3 д принтер 3 д печать – Что такое 3D печать и как работает 3D принтер?
Что такое 3D печать и как работает 3D принтер?
С начала нового тысячелетия понятие «3D» прочно вошло в нашу повседневную жизнь. В первую очередь, мы связываем его с киноискусством, фотографией или мультипликацией. Но едва ли сейчас найдётся человек, который хотя бы раз в жизни не слышал о такой новинке, как 3D-печать.
Что же это такое и какие новые возможности в творчестве, науке, технике и повседневной жизни несут нам технологии трехмерной печати, мы и попытаемся разобраться в статье, приведенной ниже.
Но сначала немного истории. Хоть и много стали говорить о 3D печати только последние несколько лет, на самом деле эта технология существует уже достаточно давно. В 1984 году компания Charles Hull разработала технологию трёхмерной печати для воспроизведения объектов с использованием цифровых данных, а двумя годами позже дала название и запатентовала технику стереолитографии.
Тогда же эта компания разработала и создала первый промышленный 3D принтер. Впоследствии эстафету приняла компания 3D Systems, разработавшая в 1988 году модель принтера для 3Д печати в домашних условиях SLA – 250.

В том же году компанией Scott Grump было изобретено моделирование плавлеными осаждениями. После нескольких лет относительного затишья, в 1991 году компания Helisys разрабатывает и выпускает на рынок технологию для производства многослойных объектов, а через год, в 1992, в компании DTM выходит в свет первая система селективного лазерного спаивания.
Затем, в 1993 году основывается компания Solidscape, которая и приступает уже к серийному производству принтеров на струйной основе, которые способны производить небольшие детали с идеальной поверхностью, причём при относительно небольших затратах.
Тогда же Массачусетский университет патентует технологию трёхмерной печати, подобную струйной технологии обычных 2D принтеров. Но, пожалуй, пик развития и популярности 3D печати всё же пришёлся на новый, 21 век.
В 2005 году появился первый 3D принтер, способный печатать в цвете, это детище компании Z Corp под названием Spectrum Z510, а буквально через два года появился первый принтер, способный воспроизводить 50% собственных комплектующих.

В настоящее время круг возможностей и сфер применения 3Д печати постоянно растёт. Этим технологиям оказалось подвластно всё — от кровеносных сосудов до коралловых рифов и мебели. Впрочем, о сферах применения данных технологий мы поговорим чуть позже.
Итак, что же представляет из себя печать на 3d принтере?
Вкратце — это построение реального объекта по созданному на компьютере образцу 3D модели. Затем цифровая трёхмерная модель сохраняется в формате STL-файла, после чего 3D принтер, на который выводится файл для печати, формирует реальное изделие.
Сам процесс печати – это ряд повторяющихся циклов, связанных с созданием трёхмерных моделей, нанесением на рабочий стол (элеватор) принтера слоя расходных материалов, перемещением рабочего стола вниз на уровень готового слоя и удалением с поверхности стола отходов.
Циклы непрерывно следуют один за другим: на первый слой материала наносится следующий, элеватор снова опускается и так до тех пор, пока на рабочем столе не окажется готовое изделие.
Как работает 3D принтер?
Применение трехмерной печати – это серьезная альтернатива традиционным методам прототипирования и мелкосерийному производству. Трёхмерный, или 3д-принтер, в отличие от обычного, который выводит двухмерные рисунки, фотографии и т. д. на бумагу, даёт возможность выводить объёмную информацию, то есть создавать трёхмерные физические объекты.

На данный момент оборудование данного класса может работать с фотополимерными смолами, различными видами пластиковой нити, керамическим порошком и металлоглиной.

Что такое 3d принтер?
В основу принципа работы 3d принтера заложен принцип постепенного (послойного) создания твердой модели, которая как бы «выращивается» из определённого материала, о котором будет сказано немного позже. Преимущества 3D печати перед привычными, ручными способами построения моделей — высокая скорость, простота и относительно небольшая стоимость.
Например, для создания 3D модели или какой-либо детали вручную может понадобиться довольно много времени — от нескольких дней до месяцев. Ведь сюда входит не только сам процесс изготовления, но и предварительные работы — чертежи и схемы будущего изделия, которые всё равно не дают полного видения окончательного результата.
В итоге значительно возрастают расходы на разработку, увеличивается срок от разработки изделия до его серийного производства.
3D технологии же позволяют полностью исключить ручной труд и необходимость делать чертежи и расчёты на бумаге — ведь программа позволяет увидеть модель во всех ракурсах уже на экране, и устранить выявленные недостатки не в процессе создания, как это бывает при ручном изготовлении, а непосредственно при разработке и создать модель за несколько часов.
При этом возможность ошибок, присущих ручной работе, практически исключается.
Что такое 3d принтер: видео
Существуют различные технологии трёхмерной печати. Разница между ними заключается в способе наложения слоёв изделия. Рассмотрим основные из них.
Наиболее распространенными являются SLS (селективное лазерное сплетение), НРМ (наложение слоев расплавленных материалов) и SLA (стереолитиография).
Наиболее широкое распространение благодаря высокой скорости построения объектов получила технология стереолитографии или SLA.
Технология SLA
Технология работает так: лазерный луч направляется на фотополимер, после чего материал затвердевает.

В качестве фотополимера используется полупрозрачный материал, который деформируется под действием атмосферной влаги.

После отвердевания он легко поддаётся склеиванию, механической обработке и окрашиванию. Рабочий стол (элеватор) находится в ёмкости с фотополимером. После прохождения через полимер лазерного луча и отвердения слоя рабочая поверхность стола смещается вниз.

Технология SLS
Спекание порошковых реагентов под действием лазерного луча – оно же SLS — единственная технология 3D печати, которая применяется при изготовлении форм, как для металлического, так и пластмассового литья.

Пластмассовые модели обладают отличными механическими качествами, благодаря которым они могут использоваться для изготовления полнофункциональных изделий. В SLS технологии используются материалы, близкие по свойствам к маркам конечного продукта: керамика, порошковый пластик, металл.
Устройство 3d принтера выглядит следующим образом: порошковые вещества наносятся на поверхность элеватора и спекаются под действием лазерного луча в твёрдый слой, соответствующий параметрам модели и определяющий её форму.
Технология DLP
Технология DLP – новичок на рынке трехмерной печати. Стереолитографические печатные аппараты сегодня позиционируются, как основная альтернатива FDM оборудованию. Принтеры данного типа используют технологию цифровой обработки светом. Многие задаются вопросом, чем печатает 3d принтер данного образца?
Вместо пластиковой нити и нагревающей головки для создания трехмерных фигур используются фотополимерные смолы и DLP-проектор.
Ниже вы можете увидеть, как работает 3d принтер видео:
Впервые услышав про DLP 3d принтер, что это такое – вполне резонный вопрос. Несмотря на замысловатое название, устройство почти не отличается от других настольных печатных аппаратов. К слову, его разработчики, в лице компании
QSQM Technology Corporation, уже запустили в серию первые образцы высокотехнологичного оборудования. Выглядит оно следующим образом:

Технология EBM
Стоит отметить, технологии SLS/DMLS – далеко не единственные в области печати металлом. В настоящее время для создания металлических трехмерных объектов широко используется электронно-лучевая плавка. Лабораторные исследования показали, что использование металлической проволоки для послойного наплавления при изготовлении высокоточных деталей малоэффективно, поэтому инженеры разработали специальный материал – металлоглину.

Металлическая глина, использующаяся в качестве чернил во время электронно-лучевой плавки изготавливается из смеси органического клея, металлической стружки и определенного количества воды. Для того чтобы превратить чернило в твердый объект, его нужно нагреть до температуры, при которой клей и вода выгорят, а стружка сплавится между собой в монолит.
EBM 3d принтер: как работает
Примечательно, что данный принцип также используется при работе с SLS принтерами. Но в отличие от них, EBM-аппараты генерируют для плавки металлоглины направленные электронные импульсы вместо лазерного луча. Нужно сказать, что данный метод обеспечивает высокое качество печати и отличную прорисовку мелких деталей.
На сегодняшний день продаются только промышленные принтеры, использующие EBM технологию. Вот как выглядит один из них:

На видео, представленном ниже, наглядно продемонстрированы возможности 3d принтера, приспособленного для электронно-лучевой плавки:
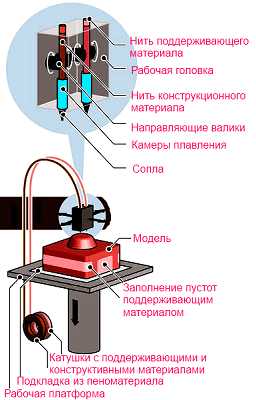
Технология НРМ (FDM) HPM
Даёт возможность создавать не только модели, но и конечные детали из стандартных, конструкционных и высокоэффективных термопластиков. Это единственная технология, использующая термопластики производственного класса, обеспечивающие не имеющую аналогов механическую, термическую и химическую прочность деталей.
Печать по технологии НРМ выгодно отличается чистотой, простотой использования и пригодностью для применения в офисе. Детали из термопластика устойчивы к высоким температурам, механическим нагрузкам, различным химическим реагентам, влажной или сухой среде.
Растворимые вспомогательные материалы позволяют создавать сложные многоуровневые формы, полости и отверстия, которые было бы проблематично получить обычными методами. 3D-принтеры, действующие по технологии НРМ, создают детали слой за слоем, разогревая материал до полужидкого состояния и выдавливая его в соответствии созданными на компьютере путями.
Для печати по технологии НРМ используется два различных материала — из одного (основного) будет состоять готовая деталь, и вспомогательного, который используется для поддержки. Нити обоих материалов подаются из отсеков 3D-принтера в печатающую головку, которая передвигается зависимости от изменения координат X и Y, и наплавляет материал, создавая текущий слой, пока основание не переместится вниз и не начнется следующий слой.
Когда 3D-принтер завершит создание детали, остаётся отделить вспомогательный материал механически, или растворить его моющим средством, после чего изделие готово к использованию.
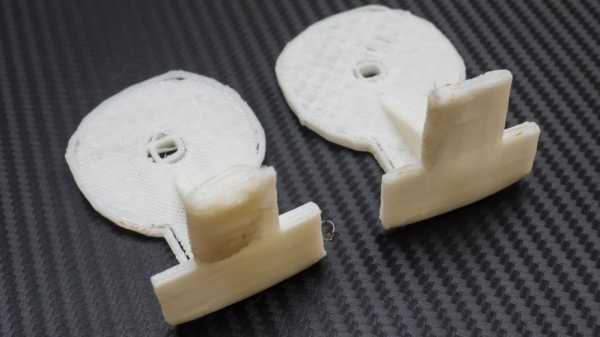
Интересно, что в наши дни популярностью пользуются не только автоматические настольные HPM принтеры, но и приспособления для ручной печати. Причем, правильно было бы назвать их не печатными устройствами, а ручками для рисования трехмерных объектов.

Ручки сделаны по той же схеме, что и принтеры, использующие технологию послойного наплавления. Пластиковая нить подается в ручку, где плавится до нужной консистенции и тут же выдавливается через миниатюрное сопло! При должной сноровке получаются вот такие оригинальные декоративные фигурки:


Ну и конечно, так же, как и технологии, отличаются друг от друга и сами принтеры. Если у вас принтер, работающий по SLA, то технологию SLS на нём применить будет невозможно, т. е. каждый принтер создан только под определённую технологию печати.
Цветная 3D-печать
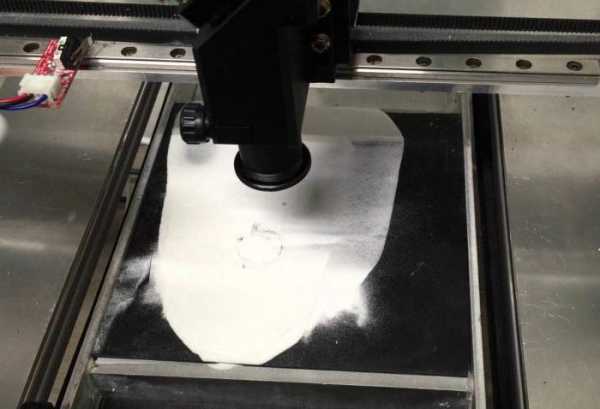
Данная технология единственная в своем роде, которая позволяет получать объекты во всем доступном диапазоне оттенков. Примечательно, что окрашивание изделий происходит непосредственно во время их изготовления. С ее помощью получаются фотореалистичные объекты. Это и вызывает неподдельный интерес к ней со стороны дизайнеров.
Зачастую в качестве исходного материала применяют порошок, созданный на основе гипса. Щетки и ролики формируют не очень толстый слой расходника. Дальше с помощью подвижной головки на необходимые участки наносятся микрокапли клееобразного вещества (перед этим его окрашивают в нужный цвет). Оно напоминает по своему составу цианокрилат. Послойно создается готовый разноцветный объект. Финальная обработка изделия цианоакрилатом обеспечивает ему блеск и жесткость.
Промышленные и настольные цветные 3D-принтеры
Современный рынок предлагает различные многоцветные 3D-принтеры. С их помощью создаются разноцветные объекты в домашних условиях. Большинство агрегатов предназначено для профессионального использования.
Профессиональная цветная печать на 3D-принтере осуществляется с помощью:
1. Линейки Zрrintеr от известной торговой марки 3D Sуstems. Эти устройства могут создавать габаритные разноцветные объекты. Снабжаются 5-ю картриджами и системой автоматической загрузки порошка. Техника практически на 100% автоматизирована, поэтому настройка или контроль процесса печати не обязателен. Весят модели около 340 килограмм. Стоимость в пределах 90-130 тысяч долларов.

2. Полноцветный 3D-принтер Мсor Iris. Разноцветные изделия создаются путем склеивания отдельных бумажных клочков. Данный агрегат от Мсоr Тесhnologies Ltd создает объемные фотореалистичные модели с неплохими показателями прочности. Может генерировать до миллиона цветов. Стоит 15 тысяч долларов.

