Картонно бумажные изделия – КБИ.Картонно Бумажные Изделия
1.3. Классификация изделий из бумаги и картона по виду их применения и другим параметрам.
Большое количество разнообразных изделий из бумаги и картона затрудняет их четкую классификацию с позиций конструктивного единства и производственно-технических факторов.
В Германии, например, рассматривают вопросы классификации изделий по виду их применения в народном хозяйстве, исходя из классификации изделий из бумаги и картона, представленных на структурной схеме рис. 3.,
На схеме видно, что все факторы, по которым классифицируются изделия взаимосвязаны и не могут рассматриваться в отрыве друг от друга. Изделия разделяются по средствам упаковки (для технических целей, санитарно-бытовые, декоративные, включая изделия для игр и учебно-канцелярские).
В свою очередь фактор целеиспользования предъявляет требования по отношению к свойствам изделий. Свойства изделий подразделяются:
1) физические – это прочностные свойства, обеспечивающие механическую прочность изделия, его устойчивость к деформациям; 2) химические –
обеспечивают огнестойкость, стойкость к запахам и к влаге; 3) физиологические – обеспечивают безопасность и удобство обращения с изделием; 4) психологические – создают эстетическое, эмоциональное воздействие на человека, и зависят от качества художественного оформления изделия, которое оказывает психологическое влияние.
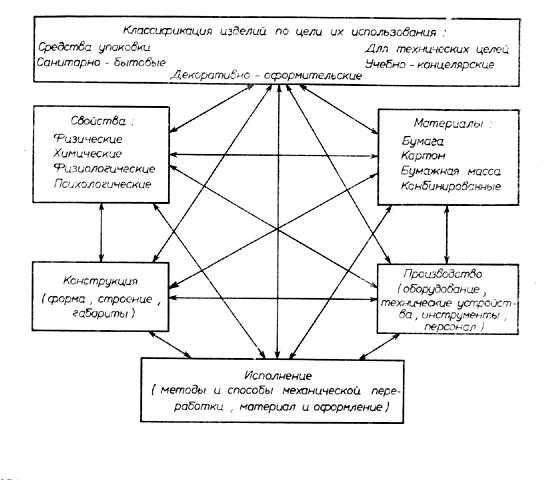
Рис. 3. Схема взаимосвязи конструктивно-технологических параметров изделий, классифицируемых по цели их использования в народном хозяйстве
Требуемые свойства изделия оказывают влияние на выбор материала,
т. е. сортов бумаги, видов картона, композиции массы для бумажного литья или комбинированного материала на основе бумаги или картона. Выбранный материал, в свою очередь, определяет взаимосвязи конструкции производства и исполнения. К конструкции изделия относят общее понятие, определяющее форму строения и габариты изделия.
Фактор производства включает оборудование, технические устройства, инструмент, рабочий персонал и при данной классификации очень важен, так как определяет степень автоматизации производства и уровень ручной работы. Под исполнением понимают технологические операции, определяющие полностью процесс изготовления, а также способы оформления изделия, предусматривающие качественное выполнение рекламного, информационного или других изображений, выполненных по замыслу дизайнера и преследующих эстетическое воздействие на потребителя.
Картонно-бумажную упаковку и тару классифицируют по конструктивно-прочностным факторам. По степени жесткости упаковка может быть жесткой и мягкой. К жесткой упаковке относят: кар тонные барабаны, контейнеры и ящики, тару из бумажного литья. К мягкой упаковке относят: бумажные мешки, пакеты, кульки, конверты и общую бумажную упаковку. По функциональному назначению тару классифицируют на транспортную и потребительскую. Транспортная тара образует самостоятельную транспортную единицу или часть транспортной единицы, потребительская тара поступает прямо потребителю. Четкого функционального различия иногда между ними нет.
По конструктивным особенностям тару подразделяют: на неразборную, разборную, складную, разборно-складную.
К неразборной картонной таре относят: барабаны, некоторые конструкции ящиков, контейнеров, лотков; к складной – большинство ящиков и лотков; к разборно-складной – ящики и различные вспомогательные элементы в виде решеток, вкладышей, перегородок и других деталей.
По основному материалу упаковку группируют на тару из картона и бумаги, бумажного литья и комбинированных материалов. Классификация по конструктивному признаку и виду материала включает основные группы: ящики из гофрированного и сплошного склеенного картона; лотки картонные, барабаны картонные, навивные, мешки бумажные, тара из бумажного литья, поддоны картонные, контейнеры картонные, амортизаторы и перегородки.
