующих добавок полифункционального действия (т. е. являются ускорителями), особенно важен временной фактор в жаркую погоду
Оптимальный режим перемешивания:
песок + пигмент — 15-20 с;
песок + пигмент + щебень — 15-20 с;
песок + пигмент + щебень + цемент — около 20 с;
песок + пигмент + щебень + цемент + вода + добавки — 1-1,5 мин;
всего — 2-2,5 мин.
Для повышения долговечности бетона, его износоустойчивости и сопротивления удару в бетон можно добавлять также полипропиленовые, полиамидные или стеклянные щелочестойкие волокна длиной 5-20 мм и диаметром 5-50 мкм в количестве 0,7-1,0 кг на 1м3 бетона.
Длина волокон должна соответствовать наибольшему диаметру крупного заполнителя в бетоне. Волокна, обладающие хорошей дисперсией, образуют в бетоне трехмерную решетку, которая значительно повышает прочность на изгиб, ударную стойкость и износостойкость бетона.
Полипропиленовое и щелочестойкое стекловолокна вводят с водой затворения; полиамидное волокно вводят в готовую бетонную смесь, т. е. на последнем этапе, при этом время перемешивания смеси увеличивают на 30 —50с.
При использовании добавки микрокремнезема принимают следующий график приготовления бетонной смеси:
песок + микрокремнезем + пигмент — 30-40 с;
песок + микрокремнезем + пигмент + цемент — около 30 с;
песок + микрокремнезем + пигмент + цемент + вода + добавки — 1-1,5 мин.
Формирование на вибростоле
Разложить формы на вибростоле максимально плотно друг к другу.
Готовая бетонная смесь имеет удобоукладываемость ОК = 3-4 см. Поэтому для ее уплотнения используют кратковременную виброобработку.
После приготовления бетонной смеси ее укладывают в формы и уплотняют на вибростоле.
При производстве цветной плитки в пластиковых формах для экономии пигмента можно применять послойное формование: первый лицевой слой бетона приготавливается с использованием пигмента, второй слой бетона без него.
Для раздельного формования необходимо иметь два смесителя для приготовления бетона первого и второго слоя.
Технология послойного формования.
Приготовить бетон в меньшем бетоносмесителе с пигментом (см. приготовление пигмента), а в большем бетоносмесителе без него.
Разложить (максимально покрывая дно формы) цветной бетон слоем в 1-2 см.
Вкл. вибратор на 5 — 10 сек., бетон должен покрыть дно формы ровным слоем.
Добавить бетон без пигмента в формы столько, сколько необходимо до краев формы, но не меньше. Вкл. вибратор на 5-10 сек.
Срезать металлическим уголком (двигать его углом вперед) лишний бетон, выравнивая его по краю формы.
Первый — фактурный слой обеспечивает качественные основные показатели плитки:
Состав одного м. куб. готового бетона:
цемент — 500 кг щебень с песком (2:1) — 1 м. куб.
пластификатор — 2,5-3,5 кг
краситель — 7,5-12 кг
Второй — основной слой задает плитке желаемую толщину и является основным носителем прочности
Состав одного м. куб. готового бетона:
цемент — 250 кг
щебень с песком — 1 м. куб.
пластификатор — 2,5-3,5 кг
краситель — отсутствует
При другой подвижности бетона необходимо подобрать свое время уплотнения на формовочном столе.
ПРИМЕЧАНИЕ: Амплитуда и интенсивность колебаний столешницы вибростола должна быть умеренной, бетон в формах не должен «кипеть», он должен уплотняться под собственной тяжестью.
Интенсивность вибрации должна быть одинаковой по всей поверхности столешницы, этого можно достигнуть жестким оребрением. Регулировка вибрации проводится путем уменьшения размеров или веса пластин дисбаланса находящихся на якоре электродвигателя под крышками.
Выдержка изделий
После формования изделия в формах — снять формы с вибростола и плотно сложить на поддон слоями, перекладывая листовым материалом (пресс — картон, пластик, жесть) в 10 слоев или установить в штабели высотой 3-8 рядов в зависимости от толщины и конфигурации плитки.
Поддоны с заполненными формами накрыть полиэтиленовой пленкой, для предохранения от высыхания.
Бетон, в зависимости от температуры и состава, набирает прочность в течение 1-2 дней и можно проводить разопалубку изделий (освобождение изделий из форм) …
Температура выдерживания должна быть не менее 15 °С.
Распалубка
Распалубку фигурных изделий производят на специальном выбивочном столике с вибрацией при этом для облегчения распалубки формы с изделиями рекомендуется подогреть 2-3 мин в ванне с горячей водой (температура 60-70 °С).
При этом используется эффект высокого теплового расширения полимеров по сравнению с бетоном.
Для уменьшения трудоемкости виброразопалубочную машину и ванну укомплектовывают длинным кабелем который позволит транспортировать не плитку, а ванну и разопалубочную машину к плитке. Их устанавливают возле поддонов с созревшим бетоном и проводят разопалубку Формы в ванне располагают в горячей воде рядами по 4.
Плитку укладывают на поддоны «лицом к лицу» — «спина к спине».
Технологическая цепочка:
формы с плиткой — ванна,
разопалуб. машина-плитка — на склад,
формы — к вибростолу для последующего цикла.
При небольших объемах, вместо разопал. маш., можно монтировать плиту с отверстием под плитку на штангах высотой 100 мм на вибростоле.
После проведения разопалубки ее снять и использовать его по прямому назначению.
Распалубка квадратных плит и фасадной плитки происходит без каких-либо специальных приспособлений.
Следует отметить, что распалубка без предварительного нагрева укорачивает срок службы формы приблизительно на 30% и может привести к браку готовой продукции, особенно у тонких изделий.
Технология производства тротуарной плитки методом вибропрессования
Технология производства тротуарной плитки методом вибропрессования состоит в формировании бетонных изделий путем виброуплотнения смеси с малым содержанием воды с обязательным последующим пригрузом формующего пуансона.
Процесс проходит на специальных вибропрессах, которые устанавливаются стационарно. Характерной особенностью используемой бетонной смеси является пониженное водоцементное соотношение. Такая характеристика позволяет производить плитку с более высокой прочностью и при этом уменьшать расход цемента. В целом технология производства тротуарной плитки путем вибропрессования позволяет создавать изделия с достаточно высокими показателями морозостойкости (-300F и менее), низким уровнем водопоглощения (менее 5%), четкими геометрическими формами и стабильностью характеристик.
В формировании плитки участвуют две части вибропресса – пуансон и матрица. На поверхности пуансона нанесен рисунок, который и переносится на лицевую сторону плитки. Матрица формирует стенки плитки. Весь процесс формирования изделия происходит на технологических поддонах, которые затем перемещаются на участок, предназначенный для сушки.
В принципе применение метода вибропрессования позволяет изготовлять помимо тротуарной плитки также бордюры, водостоки, стеновые и перегородочные камни.
На сегодняшний день предлагается большое количество самых разнообразных вибропрессов. Но процесс изготовления изделий у всех примерно одинаковый. Так что можно сказать, что технология производства тротуарной плитки путем вибропрессования подразумевает прохождение трех этапов.
Первый шаг – приготовление бетона. На этом этапе требуется дополнительное оборудование – бетономешалка. Справедливости ради надо отметить, что она понадобится и для изготовления литой плитки. При этом если плитка однослойная, можно обойтись одним смесителем, а если двухслойная – понадобится два. Что касается соотношения составляющих смеси, то универсального рецепта не существует. После того, как бетон готов, его подают прямо в матрицу пресса.
Второй этап – формирование изделия. Необходимо отметить, что конкретные действия аппарата на этом этапе будут несколько отличаться в зависимости от модели, но суть состоит в том, что бетонная смесь попадает в матрицу и прижимается сверху пуансоном. Затем включается механизм виброплощадки и вследствие действия виброимпульса происходит уплотнение изделия. Занимает это обычно около 3-5 секунд. Следующий шаг – освобождение плитки от матрицы и пуансона. Зачастую они просто поднимаются, а на технологическом поддоне остается готовое изделие. Теперь его можно перемещать на участок, предназначенный для просушки изделий, а на его место ставить новый поддон.
Третий этап – сушка. Технология производства тротуарной плитки обязательно включает стадию качественной просушки изделий. Дело в том, что именно в этот период достигается необходимая прочность продукции. Обычно применяется два способа просушки – тепловлажная обработка при помощи водяного пара или сушка в производственном помещении. В первом случае потребуются дополнительные расходы, а второй возможен лишь при использовании портландцемента.
После того, как прочность бетона будет составлять 1,5-2,0 МПа (достигается где-то за 5-8 часов) плитку можно снимать с поддонов. При этом поддон отправляется на повторную загрузку.
Таким образом, использование технологии вибропрессования позволяет в достаточно короткие сроки производить большое количество качественной тротуарной плитки. К преимуществам этого метода также можно отнести то, что он в достаточно высокой степени механизирован и, в отличие от литой плитки, не требует большого количества форм для заливки. К тому же большинство вибропрессов имеют большой ресурс усовершенствований, что позволяет изготавливать самые разнообразные изделия.
www.keyprod.ru
Технология производства тротуарной плитки методом вибролитья
Дороги и тротуары при помощи брусчатки выглядят намного красивее, чем асфальтированные. Ранее мастера по созданию дорог пользовались необработанным камнем, но он имел острые края, сколы и асимметричную форму. Дорожки, которые выкладывались из такого камня, не приносили удобства. Со временем люди начали придумывать различные методы его обработки, в современном мире популярностью пользуется технология производства тротуарной плитки методом вибролитья.
Производство тротуарной плитки – одна из самых крупных промышленных отраслей, где осуществляют свою деятельность большие заводы и фабрики, а также частные предприятия. Этот результат получился потому, что плитка пользуется огромным спросом.
Методика производства тротуарной плитки
Существуют следующие способы производства тротуарной плитки:
- производство тротуарной плитки методом вибропрессования;
- выполнение изделий вибролитьем.
В процессе производства тротуарной плитки методом вибропрессования и вибролитья всегда используется компонент, который отвечает за прочность и долговечность готового изделия. С помощью добавления красителей плитка получается различных цветов.