Настольные модели для домашнего использования:
1. Цветной 3D-принтер 3D Тоuch. Данный агрегат работает по технологии FDМ. Модель может снабжаться одной, двумя или даже тремя экструзионными головками. Работает с АВS или РLА-пластиком. Весит ни много ни мало 38 килограмм. Стоимость – около 4 тысяч долларов.
2. 3D-принтер трехцветный ВFB 3000 РАNTHER – первый цветной принтер, который был выпущен на рынок. Сегодня его стоимость составляет около 2,5 тысяч долларов. В качестве рабочего материала применяется стандартная пластиковая нить. Для работы понадобится нить трех цветов.
3. Одна из самых дешевых моделей – РroDеsk3D. Для создания изделий используется система из пяти картриджей. Возможна работа с РLA или АВS-пластиком. Принтер снабжен системой автоматической настройки. Стоит всего 2 тысячи долларов. К сожалению, не может похвастаться высокими показателями разрешения печати.

Области применения 3D печати
3D печать открыла большие возможности для экспериментов в таких сферах как архитектура, строительство, медицина, образование, моделирование одежды, мелкосерийное производство, ювелирное дело, и даже в пищевой промышленности.
В архитектуре, например, 3D печать позволяет создавать объёмные макеты зданий, или даже целых микрорайонов со всей инфраструктурой — скверами, парками, дорогами и уличным освещением.
Благодаря используемому при этом дешёвому гипсовому композиту обеспечивается низкая себестоимость готовых моделей. А более 390 тысяч оттенков CMYK позволяют в цвете воплотить любую, даже самую смелую фантазию архитектора.

3d принтер: применение в области строительства
В строительстве есть все основания предполагать, что в недалёком будущем намного ускорится и упростится процесс возведения зданий. Калифорнийскими инженерами создана система 3D печати для крупногабаритных объектов. Она работает по принципу строительного крана, возводящего стены из слоёв бетона.
Такой принтер может возвести двухэтажный дом всего в течение 20 часов.
После чего рабочим останется лишь провести отделочные работы. 3D House Постепенно завоёвывают прочные позиции 3D принтеры и в мелкосерийном производстве.
В основном эти технологии используются для производства эксклюзивных изделий, таких как предметы искусства, фигурки персонажей для ролевых игр, прототипов моделей будущих товаров или каких-либо конструктивных деталей.
В медицине благодаря технологиям трёхмерной печати врачи получили возможность воссоздавать копии человеческого скелета, что позволяет более точно отработать приёмы, повышающих гарантии успешного проведения операций.
Всё большее применение находят 3D принтеры в области протезирования в стоматологии, так как эти технологии позволяют намного быстрее получить протезы, чем при традиционном изготовлении.
Не так давно немецкими учёными была разработана технология получения человеческой кожи. При её изготовлении используется гель, полученный из клеток донора. А в 2011 году учёным удалось воспроизвести живую человеческую почку.
Как видим, возможности, которые открывает 3D печать практически во всех сферах деятельности человека поистине безграничны.
Принтеры, создающие кулинарные шедевры, воспроизводящие протезы и органы человека, игрушки и наглядные пособия, одежду и обувь — уже не плод воображения писателей — фантастов, а реалии современной жизни.
А какие ещё горизонты откроются перед человечеством в ближайшие годы, наверное, это может быть ограничено только фантазией самого человека.
make-3d.ru
Как работает 3D-принтер? Изделия на 3D-принтере
Появление на рынке 3D-принтеров ознаменовало новую эпоху. Если раньше продукция, разработанная на базе высоких технологий, в бытовом хозяйстве позволяла решать привычные задачи, то в случае с трехмерной печатью предлагается новый способ применения устройств. Разумеется, новым он является только для рядового пользователя, так как в промышленности и на производственных предприятиях схожие технологии используются давно. Но в любом случае печать на 3D-принтере значительно расширяет возможности потребителя, к освоению которых, как показывает практика, готовы далеко не все. Во многом это связано со сложностью технологической реализации аппаратов, а также с нюансами их эксплуатации.
Но самые интересные вопросы касаются пользы от таких принтеров. Какие изделия позволяет создавать данное устройство? Для каких целей его продукцию можно использовать? И как работает 3D-принтер? Это важные вопросы, так как трехмерная печать все же является недешевым удовольствием. Поэтому приобретать соответствующее оборудование ради любопытства, мягко говоря, нецелесообразно. По крайней мере, стоит детальнее вникнуть в рабочие процессы печати и выяснить, какую пользу от них можно ожидать.
Что такое 3D-принтер?
Это устройство для трехмерной печати, посредством которого можно генерировать объемные предметы, дублирующие заранее подготовленную виртуальную модель объекта. По сравнению с традиционными принтерами, которые выводят электронный текст на бумагу, 3D-устройства обеспечивают вывод трехмерной информации, то есть создают объекты с реальными физическими параметрами. Собственно, для понимания того, как работает 3D-принтер, следует рассмотреть этапы изготовления твердых предметов с его помощью.
Принцип работы в общих чертах
Начинается работа с создания виртуального шаблона на компьютере с помощью специальной программы. Далее происходит обработка программным способом модели с целью ее разделения на слои. После этого в работу вступает техническая часть принтера, послойно формируя массу из композитного порошка для дальнейшего изготовления предмета. По мере заполнения специальной камеры материалом ось принтера распределяет массу по рабочей поверхности. После формирования каждого слоя головка устройства накладывает клеевую основу. Повторяется этот процесс до момента, пока не будет выполнен объект, разработанный в программе для печати. Важно учитывать, что изготовление на 3D-принтере может выполняться по разным технологиям. Соответственно, меняется и техника печати, и свойства используемого материала, а также подходы к программной реализации задачи.
Технология быстрого прототипирования
Несмотря на различия в нюансах процесса изготовления, практически все устройства для трехмерной печати работают на принципе быстрого прототипирования. В соответствии с данной концепцией, производство осуществляется путем быстрого формирования опытных моделей для предварительной демонстрации возможностей будущего продукта. Задумывалась технология еще в 1980-х годах с целью создания образцов и заготовок. Сегодня этот метод известен как аддитивное производство, понимание которого и даст ответ на вопрос о том, как работает 3D-принтер и что отличает его функцию от традиционных подходов к изготовлению предметов. Так, если в процессе фрезерования, точения и электроэрозионной обработки происходит удаление материала, а ковка, прессовка и штамповка изменяют форму заготовки, то аддитивное производство предполагает увеличение массы материала посредством наращивания слоями. Иными словами, 3D принтер изменяет фазовое состояние веществ в определенных границах пространства. На сегодняшний день трехмерная печать развивается в нескольких направлениях, среди которых можно выделить стереолитографические технологии (STL), методы нанесения термопластов (FDM) и лазерное спекание (SLS).

Метод послойного наплавления термопласта
Это, пожалуй, наиболее популярная техника трехмерного изготовления. Распространенности FDM-аппаратов способствует сразу несколько факторов. В первую очередь в работе устройств используются относительно недорогие пластики. Также имеет значение простая техника эксплуатации, что особенно важно в работе с таким оборудованием. Как правило, технологии 3D-принтеров этого типа предусматривают работу с термопластиками, одним из которых является полилактид. Среди преимуществ этого материала отмечается экологичность, так как получают данный пластик из сахарного тростника и кукурузы.
Главным же элементом в самом принтере стоит назвать экструдер, который выполняет задачу печатной головки. Впрочем, в этой части не все так однозначно, поскольку элемент представляет собой комплекс отдельных компонентов. Если рассматривать термин «экструдер» в привычном понимании, то к нему будет относиться только часть головки в виде подающего механизма. Так или иначе, печатающая основа подает пластик для 3D-принтера путем нанесения расплавленной нити. Движение механической части обеспечивается электромотором. В итоге механизм направляет нить в нагреваемую трубу сопла, которая и формирует конечный объект.

Стереолитографические установки
Технология лазерной стереолитографии сегодня широко применяется в протезировании зубов. Это второй по популярности тип принтеров для 3D-печати. Отличительной чертой стереолитографических устройств является получение непревзойденно высокого качества объектов. Достигаются такие результаты благодаря разрешению аппаратов, которое может исчисляться единичными микронами. Поэтому вполне логично, что работа 3D-принтера на основе лазерной стереолитографии высоко ценится не только стоматологами, но и ювелирами. Программная часть устройства во многом напоминает FDM-аналоги, но есть и целый ряд особенностей технологии. Несмотря на тот факт, что принцип печати называют лазерной стереолитографией, все чаще функция такого оборудования базируется на светодиодных ультрафиолетовых проекторах.
Проекторные модели надежнее лазерных и по цене обходятся дешевле. Для них не нужны деликатные зеркала, обеспечивающие отклонение лучей, что упрощает конструкцию. В то же время печать на 3D-принтере с проекторами отличается высокой производительностью. Данное преимущество достигается благодаря тому, что происходит не последовательное, а полное засвечивание контура слоя.
Лазерное спекание
Еще одна разновидность применения лазерного метода. В этом случае применяется легкоплавный пластик. Мощный лазер прорисовывает по пластиковой основе сечение объекта, что приводит к плавлению и спеканию материала. Так происходит с каждым слоем до получения завершенной модели, которую подготовила программа для 3D-принтера в качестве заготовки. Остатки пластикового порошка стряхиваются с полученного предмета в конце рабочего процесса. Существенным недостатком таких аппаратов является создание объектов с пористой поверхностью. С другой стороны, это никак не влияет на прочность изделий. Более того, именно вышедшие из таких принтеров модели являются самыми долговечными. Сама же установка имеет сложную конструкцию и, как следствие, высокую стоимость. При этом и процесс изготовления отнимает много времени по сравнению с 3D-принтерами других типов. Как отмечают пользователи, скорость формирования модели составляет несколько сантиметров в час.
Расходные материалы
Основным материалом для создания моделей путем трехмерной печати является термопластик. Кроме уже упомянутых разновидностей, стоит отметить пластик для 3D-принтера в форматах ABS и PLA. Также используется нейлон, поликарбонат, полиэтилен и другие виды, также используемые в промышленности. При этом некоторые установки допускают и смешивание материалов, а также использование вспомогательных веществ, улучшающих качественные характеристики будущего изделия. Например, для этой цели используют поливиниловый спирт, который, в сущности, является той же разновидностью пластика PVA. Растворив его в воде, пользователь может создавать сложные геометрические фигуры.
Наиболее же экзотическим материалом для использования в подобных задачах является металл. Чтобы получить такое изделие, также применяют 3D-модели для печати на 3D-принтере, а отличия технологии сводятся к функции печатающей головки. С ее помощью наносится связующая клейкая масса в места, куда указывает компьютерная программа. Далее на всю рабочую область головка наносит тонкий пласт металлической пудры. То есть металл не плавится, как в случае с пластиками, а накладывается и склеивается послойно в виде мельчайших частичек.

Управление работой принтера
Для начала стоит отметить операции, которые контролируются пользователем через компьютер. Это регулировка температуры сопла и рабочей площадки, темпы подачи материала и работы электромотора, который обеспечивает позиционирование печатающей головки. Все эти действия находятся под управлением электронных контроллеров. Как правило, современные модели таких устройств базируются на системе Arduino с открытой архитектурой. Что касается программного языка, то в принтерах используется так называемый G-код, построенный на командах управления оборудованием для печати. На этой стадии можно перейти к рассмотрению программ-слайсеров, которые обеспечивают перевод 3D-модели для печати на 3D-принтере в понятный контроллерам код. Сразу надо сказать, что такое программное обеспечение не имеет прямого отношения к разработке графических моделей.
Программное обеспечение
В перечень основных задач слайсеров входит установка параметров, в соответствии с которыми будет осуществляться печать. Выбор конкретной программы определяется типом принтера. Например, устройства RepRap подразумевают использование слайсеров, выполненных с открытым кодом. Среди таких можно выделить Replicator G и Skeinforge. Однако немало и производителей, которые рекомендуют использовать только фирменное ПО от конкретных компаний. Это, в частности, относится к аппаратам Cube от фирмы 3D Systems. Что же касается моделирования изделий, то этим занимается специальная программа для 3D-принтера, предназначенная для трехмерного проектирования. Обычно для этих целей используют CAD-редакторы, которые, впрочем, требуют определенного опыта работы с дизайном 3D.