Тара из гофрированного картона подразделяется на следующие группы: ящики, лотки, барабаны сшивные, поддоны, контейнеры, прокладки, обечайки, перегородки, вкладыши и т. п. В свою очередь тара из сплошного картона и бумажная тара классифицируются по конструктивным признакам на различные виды в зависимости от требований потребителя и способов изготовления.
Изделия для технических целей предпочтительнее систематизировать по их назначению для определенных отраслей промышленности; текстильной, электро-, радиотехнической, моторостроительной и др.
Санитарно-бытовые изделия разделяют на группы: санитарно-гигиенические предметы (пеленки разового пользования, пакеты гигиенические, бельевые, носовые платки, туалетная бумага и т.п.), изделия кратковременного пользования (бумажная посуда, тарелки из пластифицированного картона, бумажные сумки, бумажные платья, домашняя мебель из картона, временные картонные жилые ячейки для районов стихийных бедствий и прочие предметы быта).
По конструктивным признакам к учебно-канцелярским изделиям относятся: тетради школьные и общие; альбомы и папки для рисования и черчения; тетради для нот; альбомы для фотографий, марок и открыток; блокноты; записные книжки; алфавиты и реестры для телефонов; алфавитные книги; календари-еженедельники; календари настольные; наборы: сувенирные, почтовые; конверты. Для писем; бланки и другие изделия.
К игрушкам и декоративным изделиям из бумаги и картона относятся цветы, цветные гирлянды, флажки, колокольчики, шары, фонарики и другие карнавальные украшения, и головные уборы. Многие декоративные изделия входят в номенклатуру игрушек для детей дошкольного возраста; например; карнавальные изделия и театрально-игровые костюмы для детей, настольные игры, елочные игрушки, книжки, панорамы и т.п.
Основной перечень классифицируемых изделий для технических, санитарно-бытовых, учебно-канцелярских и декоративно-оформительских целей включает в себя большое количество изделий. Классификация не включает книжно-журнальные изделия, которые относятся к полиграфической промышленности
studfiles.net
5. Конструкции, методы конструирования и оформления картонно-бумажных изделий – средств паковки.
5.1. Конструирование и оформление бумажных мешков и пакетов.
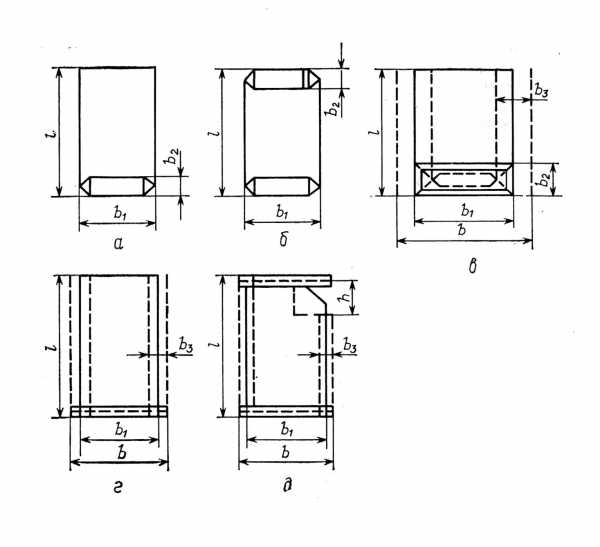
Рис. 30. Основные виды бумажных мешков:
а – мешок склеенный открытый; б – мешок склеенный закрытый; в – мешок склеенный с боковыми складками; г – мешок сшитый открытый; д – мешок сшитый закрытый
Бумага должна быть
прочной и иметь определенные
физико-механические свойства. Для
конструирования и изготовления бумажных
мешков применяется до 20 видов бумаг, в
основу которых положена непропитанная
мешочная бумага из небеленой сульфатной
целлюлозы массой 10 – 90 г/м
Рис. 31. Виды поперечной и продольной склейки слоев трубки:
Кроме битумированной, мешочная бумага для этой цели может быть покрыта полиэтиленом, полихлорвинилом, парафином или смесью, приготовленной на основе микровоска и сополимеров этилена.Для антилипкой абразивной мешочной бумаги используют покрытие силиконами в виде эмульсии. При конструировании мешков для липкой продукции (например, битума) такая бумага применяется для внутреннего слоя мешка. Существует конструкция мешков из армированной нитями, каширо-ванной фольгой и склеенной с пластмассовой пленкой бумаги. В целях хорошего оформления мешков применяют непропитанную двухслойную мешочную бумагу, у которой наружный слой выполнен из беленой, а внутренний слой из небеленой сульфатной целлюлозы. На белой бумаге наружного слоя мешка хорошо выглядит цветная печать маркировки мешка.