Краситель поможет сделать плитку того цвета который вам необходим
Технология производства тротуарной плитки вибропрессованием отличается от процесса литья. В этом случае оборудование потребуется сложной конфигурации и функциональности.
Пресс-формы с готовым раствором обязаны находиться в вибропрессе, но в большинстве случаев это условие выполняет технологическая установка. Производство вибропрессованной тротуарной плитки исключает ручной труд, изготовление иного вида очень сложное.
Технология производства тротуарной плитки методом вибролитья потребует механизмы, приобрести их мастера могут по доступным ценам, а некоторые из них специалисты рекомендуют сделать самостоятельно в домашних условиях. Многие предприниматели начинали свою деятельность именно с такого процесса.
Технология вибролитья
Технология вибролитья подразумевает заливание пресс-форм бетонным раствором, который представляет собой высокое водоцементное соотношение.
Технологический процесс вибролитья
Процесс вибролитья тротуарной плитки образуется следующими операциями:
- Замес бетонного раствора – эта операция подразумевает перемешивание всех компонентов: цемента, песка, щебня, пластификатора и красителя. С помощью красителя специалисты добиваются подходящего цвета. Пластификатор повышает подвижность раствора без добавления воды. Обычно применяется 2 состава бетона. Один из них нужен для фактурного слоя. Что касается красителя, то он добавляется только в туда.
- Формирование в вибростоле – бетонная смесь заливается в пресс-формы, установленные на виброуплотнителе. После чего включается электрический мотор, стол начинает подавать вибрации. Смесь уплотняется, образуя пустоту и избыток. Задача мастера по регулировке всей работы, чтобы в дальнейшем плитка была одинаковая.
- Процесс вызревания – залитые пресс-формы обязаны стоять на ровном столе несколько дней без движения. Сокращать сроки не рекомендуется, в противном случае прочность изделия будет низкая, плитка начнет крошиться. Поэтому необходимо приготовить несколько комплектов форм, чтобы свободные участки технологической линии не оставались без работы.
- Распалубка и выбивание из пресс-формы готовое изделие. Для интенсивной работы формы необходимо поместить в горячую воду на несколько минут. После чего их переносят на отдельный стол, который предназначен для распалубки. Принцип его работы аналогичен вибростолу. С помощью вибрации плитка постепенно отходит от формы.
- Отмывание форм от раствора. Для этого необходимо сделать слабый раствор соляной кислоты. После чего поместить туда формы. С помощью этой процедуры пресс-формы специалисты могут использовать для следующей заливки.