Какие изделия можно получить?
Спектр возможностей трехмерных принтеров активно расширяется, что позволяет создавать продукцию для самых разных сегментов рынка. Если говорить о строительстве и архитектуре, то здесь очень ценятся возможности изготовление макетов, для которых, собственно, и разрабатывалась концепция аддитивного производства. В машиностроительной промышленности также широко используется 3D-принтер. Изделия в данном случае могут быть представлены и потребительской продукцией, и отдельными элементами для концептов. Как уже говорилось, высокая точность изготовления деталей была высоко оценена работниками медицины. Помимо протезирования, 3D-принтер используется в изготовлении макетов и образцов органов.
Отзывы о 3D-принтерах
Несмотря на активную популяризацию такого способа печати, массовый потребитель пока еще скептически смотрит в этом направлении. Отчасти это связано с высокой стоимостью оборудования, но в большинстве своем даже искушенные потребители новых гаджетов не находят по-настоящему важных задач, которые могли бы решать в домашних условиях 3D-принтеры. Отзывы владельцев между тем отмечают легкость, с которой можно решать элементарные проблемы в быту. К примеру, аппарат позволяет быстро изготовить недостающую деталь для установки мебельного гарнитура, украсить дизайн, изготовить игрушку для ребенка или же оригинальную подставку для телефона. По словам пользователей, работа с оборудованием хоть и требует затрат на расходные материалы, в долгосрочной перспективе оправдывает все вложения.
Заключение
Устройства для трехмерной печати сами по себе являются диковинкой и требуют отдельного рассмотрения для понимания отличий внутри сегмента. Но даже знание общих принципов того, как работает 3D-принтер, позволяет говорить о большом потребительском потенциале таких устройств. Теоретически с помощью такого оборудования можно наладить домашнее безотходное производство. Другой вопрос – что именно изготавливать на таком принтере? Но ответ дает каждый пользователь индивидуально, исходя из своих потребностей. За довольно внушительную сумму можно получить настоящий конвейер. На данном этапе его возможности оценивают в основном специалисты, которые используют печать 3D в решении своих профессиональных задач.
fb.ru
3D-печать для чайников | Энциклопедия 3D-печати
Термин 3D-печать
Термин 3D-печать имеет несколько синонимов, один из которых достаточно кратко и точно характеризует сущность процесса – «аддитивное производство», то есть производство за счет добавления материала. Термин был придуман не случайно, ибо в этом и состоит основное отличие множественных технологий 3D-печати от привычных методов промышленного производства, получивших в свою очередь название «субтрактивных технологий», то есть «отнимающих». Если при фрезеровке, шлифовке, резке и прочих схожих процедурах лишний материал удаляется с заготовки, то в случае с аддитивным производством материал постепенно добавляется до получения цельной модели. В скором времени 3D-печать будет опробована даже на Международной космической станции
Строго говоря, многие традиционные методы можно было бы отнести к «аддитивным» в широком смысле этого слова – например, литье или клепку. Однако стоит иметь в виду, что в этих случаях либо требуется расход материалов на изготовление специфических инструментов, занятых в производстве конкретных деталей (как в случае с литьем), либо весь процесс сводится к соединению уже готовых деталей (сварке, клепке и пр.). Для того чтобы технология классифицировалась как «3D-печать», необходимо построение конечного продукта из сырья, а не заготовок, а формирование объектов должно быть произвольным – то есть без использования форм. Последнее означает, что аддитивное производство требует программной составляющей. Грубо говоря, аддитивное производство требует управления с помощью компьютеров, чтобы форму конечных изделий можно было определять за счет построения цифровых моделей. Именно этот фактор и задержал широкое распространение 3D-печати до того момента, когда числовое программное управление и 3D-проектирование стали общедоступными и высокопроизводительными.
Методы 3D-печати
Технологий 3D-печати существует великое множество, названий же для них еще больше ввиду патентных ограничений. Тем не менее, можно попробовать разделить технологии по основным направлениям:Экструзионная печать
Сюда входят такие методы, как послойное наплавление (FDM) и многоструйная печать (MJM). В основе этого метода лежит выдавливание (экструзия) расходного материала с последовательным формированием готового изделия. Как правило, расходные материалы состоят из термопластиков, либо композитных материалов на их основе.Плавка, спекание или склеивание
Этот подход основывается на соединении порошкового материала в единое целое. Формирование производится разными способами. Наиболее простым является склеивание, как в случае со струйной трехмерной печатью (3DP). Подобные принтеры наносят на рабочую платформу тонкие слои порошка, которые затем выборочно склеиваются связующим материалом. Порошки могут состоять из практически любого материала, который можно измельчить до состояния пудры – пластика, древесины, металла. Эта модель автомобиля Aston Martin, принадлежавшего Джеймсу Бонду, была успешно напечатана на SLS-принтере компании Voxeljet и не менее успешно взорвана во время съемок фильма «Координаты Скайфолл» вместо дорогого оригинала
Наиболее популярными же в данной категории стали технологии лазерного спекания (SLS и DMLS) и плавки (SLM), позволяющие создавать цельнометаллические детали. Как и в случае со струйной трехмерной печатью, эти устройства наносят тонкие слои порошка, но материал не склеивается, а спекается или плавится с помощью лазера. Лазерное спекание (SLS) применяется для работы как с пластиковыми, так и с металлическими порошками, хотя металлические гранулы обычно имеют более легкоплавкую оболочку, а после печати дополнительно спекаются в специальных печах. DMLS – вариант SLS установок с более мощными лазерами, позволяющими спекать непосредственно металлические порошки без добавок. SLM-принтеры предусматривают уже не просто спекание частиц, а их полную плавку, что позволяет создавать монолитные модели, не страдающие от относительной хрупкости, вызываемой пористостью структуры. Как правило, принтеры для работы с металлическими порошками оснащаются вакуумными рабочими камерами, либо замещают воздух инертными газами. Подобное усложнение конструкции вызывается необходимостью работы с металлами и сплавами, подверженными оксидации – например, с титаном.
Стереолитография
Схема работы SLA-принтераСтереолитографические принтеры используют специальные жидкие материалы, называемые «фотополимерными смолами». Термин «фотополимеризация» указывает на способность материала затвердевать под воздействием света. Как правило, такие материалы реагируют на облучение ультрафиолетом.
Смола заливается в специальный контейнер с подвижной платформой, которая устанавливается в позиции возле поверхности жидкости. Слой смолы, покрывающий платформу, соответствует одному слою цифровой модели. Затем тонкий слой смолы обрабатывается лазерным лучом, затвердевая в точках соприкосновения. По окончании засветки платформа вместе с готовым слоем погружаются на толщину следующего слоя, и засветка производится вновь.
Ламинирование
Схема работы 3D-принтеров, использующих технологию ламинирования (LOM)Некоторые 3D-принтеры выстраивают модели, используя листовые материалы – бумагу, фольгу, пластиковую пленку.
Слои материала наклеиваются друг на друга и обрезаются по контурам цифровой модели с помощью лазера или лезвия.
Такие установки хорошо подходят для макетирования и могут использовать очень дешевые расходные материалы, включая обычную офисную бумагу. Тем не менее, сложность и шумность таких принтеров, вкупе с ограниченными возможностями изготовляемых моделей ограничивают их популярность.
Наиболее популярными методами 3D-печати, применяемыми в быту и в офисных условиях стали моделирование методом послойного наплавления (FDM) и лазерная стереолитография (SLA).
Остановимся на этих технологиях поподробнее.
Печать методом послойного наплавления (FDM)
FDM – пожалуй, наиболее простой и доступный метод трехмерного построения, что и обуславливает его высокую популярность.Высокий спрос на FDM-принтеры ведет к быстрому снижению цен на устройства и расходные материалы, наряду с развитием технологии в направлении удобства эксплуатации и повышения надежности.
Расходные материалы
Катушка с нитью из ABS-пластика и готовая модельFDM-принтеры предназначены для печати термопластиками, которые обычно поставляются в виде тонких нитей, намотанных на катушки. Ассортимент «чистых» пластиков весьма широк. Одним из наиболее популярных материалов является полилактид или «PLA-пластик». Этот материал изготавливается из кукурузы или сахарного тростника, что обуславливает его нетоксичность и экологичность, но делает его относительно недолговечным. ABS-пластик, наоборот, очень долговечен и износоустойчив, хотя и восприимчив к прямому солнечному свету и может выделять небольшие объемы вредных испарений при нагревании. Из этого материала производятся многие пластиковые предметы, которыми мы пользуемся на повседневной основе: корпуса бытовых устройств, сантехника, пластиковые карты, игрушки и т.д.
Кроме PLA и ABS возможна печать нейлоном, поликарбонатом, полиэтиленом и многими другими термопластиками, широко распространенными в современной промышленности. Возможно и применение более экзотичных материалов – таких, как поливиниловый спирт, известный как «PVA-пластик». Этот материал растворяется в воде, что делает его весьма полезным при печати моделей сложной геометрической формы. Но об этом чуть ниже.
Модель, изготовленная из Laywoo-D3. Изменение температуры экструзии позволяет добиваться разных оттенков и имитировать годовые кольца
Вовсе необязательно печатать однородными пластиками. Возможно и применение композитных материалов, имитирующих древесину, металлы, камень. Такие материалы используют все те же термопластики, но с примесями непластичных материалов.
Так, Laywoo-D3 состоит отчасти из натуральной древесной пыли, что позволяет печатать «деревянные» изделия, включая мебель.
Материал под названием BronzeFill имеет наполнитель из настоящей бронзы, а изготовленные из него модели поддаются шлифовке и полировке, достигая высокой схожести с изделиями из чистой бронзы.
Стоит лишь помнить, что связующим элементом в композитных материалах служат термопластики – именно они и определяют пороги прочности, термоустойчивости и другие физические и химические свойства готовых моделей.
Экструдер
Экструдер – печатная головка FDM-принтера. Строго говоря, это не совсем верно, ибо головка состоит из нескольких частей, из которых непосредственно «экструдером» является лишь подающий механизм. Тем не менее, по устоявшейся традиции термин «экструдер» повсеместно применяется в качестве синонима целой печатающей сборки. Общая схема конструкции FDM-экструдера
Экструдер предназначен для плавки и нанесения термопластиковой нити. Первый компонент – механизм подачи нити, состоящий из валиков и шестерней, приводимых в движение электромотором. Механизм осуществляет подачу нити в специальную нагреваемую металлическую трубку с соплом небольшого диаметра, называемую «хот-энд» или просто «сопло». Тот же механизм используется и для извлечения нити, если необходима смена материала.
Хот-энд служит для нагревания и плавления нити, подаваемой протягивающим механизмом. Как правило, сопла производятся из латуни или алюминия, хотя возможно использование более термоустойчивых, но и более дорогих материалов. Для печати наиболее популярными пластиками вполне достаточно и латунного сопла. Собственно «сопло» крепится к концу трубки с помощью резьбового соединения и может быть заменено на новое в случае износа или при необходимости смены диаметра. Диаметр сопла обуславливает толщину расплавленной нити и, как следствие, влияет на разрешение печати. Нагревание хот-энда регулируется термистором. Регулировка температуры очень важна, так при перегреве материала может произойти пиролиз, то есть разложение пластика, что способствует как потере свойств самого материала, так и забиванию сопла.
Экструдер FDM-принтера PrintBox3D One
Для того чтобы нить не расплавилась слишком рано, верхняя часть хот-энда охлаждается с помощью радиаторов и вентиляторов. Этот момент имеет огромное значение, так как термопластики, проходящие порог температуры стеклования, значительно расширяются в объеме и повышают трение материала со стенками хот-энда. Если длина такого участка слишком велика, протягивающему механизму может не хватить сил для проталкивания нити.
Количество экструдеров может варьироваться в зависимости от предназначения 3D-принтера. Простейшие варианты используют одну печатающую головку. Двойной экструдер значительно расширяет возможности устройства, позволяя печатать одну модель двумя разными цветами, а также использовать разные материалы. Последний момент важен при построении сложных моделей с нависающими элементами конструкции: FDM-принтеры не могут печатать «по воздуху», так как наносимым слоям требуется опора. В случае с навесными элементами приходится печатать временные опорные структуры, которые удаляются по завершении печати. Процесс удаления чреват повреждением самой модели и требует аккуратности. Кроме того, если модель имеет сложную структуру с труднодоступными внутренними полостями, построение обычных опор может оказаться непрактичным виду сложности удаления лишнего материала.
Готовая модель с опорами из PVA-пластика (белого цвета) до и после промывки
В таких случаях весьма кстати приходится тот самый водорастворимый поливиниловый спирт (PVA-пластик). С помощью двойного экструдера можно построить модель из водоупорного термопластика, используя PVA для создания опор.
После окончания печати PVA можно просто растворить в воде и получить сложное изделие идеального качества.
Некоторые модели FDM-принтеров могут использовать три или даже четыре экструдера.
Рабочая платформа
Подогреваемая платформа, накрытая съемным стеклянным рабочим столикомПостроение моделей происходит на специальной платформе, зачастую оснащаемой нагревательными элементами. Подогрев требуется для работы с целым рядом пластиков, включая популярный ABS, подверженных высокой степени усадки при охлаждении. Быстрая потеря объема холодными слоями в сравнении со свеженанесенным материалом может привести к деформации модели или расслоению. Подогрев платформы позволяет значительно выравнивать градиент температур между верхними и нижними слоями.
Для некоторых материалов подогрев противопоказан. Характерный пример – PLA-пластик, который требует достаточно длительного времени для затвердевания. Подогрев PLA может привести к деформации нижних слоев под тяжестью верхних. При работе с PLA обычно принимаются меры не для подогрева, а для охлаждения модели. Такие принтеры имеют характерные открытые корпуса и дополнительные вентиляторы, обдувающие свежие слои модели.
Калибровочный винт рабочей платформы, покрытой синим малярным скотчем
Платформа требует калибровки перед печатью, чтобы сопло не задевало нанесенные слои и не отходило слишком далеко, вызывая печать «по воздуху», что приводит к образованию «вермишели» из пластика. Процесс калибровки может быть как ручным, так и автоматическим. В ручном режиме калибровка производится позиционированием сопла в разных точках платформы и регулировкой наклона платформы с помощью опорных винтов для достижения оптимальной дистанции между поверхностью и соплом.
Как правило, платформы оснащаются дополнительным элементом – съемным столиком. Такая конструкция упрощает чистку рабочей поверхности и облегчает снятие готовой модели. Столики производятся из различных материалов, включая алюминий, акрил, стекло и пр. Выбор материала для изготовления столика зависит от наличия подогрева и расходных материалов, под которые оптимизирован принтер.
Для лучшего схватывания первого слоя модели с поверхностью столика зачастую применяются дополнительные средства, включая полиимидную пленку, клей и даже лак для волос! Но наиболее популярным средством служит недорогой, но эффективный малярный скотч. Некоторые производители делают перфорированные столики, хорошо удерживающие модель, но сложные в очистке. В целом, целесообразность нанесения дополнительных средств на столик зависит от расходного материала и материала самого столика.
Механизмы позиционирования
Схема работы позиционирующих механизмовСамо собой, печатающая головка должна перемещаться относительно рабочей платформы, причем в отличие от обычных офисных принтеров, позиционирование должно производиться не в двух, а в трех плоскостях, включая регулировку по высоте.
Схема позиционирования может варьироваться. Самый простой и распространенный вариант подразумевает крепление печатающей головки на перпендикулярных направляющих, приводимых в движение пошаговыми двигателями и обеспечивающими позиционирование по осям X и Y.
Вертикальное же позиционирование осуществляется за счет передвижения рабочей платформы.
С другой стороны, возможно передвижение экструдера в одной плоскости, а платформы – в двух.
Дельта-принтер ORION производства компании SeemeCNC
Один из вариантов, набирающих популярность, является использование дельтаобразной системы координат.
Подобные устройства в промышленности называют «дельта-роботами».
В дельта-принтерах печатная головка подвешивается на трех манипуляторах, каждый из которых передвигается по вертикальной направляющей.
Синхронное симметричное движение манипуляторов позволяет изменять высоту экструдера над платформой, а ассиметричное движение вызывает смещение головки в горизонтальной плоскости.
Вариантом такой системы является обратный дельтовидный дизайн, где экструдер крепится неподвижно к потолку рабочей камеры, а платформа передвигается на трех опорных манипуляторах.
Дельта-принтеры имеют цилиндрическую область построения, а их конструкция облегчает увеличение высоты рабочей зоны с минимальными изменениями дизайна за счет удлинения направляющих.
В итоге все зависит от решения конструкторов, но основополагающий принцип не меняется.
Управление
Типичный контроллер на основе Arduino, оснащенный дополнительными модулямиУправление работой FDM-принтера, включая регулировку температуры сопла и платформы, темпа подачи нити и работы пошаговых моторов, обеспечивающих позиционирование экструдера, выполняется достаточно простыми электронными контроллерами. Большинство контроллеров основываются на платформе Arduino, имеющей открытую архитектуру.
Программный язык, используемый принтерами, называется G-код (G-Code) и состоит из перечня команд, поочередно выполняемых системами 3D-принтера. G-код компилируется программами, называемыми «слайсерами» – стандартным программным обеспечением 3D-принтеров, сочетающим некоторые функции графических редакторов с возможностью установки параметров печати через графический интерфейс. Выбор слайсера зависит от модели принтера. Принтеры RepRap используют слайсеры с открытым исходным кодом – такие, как Skeinforge, Replicator G и Repetier-Host. Некоторые компании создают принтеры, требующие использование фирменного программного обеспечения.
Программный код для печати генерируется с помощью слайсеров
В качестве примера можно упомянуть принтеры линейки Cube от компании 3D Systems. Есть и такие компании, которые предлагают фирменное обеспечение, но позволяют использовать и сторонние программы, как в случае с последними поколениями 3D-принтеров компании MakerBot.
Слайсеры не предназначены для 3D-проектирования, как такового. Эта задача выполняется с помощью CAD-редакторов и требует определенных навыков трехмерного дизайна. Хотя новичкам не стоит отчаиваться: цифровые модели самых различных дизайнов предлагаются на многих сайтах, зачастую даже бесплатно. Наконец, некоторые компании и частные специалисты предлагают услуги 3D-проектирования для печати на заказ.
И наконец, 3D-принтеры можно использовать вкупе с 3D-сканерами, автоматизирующими процесс оцифровки объектов. Многие их таких устройств создаются специально для работы с 3D-принтерами. Наиболее известные примеры включают ручной сканер 3D Systems Sense и портативный настольный сканер MakerBot Digitizer.
FDM-принтер MakerBot Replicator 5-го поколения, со встроенным контрольным модулем в верхней части рамы
Пользовательский интерфейс 3D-принтера может состоять из банального USB порта для подключения к персональному компьютеру. В таких случаях управление устройством фактически осуществляется посредством слайсера.
Недостатком такой упрощенности является достаточно высокая вероятность сбоя печати при зависаниях или притормаживании компьютера.
Более продвинутый вариант включает наличие внутренней памяти или интерфейса для карты памяти, что позволяет сделать процесс автономным.
Такие модели оснащаются контрольными модулями, позволяющими регулировать многие параметры печати (например, скорость печати или температуру экструзии). В состав модуля может входить небольшой LCD-дисплей или даже мини-планшет.
Разновидности FDM-принтеров
Профессиональный FDM-принтер Stratasys Fortus 360mc, позволяющий печатать нейлономFDM-принтеры весьма и весьма разнообразны, начиная от простейших самодельных RepRap принтеров и заканчивая промышленными установками, способными печатать крупногабаритные объекты.
Лидером по производству промышленных установок является компания Stratasys, основанная автором технологии FDM-печати Скоттом Крампом.
Простейшие FDM-принтеры можно построить самому. Такие устройства именуют RepRap, где «Rep» указывает на возможность «репликации», то есть самовоспроизведения.
RepRap принтеры могут быть использованы для печати пластиковых деталей, включенных в собственную конструкцию.
Контроллер, направляющие, ремни, моторы и прочие компоненты можно легко приобрести по отдельности.
Разумеется, сборка подобного устройства своими силами требует серьезных технических и даже инженерных навыков.
Некоторые производители облегчают задачу, продавая комплекты для самостоятельной сборки, но подобные конструкторы все равно требуют хорошего понимания технологии.
Вариант популярного RepRap принтера Prusa позднего, третьего поколения
Если же вам по душе мастерить вещи собственными руками, то RepRap принтеры приятно порадуют ценой: средняя стоимость популярного дизайна Prusa Mendel ранних поколений составляет порядка $500 в полной комплектации.
И, несмотря на свою «самодельную сущность», RepRap принтеры вполне способны производить модели с качеством на уровне дорогих фирменных собратьев.
Обыденные же пользователи, не желающие вникать в тонкости процесса, а требующие лишь удобное устройство для бытовой эксплуатации, могут приобрести FDM-принтер в готовом виде.
Многие компании делают упор на развитие именно пользовательского сегмента рынка, предлагая на продажу 3D-принтеры, готовые к печати «прямо из упаковки» и не требующие серьезных навыков в обращении с компьютерами.
Бытовой 3D-принтер Cube производства компании 3D Systems
Самым известным примером бытового 3D-принтера служит 3D Systems Cube.
Хотя это устройство и не блещет огромной зоной построения, сверхвысокой скоростью печати или непревзойденным качеством изготовления моделей, оно удобно в использовании, вполне доступно и безопасно: этот принтер получил необходимую сертификацию для использования даже детьми.
Демонстрация работы FDM-принтера производства компании Mankati: http://youtu.be/51rypJIK4y0
Лазерная стереолитография (SLA)
Стереолитографические 3D-принтеры широко используются в зубном протезированииСтереолитографические принтеры – вторые по популярности и распространенности после FDM-принтеров.
Эти устройства позволяют добиваться исключительно высокого качества печати.
Разрешение некоторых SLA-принтеров исчисляется считанными микронами – неудивительно, что эти устройства быстро завоевали любовь ювелиров и стоматологов.
Программная сторона лазерной стереолитографии практически идентична FDM-печати, поэтому не будем повторяться и затронем лишь отличительные особенности технологии.
Лазеры и проекторы
Проекторная засветка фотополимерной модели на примере DLP-принтера Kudo3D TitanСтоимость стереолитографических принтеров стремительно снижается, что объясняется растущей конкуренцией ввиду высокого спроса и применением новых технологий, удешевляющих конструкцию.
Несмотря на то, что технология обобщенно называется «лазерной» стереолитографией, наиболее современные разработки в большинстве своем применяют ультрафиолетовые светодиодные проекторы.
Проекторы дешевле и надежнее лазеров, не требуют использования деликатных зеркал для отклонения лазерного луча, а также имеют более высокую производительность. Последнее объясняется тем, что контур целого слоя засвечивается целиком, а не последовательно, точка за точкой, как в случае с лазерными вариантами. Этот вариант технологии называется проекторной стереолитографией, «DLP-SLA» или просто «DLP». Тем не менее, на данный момент распространены оба варианта – как лазерные, так и проекторные версии.
Кювета и смола
Фотополимерная смола заливается в кюветуВ качестве расходных материалов для стереолитографических принтеров используется фотополимерная смола, внешне напоминающая эпоксидную. Смолы могут иметь самые разные характеристики, но все они обладают одной чертой, краеугольной для применения в 3D-печати: эти материалы затвердевают под воздействием ультрафиолетового света. Отсюда, собственно, и название «фотополимерные».
В полимеризованном виде смолы могут иметь самые разные физические характеристики. Некоторые смолы напоминают резину, другие – твердые пластики вроде ABS. Возможен выбор разных цветов и степени прозрачности. Главный же недостаток смол и SLA-печати в целом – стоимость расходных материалов, значительно превышающая стоимость термопластиков.
С другой стороны, стереолитографические принтеры в основном применяются ювелирами и стоматологами, не требующими построения деталей большого размера, но ценящими экономию от быстрого и точного прототипирования изделий. Таким образом, SLA-принтеры и расходные материалы окупаются очень быстро.
Пример модели, напечатанной на лазерном стереолитографическом 3D-принтере
Смола заливается в кювету, которая может оснащаться опускаемой платформой. В этом случае принтер использует выравнивающее устройство для разглаживания тонкого слоя смолы, покрывающего платформу, непосредственно перед облучением. По мере изготовления модели платформа вместе с готовыми слоями «утапливается» в смоле. По завершении печати модель вынимается из кюветы, обрабатывается специальным раствором для удаления остатков жидкой смолы и помещается в ультрафиолетовую печь, где производится окончательная засветка модели.
Некоторые SLA и DLP принтеры работают по «перевернутой» схеме: модель не погружается в расходный материал, а «вытягивается» из него, в то время как лазер или проектор размещаются под кюветой, а не над ней. Такой подход устраняет необходимость выравнивания поверхности после каждой засветки, но требует использования кюветы из прозрачного для ультрафиолетового света материала – например, из кварцевого стекла.
Точность стереолитографических принтеров чрезвычайно высока. Для сравнения, эталоном вертикального разрешения для FDM-принтеров считается 100 микрон, а некоторые варианты SLA-принтеров позволяют наносить слои толщиной всего в 15 микрон. Но и это не предел. Проблема, скорее, не столько в точности лазеров, сколько в скорости процесса: чем выше разрешение, тем ниже скорость печати. Использование цифровых проекторов позволяет значительно ускорить процесс, ибо каждый слой засвечивается целиком. Как результат, производители некоторых DLP-принтеров заявляют о возможности печатать с разрешением в один микрон по вертикали!
Видео с выставки CES 2013, демонстрирующее работу стереолитографического 3D-принтера Formlabs Form1: http://youtu.be/IjaUasw64VE
Разновидности стереолитографических принтеров
Настольный стереолитографический принтер Formlabs Form1Как и в случае с FDM-принтерами, SLA-принтеры поставляются в широком диапазоне с точки зрения габаритов, возможностей и стоимости. Профессиональные установки могут стоить десятки, если не сотни тысяч долларов и весить пару тонн, но быстрое развитие настольных SLA и DLP-принтеров приводит к постепенному снижению стоимости аппаратуры без потери качества печати.
Такие модели как Titan 1 обещают сделать стереолитографическую 3D-печать доступной для небольших компаний и даже для бытового использования, имея стоимость в районе $1 000. Form 1 от компании Formlabs уже доступен по отпускной цене производителя в $3 299.
Разработчик же DLP принтера Peachy вообще намеревается преодолеть нижний ценовой барьер в $100.
При этом стоимость фотополимерных смол остается достаточно высокой, хотя средняя цена за последнюю пару лет упала со $150 до $50 за литр.
Само собой, растущий спрос на стереолитографические принтеры будет стимулировать рост производства расходных материалов, что будет вести к дополнительному снижению цен.
Перейти на главную страницу Энциклопедии 3D-печати
3dtoday.ru
3D-принтер — технологии, применение, как работает
Содержание статьи
Что такое 3D-принтер
3D-принтер — это устройство, работающее по принципу послойного формирования физического объекта из цифровой 3D-модели.
Процесс трехмерной печати еще называется быстрым прототипированием или аддитивным производством.