Основными конструктивными признаками, определяющими вид мешка, являются: конструкции дна мешка (склеенное или сшитое), вид боковых поверхностей (с боковыми складками или без них), а также оформление горловины (открытая горловина или закрытая клапаном). Формирование дна и клапана клееных мешков происходит на дноклеильных агрегатах.
Основные виды мешков приведены на рис. 30. Условные обозначения на рисунке: b – ширина мешка с развернутым внутренним сгибом; b1 – ширина мешка; l – длина мешка; b2
Исходным элементом для мешка служит изготовленная на трубочных машинах плоская бумажная трубка, состоящая из трех-шести плоских склеенных слоев мешочной бумаги, из которых один-два слоя могут быть специально обработаны или один слой заменен на полиэтиленовую пленку. В зависимости от конструкции корпуса мешка выбирается соответствующий вид трубки.
По форме плоские трубки могут быть с продольными боковыми складками (сгибами) или без них. На изготовление мешков с открытой горловиной с одной стороны трубки высекается специальный «пальчик» для облегчения открывания мешка. Торцевые края таких трубок имеют гладкий обрез. У трубок, идущих на закрытые мешки, обрез имеет зубчатую форму и с одной стороны высечку для запорного клапана. Для образования и склеивания дна мешка на торцевом крае трубки формируется ступенчатый обрез, при котором нижние кромки обрезанных слоев трубки находятся на определенном расстоянии друг от друга. Чтобы избежать утолщений по ширине трубки, склеивание листов бумажного полотна в трубку в продольном направлении происходит не друг над другом, а параллельными рядами, поэтому склеиваемые кромки полотен несколько смещены в одну сторону. Для открытых мешков в целях предохранения их от попадания сыпучих материалов между слоями бумаги и удобства открывания плоского мешка у горловины мешка отдельные слои трубки должны иметь поперечную склейку друг с другом. Виды поперечной и продольной склейки слоев показаны на рис. 31
Большинство мешков изготавливается из непропитанной мешочной бумаги для негигроскопичной продукции, эти мешки имеют марку НМ. Для защиты продукции от воздействия окружающей среды один или три слоя непропитанной бумаги (М) могут заменяться другими видами мешочной бумаги: битумированной (Б), дублированной (Д), покрытой полиэтиленом (П), армированной нитями (А), крепированной (К), влагостойкой (В). В зависимости от требований потребителя и типа мешков применяют различные слои бумаги, эти мешки называются комбинированными (табл. 1).
Марки бумажных мешков, предусмотренных ГОСТом
Марки мешков | Наименование мешков | Область применения |
НМ | Непропитанные | Для негигроскопичной продукции |
БМ | Битумированные | Для малогигроскопичной продукции |
ВМ | Влагопрочные | Для продукции, хранящейся и транспортируемой в условиях повышенной влажности |
ПМ | Ламинированные (один или два слоя бумаги ламинированной полиэтиленом) | Для сильногигроскопичной продукции пищевых продуктов, агрессивных химикатов и продуктов, не допускающих попадания в них волокон бумаги |
БМП | Комбинированные (один слой битумированной бумаги, один слой ламинированный полиэтиленом, остальные слои из непропитанной мешочной бумаги) | Для сильногигроскопичной продукции, агрессивных химикатов, а также продуктов, не допускающих попадания в них волокон бумаги |
ВМБ | Комбинированные (один или два слоя из влагопрочной бумаги, остальные из непропитанной мешочной бумаги) | Для малогигроскопичной продукции, транспортируемый в условиях повышенной влажности |
ВМП | Комбинированный мешок z одним или двумя слоями из влагопрочной мешочной бумаги, с одним слоем из ламинированной мешочной бумаги и остальными слоями из непропитанной мешочной бумаги | Для гигроскопичной продукции, агрессивных химикатов, продуктов, не допускающих попадания в них волокон бумаги при хранении и транспортировке в условиях повышенной влажности |
В качестве примера могут служить типичные сочетания слоев: 6/2 – М – М – Б – Б – М – М; 5/1 – М – Д – М – М – М; 5/1 – Б – П20 – М – М – М; 5/1 – А – М – М – М – М; 4/2 – В – М – М – В. Возможно и другое расположение слоев, битумированной, влагопрочной и ламинированной полиэтиленом бумаги. Открытые комбинированные мешки могут быть сшитыми или сварными из полиэтиленового рукава или пленки, ширина которой равна формату рулонной бумаги. У герметически закрытых комбинированных мешков пленка непосредственно заваривается на специальном устройстве перед формированием трубки на трубочной машине. Емкость мешков возрастает с увеличением ширины дна. Если для изготовления мешка принимается одинаковая поверхность бумажного полотна, то открытые сшитые мешки 100х42 см будут равны соответственно склеенным открытым мешкам формата 92х50х9 см и закрытым 84х50х13 см; те и другие изготовляют из листов формата 100х103 см. Поверхность бумажного мешка должна быть не менее 2700 см2, при меньших размерах поверхности изделия относят к пакетам.