После использование обязательно помойте пресс-формы это продлит их срок службы
Плитка, которая была изготовлена методикой вибролитья, по итогу становится гладкой. Ее применение не предусмотрено для температуры ниже нуля. Но ее преимущество заключается в том, что оформленные ею дорожки и тротуары довольно оригинальны.
У такой методики также имеются свои достоинства:
- готовая плитка имеет разные формы;
- тротуарную плитку специалисты могут сделать разного цвета;
- мастера также могут сделать материал с роскошной глянцевой поверхностью.
Производство тротуарной плитки
Состав бетона
С помощью состава бетонного раствора есть возможность определить эстетику готового покрытия и эксплуатационные особенности изделий. Тротуарной плиткой пользуются не только в частных загородных домах для сооружения дорожек, но и при оформлении городских улиц.
Бетонный раствор, из которого будет изготовлена плитка, обязан соответствовать требованиям ГОСТа. По этому принципу все бетонные изделия обязаны производиться из мелкозернистого и тяжелого бетона, обладать прочностью. А также они обязаны быть надежны в эксплуатации при низких температурах и поглощать влагу.
Состав для смеси тротуарной плитки, которая производится вибролитьем, имеет отличие – огромное число заполнителя, в качестве него часто используют щебень. В таком случае размер зерен принимается от 5 до 20 мм. Производство этим методом предусматривает присутствие подвижности раствора, поэтому здесь присутствуют эффективные стабилизаторы и пластификаторы.
Если в состав входят такие породы щебня, как гранит, количество цемента часто уменьшается, ведь с помощью каменного каркаса структура будет плотной и прочной.
Основные пропорции по этой технологии очень похожи с рецептом тяжелого бетона. Если имеются особенные формы, то плитку мастера могут изготовить запросто самостоятельно. Это относится и к раствору, который специалисты замешивают гравитационным смесителем.
Подборка соотношения компонентов
При производстве тротуарной плитки самостоятельно не рекомендуется использовать классическую схему. Для простоты производства плитки своими руками необходимо повысить подвижность раствора. В таком случае быстрота вибрации станет меньше, соответственно, состав бетонной смеси немного изменится.
Главные пропорции бетонного раствора, которые используют для заливания тротуарной плитки, могут быть следующие: часть массы цемента, 1,5 части массы песка, 2,5 части массы щебня, 0, 35 части массы воды, пластификатор и пигмент.

Материалы для изготовления плитки
Если повысить класс бетона, то пропорционально увеличится расход цемента, а пропорции заполнителей станут ниже. По итогу состав раствора будет изменен, но искусственный камень останется плотным, сохраняя полный набор свойств.
Подбор материала
Чтобы готовая плитка была гарантированно плотной, стойкой по отношению к морозам и водонепроницаемой, главное – подобрать материалы качественные.
Главный компонент любого бетона – цемент. В таком случае необходимо выбрать среднеалюминатный, который содержит минеральные добавки не больше 5%, а класс надежности должен быть 42,5.
Мытый карьерный песок будет в виде мелкого заполнителя. Модуль крупности должен составлять 2–2,5. Он относится к строительному песку 1 класса. С помощью этого компонента расход раствора становится меньше и, соответственно, стоимость его намного ниже при довольно высоких коэффициентах качества.
Гранитный щебень применяется вместо крупного заполнителя. Размер его зерен должен быть от 3 до 10 мм.

При высокой подвижности раствора этот материал становится очень прочным, надежным и долговечным. По цене он довольно дорогой, поэтому лучше купить обычную смесь, диаметр зерен которого составляет от 5 до 20 мм. При этом крупный заполнитель необходимо убавить.
При помощи этого способа при образовании каменного каркаса будет большая подвижность и однородность.
Производство в домашних условиях
Перед тем как начать производство тротуарной плитки, требуется подготовить место для хранения и формирования готовых изделий. Уплотнение обязательно даже при довольно высокой подвижности раствора. Вибраторы подходят как собственного изготовления, так и погружные.
В процессе перемешивания всех составляющих, для получения необходимой смеси для начала засыпается песок, после чего вода с добавками и цемент. Последним компонентом необходимо добавлять щебень. По времени смешивание компонентов занимает не более 3 минут. Раствор обязан соответствовать однородной массе.
После того как смесь будет расформирована по пресс-формам, ее нужно обязательно закрыть пленкой, она не даст влаге испаряться из изделия. Спустя 3 дня нужно начинать распалубку и переносить изделие на стеллаж с влажными опилками.

Распалубка процесс извлечения плитки с формы
Преждевременно доставать тротуарную плитку, вибролитье которой претерпело нарушений процесса, не стоит.
Эта технология изготовления тротуарной плитки подразумевает поддержания температуры на отметке 17 градусов. Через 28 дней плитка будет довольно прочной и готовой к использованию, но в течение всего этого времени ее необходимо регулярно увлажнять. Процесс вибролитья, технология которого подразумевает усадку смеси в форме, затягивается на целый месяц, но результат такого производства радует мастеров.
Видео по теме: Технология производства тротуарной плитки
promzn.ru
как сделать в домашних условиях?

В последнее время тротуарная плитка с успехом вытесняет асфальт и бетон. Многие предпочитают выкладывать ею садовые дорожки, аллеи и площадки возле дома, так как она более органично смотрится в общем ландшафте.
Кроме того, плита позволяет «дышать» поверхности, которую она устилает: циркуляция влаги и воздуха не нарушается, в почве сохраняется естественная микрофлора, что не мешает росту деревьев и кустов, высаженных вдоль тропинки.
Чтобы создать покрытие эксклюзивного дизайна, чаще всего выбирают производство тротуарной плитки своими руками, несмотря на довольно трудоемкий процесс ее изготовления.
Преимущества и недостатки самодельной продукции
Плита, сделанная самостоятельно, примерно на 20% дешевле заводской. К тому же дома можно изготовить образцы любой часто нестандартной формы и покрасить их в цвета нужных оттенков.
Немаловажным плюсом является получение навыков в изготовлении популярного изделия. Со временем это вполне может пригодиться для открытия собственного предприятия по производству тротуарных плит.
Если же этот опыт не трансформируется в способ заработка, то сам процесс производства обязательно принесет эстетическое удовольствие и гордость от проделанной работы.
Преимуществом является и уверенность в том, что использовались качественные материалы и в нужном количестве, т.е. обман исключается.