Настольный 3D-принтер
Технологии послойного формирования объектов называются аддитивные технологии от английского слова additive – добавлять. В отличии от традиционных способов получения деталей (фрезеровка, точение, распил и т.п.), на 3D-принтере детали получаются методом добавления материала (слоев), что позволяет добиться высокой экономии материалов. 3D-печать может осуществляться разнообразными материалами (от пластика до металла), а также несколькими технологиями, подробнее о которых мы расскажем ниже.
Управление 3D-принтером осуществляется программным способом. Для того, чтобы принтер воспроизводил физический объект, просчет задания на печать должен происходить в специализированном программном обеспечении, в которое загружается цифровая модель в формате для 3D-печати (STL). Специальная программа слайсер разбивает цифровую 3D-модель на слои и выдает сформированный бинарный код понятный для 3D-принтера. Далее полученный код может быть запущен на печать в программном обеспечении для принтера или записан на карту памяти для непосредственной печати без ПК.
Способы позиционирования печатающей головки 3D-принтера
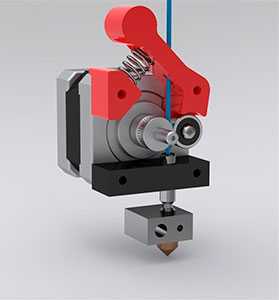
FDM экструдер
В зависимости от расположения и механики работы (кинематической модели) печатающего механизма, они подразделяются на следующие основные способы:
- Декартова, когда в конструкции используются три взаимно-перпендикулярные направляющие, вдоль каждой из которых двигается либо печатающая головка, либо основание модели.
- Дельта-робот: три радиально-симметрично расположенных двигателя согласованно смещают основания трёх параллелограммов, прикреплённых к печатающей головке
- Автономная: когда печатающая головка размещена на собственном шасси, и эта конструкция передвигается целиком за счёт какого-либо двигателя, приводящего шасси в движение.
Сферы применения 3D-принтеров
- быстрое прототипирование
- мелкосерийное производство
- изготовление мастер-моделей и форм для литейного производства
- изготовление бытовых предметов
- производство готовых изделий со сложной геометрией и внутренней структурой
- макетирование
- реклама
- в медицине для изготовления протезов и имплантатов, также ведутся исследования по 3D-печати внутренних органов человека
- строительство зданий и сооружений
- производства корпусов экспериментальной техники (от телефонов до оружия)
- пищевое производство
- другое
Основные технологии 3D-печати
Лазерная стереолитография (англ. laser stereolithography, SLA) — 3D-печать, с помощью которой объект формируется из жидкого фотополимера, затвердевающего под воздействием лазерного или ультрафиолетового излучения. Процесс формирования объекта происходит в ванне с жидким фотополимером. На платформе, погруженной в фотополимер путем засветки формируется изображение первого слоя объекта и происходит кристаллизация фотополимера. Затем платформа перемещается на толщину одного слоя (6-100 мкм) вверх и происходит формирование следующего слоя. Процесс формирования слоев продолжается до полного построения объекта, при этом жидкий полимер затвердевает и превращается в достаточно прочный пластик.