Размеры мешков обусловлены количеством заполняемой продукции (в пределах 15 – 50 кг), ее насыпной массой, условиями штабелирования мешков, обрезной шириной бумагоделательных машин и конструктивными параметрами трубочных машин.
Многослойные бумажные мешки имеют длину l=60120 см, ширину b=5060 см. В зависимости от назначения они имеют различную ширину дна b2: у склеенных мешков для цемента она равна 9 см, для минеральных удобрений— 13 см, для легких брикетированных материалов – 21,5 см; у большинства сшитых мешков имеются боковые складки. Расстояние между внешними сгибами (фальцами) с каждой стороны b3 преимущественно 81 см, а в сшитых и склеенных мешках для легких продуктов глубина боковых складок увеличивается до 12±1 см. Длину сшитых мешков l определяют по отрубу трубки на головной части трубочной машины, длину склеенных открытых мешков – по расстоянию между отрубом и внешним сгибом дна, длину склеенных закрытых мешков – по расстоянию между внешними сгибами днищ.
Основные размеры бумажных мешков, предусмотренные ГОСТом
Мешки сшитые | Мешки склеенные | ||||||
l, см | b, см | b1, см | b2, см | l, см | b, см | b1, см | b2, см |
Открытые | |||||||
60 | 61,5 | 53,5 | 8 | 79 | – | 46,5 | 9 |
80 | 61,5 | 53,5 | 8 | 84 | – | 51,5 | 9 |
80 | 50,0 | 42,0 | 8 | – | – | 5,0 | 9 |
82 | 50,0 | 42,0 | 8 | 92 | – | 5,0 | 13 |
96 | 51,5 | 43,5 | 8 | 92 | – | 5,0 | 13 |
100 | 50,0 | 42,0 | 8 | 95 | 61,5 | 40,0 | 21,5 |
100 | 64,0 | 52,0 | 12 | 97 | – | 46,5 | 9 |
100 | 64,5 | 53,5 | 8 | 100 | – | 51,5 | 9 |
Закрытые | |||||||
71 | 51,5 | 43,5 | 8 | 62 | – | 51,5 | 9 |
73 | 50,5 | 42,0 | 8 | 65 | – | 49,5 | 9 |
75 | 50,0 | 42,0 | 8 | 65 65 70 73 | – – – – | 49,5 46,5 50,0 60,0 | 13 9 13 13 |
78 | 50,0 | 42,0 | 8 | 78 84 90 | – – – | 50,0 50,0 51,0 | 13 13 13 |
Ширину мешков измеряют между внешними боковыми сгибами (глубина складок не учитывается), предельные отклонения размеров мешков не должны превышать ± 1 см по длине мешка и ширине складок, ±0,5 см по ширине мешка, ширине дна и клапана (табл. 2).
Высота вырубки клапана для сшитого мешка должна быть 30,5 см, ширина 6,5±0,5 см, высота клапана 8,5+0,5 см. Склеенные закрытые мешки должны конструироваться с клапаном, а также с клапаном, снабженным манжетой или упрочняющим листом, длина манжеты не должна превышать 18 см, а ширина клапана должна быть равной ширине дна.
У плоских открытых и закрытых мешков конец трубки зашивается. При такой сшивке дна мешка торцевой конец трубки обкладывают крепированной лентой из мешочной бумаги и сшивают двойным швом. Ширину ленты выбирают в зависимости от вида шва 5±0,5 см (для трехниточного шва). Во избежание самопроизвольного распускания шва креповая лента выступает за края мешка на 2 – 5 см. Открытые мешки после их заполнения заклеивают, сшивают или завязывают в зависимости от вида продукта, оборудования упаковки и возможностей повторного использования мешков.
Оформляют бумажные мешки различными способами печати по наружному слою обычной мешочной или креповой бумаги, а также на белой бумаге. В зависимости от конструкции мешка и вида оборудования рассчитывают расход бумаги на изготовление мешков по площади раскроя без учета производственных отходов. Расход бумаги определяют в квадратных метрах.
Для открытых склеенных мешков Sо.к.=0,0001n(l+0,5d+c2) (2b+c1)+lпbп, где l и b – длина и ширина для мешка, см; n – число слоев бумаги в мешке; с1 – ширина продольного склеенного шва в мешке, см; с2 – ширина склеенного шва на дне мешка, см; lп и bп – длина и ширина покровного листа на дне мешка, см.
Обычно ba = d+ (2—3 см), /п=6—d или lп= b—d+1,5 [см].