Недостаток самодельной продукции в ее меньшей прочности и долговечности. Дело в том, что в заводских условиях это бетонное изделие чаще всего делают методом вибропрессования: к обычной технологии добавляется придавливание специальным прессом. Поэтому материал получается более плотным. Такое покрытие выдерживает большую нагрузку, его можно укладывать в местах с оживленным движением.
Плита, изготовленная в домашних условиях (методом вибролитья), больше впитывает влаги, чем покупная. Со временем, особенно зимой под воздействием мороза, она может трескаться и крошиться или же просто стираться.
Защищают такое покрытие с помощью гидрофобных растворов. Это продлевает время эксплуатации плиты.
На страницах нашего сайта вы также узнаете, как должна происходить укладка тротуарной плитки своими руками. Мы подготовили для вас пошаговую инструкцию.
В следующем материале читайте о том, какие ошибки могут быть при подготовке основания для того, чтобы уложить тротуарную плитку.
А вы знаете, какой должна быть высота бордюра на тротуаре при мощении дорожек тротуарной плиткой и керамогранитом? Подробности найдете вот здесь: https://trotuar.biz/vybiraem-bordyury/.
Расходные материалы и сырье
Для производства следует запастись необходимым оборудованием и инструментами. Главными являются бетономешалка, вибростол и формы для плитки.
- Для замешивания раствора лучше всего использовать бетономешалку. Если ее нет, можно попробовать переколачивать смесь с помощью дрели с соответствующей насадкой или работать лопатой и кельмой. Последний вариант, однако, слишком трудозатратный, а вымешивание при этом не достаточно тщательное.
- На вибростол ставятся формы с раствором для того, чтобы с помощью интенсивных встряхиваний вытеснить из смеси воздух. Таким образом, консистенция бетона получается более плотной. Стол состоит из плиты, которая крепится к металлической раме с помощью пружин, и вибродвигателя. Последний приводит в движение поверхность стола. Такое оборудование можно сделать самому или использовать для этой роли старую стиральную машину, включив ее на нужный режим.
- Формы для бетона не являются дефицитом, и по цене они вполне доступны. В продаже есть силиконовые, пластиковые и полиуретановые. Силиконовые наиболее рельефные, но со временем быстро деформируются, выдерживают до 50 заливок, а вот формы для изготовления тротуарной плитки своими руками из пластика более долговечны и прочнее, рассчитаны на 800 циклов. Полиуретановые дороже, не так искажаются, как силикон, выдерживают 100 циклов.
- Кроме того, понадобится ведро или тазик для нагрева воды, которая используется, когда нужно вытянуть изделие из формы. А также емкости для смазки и для пластификатора, кисть, сухая тряпка, резиновые перчатки.


В раствор входит три обязательных ингредиента: вода, песок, цемент. Но для более качественной плиты в смесь добавляют крупный наполнитель, пластификатор, краситель, диспергатор. Еще нужна смазка для форм.
- От цемента зависит качество изделия. Лучше всего брать материал класса М500, допускается М400. Чем выше марка, тем лучше прочность конечного изделия. Перед покупкой следует проверить качество: если сжатый цемент в ладони сбивается в комок, то это значит, что он несвежий.
- Песок следует брать без глины, листьев, мусора и примесей. Размер – до 0,6 мм.
- Крупный наполнитель – это мелкий щебень, галька, отсев.
- Пластификатор способствует более быстрому застыванию бетона, придает ему пластичность и прочность.
- Поскольку краситель или пигмент имеет довольно высокую цену, рекомендуется окрашивать только верхнюю часть плиты, а нижнюю оставлять серой.
- Диспергатор – это вещество, которое способствует морозостойкости материала.
- Смазка используется для того, чтобы была возможность легко извлечь высохшую плитку из формы. Есть готовые составы, но можно использовать и моторное масло или даже обычное подсолнечное.

Расчет количества
Для приготовления качественного раствора следует придерживаться процентного соотношения ингредиентов. Ниже приведена таблица компонентов для изготовления тротуарной плитки толщиной 6 см.
| Составляющие раствора | Количество % | Количество кг на 1 кв. м плит |
| Цемент | 21 | 30 |
| Щебень | 23 | 32 |
| Песок | 56 | 75 |
| Пластификатор | 0,7 от общей массы | 0,05 |
| Пигмент | 7 от общей массы | 0,7 |
| Вода | 5,5 от общей массы | 8 л |
Пошаговая инструкция
Вашему вниманию подробная инструкция, как изготовить тротуарную плитку своими руками и что делать, чтобы избежать ошибок в работе.
Состав смеси для раствора
Пластификатор растворяют в небольшом количестве теплой воды. Нужно следить, чтобы не было комков.
Пигмент для изготовления цветной тротуарной плитки своими руками следует развести горячей водой (пропорции в растворе должны быть в соотношении 1:3). Краситель должен раствориться полностью.
Эти компоненты тщательно смешиваются с песком, потом добавляется щебень. Дальше все перемешивается с цементом. В процессе доливается немного воды. В конце подается основное количество воды.

Смесь считается готовой, если она плотно держится на кельме, не растекаясь по краям.
Как подготовить форму
На внутренние стенки наносят смазку, следя, чтобы там не оставались пятна от вещества. Для того чтобы форма не была слишком жирной, излишки смазки осторожно снимают сухой тряпкой.
При недостаточно жирной поверхности будет затруднено извлечение плитки.
Формовка
В формы заливают раствор. Для двухцветной плитки сначала следует положить слой цветного, а потом серого бетона.
Формы ставят на вибростол, где они встряхиваются примерно 5 минут. На поверхности должна появиться пена, что свидетельствует о выходе пузырьков воздуха.
Сушка
Формы с бетоном складывают на полетах или стеллажах для высыхания приблизительно на 1-2 дня. Чтобы влага не испарялась слишком быстро, их накрывают целлофановой пленкой.
Плитку из формы осторожно выбивают над чем-то мягким, например, одеялом. Если изделие вынуть тяжело, то форму с наполнением опускают в емкость с горячей водой (около 60 градусов), что облегчит выемку.
После этого плитку оставляют досушиваться еще на месяц. Лишь тогда она будет пригодна для эксплуатации.
Важные нюансы в производстве, предупреждение ошибок
Если в некоторых пунктах технология производства тротуарной плитки не была соблюдена, то могут появиться различные погрешности.
- Неравномерно распределена краска. Скорее всего, она была плохо разведена или же изделие передержали на вибростоле.
- Невозможно вытянуть плитку из формы. Стенки были недостаточно смазаны.
- Образовались пузырьки или дырки. Плитку мало провибрировали, и весь воздух не вышел из смеси.
- Начала крошиться плитка. Свидетельствует о несоблюдении пропорций или же о некачественном материале.
В этом видео вы узнаете, как сделать тротуарную плитку в домашних условиях — простая технология изготовления своими руками:
Меры безопасности при работе
При работе с цементом одним из наиболее вредных факторов является запыленность. Поэтому перед составлением смеси следует надеть спецодежду: перчатки, респиратор или защитную маску.
Но также важно следить, чтобы не попадали на кожу и в глаза разведенные краситель или пластификатор.