Схема 3D-печати SLA
Этот метод 3D-печати немного отличается от других, так как в качестве «строительного материала» используются не порошки, а фотополимеры в жидком состоянии. SLA технология применяется в промышленных 3D-принтерах. С помощью лазерной стереолитографии получаются объекты с высокой (до 6 микрон) точностью и гладкой, почти глянцевой, поверхностью не требующей постобработки.
Фотополимерный 3D-принтер и модель из фотополимера
Полимеризация фотополимерного пластика ультрафиолетовой лампой (англ. Digital Light Processing, DLP) — технология похожа на предыдущую (SLA), но пластик твердеет под действием ультрафиолета. DLP технология может использоваться как в промышленных, так и бытовых 3D-принтерах.
Выборочное лазерное спекание (англ. selective laser sintering, SLS) — 3D-печать, с помощью которой объект формируется из порошкового материала (пластик, металл) в следствие его расплавления лазерным лучом. При SLS печати, материал наносится на платформу тонким равномерным слоем (специальным выравнивающим скребком), после чего на поверхности платформы лазерным излучением формируется первый слой объекта. Затем платформа опускается на толщину одного слоя (16-80 мкм) и на неё вновь наносится порошковый материал. Температура в рабочей камере в процессе 3D-печати поддерживается на уровне чуть ниже точки плавления рабочего материала, что позволяет уменьшить необходимую для сплавления мощность лазера. Для предотвращения окисления материала процесс проходит в бескислородной среде.
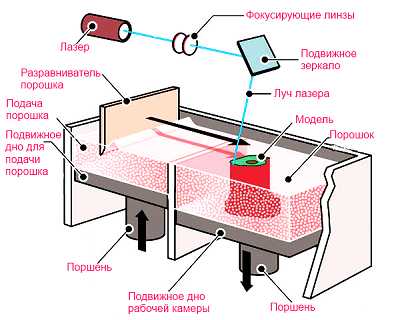
Схема 3D-печати SLS
Метод SLS-печати позволяет получать, в том числе, прочные металлические изделия, не уступающие аналогам произведенным традиционными способами, но в отличии от последних, имеющие сложную внутреннюю структуру. SLS применяется только в промышленных 3D-принтерах.

Изделие из металла полученное на 3D-принтере
Выборочное лазерное сплавление (англ. Selective laser melting, SLM) — технология лазерного плавления металлического порошка по математическим CAD-моделям. С помощью SLM-печати создаются сложные металлические детали узлов и агрегатов, а также неразборные конструкции с изменяемой геометрией.
Технология селективного лазерного плавления SLM очень похожа на SLS, однако в отличии от последней, материалы (порошки) подвергаются не спеканию, а плавлению до образования гомогенной (густой, пастообразной) массы, как это происходит в EBM-печати. В отличии от EBM, в SLM используется лазер. Данный процесс успешно заменяет традиционные методы производства, так как физико-механические свойства изделий, построенных по технологии SLM, зачастую превосходят свойства изделий, изготовленных традиционным способом. По принципу SLM построены только промышленные 3D-принтеры.
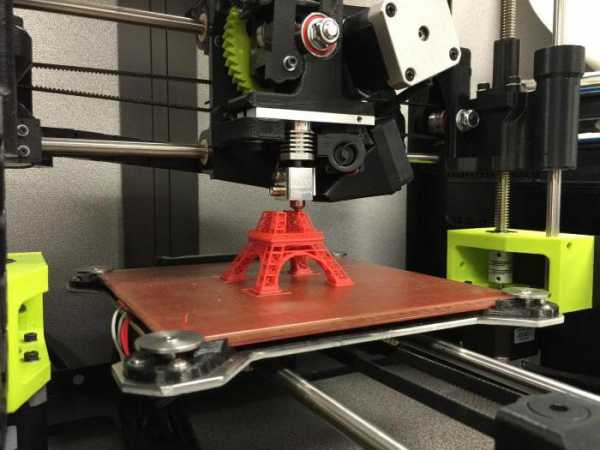
Технология 3D-печати FDM
Моделирование методом послойного наплавления (англ. Fused deposition modeling, FDM) — технология послойного создания трехмерных объектов за счет укладки расплавленной нити из плавкого материала (пластика, металла, воска). В качестве материалов для FDM-печати в большинстве случаев используются термопластики (ABS, PLA и др.), выпускаемые в виде катушек нитей или прутков.
FDM-печать была разработана в конце 1980-х годов С. Скоттом Крампом. Ее коммерческое распространение началось в 1990 году. На сегодняшний день FDM является самой распространенной технологией 3D-печати из-за простоты конструкции и низкой стоимости подобных устройств.
Термин «Fused Deposition Modeling» и аббревиатура FDM являются торговыми марками компании Stratasys. Участники проекта RepRap, придумали аналогичный термин «Fused Filament Fabrication» или FFF (Производство способом наплавления нитей) для использования в обход юридических ограничений. Термины FDM и FFF равнозначны по смыслу и назначению.
Принцип печати по FDM/FFF технологии заключается в нанесении расплавленного материала на рабочую платформу. Нанесенный материал быстро остывает и переходит из вязкого состояния в твердое. Следующий слой наносится на предыдущий и тем самым спаивается с ним. В процессе печати пластиковая нить или пруток под воздействием высокой температуры в экструдере размягчается и выдавливается на платформу. Часто в данном способе печати используют две рабочие головки (экструдера) — одна выдавливает на платформу рабочий материал, другая — растворимый материал поддержки. Материал поддержки позволяет строить сложные объекты без провисания слоев.
FDM-печать применяется как в промышленных, так и в подавляющем большинстве современных бытовых 3D-принтерах. Технология на сегодняшний день настолько распространена, что понятия «бытовой принтер» и «FDM принтер» многие пользователи считают синонимами.
Электронно-лучевая плавка (англ. Electron Beam Melting, EBM) — аналогична SLS/DMLS, только здесь объект формируется путём плавления металлического порошка электронным лучом в вакууме.
Электронно-лучевая плавка — метод плавки металла путем применения электронного пучка. Используется при плавке особо чистых материалов, например, сталей и титана, и материалов, стойких к высокой температуре и химическим воздействиям. При EBM-печати практически отсутствует загрязнение материала посторонними примесями, так как процесс проходит в вакууме. Промышленные электронные плавильные печи позволяют производить изделия длиной в несколько метров и весом несколько тонн.
Технология многоструйного моделирования (англ. Multi Jet Modeling, MJM) — основана на многоструйном моделировании с помощью фотополимерного или воскового материала. Используется в 3D-принтерах компании 3D Systems серии ProJet. Аналогичной технологией является PolyJet от компании Stratasys, которая сопоставима по качеству, но использует более дешевые материалы.
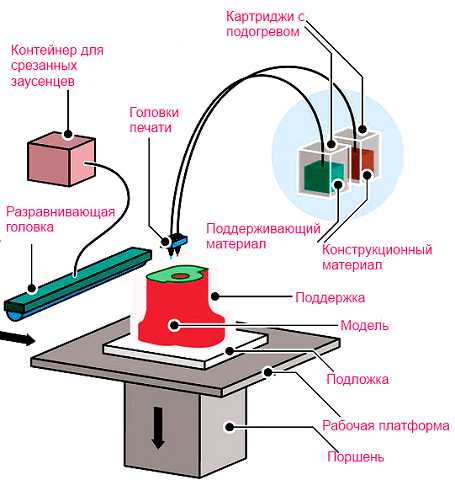
Схема 3D-печати MJM
Принцип MJM-печати заключается в следующем. Печатающая головка со множеством мельчайших сопел, расположенных линейно в несколько рядов наносит материал на рабочую поверхность по принципу струйной печати. Количество сопел начинается от 96 для младших моделей 3D-принтеров и достигает 448 для продвинутых моделей. Блок сопел движется вдоль рабочей поверхности и наносит слой жидкого фотополимера. Затем, УФ-лампа засвечивает только что нанесенные частицы материала, в результате чего тот затвердевает, формируя прочный слой. Операции нанесения и засвечивания материала повторяются до полного построения объекта.
Технология цветной струйной печати (англ. Color Jet Printing, CJP) — построена на принципе послойного склеивания и окрашивания композитного порошка на основе гипса или пластика. CJP применяется в 3D-принтерах компании 3D Systems серии ProJet. До этого данный принцип печати назывался 3D Printing (3DP) и был разработан в Массачусетском технологическом институте (MIT) в 1993 году. CJP (3DP) позволяет быстро создавать как одноцветные, так и полноцветные прототипы из композитного порошка.

Изделие полученное на CJP 3D-принтере
Принцип CJP-печати основан на склеивании основного материала (композитного порошка) связующим. Связующий материал — склеивает и окрашивает вместе частицы в нужных местах, формируя изделие. Построение объекта происходит послойно. Сначала материал модели равномерно тонким слоем распределяется по всей поверхности платформы камеры построения. Потом на этот слой наносится связующий материал, склеивая и окрашивая частицы между собой согласно цифровой 3D-модели. Затем платформа смещается вниз на толщину слоя (100 мкм). Операции нанесения материалов повторяются слой за слоем до полного построения модели.
Ламинирование (англ. laminated object manufacturing, LOM) — способ формирования объектов послойным склеиванием (нагревом, давлением) тонких листов рабочего материала с вырезанием (с помощью лазерного луча или режущего инструмента) соответствующих контуров на каждом слое.
Объекты, напечатанные техникой LOM, могут быть дополнительно модифицированы путем механической обработки или сверления после печати. Толщина слоя при печати таким способом зависит от используемого материала, как правило, равна толщине обычной бумаги для копирования.
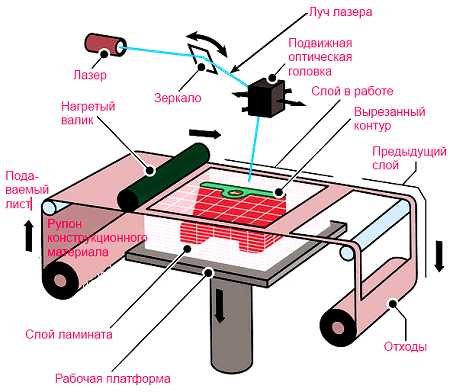
Схема 3D-печати LOM
Ламинирование не совсем относится к традиционным технологиям 3D-печати, поэтому не очень распространено. 3D-печатm таким способом требует использования материала поддержки, который затем очень затруднительно удалять, особенно на объектах с высокой детализацией.
Биопринтеры — экспериментальные установки, в которых печать 3D-структуры будущего объекта (органа для пересадки) производится каплями, содержащими живые клетки. Далее деление, рост и модификации клеток обеспечивает окончательное формирование объекта.
Понравилось? Покажи друзьям!
3d-week.ru
Простой бюджетный 3D принтер Tronxy X1
Приветствую друзья.
В процессе своего работы над своим проектом умного дома я не раз приходил к мысли о покупке 3Д принтера — это здорово бы облегчило различные задачи — например распечатка держателей, корпусов, переделка вилок питания и многое другое.
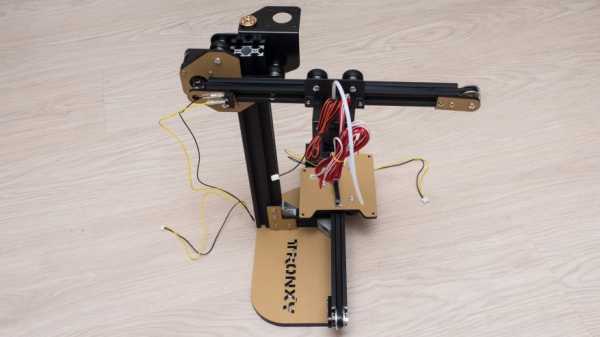
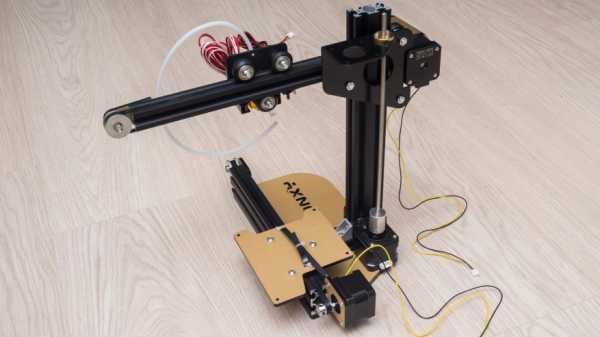
Каких-либо жестких требований у меня не было, хотелось просто посмотреть, что такое 3Д печать в домашних условиях, научиться работать с 3Д моделями и решить ряд прикладных задач по распечатке. В качестве своего первого 3Д принтера я выбрал бюджетную модель Tronxy X1, с областью печати 15*15*15 сантиметров, поддержкой PLA и ABS пластика и толщиной слоя печати от 0.1 мм.
Куплен здесь — GearBest на момент написания обзора цена — $129.99
Banggood ($188.88) Aliexpress ($145.20)
Поставка
Приезжает принтер в довольно объемной коробке, при заказе смотрите стоимость доставки — при таком весе и объеме она уже не будет бесплатной.

Упаковано все неплохо, проложено противоударной пенкой. Ящик — оригинальный, заводской, просто вывернутый наизнанку — чтобы не было видно надписей.

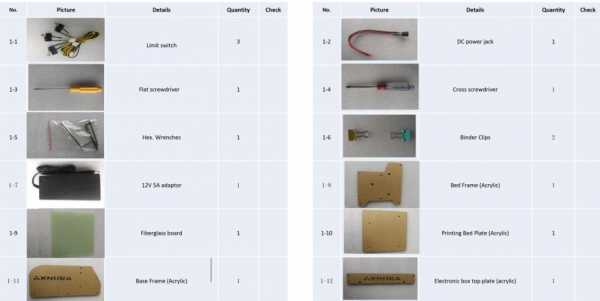
Принтер поставляется в виде конструктора, детали которого разложены в отделения из той же противоударной пенки.