Для закрытых склеенных мешков S3.K^0,0001n.(/+d+c2) {2b-\—\-с])-\-21пЬп-\-1клЬкл [м2], где /кл, Ькл — длина и ширина вкладыша клапана, см.
Расход бумаги для открытых сшитых мешков So.m^ = 0,000\nl(2b+2f-\-)-\-klKpbKP [м2], где / — ширина бумаги между фальцами (боковыми складками), см; k — коэффициент, учитывающий крепирование бумаги; 1ЩЪ Ькр — длина и ширина полоски крепированной бумаги, укрепляющий шов, см. Обычно f=8 + + 0,5 [см], /1ф = Ь + б+7 см, Ькр = 5+6 [см]; &=1, 2.
Закрытые сшитые мешки: 53.ш = 0,0001п(/ + 0,5/г) (2b-\-2f+Ci) +] -\-2kbKX> [м2], где h— высота вырубки клапана равная 3+4 см.

Рис. 32. Плоский пакет с параллельными швами:
1 — затворный клапан; 2 — клеящий кант шва; 3 — линии фальцевания; 4 — высекаемый материал, идущий в отход; 5 — линия конца вырубленного пакета и начало следующего; Я — длина пакета; L — ширина заклеиваемой кромки шва; С — ширина бокового клапана
Рис. 33. Плоский пакет с поперечным заклеиванием Т-образного шва:
а — плоский пакет без боковых складок; б — плоский пакет с боковыми складками; 1 — линия фальцевания; 2 — места для поперечного склеивания шва; L — длина пакета; С,— ширина заклеиваемого шва; С2 — глубина складки
Рис. 34. Основные части и размеры складной пачки:. 1 — верхний клапан; 2 — боковой клапан; 3 — нижний клапан; 4 — корпус; L — длина; В — ширина; Я — высота
Расход бумаги для открытых склеенных мешков с прямоугольным дном и боковыми складками: 5Окор = 0,0001п(/ + 0 Ьй-\-+ C2)(2b + 2f+Ci)+lnbn[M% где /=95; d = 2l,5, с2=6; /=21,5;’/п= = 374-38; 6П= 19-^-20.
Бумажные пакеты конструируются и могут быть изготовлены из многослойной (два-три слоя) или однослойной бумажной трубки заданной ширины, сформированной на пакетоделательном автомате или из плоских заготовок, высеченных на высекальных автоматах. Пакеты из бумаги и комбинированных материалов для упаковки пищевых продуктов и промышленных товаров в зависимости от конструкции, требований расфасовки продукции и способа формирования дна по ГОСТу подразделяются на два типа.
К первому типу относятся плоские пакеты с прямым дном: открытые, пакеты с фальцем, с ручками, с клапаном. Этот тип пакетов включает преимущественно все мелкие пакетики вместимостью до 100 г и от 100 г до 10 кг.
Ко второму типу относятся пакеты с прямоугольным дном и фальцем. При длине пакета менее 100 мм ширину перекрытия по продольному шву определяют конструктивно, но она должна быть не более 15 мм. Прямое дно плоских пакетов формируется из складки или соединительных швов. Плоские пакеты с параллельными швами конструируют без боковых складок (рис. 32). Для изготовления этих пакетов из рулонной бумаги на пакетоделательных автоматах необходимую ширину рулона бумаги определяют по формуле Вp = L+2C, где Вр — ширина рулона; L — длина пакета в сложенном виде; С-ширина заклеиваемого шва.
После заполнения таких пакетов продукцией на расфасовочных машинах фальцуется затворный клапан, который может закрываться. Пакеты применяются при упаковке кофе, пряностей, мелких галантерейных товаров, перчаток, носков и др. Плоские пакеты с Т-образным швом (рис. 33) могут быть с боковыми фальцами или без них и выполняются из однослойной трубки. Необходимую ширину полотна бумаги определяют по формуле для пакетов без боковых складок: Bv — 2L-\-Cu для пакетов с боковыми складками: Bp — 2L + C1 + 4C2, где С\ — ширина заклеиваемого шва; С2 — глубина складки (сгиба).
Плоские пакеты с боковыми складками используются для упаковывания готового платья, шляп и других швейных изделий. При использовании термосвариваемых бумаг донный шов пакетов сваривают. Плоские пакеты с L-образным швом конструируют без боковых складок, и закрой для таких пакетов заготавливают на высекательных автоматах, а фальцуют и склеивают на пакетоделательных машинах. У пакетов для почтовых отправлений клапан гуммируется. Плоские пакеты с И-образным швом выполняются из двух полос ламинированной бумаги, швы таких пакетов сваривают.