Нужно быть внимательным, когда работает бетономешалка. Следует проверить целостность проводов и розетки, не пробовать качество бетона и не исправлять неполадки, когда оборудование включено в сеть.
Хоть процесс приготовления тротуарной плитки трудоемкий, результат того стоит. Через месяц выложенные красивым эксклюзивным покрытием садовые дорожки могут превратить приусадебный участок в маленький шедевр ландшафтного дизайна.
trotuar.biz
Производство тротуарной плитки в домашних условиях своими руками + видео, фото
Тротуарная плитка успешно выдерживает конкуренцию с другими видами строительных материалов для покрытия тротуаров, стоянок и площадей в городах, дорожек, зон отдыха, подъездных путей на дачных участках и в загородных домах. Спрос на нее растет из года в год. Производители, чутко реагирующие на запросы потребителей, не ограничиваются производством привычных для нас видов тротуарной плитки, и выводят на рынок все новые и новые ее разновидности с неожиданными и очень интересными характеристиками: резиновую и полимерпесчаную, светящуюся, и даже плитку с нанесенным объемным изображением.
Тротуарной плитке удается сохранять свою популярность по целому ряду причин:
Она обладает отличными эксплуатационными качествами, это износо- и морозостойкий материал.
У нее длительный срок службы.
Укладка достаточно проста в силу используемой технологии и точности геометрических форм. При небольших объемах с этой работой может справиться практически любой.
Это экологически чистый материал, изготавливаемый из натуральных компонентов. Почва под участками, на которых уложена плитка, сохраняется живой, потому что покрытие не угнетает кустарники и деревья – оно влаго- и паропроницаемо.
На рынке представлен широкий выбор форм, расцветок, фактуры, рисунков. Составить из этого многообразия оригинальный дизайн покрытия – вопрос исключительно желания.
Тротуарная плитка доступна по цене. В этом заключается ее важнейшее преимущество. Гранитная брусчатка, клинкерный кирпич, керамогранит, песчаник обладают сопоставимыми характеристиками, а по некоторым параметрам превосходят плитку. Однако они значительно дороже.
Производится тротуарная плитка способом вибропрессования и вибролитья. Первый способ производства отличает высокий уровень механизации и высокая производительность труда, значительные объемы выпускаемой продукции. При производстве плитки способом вибролитья на большинстве предприятий преобладает ручной труд, сама продукция по характеристикам уступает вибропрессованной плитке, срок службы короче. Однако ее преимущество состоит в разнообразии форм и расцветок. При мелкоштучном производстве способом вибролитья не составляет проблем заменить форму и выполнить индивидуальный заказ.
Укладка и производство своими руками
Укладку тротуарной плитки на своем участке, при наличии желания и времени, надо делать самому. А недостаток опыта компенсировать аккуратностью, точным соблюдением технологии и привнесением креативного начала в дизайн зоны отдыха или дорожки.
Сложнее вопрос с производством в домашних условиях. В первую очередь надо решить, будете ли вы делать плитку только для себя или станете ее продавать. «Бизнес-планы» организации собственного производства тротуарной плитки, распространяемые в интернете, очень далеки от реальности и не учитывают самых очевидных вещей.
Важно! Для своих нужд плитку целесообразно изготавливать в домашних условиях. Это вопрос экономии и качества. Дело в том, что на рынке очень много мелких производителей, которые не гнушаются нарушениями технологии и использованием некачественного сырья. Дефекты «выплывут» через год-два, когда претензии предъявлять будет поздно, да и некому. А для себя вы будете стараться изготовить лучшую плитку в мире.
Организация небольшого производства по выпуску тротуарной плитки только, на первый взгляд, представляется очень прибыльным делом. И главной проблемой для вас станет сбыт – рынок перенасыщен и покупатель проявляет большую разборчивость. Плюс (вернее, это большой минус для ваших планов) не очень благоприятная ситуация сложилась на рынке загородной недвижимости. Масса готовых объектов «зависли» и не продаются. Нет покупок – нет новых владельцев дач и загородных домов, которым надо срочно мостить дорожки и площадки. Без ясной и четкой перспективы реализации продукции, которую вы собираетесь выпускать на своем новом производстве, приступать к покупке оборудования и сырья вряд ли целесообразно. Пока вы обдумываете этот вопрос, поговорим об оборудовании для производства тротуарной плитки способом вибролитья. Для своих нужд надо ведь наладить производственный процесс.
Производство способом вибролитья в домашних условиях
Для производства в домашних условиях нам понадобится достаточно простое оборудование и материалы для бетонного раствора.
Оборудование
Полный комплект необходимого оборудования состоит из вибростолов для заливки и выбивки, термокамеры и бетономешалки. На практике часто ограничиваются только столом для заливки. Он представляет собой металлическую станину, к которой крепится подвижный стол с вибратором. Рабочая плита стола закреплена с помощью пружин (такие используются в Жигулях). Вибростол необходим – он обеспечивает уплотнение и дегазацию раствора. Без вибростола вы получите искусственный камень, а не плотную тротуарную плитку. Вибростол для выбивки имеет на рабочей подвижной плите рамки для выбивки готовых изделий. Однако без него можно обойтись.
«Каноническая» технология вибролитья предусматривает использование термокамеры для сокращения времени застывания смеси во влажной среде при повышенной температуре. Отчасти время застывания можно сократить использованием теплых растворов. Термокамеру иногда заменяют термованной – емкостью, в которой с помощью нагревательных элементов поддерживается температура воды в 70-80°С. При производстве для своих нужд фактор времени не имеет критического значения. В отличие от производства на продажу, когда надо задействовать все возможности для ускорения оборачиваемости форм.
Внимание! Для производства ограниченного объема плитки есть смысл отказаться от бетономешалки и ограничится мощным перфоратором с миксерной насадкой.
Однако уже при мелкоштучном производстве для реализации вам потребуется минимум одна бетономешалка. Вторая будет нужна для изготовления плитки разных цветов.
Материалы, из которых обычно изготавливаются формы – полипропилен, резина и пластик. Резиновая форма долговечнее и может выдержать до 400-450 циклов. Полипропиленовые выдерживают около 100, однако они дешевле раза в полтора. Вам потребуются также формы для производства бордюрного камня.
Компоненты для раствора
В домашних условиях, после нескольких пробных замесов, вы определите лучшие пропорции для изготовления раствора. Попробуйте для начала использовать следующую:
Это из расчета на замес в бетономешалке. Проверьте качество раствора после завершения цикла так – у раствора должен быть вид зернистой каши, взять его можно одним движением кельмы, при этом раствор на куски не распадается. Для производства цветной продукции добавляются пигменты. На один замес потребуется примерно 0,7 кг красителя, однако эту величину надо проверять на соответствие полученного тона намеченному цвету в уже готовом изделии.
Технологический процесс
Все компоненты загружаются в бетономешалку. Обратите внимание, что пластификатор, который куплен в сухом виде, надо развести водой. Пигмент закладывается в начале процесса замешивания раствора.
Формы ставятся на вибростол и предварительно смазываются специальными составами –так они не будут повреждены при извлечении плитки (при распалубке) Проще и быстрее смазывать формы из баллончика с аэрозолью. После завершения замешивания, вибростол включается и раствор заливается в формы. В течение примерно 4-5 минут, начиная с момента заполнения форм, происходит уплотнение и дегазация раствора. Смотрите за появлением пенки и не дайте появившейся пенке осесть. Это сигнал о том, что раствор готов. Передержите, состав начнет расслаиваться. Далее двигатель вибростола отключается и формы отправляются на просушку.
Очень важно! Требуется внимательно следить, чтобы формы на просушке были в строго горизонтальном положении. Иначе получите бракованную партию плитки, которую использовать по назначению уже не получится.
Для складирования удобно использовать обычные деревянные поддоны.
Смесь в формах будет сохнуть минимум сутки. Во многом это зависит от температуры и влажности окружающей среды. После схватывания смеси в форме, включаются нагреватели в ванной и в нагретую до 70-80°С воду минут на пять ставится форма. Такая процедура облегчает извлечение (распалубку) плитки. Извлеченные изделия сразу нельзя использовать, они должна минимум неделю «отдохнуть» и набрать прочность. Организуйте место под навесом для выдержки готовой продукции в течение этого времени.
Важно! Считайте работу выполненной, только когда вы промыли формы тузлуком (раствор 30 г поваренной соли в одном литре воды), прополоскали их водой и поставили сушиться.
Мы рассмотрели процесс производства тротуарной плитки способом вибролитья в домашних условиях. Стоит отметить, что другой способ производства – вибропрессование – сопряжен со значительно большими затратами на покупку оборудования, в первую очередь, вибропресса. Вибропресс – значительно более сложное и дорогое оборудование. Да и термованной в этом случае не обойтись, потребуется покупка термокамеры.
Особых сложностей с производством тротуарной плитки в домашних условиях нет. В процессе изготовления пробных партий вы сможете освоить все тонкости технологического цикла и внести уточнения в «рецептуру» растворов для серой и цветной плитки.
bouw.ru
Состав бетона для тротуарной плитки — основные компоненты и тонкости изготовления
Проблема мощения дорог стояла перед людьми всех эпох. Смена сезонов, дожди и отрицательные температуры быстро приводили в негодность любое покрытие. Наиболее стойким к перемене погоды остается натуральный камень, но его использование требует существенных вложений и не гарантирует идеальной поверхности дороги.
Искусственный камень позволяет получить не только долговечное, но и весьма привлекательное покрытие, именно поэтому весьма востребованы бетонные элементы мощения. Состав бетона для тротуарной плитки определяет не только эксплуатационные особенности изделий, но и эстетику будущего покрытия. Тротуар из бетона востребован как при оформлении городских улиц, так и на частных участках.
Основные свойства и способы производства
Бетонная тротуарная плитка, как и любой другой элемент мощения, должна соответствовать требованиям ГОСТ 17608-91. По нормативу все виды изделий должны:
- изготавливаться из тяжелого или мелкозернистого бетона;
- обладать классом по прочности от В22,5;
- отличаться прочностью на растяжение при изгибе не менее 3,2 МПа;
- обладать морозостойкостью не менее F100 и водопоглощением не более 6%.