Все разложено в два “этажа”, акриловые и алюминиевые детали корпуса, крепеж, двигатели, ремни, электроника, провода и все остальное.

Есть даже пара отверток и гаечный ключ в комплекте, в принципе, принтер можно собрать прямо из ящика, без привлечения дополнительных инструментов.

Пакеты с крепежом — подписаны по диаметру и длине винтов, типу и диаметру гаек.

Еще в комплекте идет USB картридер с установленной в него 8 ГБ MicroSD картой, на которой находятся вся необходимая документация и софт.

Содержимое флешки — инструкции по сборке и работе, список деталей, готовые модели для пробной 3Д печати. В папке Software — драйвера для принтера, редактор Repetier — Host для слайсинга и печати 3Д моделей и ссылка на сайт для скачивания последней версии редактора.
 |  |
Сборка
Собирается принтер, даже при отсутствии опыта, за 3-4 часа без спешки. Инструкция на английском языке, с картинками, все понятно и доходчиво.
 | 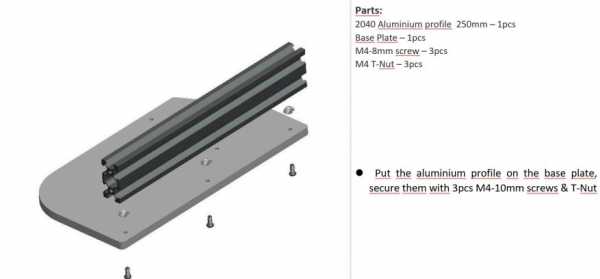 |
Просто делаем ровно то, что нарисовано в инструкции шаг за шагом.
 |  |
Сразу хочу обратить внимание, что при установке движущихся блоков заметен значительный люфт, все же это бюджетная модель.
 | 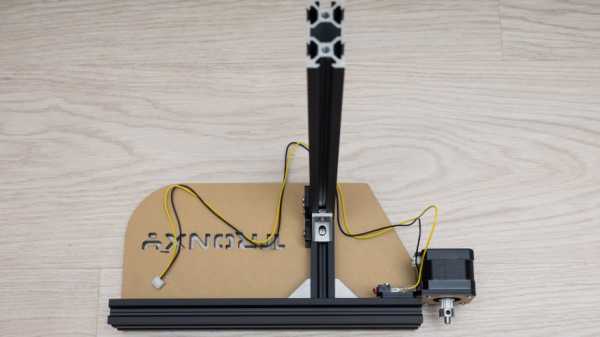 |
Я избавился от люфта довольно просто — наращивал внешний диаметр роликов при помощи разрезанной вдоль изоленты.
 | 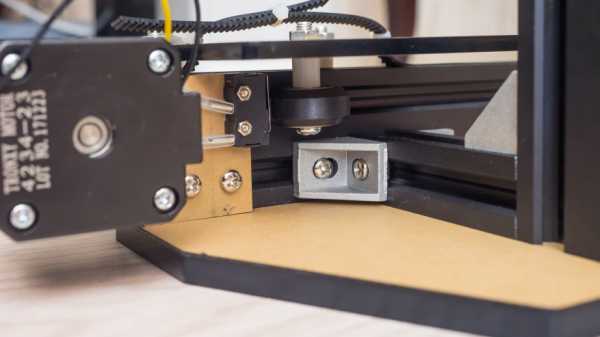 |
Так я исправил люфт на оси X и Z. Сама печатающая головка — не люфтит.
 |  |
При установке резиновых ремней ставим натягивающие блоки с роликами не в самом конце алюминиевых профилей, а ближе. А уже после того как ремни закреплены на печатном столе или головке — перемещаем блоки к концу, натягивая ремень и фиксируя блок винтами.
 |  |
Последним — 26 — шагом, идет сборка модуля управления — материнская плата устанавливается в корпус. Но перед тем как собрать корпус, нужно подключить все провода, делать это удобнее в самом начале сборки модуля.
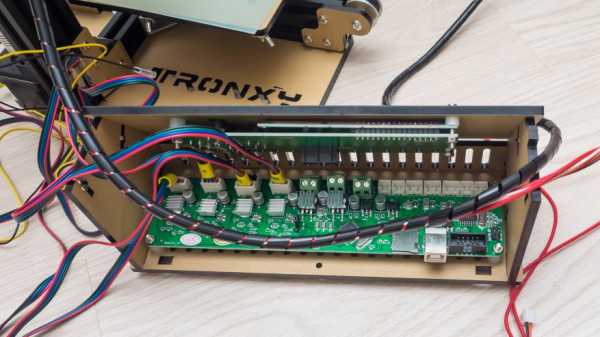 | 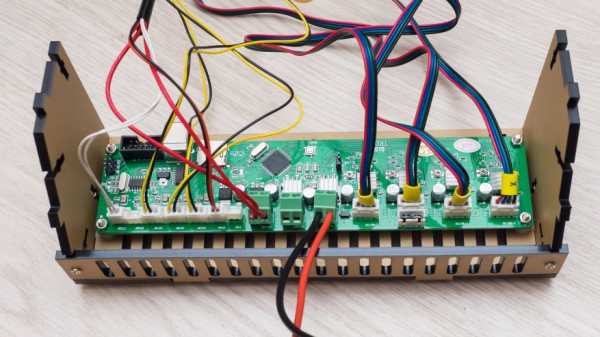 |
Заключительный этап сборки — провода. Их довольно много, и, чтобы не мучиться, я сразу упаковал их в комплектный пластиковый короб-жгут. Его хватает на упаковку всех кабелей от модуля управления к принтеру.
 | 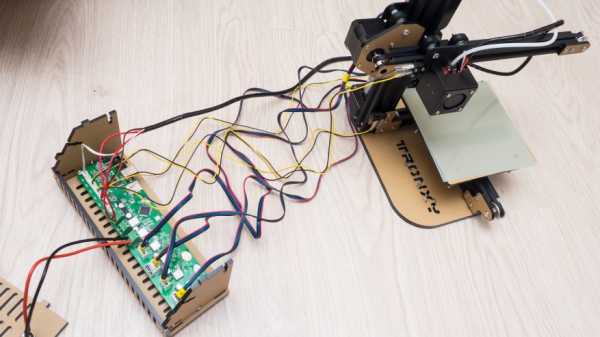 |
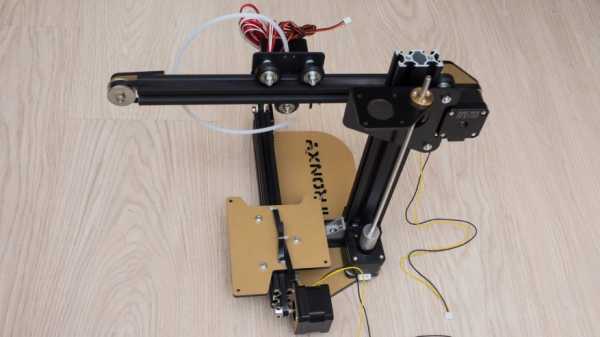
Наконец сборка завершена. Я не сразу стал отклеивать защитную бумажную пленку от акрила, чтобы не поцарапать корпус во время сборки.

Загадочна душа китайского производителя. Щедрой рукой он насыпал крепежа, которого с лихвой хватило и еще много осталось, но при этом вместо одного тестового прутка PLA пластика для печати мне достался пакет с обрезками. Я даже не знаю, как это адекватно прокомментировать.
 |  |
Первое включение
Первое включение принтера — для того, чтобы убедиться, что он работает и все прошло успешно.
 При помощи управляющих клавиш и экрана я выставил печатающую головку в начальное положение, убедившись что все двигатели осей подключены корректно. Описание меню и действий кнопок описано в прилагающемся файле — Operation Instruction.
При помощи управляющих клавиш и экрана я выставил печатающую головку в начальное положение, убедившись что все двигатели осей подключены корректно. Описание меню и действий кнопок описано в прилагающемся файле — Operation Instruction.
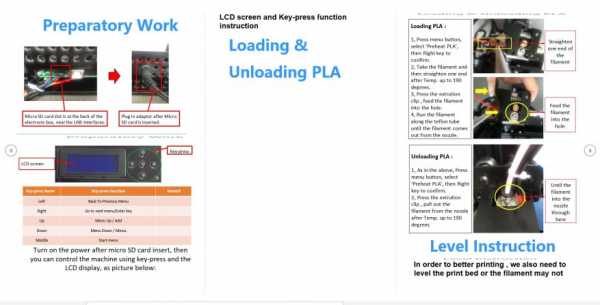 |  |
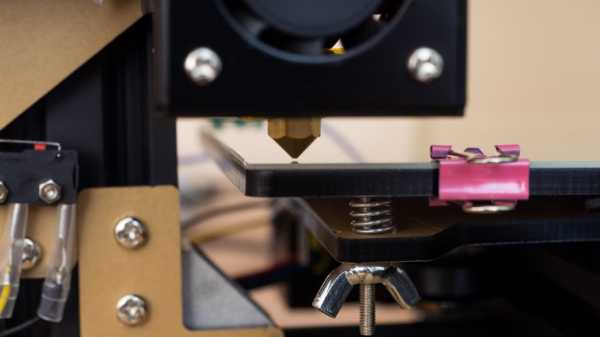
Далее — настройка стола. Печатающая головка вручную выставляется чуть-чуть выше стола, под это положение подгоняется концевой выключатель. Далее, так же вручную, под установленную в 0 головку, подгоняется при помощи винтов и пружин столик для печати, так, чтобы между соплом и столом внатяг проходил лист бумаги. Для всех углов.
 | 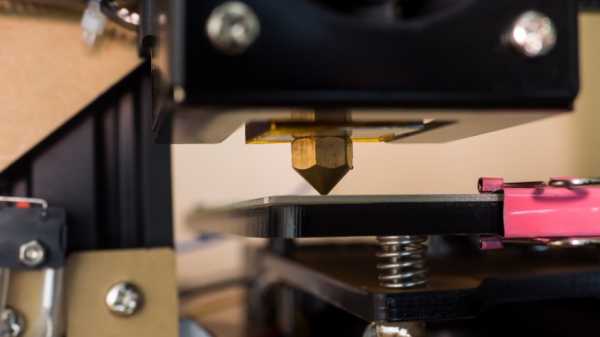 |
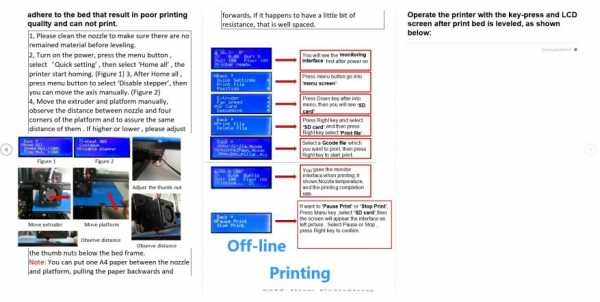
Из-за того, что мне достались огрызки прутка вместо целого куска, мне пришлось ограничиться только тестовой печатью. Для нее я использовал пример gcode файла из флешки. Сначала принтер разогревает сопло, довольно быстро. Печать начинается с небольшой подложки, по площади чуть большей, чем создаваемый предмет. Процесс печати выглядит завораживающе, сначала головка печатает внешние стенки, потом внутреннюю укрепляющую конструкцию.
Первый блин, конечно, комом. Изначально я не совсем ровно установил принтер, из-за чего поехала геометрия, а во-вторых, приходилось вручную подпихивать куски прутка, из-за чего страдала непрерывность подачи, что мгновенно сказывалось на детали — в некоторых местах головка проходила просто вхолостую.