Конструкция и применение пакетов, а также материалы для их изготовления определяются в стандартах на тару для упаковки конкретных видов продукции в зависимости от ее формы, массы, размеров и особых требований к упаковке. При конструировании и определении основных размеров пакетов исходят, прежде всего, из того, выполняется ли он для определенной массы заранее выбранного товара или для определенного объема независимо от вида заполняемого товара. В целях качественного исполнения обязательно учитывают основные требования: прочность пакета, увязка с размерами транспортной тары и условия складирования.
Основными конструктивными признаками пакетов являются: формирование дна, наличие фальцев и ручек для переноски пакетов с продукцией.
Для изготовления пакетов применяются следующие виды бумаг и материалов: крафтбумага, упаковочная, оберточная, мешочная, писчая, мелованная, печатная, специальная для пакетов с покрытием или без него, подпергамент, бумага, кашированная фольгой, целлофан и др.
В зависимости от вида производства пакеты различают по типу раскроя, формирования и соединения швов.) Соединения швов в пакетах осуществляются склеиванием или термосвариванием с предварительно нанесенным термопластическим материалом. 3акрывание заполненного пакета выполняется складыванием горловины с последующим заклеиванием, сшиванием металлическими скрепками или специальными зажимами или обандероливанием этикеткой.
Оформление пакетов из ролевого материала выполняется преимущественно способом флексографической или глубокой печати на пакетоделательных автоматах или предварительно на ротаци онных печатных машинах. При изготовлении пакетов из заранее сделанных заготовок оформление осуществляется на офсетнопечатных машинах
Оригинальным рекламным оформлением отличаются плоские открытые квадратные пакеты (конверты) для граммофонных пластинок. Они выполняются с внутренней двусторонней высечкой диаметром 100 мм для этикетки пластинки, иногда эти отверстия могут быть с внутренней стороны заклеены целлофаном.
К внешнему виду бумажных пакетов в виде потребительской упаковки предъявлены высокие требования. Это зависит от оформления наружной поверхности — материала, белизны, фактуры, цветового решения, качества полиграфического исполнения. Важное значение для переносных хозяйственных пакетов-сумок, предназначенных для переноски мелкоштучных предметов, имеют: виды затвора для многократного использования, способ открывания пакетов и другие особенности. Внешнее оформление таких сумок широко используется для рекламных целей. В плоских пакетах предусматриваются продольные отверстия для пальцев рук, для сумок с шестиугольным или прямоугольным дном. В целях упрочия прикрепляются иногда ленты или шнуры, наружный край сумки подворачивается и к наружной кромке иногда приклеивается полоска плотного картона.
studfiles.net
Оборудование + Технология изготовления 2019

Картон – это бумага с наиболее высокой плотностью (от 300 г/кв.м). Основным его отличием от самых плотных сортов мелованной бумаги является более рыхлая структура, из-за которой достигается большая толщина и прочность материала.
Область использования картона сегодня довольно многообразна и обширна. Производство картона необходимо для того, чтобы было легче упаковывать различные изделия, например, от изящной коробки дорогих моделей духов до больших ящиков с упаковкой бытовой техники. Также картон используют в полиграфической промышленности, и для канцелярских принадлежностей. Сама же технология включает в себе 2 основных этапа: выделка готового картона и подготовка сырья. Самым многоступенчатым и трудоемким процессом считается подготовка сырья, а именно сама подготовка. Обусловить можно этот процесс спецификой применяемого вторичного сырья в производстве.
Технология производства картона + видео как делают
Производство картона состоит из нескольких проведенных операций, которые осуществляют на специальном оборудовании. К таким операциям можно отнести: очистку массы от посторонних ингредиентов, тонкую очистку. А также дороспуск полученной массы, и роспуск макулатуры. Целлюлозу и макулатуру укладывают в гидроразбавитель, и заливают воду. В этой машине измельчают макулатуру, разделяют на волокна, и получившуюся суспензию пропускают через сито, которое имеет крупные ячейки. В этой машине происходит удаление грубых примесей, а также скрепок, песка и стекла.
Что касается других исключений, таких как скотч, полимерная пленка, текстиль и нераспустившаяся макулатура, то производство картона начинает очистку на следующем этапе обработки методом использования вибросита и турбосепаратора. В дальнейших этапах очистки и сортировки диаметра, ячейки сита будут уменьшаться в размере. После того как полностью будет очищена суспензия от посторонних включений, то можно приступать к другим операциям. В первую очередь дороспуска макулатурной массы. На этом этапе технологического процесса будет проходить расщепление волокон и выравнивание самой консистенции.