Кроме того, при производстве тротуарной плитки применяются технологии, позволяющие выпускать изделия в один или два слоя, с использованием пигмента или без него.
Требования к составу
Цемент не должен содержать минеральные добавки свыше 5%, а также трехкальциевый алюминат свыше 8%. Водоцементное отношение не может превышать 0,4, а количество воздуха в смеси должно находиться в пределах 4 – 5%. Для обеспечения высоких показателей по морозостойкости в бетонную смесь вводятся специальные добавки с воздухововлекающим эффектом.

Подобные требования накладывают существенный отпечаток на состав искусственного камня. Рецепт бетона для тротуарной плитки во многом зависит от технологии производства и применяемых материалов. Так, основными способами изготовления элементов мощения считаются вибропрессование и вибролитье.
Специфика прессования с одновременной вибрацией
Наиболее распространенным методом при промышленном производстве тротуарной плитки можно назвать именно вибропрессование. Такая технология позволяет получать значительный объем продукции за рабочую смену, но требует большого опыта работников и оператора, отвечающего за производство бетонной смеси.
Особенности рецептуры
Рецепт искусственного камня для вибропрессования отличается отсутствием инертных заполнителей крупностью более 5 мм. Технология предполагает уплотнение при прессовании смеси с одновременной вибрацией, что сказывается на требованиях по содержанию воды.

Композит для вибропрессования должен быть однородным, но жестким для предотвращения расслоения при уплотнении.
Для создания такой системы крупный заполнитель противопоказан, так как требует большего количества подвижной растворной части для однородного распределения.
Именно поэтому пропорции цемента, песка или отсева, воды, пигментов и добавок существенно отличаются от классических для тяжелого искусственного камня. Такой материал называется мелкозернистым бетоном.
Основные пропорции
Специфика уплотнения смеси не позволяет выпускать подобную плитку в домашних условиях, ведь обеспечить должную нагрузку своими руками очень сложно. Чаще всего пропорции цемента и мелкого заполнителя принимаются 1:3 или 1:4 соответственно, а количество воды не превышает 30% от массы цемента. Для окрашивания изделий применяются минеральные и органические пигменты с дозировкой в пределах 1 – 3% от веса цемента.
Технология вибролитья
Такой способ производства не отличается производительностью, но позволяет выпускать изделия сложной геометрии и рисунка. Благодаря использованию подвижной смеси и умеренному уплотнению, композит заполняет все изгибы формы, поэтому узор любой сложности проявляется четко и практически без изъянов.
Состав раствора
Состав смеси для тротуарной плитки, изготовленной вибролитьем, отличается большим количеством заполнителя, а также возможностью применения щебня с размером зерен 3 – 10 или 5 – 20 мм. В этой технологии важно добиться подвижности смеси, поэтому рецепт отличается присутствием эффективных пластификаторов и стабилизаторов.