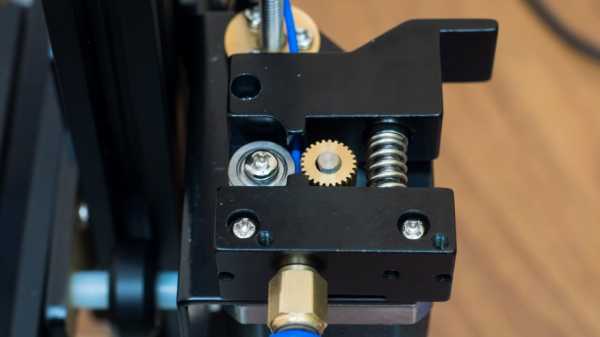
Сразу на этих же огрызках я сделал еще одну попытку — принтер уже стоит ровно, и я немного наловчился с прутками, далеко не идеал, но намного лучше. Кстати при печати потребляется 60 Ватт энергии. Надо обращать внимание на шестеренку прутка — установить при помощи винта так, чтобы не проскальзывало и не стопорилось от излишнего усилия.
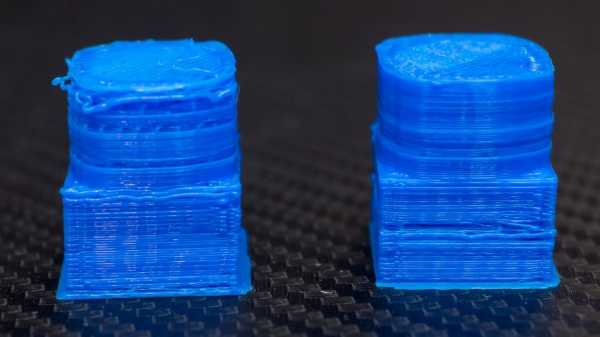
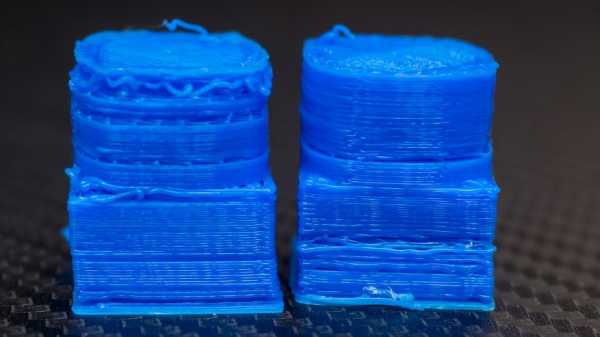
Сравнение деталей первого теста, PLA пластик
Первая деталь, заметно скошены в сторону вертикали, пропуски из-за неравномерности подачи кусков пластика. Удачные слои выглядят вроде неплохо.
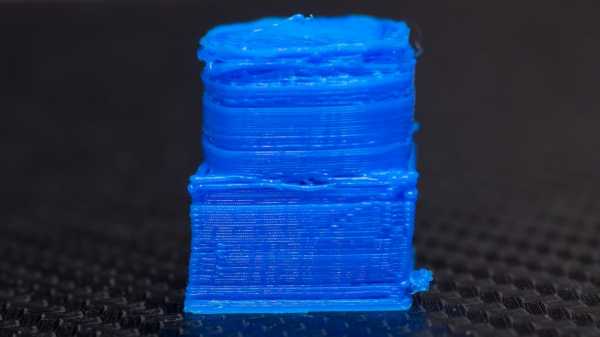
Ракурс с самой неудачной стороны тестовой детали, большие пропуски, а затем “колбасы” пластика, который начинал выходить просто в воздух.
Заливка верхней части детали, также видны провалы на месте отсутствия пластика.
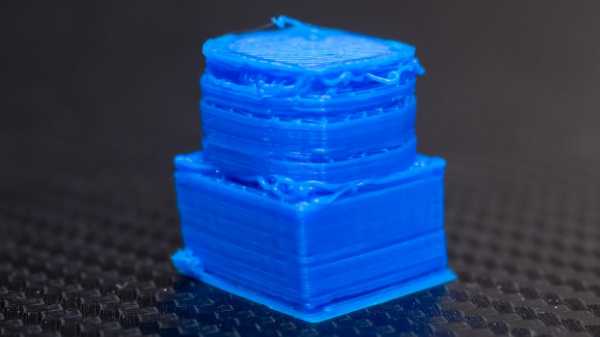
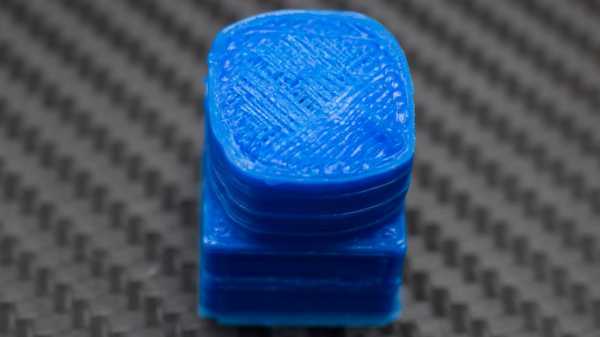
Повторная распечатка справа — геометрия уже нормальная, тренировка на первой детали дает знать, пропусков намного меньше.
Нормальный переход от квадратного сечения к округлому, верхняя часть детали практически без изъянов.
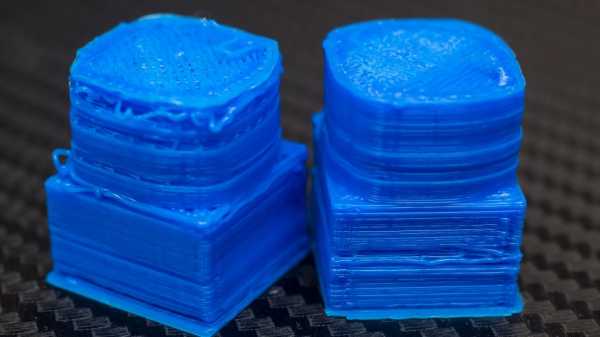
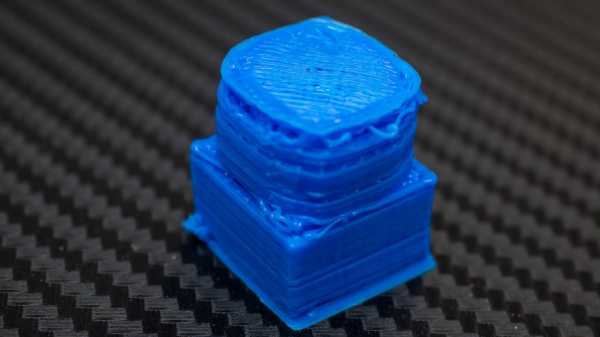
Верхняя часть, кусок пластика закончился, немного не дойдя до половины заливки. Но там часть, что успела напечататься — выглядит неплохо.
Наиболее неудачная сторона детали — прекращение подачи в течении секунды сразу же необратимо губит деталь.
Сторона, находящаяся на печатном столе, на ощупь идеально гладкая. Кстати, от стола отлипает без особенных усилий.

Видео версия обзора до этого момента
Опыты с ABS пластиком
Я конечно слышал, что без стола с подогревом не стоит ждать хорошего результата от печати ABS, но подумал — что не космическую же ракету печатаю, попробую взять на пробу полкило ABS.
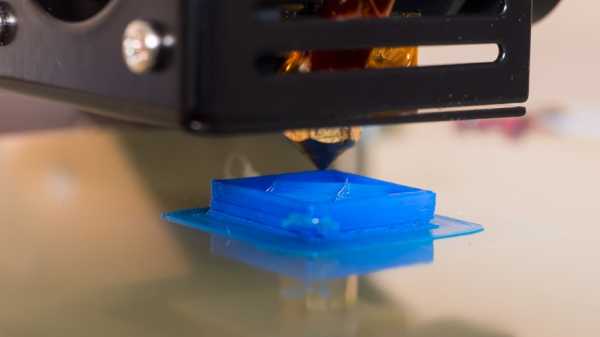
Эксперименты начались не только с разными типами слайсеров, но и с разными поверхностями стола. Здесь мои попытки распечатки переходника под евророзетку для тройной китайской вилки шлюза Xiaomi.
На фото ниже (левое фото нижняя часть, правое — верхняя) — слева направо слайсер Cura, настройки по умолчанию на комплектном столе, выставлено (кроме параметров принтера) только температура нагрева, слайсер Slic3r — немного уже поковырял настройки печать на малярный скотч, и снова Cura, уже более вдумчивые настройки — заполнение поднято до 30%, все максимальные скорости выставлены до 40 мм/сек — на малярный скотч с нанесенным на него клеем ПВА (надо дождаться высыхания). Пока это лучший результат, но конечно далек до идеала.
 |  |
Третий вариант я уже посчитал возможным использовать — для этого в контактах вилки шлюза были размечены
 |  |
а затем и просверлены отверстия, чтобы лучше держалось я прорезал в них резьбу для винта М3
 |  |
Далее привинчены круглые контакты от самой простой и дешевой разборной вилки из Leroy Merlin и на все это дело сверху надет распечатанный переходник
 |  |
Третий контакт выполняет свою роль — заземления, и конткатирует с заземлением евророзетки. Я планировал приклеивать переходник клеевым пистолетом, но за счет торчащих винтов он сел туго — приклеивать я не стал.
 |  |
В розетку входит идеально, как родной, намного лучше и надежнее, чем использовать обычный переходник.
 |  |
Далее я пробовал распечатать настенный кронштейн для камеры Dafang 1080p. Слева — слайсер Slic3r на малярный скотч, справа — уже опробованные на переходнике настройки Cura + ПВА. В первом варианте — круглая подставка сильно отклеилась в процессе печати, вышла гораздо более тонкой чем планировалась и выгнутой, на вертикальной части — вверху непонятные «колбасы» пластика. Второй вариант получился с нормальной толщиной, практически ровная, лучше заполнение, «колбасы» есть но намного меньше.
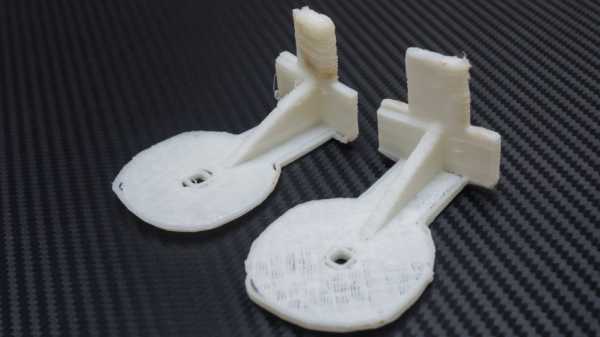 |  |
Вид с другой стороны. Второй вариант значительно лучше, но далек от идеала, хотя уже может и использоваться. Надеюсь мне удастся избавится от странных пропусков между периметром детали и внутренней заливкой, ососбенно это хорошо заметно на переходе от круглой площадки к вертикальному держателю.
ABS пластик достаточно прочный и второй вариант кронштейна вполне можно использовать в запланированных целях.
 |  |
Вывод
3D-печать оказалась на редкость увлекательным занятием. Процесс создания материальных объектов можно наблюдать часами.
Что касается этой модели — простенький и бюджетный вариант, требующий допила, но тем не менее заработавший сразу после сборки. Думаю, что несмотря на заявленную поддержку — ABS — это не его, следующий пруток возьму PLA. Для моих нетребовательных задач подходит, хотя не исключаю, что в будущем обзаведусь более продвинутым устройством с подогревом стола и большей областью печати.
На этом все, гуру 3Д печати — буду благодарен за советы 🙂
Спасибо за внимание.
www.ixbt.com
3D печать и 3D принтер, что же это такое?
March 13, 2016
В самом начале нынешнего века 3D стало неотъемлемой частью нашей жизни. Первоначально оно вызывало ассоциации с миром кино, мультфильмов или фотографий. Но сомневаемся, что в наше время есть хоть один человек, который не слышал что такое 3D-печать.
Что же это за новый термин, как он способен повлиять на Буденную жизнь, производство и науку, мы с вами увидим в данной статье.
В самом начале предлагаем вам небольшой экскурс в историю. Хотя о 3Д печати начали массово упоминать лишь на протяжении недавних лет, в действительности она действует уже довольно давно. Еще в 1984 году компания Charles Hull разработала 3Д печать, источником для которой были бинарные данные, и уже 2 года спустя получила патент на изобретение по имени стерео литография. В том же году инженерам удалось изготовить первый в мире промышленное 3Д печатающее устройство. Некоторое время спустя за разработку перспективного направления взялась и компания 3D Systems, она еще в 1988 г. создала образец принтера для 3Д печати в домашних условиях, а именно SLA – 250.