Для того этапа применяют дисковые и пульсационные мельницы. Массу, которую обрабатывают на этом этапе, после отправляют в композиционный бассейн, а туда добавляют глинозем, крахмал и канифольный клей. Только после этого начинается окончательный этап, который заключается в тонкой очистке с помощью вихревых и узлоуловительных очистителей. Производство картона заканчивается тем, что, полностью подготовленную массу отправляют на картоноделательную машину с применением напорных ящиков. Данная субстанция под беспрерывным давлением начнет поступать на движущиеся по равномерному направлению к металлической сетке, и подвергаются обезвоживанию, сушке и прессованию. В результате осуществляется формование картонного листа.
После этого картонные листы будут проходить через валы машинного каландра, и под большим давлением подвергаются разглаживанию и проходят окончательную отделку. Затем, готовое полотно начинают наматывать на тамбурный вал, и отправляют на резательный и продольный станок. На этом этапе осуществляется нарезка материала на рулоны и листы. Теперь можно сказать о том, что данный технологический процесс завершен, и продукцию можно упаковывать и отправлять к потребителю.
Для того чтобы сделать картон для плоского слоя гофрокартона, или бумаги для гофрирования применяют макулатуру марки МС – 6. В композиции допускают добавление другой макулатуры, но не стоит брать больше пятнадцати процентов. Все должно зависеть от качественных характеристик. Если брать тридцати процентную целлюлозу на покровный слой, то можно добиться лучшего качества причем как по прочности, так и по цвету. Также количество готовой продукции при производстве будет зависеть от различных параметров, а именно: температуры, степени проклейки, наличия поверхностной проклейки и качества воды.
Сортировка готового картона осуществляется на напорной сортировке, где имеется сито с щелевыми отверстиями. Ширина таких отверстий должна быть либо 0,3 либо 0,35 миллиметров. Что касается отходов, которые получаются на напорной сортировке, то их отводят на 2-ю ступень сортирования, или еще называют вибрационную сортировку. Массу, которую уже отсортировали, подают в композиционный бассейн. В такой бассейн вводят канифольный клей и крахмал.
Видео как делают картон на крупном производстве:
После этого массу отдают до окончательного размола на дисковые мельницы. Только после этого масса поступает в машинный бассейн.
moybiznes.org
7. Конструирование и оформление санитарно-бытовых изделий из бумаги и картона.
7.1. Изделия разового потребления
Большое количество изделий из бумаги и картона санитарно-бытового назначения относится к разовому использованию: туалетная бумага, женские гигиенические пакеты, гигиенические салфетки, носовые платки, детские пеленки; изделия бытового назначения: бумажные тарелки, стаканчики, подкладки для тортов, столовые салфетки, бумажные сумки-пакеты и т. п. Изделия разового потребления после использования могут поступать на предприятия для роспуска в гидроразбивателях и дальнейшей переработки.
7.2. Бумажные тарелки
Бумажные тарелки относят к бумажным изделиям одноразового употребления. Как упаковочное средство бумажные тарелки защитных свойств для продукции не имеют. Большинство бумажных тарелок, предназначенных для массового бытового употребления, не имеет цветной печати и декоративного оформления, но в Зарубежной практике получили распространение цветные тарелок. Такие тарелки используются в торжественные, праздничные дни; для фруктов, кондитерских изделий и другой продукции имеет декоративное оформление. Тарелки для пищевых продуктов пред’4 являют высокие требования к выбору материала: бумаги, картона, печатных и клеящих средств. Материалы, идущие на изготовление тарелок, не должны оказывать влияния на пищевые продукты, на запах и вкус, а цветовая гамма оформления учитывать психофизиологические особенности цвета, соответствующие данной пищевой продукции, с учетом повышения ее привлекательности.
Для получения качественной цветной полиграфической печати применяют хорошо штампующиеся кашированные картоны. Для кэширования используют бумагу для офсетной печати, пергамин, алюминиевую фольгу и другие материалы. Оформленные цветной печатью на качественном материале или кашированных бумагах выполняют подарочные или декоративные тарелки. Тарелки без полиграфической печати могут быть с тиснением изображения. При конструировании тарелок учитывают их глубину и форму. Бумажные тарелки по глубине подразделяют: на плоские (от 6 до 12 мм), средней глубины — полуглубокие (от 20 до 36 мм) и глубокие (от 40 до 45 мм). По форме бумажные тарелки разделяют: на круглые, овальные, четырехугольные и фасонные. Овальные тарелки изготавливаются преимущественно глубокими; круглые и четырехугольные — плоскими и полуглубокими. Для изготовления тарелок способом штампования выполняется раскрой по форме тарелок, который затем высекается на отдельные плоские заготовки для штампования. Раскрой четырехугольных тарелок должен всегда иметь округлые углы. Края заготовки в процессе штампования поднимаются штамповочным механизмом, образуя пологие волнистые стенки тарелки. С увеличением крутизны стенок и глубины тарелок материал по стенкам распределяется в виде волнистой формы (в зависимости от конфигурации штампа). Форма штампа проектируется с учетом складок для накопления материала по углам четырехугольной тарелки. У овальных тарелок излишек материала формируется в виде более крупной волны симметрично по сторонам стенок, что обеспечивает хорошую устойчивость тарелки и усиливает прочностные свойства изделия.