Кроме того, при введении щебня из плотных горных пород, например, гранита, количество цемента можно уменьшить, ведь каменный каркас обеспечит получение плотной и прочной структуры бетона.
Фактически состав композита и основные пропорции сырьевых компонентов при производстве тротуарной плитки по технологии вибролитья очень близки к рецептам классического тяжелого бетона. При наличии специальных форм такие изделия несложно произвести в домашних условиях, а изготовление смеси легко осуществить своими руками при помощи гравитационного смесителя.
Подбор базового соотношения компонентов
При производстве тротуарной плитки собственными силами лучше всего отойти от классической схемы. Так, если увеличить подвижность смеси, то можно уменьшить интенсивность вибрации, что существенно упрощает изготовление изделий в домашних условиях. Состав бетона при таком подходе следует немного видоизменить.
Основные пропорции бетона, применяемого для заливки тротуарной плитки можно представить в виде следующей схемы:
- 1 массовая часть цемента;
- 1,5 – 1,7 массовые части песка;
- 2,5 – 3 массовые части щебня;
- 0,35 – 0,4 массовые части воды;
- пластификатор + пигмент.
При увеличении класса бетона пропорционально возрастает расход цемента, и уменьшаются пропорции заполнителей. В результате состав композита меняется, но искусственный камень сохраняет плотную структуру и весь набор свойств.
Выбор материалов
Для создания тротуарной плитки с высокой прочностью, морозостойкостью и водонепроницаемостью важно подобрать материалы соответствующего качества.
Цемент
Основным элементом любого бетона является цемент. Для изготовления элементов мощения следует выбирать среднеалюминатные цементы с содержанием минеральных добавок не более 5%, а также с классом по прочности 42,5. На упаковке подобного вяжущего указана марка ЦЕМ I 42,5 Н или Б. К среднеалюминатным цементам относятся вяжущие с содержанием С3А от 5 до 8%. Узнать содержание алюминатов можно у продавца, спросив паспорт на цемент.
Мелкий заполнитель
В качестве мелкого заполнителя лучше всего применять мытый карьерный песок с модулем крупности 2 – 2,5.

Такой материал относится к пескам строительным первого класса, при его использовании состав бетона отличается меньшим расходом вяжущего и низкой себестоимостью при более высоких показателях качества.
Крупный заполнитель
При использовании крупного заполнителя лучше всего приобрести гранитный щебень с размером зерен 3 – 10 мм. Такой материал обеспечит повышение прочности и долговечности при высокой подвижности смеси. Но его стоимость высока, поэтому можно приобрести стандартную смесь зерен диаметром 5 – 20 мм и скорректировать рецепт, сократив содержание крупного заполнителя.

Такой подход обеспечит высокую подвижность и однородность при формировании каменного каркаса в теле композита.
Самостоятельное изготовление
Производство элементов тротуара своими руками необходимо начать с подготовки места для формовки и хранения изделий. Даже при высокой подвижности полученной смеси после заливки форм их необходимо уплотнить. Подойдут погружные или самодельные вибраторы.
Уплотнение следует вести не более 5 – 10 с, иначе произойдет расслоение смеси и ухудшение внешнего вида элементов тротуара.
Стандартная рецептура
При изготовлении композита с классом по прочности В25 можно использовать следующий состав на 1 м3:
- цемент = 390 – 420 кг;
- песок = 700 – 750 кг;
- щебень = 1000 – 1050 кг;
- вода = 155 – 165 кг;
- пластификатор + пигмент (при желании окрасить изделия).
Технология смешивания
При смешении компонентов сначала загружается песок, затем вода с добавками и цемент, и в последнюю очередь щебень. Перемешивание осуществляется не менее 2 – 3 минут до получения однородного материала.

Тротуарная плитка из бетона такого состава будет обладать интенсивной кинетикой твердения, поэтому очень важно предотвратить потерю влаги с ее поверхности.
Уход за изделиями
После укладки смеси все формы необходимо накрыть пленкой, предотвращающей испарение влаги с поверхности изделий. Через 2 – 3 суток можно произвести распалубку и поместить плитку на стеллажи с влажными опилками или ветошью в помещении с постоянной температурой не менее 17 0С. Изделия необходимо постоянно увлажнять, и через 28 суток они наберут проектную прочность и будут готовы к использованию.
tehno-beton.ru
Из чего делают тротуарную плитку: состав, пропорции
Тротуарная плитка – современное покрытие подходов к общественным зданиям, магазинам. Она используется для оформления пешеходных зон, дорожек в скверах и парках, стоянок автотранспорта. Из чего делают тротуарную плитку, состав смеси как готовится?
Производят плитку из следующих материалов:
- натурального камня;
- мраморной и гранитной крошки;
- глины;
- бетона.
Современная промышленность предлагает потребителям отделочный материал разных размеров, форм и цветов. Фигурная плитка из цементной смеси очень популярна. Она служит долго, украшает ландшафт зеленых зон, включается в дизайнерские разработки по оформлению территорий особняков.
Из бетонной смеси специалисты могут сделать искусственный камень, который хорошо впишется в природный ландшафт или территорию парка.

Схема укладки плитки в домашних условиях
Готовая тротуарная плитка для оформления дорожек и подъездов к дому продается в магазинах стройматериалов. Но ее потребуется много, чтобы вымостить все участки. Удешевить процесс специалисты могут, применив самодельную плитку, которая изготовляется своими руками.
Главное – выбрать правильный состав смеси, чтобы плитка прослужила долго и не разрушалась. Но, помимо этого, есть много условий, которые влияют на качество. Это качество компонентов, условия заливки в формы и высушивания плиток. Формы должны быть чистые и сухие, нельзя производить формовку при жаркой температуре воздуха.
Для работы лучше взять 7–14 форм, их специалисты рекомендуют изготовить самостоятельно. Для этого надо иметь образец магазинной плитки и полиуретановую смесь.
Как изготовить плитку самостоятельно
Существует два вида формирования изделий литьем и прессованием. При вибролитье повышено количество связующего состава в смеси.

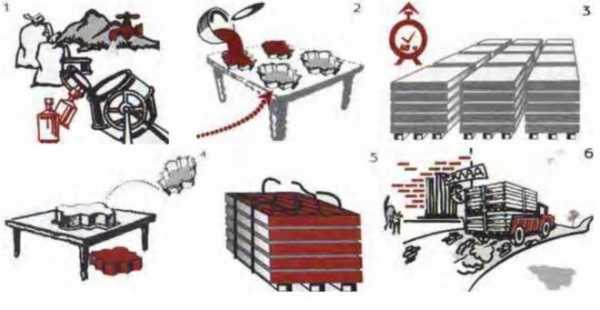
Этапы производства тротуарной плитки по технологии вибролитья
Прочность прессованных плиточек обуславливается сжатием массы, в которой меньше скрепляющего ингредиента.
Территорию вокруг частного дома или садового домика часто выкладывают необычной плиткой, выполнить ее мастера могут своими руками.
Для качественного изготовления тротуарной плитки в домашних условиях необходимы вибростол и формы. Основой раствора для изготовления тротуарной плитки является цемент и щебень. Специалисты рекомендуют брать формы из любого материала – пенопласта, дерева, силикона. Внутри они покрываются составом, который позволит легко вынуть плитку из формы, для этого используется любое маслянистое вещество.
Технология изготовления плитки проста. Приготовление смеси представляет собой перемешивание ингредиентов в определенных пропорциях:
- цементный порошок светлого оттенка – 23%;
- мелкий речной песок, просеянный через сито – 20%;
- мелкая щебенка – 57%;
- дистиллированная вода – 45% от массы сухой смеси;
- красящее вещество – 650 мл на квадратный метр;
- нужен пластификатор раствора – 0,5% от количества цементного порошка;
- холодостойкие вещества – 90 грамм на квадратный метр.
Диспергатор и пигмент добавляют редко.
Особенности состава раствора
Для смешивания все сыпучие компоненты надо тщательно приготовить. Песок и щебень должны быть однородными, без мусора и крупных вкраплений. Песок и цемент смешивают, а также добавляют пластификатор, затем насыпают и равномерно распределяют щебень.
В сухую смесь постепенно добавляют воду небольшими частями.
Плотность раствора должна быть таковой, чтобы не стекать с мастерка, и в то же время плотно ложиться в форму, заполняя все ее пустоты. Чтобы добиться однородности массы, раствор следует делать с помощью миксера или бетономешалки. Ручное вымешивание займет много времени и сил.
После замешивания масса должна постоять, чтобы сухие компоненты хорошо пропитались влагой, а раствор стал более пластичным.
Формовка массы
Готовые формы позволяют сделать покрытие плиткой стандартных размеров и очертаний, приобретать их стоит в торговых точках стройматериалов. Там специалисты дадут подробную инструкцию с описанием процесса изготовления плитки.