Через короткий промежуток времени, торговая марка Scott Grump смогла реализовать моделирование плавлеными осаждениями. После пары лет затишья, в 1991 году компания Helisys изобретает и выдает на общий суд новейшую методику многослойного оттиска, а уже через год, в 1992, в компании DTM видит свет одна из первых систем селективного сваривания лазером. После чего, в 1993 году создается организация Solidscape, и занимается массовым производством принтеров струйного типа, которые имеют возможность воссоздавать разные объекты, имеющие практически идеальную поверхность, и при этом обладая сравнительно не большими затратами. В это же время Массачусетский институт показал свою технологию 3Д печати, чем то похожую на ту, которая используется в стандартных струйных печатающих устройствах. Но все же наибольший пик развития 3Д печати попадает на 21 век.
В 2005 году увидел свет 3D принтер, который не просто создавал детали, а делал их цветными. Продукт компании Z Corp имел имя Spectrum Z510, а практически уже через пару лет появился принтер, который мог воссоздавать до 50% всех элементов, из которых был сделан. Сегодня среда использования 3Д печати неуклонно ширится, ведь с ее помощью, как оказалось, можно создать практически все, начиная от внутренних органов живых существ и заканчивая банальной мебелью. Но о сферах использования 3D принтеров мы упомянем чуть ниже.
3D печать, как это действует
По сути, 3D печать это точное воссоздание смоделированной на компьютере детали, при помощи специального печатающего устройства. Изначально цифровая модель это STL-документ, а уже потом 3Д принтер, из такого файла делает реальный объект. Сам же процесс печати это периодически повторяющееся нанесение слоев, на рабочий стол (элеватор), с постепенным его движением вниз, а впоследствии уборка излишков печатающей смеси. Циклы печати монотонно сменяют друг друга, и с каждым из них элеватор опускается вниз на заданную высоту, таким путем и создается сама деталь.
Как работает 3D принтер
Как оказалось 3D печать способна отлично заменить мелкое прототипирование деталей. В отличии от обычного принтера, способного воссоздавать только фотографии, 3D машина делает настоящие объекты. Сегодня такие аппараты способны работать с фотополимерными смолами, пластиковыми проволоками разной толщины, порошком из керамики и металл глиной.
Что же такое 3d принтер?
В основе такого устройства лежит постепенное воссоздание объекта из файла, с послойным нанесением вещества. По сути, деталь как бы растет и, в конце концов, заканчивая свой рост, превращается в готовое изделие. К достоинствам именно 3D печати следует отнести простоту процесса, ее невысокую стоимость и главное высокую скорость работы. Например, для того чтобы создать какую ни будь сложную деталь вручную, может понадобиться очень много усилий и времени — вплоть до месяцев. К тому же при традиционном способе предварительно необходимо создать чертежи и проверить их. Как результат производитель имеет более высокие затраты на разработку и долгое время на нее же.
3D технология напрочь лишена вышеописанных недостатков, тем более при ее применении различные моменты и неполадки, которые могут возникнуть, устраняются еще в процессе разработки, а не изготовления, как при ручном проектировании. Так же при компьютерном моделировании детали, инженер еще на первых стадия может протестировать ее и рассмотреть со всех ракурсов, а в случае обнаружения недостатков, сразу устранить их. Именно поэтому наличие ошибок в напечатанных деталях полностью исключено.
На сегодня есть сразу несколько разных методик 3Д печати, и отличаются они именно способом нанесения слоев. Давайте поговорим о главных из них. Основными технологиями 3D печати являются SLS (селективное лазерное сплетение), НРМ (наложение слоев плавлением материалов) и SLA (стереолитиография). Наиболее востребованной, благодаря своей высокой скорости, выступает именно технология SLA.
Технология SLA
Лазерный луч направляется на фото полимер, и тем самым дает нанесенному материалу отвердеть. В роли фото полимера применяется полупрозрачное вещество, которое способно деформироваться под воздействием атмосферной влаги. После своего затвердевания такой материал можно легко склеивать, обрабатывать и окрашивать. Сам рабочий стол (элеватор) прибывает в ёмкости наполненной фото полимером. После нанесения очередного слоя, лазерный луч проходит по нему, делая твердым, и рабочий стол смещается вниз.
Технология SLS
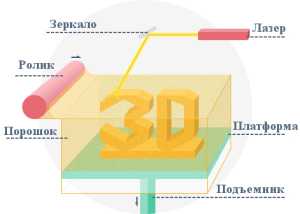
Это так называемое спекание или сплавление составов порошкового типа, SLS — одна из немногих методик, способная изготовить формы, как для пластикового литья, так и металлического. Пластиковые объекты имеют превосходные механические качества, в силу чего их спокойно можно использовать для создания полноценных деталей механизмов. В SLS берутся материалы, которые по своим параметрам близки к законченным продуктам, таким как керамика, пластик либо металл.
Сам принтер построен следующим образом – порошок наносится на поверхность элеватора и под действием лазера спекается в твердый слой, соответствующий необходимым требованиям.
Технология DLP
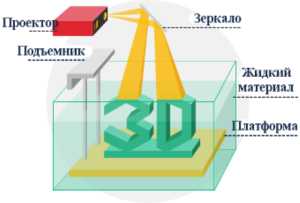
Технология DLP – присутствует на рынке трех мерной печати сравнительно недавно. Стереолитографические печатающие устройства в наши дни позиционируются в качестве альтернативы FDM моделям. Такие устройства используют методику обработки световым излучением. В отличии от аналогов где для печати применяются пластиковые проволоки и элементы нагрева, тут используются фотополимерные смолы в совокупности с DLP-проектором. Несмотря на замысловатое название DLP 3D принтер, практически не отличается от любых других серийных собратьев. Нужно так же заметить что разработчики из компании QSQM Technology Corporation, уже начали создавать первые устройства данной серии.
Технология EBM
Нужно заметить, что методики SLS/DMLS – не единственные, способные осуществлять печать металлом. Сегодня для таких целей применяется и электронно-лучевая плавка. Как показали тесты в лаборатории, нанесение слоев металла, посредством плавки проволоки, малоэффективны, именно поэтому и был разработан особый материал – металлоглина.
Металлическая глина, выступает как бы чернилами при электронно-лучевой наплавке, она делается из совокупности клея, стружки металла и воды. Чтоб преобразовать чернило в твердое вещество, его необходимо разогреть до температуры, при которой вода и клеящая смесь испарятся, а металлическая стружка сплавится воедино.
Как работает EBM 3d принтер
Точно такой же вариант применен и при работе с SLS принтерами, с той лишь разницей, что EBM-модели создают для плавки металла глины, упорядоченные электрические импульсы, а не лазерный луч. Такой подход позволяет достигнуть отличного качества изготавливаемых объектов и превосходной детализации. Сегодня в продаже существуют только промышленные устройства, с задействованием EBM технологии.
Технология НРМ (FDM) HPM
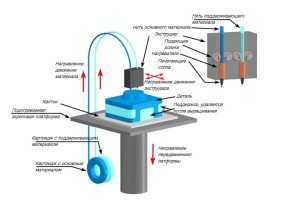
Эта технология может изготавливать не просто модели, а полностью готовые детали из различных видов пластика. К ее достоинствам следует отнести возможность использования промышленного сырья, в то время как на других устройствах это невозможно. Детали, созданные по технологии НРМ (FDM) HPM обладают отличной стойкостью к любым видам воздействий, а так же высокой прочностью.
Печать с применением технологии НРМ отличается хорошей гладкостью поверхности, легкостью в эксплуатации и способностью работать в офисе. Объекты, изготовленные из термопластика, обладают хорошей стойкостью к повышенным температурам, механическим воздействиям, разным химическим реагентам, а также влажной и сухой среде.
Растворимые сопутствующие материалы дают возможность изготавливать довольно сложные многоуровневые формы, а также полости и отверстия, которые получить обычными средствами очень сложно. Принтеры, работающие НРМ, изготавливают детали путем нанесения серии слоев, один на другой, при этом металл разогревается до полужидкого состояния и выдавливается через сопло, на определенные места, запрограммированные на ПК.
Чтобы производить печать с применением методики НРМ используют сразу два разных материала, основной нужен для создания самой детали, а дополнительный для поддержки. Нити и того и другого металла подводятся в головку устройства, которая движется и налаживает металл, образовывая слой. После завершения очередного слоя, платформа опускается, и головка принимается за следующий слой. Когда 3D-принтер уже закончит производство детали, нужно отделить вспомогательный металл, либо растворить его моющим средством. Изделие готово к работе.
Сегодня большой популярностью пользуются не только автоматические устройства HPM, но и ручные их версии. Такие аппараты, по сути, являются ручками для изготовления 3D объектов. Такие ручки сделаны, как и автоматические принтеры, с той лишь разницей, что их головку человек держит в руке и дозирует наплавляемый материал.
Естественно что, как и технологии, сами аппараты тоже отличаются друг от друга. Если у вас модель типа SLA, то работать по методу SLS он не сможет, т. е. любой из принтеров способен обрабатывать детали только по своей индивидуальной технологии.
Области применения 3D печати
3D печать открыла новые горизонты в таких отраслях как, строительство, медицина, образование, создание одежды, производство, ювелирное искусство, и даже в пищевой индустрии.
К примеру, в архитектурном деле, 3Д печать способна создать модели домов, или полностью целых микрорайонов, со всеми их особенностями. При таких работах применяется дешевая гипсовая смесь, которая делает себестоимость моделей очень низкой. Широчайшая цветовая гамма 390 тысяч оттенков CMYK дает возможность легко реализовать абсолютно любую, даже самую необычную идею архитектора.
3d принтер в области архитектуры
Сегодня можно смело предположить, что в сфере строительства скоро произойдет гигантский прорыв. Инженерам из Калифорнии удалось создать уникальную систему 3Д печати объектов в натуральную величину. Она действует подобно крану, который возводит стены домов. К примеру для того чтобы напечатать полно объемный двух этажный дом, принтеру нужно всего 20 часов. После чего строителям необходимо будет всего лишь отделать стены. 3D House становится все более и более популярным.
Остальные отрасли применения
Уже сегодня ведущие работники медицины способны с помощью 3D принтера воссоздать отдельные участки человеческого скелета, благодаря которым проводить операции стало намного легче, а сами имплантаты лучше приживаются. Также широкой популярностью печатающие технологии пользуются и в стоматологической сфере, изготовленные таким образом имплантаты более качественные.
Сравнительно недавно ученым из Германии удалось напечатать человеческую кожу. Сырьем для ее создания служит гель, изготовленный из кожи донора. Еще в 2011 г. специалистам посчастливилось изготовить с помощью 3D принтера живую почку человека.
Как видно из выше сказанного, возможности 3D принтеров имеют огромный потенциал. Устройства, готовящие вкуснейшие блюда, делающие протезы и внутренние органы людей, игрушки и инструкции к эксплуатации, туфли и куртки — это уже не фантастика — а наше настоящее. А что ждет нас в скором будущем, на этот вопрос наверняка сможет ответить только фантаст с хорошим воображением.
lab-37.com
3D принтере для строительства домов, миф или реальность?
Сегодня сложно сказать, кто первым додумался попробовать напечатать на 3D принтере жилой дом, но уже сейчас понятно, что в недалеком будущем технология трехмерной печати станет неотъемлемой частью строительного дела.
В начале двухтысячных годов сразу несколько независимых друг от друга групп ученых начали исследования в области применения технологии 3D печати в строительстве.

Инженеры из Китая, США, Великобритании и Нидерландов усердно трудились, не покладая рук. Вполне возможно, что через пару лет каждый желающий сможет купить 3d принтер для строительства домов на розничном рынке. Пока это всего лишь догадки.
Давайте остановимся подробнее на уже достигнутых результатах.
Дом на 3d принтере – миф или реальность?
Группе инженеров британского Университета Лафборо, работающих под руководством доктора Сунгву Лима, удалось создать уникальный цементный состав, позволяющий печатать изделия любых форм: выпуклые, краеугольные, изогнутые, кубические.

Исследователи отказались от применения технологии лазерного спекания и цифровой обработки светом. Вместо этого они вернулись к истокам 3D печати в лице несколько видоизмененной технологии послойного наплавления.
Усовершенствованная цементная формула укладывается методом экструдирования, что позволяет значительно упростить строительные работы, так как исключается необходимость в опалубке. Готовые бетонные фигуры легко поддаются корректировке и отделочным работам.
Эксперименты британских инженеров не прошли бесследно. Их идея вызвала живой интерес ученых из Южно-Калифорнийского университета. Они предложили использовать огромные машины для 3D-печати непосредственно на строительных площадках.
На данный момент в патентное бюро США был направлен проект под названием Contour Crafting, на основе которого планируется собрать огромный принтер, который сможет печатать дома в сборе: не только несущие стены, но и проводку вместе с сантехникой.
Компании, опередившие время
В шанхайской компании Shanghai WinSun Decoration Design Engineering Co не стали дожидаться, пока американские конструкторы соберут футуристическую машину. Вместо этого предприимчивые инженеры собрали собственный 3D-принтер WinSun, поразивший мировую общественность в первую очередь своими размерами.
Аппарат 150 метров длиной и 10 метров шириной способен всего за несколько часов напечатать здание высотой до 6 метров. 3d строительный принтер WinSun в качестве «чернил» использует цемент, усиленный стекловолокном.

Компания уже применила свое изобретение на практике. Пока речь идет про недорогое, несложное одноэтажное жилье, однако в Shanghai WinSun переполнены энтузиазмом. Тестовые образцы обошлись предприятию на 50% дешевле, чем при использовании классических методов строительства.


Справедливости ради, стоит заметить, что опытные образцы домов, несущие стены которых напечатаны с помощью принтера, появились не только в Шанхае. В США активно развивается частный проект по строительству жилых конструкций. Руководит ним молодой и амбиционный инженер Андрей Руденко.
В отличие от остальных, Андрей планирует создать принтер, который сможет печатать дома не только на подготовленной строительной площадке, но и на холмистой местности. Автор проекта уже добился значительных результатов в своих начинаниях, о чем свидетельствует данное видео:
Пока работа над основным проектом находится в самом разгаре, Руденко решил продемонстрировать общественности, на что способен принтер, собранный по его технологии.
В результате в Миннесоте появился небольшой импровизированный замок, доказывающий, что идеи Андрея имеют право на реализацию:

Дом, напечатанный на 3d принтере по доступной цене
Словенская компания BetAbram занялась серийным производством строительных принтеров. На данный момент модельный ряд продукции словенского производителя ограничен тремя моделям – P1, P2 и P3.
Стоимость бюджетной модели составит «всего» 12000 евро, в то время как флагманы линейки будут продаваться по цене от 20000 евро. Учитывая, что аппарат может печатать несущие конструкции, его стоимость полностью себя оправдывает. Но что более важно, окупает себя с лихвой.

В компании утверждают, что принтер BetAbram P1 способен напечатать бетонное здание без опалубки объемом 144 квадратных метра. Примечательно, что высота аппарата составляет чуть больше двух метров.
Специальная платформа, водруженная на регулируемые по высоте рельсы, оперативно поднимает экструдер по оси Z, в то время как размеры осей X и Y ограничены (например, для принтера P3 16 х 9 метров).
А как же насчет внутренних стен? Все, описанные выше технологии и изобретения ориентированы на строительство внешних конструкций. Но на рынке трехмерной печати нашлись компании, которые всерьез задумались над обустройством жилого пространства изнутри.
К примеру, Emerging Objects изобрели соляной полимер для печати межкомнатных перегородок, изящно зондирующих помещение. Соединив воедино строительный клей и соль, добытую в пруду Редвуд-сити, изобретатели получили недорогой, легкий, водостойкий, полупрозрачный материал.
Первым проектом Emerging Objects стал 3D-печатный дом под кодовым названием 1.0. Стены в комнатах целиком и полностью печатаются из новоизобретенного материала Saltygloo. В результате получается очень красивый, изящный и достаточно прочный дом, который станет украшением любой курортной зоны.

Рональд Раэль решил не останавливаться на достигнутом. Недавно функционер, возглавляющий Emerging Objects, сообщил, что планирует возвести дом из современных 3D-печатных материалов.
Внутренние стены, как уже говорилось, будут сделаны из Saltygloo, а наружные напечатают из Picoroco – запатентованных чернил, являющих собой цементный полимер. Стоит отметить, что все строительные элементы печатаются на промышленном оборудовании.
3d принтер и строительство домов, как взаимодополняющие элементы.
В Нидерландах решили пойти немного другим путем. Исследователи, представляющие лабораторию Sabin Design при Корнельском университете, решили, что современная промышленность не готова к печати домов целиком. Вместо этого они сосредоточили свои усилия на печати керамических кирпичей.
Ученые решили обойти традиционные трудоемкие методы строительных работ, заменив шлакоблоки, цементный раствор и физический труд с помощью изделия под названием PolyBricks.

Специалисты из Sabin Design решили отказаться от традиционных клеящих составов. Кирпичи Polybrick создавались с учетом классических столярных технологий, применяющихся строителями для скрепления между собой деревянных изделий. Другими словами, кирпичные блоки проектируются таким образом, чтобы сила тяжести соединяла между собой все детали конструкции.
Для изготовления несущих блоков использовался современный порошковый 3D-принтер ZCorp 510, который полностью оправдал свою функциональность и продемонстрировал высокое качество печати.
В итоге
Армия – двигатель современного прогресса. По крайней мере, так считают многие уважаемые ученые. Как известно, большинство уникальных технологий, которые появились в нашей жизни, были подарены «гражданским» предприятиями оборонной промышленности.
3D строительство – это тот редкий случай, когда предприятия оборонной промышленности заинтересовались исконно гражданскими разработками для военных целей.

ВМС США всерьез заинтересовались методами печати бетоном. Национальный научный фонд США при поддержке оборонных ведомств решили финансировать разработки компании Contour Crafting.
Это означает лишь одно – 3D печать в строительстве определенно нашла свое место и вполне возможно, очень скоро, строительство станет частью технологии трехмерной печати, а не наоборот!
make-3d.ru