Формы для тротуарной плитки
На вибростоле надо расположить формы, смазать их маслянистым раствором, этот процесс выполняют поролоновой губкой или чистой малярной кистью. Излишки смазки надо убрать бумажной салфеткой. Готовую цементную массу заливают в формы ровным слоем, в этот момент мастеру необходимо следить, чтобы не образовались пустоты.
Для изготовления цветной плитки в 1/3 сухой смеси добавляют пигмент, эту часть разводят отдельно от общей массы раствора. Этим раствором на 30% заполняют формы, остальной объем доливают серым бетоном.
В такой способ легко добиться эффекта мраморной расцветки, заливая по очереди растворы двух разных оттенков.
После заполнения заготовок, их следует простучать, чтобы вышли пузырьки воздуха. Вибростол включают на 10–12 минут, чтобы слои массы плотно и ровно легли в форму.
Затем поверхность массы выравнивают и ставят на просушку. Благоприятными условиями являются:
- оптимальная влажность в 75%;
- температура воздуха от 15 до 25 С.
Сверху формы накрывают целлофановой пленкой.
После просушки форму переворачивают, аккуратно простукивают, извлекают готовую плитку. А также удобно работать с формами из полиуретана.
Видео изготовления тротуарной плитки
Виды составов смесей для плитки
Какие смеси применяют для производства тротуарной плитки в домашних условиях?
Обычно формы заливают раствором для тротуарной плитки в два слоя – основной и лицевой. Каждый из них имеет функциональные особенности, поэтому и смеси для каждого слоя готовят особым способом:
- Лицевой слой – верхняя сторона плитки обязана быть идеально ровной и глянцевой. На ней могут быть декоративные узоры или мраморные разводы. Этот слой обязан быть прочным, его толщина достигает 1,5–2 см. Поэтому и нужен плотный хороший раствор.
- Используется для смеси цемент нужной марки 500, гравий и щебень диаметром фракций 5–8 мм, речной мелкий песок. Именно в верхний слой добавляют морозостойкую добавку – диспергатор. Она укрепляет, делает более пластичным верхний слой плитки.
- Диспергатор разводят горячей водой в пропорции 1:4. На 50 кг цемента добавляют 1 литр раствора. Разведенную добавку хранят не более 5–6 дней. При работе с этим веществом надо принимать меры предосторожности, чтобы не вдыхать его пары, не подвергать ожогам кожу.
На 1 часть цемента засыпают 2 части песка с ЩПС, но иногда делают смесь без щебня. Если плитка будет тонированной, то краситель разводят в воде. Надо запомнить его количество для следующего замеса.
Создание лицевого слоя дает простор фантазии мастера: некоторые советуют залить раствор разных цветов и произвольно их смешать. Получатся причудливые разводы, а с помощь тонкой палочки создают спиралевидный рисунок. Чтобы изделия не расслаивались в процессе эксплуатации, второй основной слой надо распределить в форме не позднее 20 минут после первого.
Тонкости заливки
Следует строго соблюдать рецепт для изготовления тротуарной плитки своими руками.
Основной слой – в смесь вместо диспергатора добавляют пластификатор. Этот слой плитки испытывает меньший контакт с внешней средой. В составе смеси содержится меньше цемента: всего треть. Вещество для пластичности массы добавляется в основную смесь в пропорциях, идентичных количеству морозостойкой добавки. Краситель в основной слой не добавляют;
Примерный расчет количественного состава компонентов для производства 1 квадратного метра тротуарной плитки.
Расчет ведется при ее толщине в 4,5 см:
- цемент – 20 кг;
- щебеночно-песочный состав – 70 кг;
- диспергатор – 90 г;
- пластификатор – 75г;
- красящий пигмент – 60–70 грамм.

Какие проблемы могут возникать?
Если рецептура составления массы не полностью выдержана, появляются следующие недочеты:
- сбивается краска, ложится слоями – причина в долгом вибрировании;
- тротуарная плитка плохо отделяется от формы – плохая смазка стенок заготовки;
- появление пустот – недостаточное время вибрирования, вследствие чего в смеси остаются воздушные пузырьки. Если смазка применяется обильно, то она проникает в массу плитки образовывать пустые места;
- крошится плитка – нарушены пропорции смешивания ингредиентов. Это недостаток жидкости или плохое сырье.
При строгом соблюдении пропорционального состава смеси и условий изготовления, деталь получается не хуже заводской. При этом есть возможность делать тротуарную плитку по своему образцу и замыслу.
Разнообразие изготавливаемой своими руками детали зависит от умения и выдумки мастера. Красиво смотрится мозаичная кладка дорожки или площадки.

Мозаичная кладка дорожки из тротуарной плиткой
Для нее придется сделать детали 2–3 цветов. А изучив, из чего делает тротуарную плитку, состав и объем знакомый мастер, ее легко смастерить в домашних условиях.
Готовить раствор для тротуарной плитки несложно, трудность состоит в эстетической стороне смешения нескольких цветов. Тут важно, какой песок лучше выбрать, как его своими руками смешать.
Некоторые мастера советуют имитировать природный камень. Для этого готовое изделие покрывают прочной краской. Тротуары и дорожки, выложенные цветным камнем, украсят улицу или двор частного коттеджа.
Видео: Тротуарная плитка своими руками
promzn.ru