Конструкции круглых тарелок могут иметь различную форму краев: с прямым волнистым, с косым волнистым, с одинаковыми и разными по величине зубчатыми выступами. У бумажных тарелок фасонного исполнения края тарелки выполнены ребристыми. Ребра могут быть выполнены на различную глубину и иметь различные направления.
Конструкция дна тарелки определяется в зависимости от вида и толщины материала, размеров и прочностных требований. С этой целью конструктивно дно выполняют несколько выпуклым внутрь или придают различные профили в виде канавок для увеличения жесткости.
studfiles.net
10. Конструирование и оформление изделий из бумаги и картона для технических целей.
10.1. Картонно-бумажные изделия для текстильной, электро-и радиотехнической, моторостроительной и других отраслей промышленности.
Многообразные изделия из бумаги, картона и волокнистого литья изготавливают для технических целей многих отраслей промышленности. Эксплуатация этих изделий в технике предъявляет к ним жесткие требования в отношении точности размеров, прочностных характеристик и устойчивости формы. Необходимые свойства изделиям придаются соответствующей обработкой: калибровкой, пропиткой, шлифованием, полировкой, лакировкой и т. п.
Из бумаги способом намотки для текстильной промышленности изготавливают в больших количествах разнообразные гильзы-катушки для намотки пряжи и ниток в прядильном и ткацком производствах. Для строительной индустрии изготавливают вентиляционные вводы, формы для специального бетонного литья в виде бумажных гильз, ячеистый картон и другие изделия. Для электротехнической отрасли и средств связи — бумажные трубки для изоляции кабеля. Корпуса для трансформаторных катушек изготавливаются для электротехнической, радио- и телеотраслей.
Бумажные изделия для технических целей незаменимы при использовании средств вычислительной техники и средств связи — в виде перфокарт, бумажных лент и других изделий.
Прокладки из картонов и бумаг служат в качестве уплотнений в местах контактирующих поверхностей различных элементов машин.
10.2. Изделия для текстильной промышленности.
Основные виды текстильных гильз из бумаги и их конструктивные особенности. Гильзы, служащие в качестве прядильно-ниточ-ных, катушечных и ткацких втулок для пряжи и ниток прядиль-но-ткацких производств, по форме разделяются на два вида: цилиндрические и конические. Цилиндрические гильзы используются для намотки пряжи и ниток. Конические гильзы применяются преимущественно в качестве шпульных прядильно-ниточных, ткацких втулок.
Бумажные катушки применяют для пряжи в вязальном и ткацком производствах. Отличительной особенностью некоторых видов гильз является нанесение на их наружную рабочую поверхность канавок и спиралей или гофрирование поверхности гильзы или части для создания препятствий соскальзыванию нитей с конической поверхности втулки.
Для цветной пряжи конструируют перфорированные втулки, снабженные равномерными рядами отверстий по всей поверхности гильзы. Шаг отверстий, их число и диаметр зависят от величины’ гильзы, диаметр отверстия равен 4 мм.
Желобчатые гильзы или гильзы с параллельными концентрическими канавками, как и гофрированные, служат для предотвращения сползания различной по толщине и сорту пряжи. Конструктивно гильзы могут быть выполнены с прямоугольными или полукруглыми желобами. Полукруглые желоба в меньшей степени ослабляют прочность гильзы, но прямоугольные лучше задерживают пряжу от сползания. Глубину желобов и их шаг выбирают конструктивно в зависимости от материала и толщины стенок. Канавки желобов делят на спиральные и параллельные и в зависимости от вращения шпинделей машины выполняется правая или левая спиральная нарезка.
Гильзы для тонкой пряжи полируют различными способами, наносят соответствующие покрытия в зависимости от вида пряжи. С целью маркировки и удлинения срока службы гильзы иногда лакируют. Для маркировки, необходимой для различения сортов пряжи, на гильзы наносят цветную печать. Для гильз, имеющих тоновую окраску,— «цветовых гильз» — применяют пропитку олифой.
Конструктивные особенности гильз. Конструктивные размеры определяются длиной гильзы, длина — диаметром (причем для внутреннего диаметра необходимы более точные размеры) и толщиной стенок гильзы, зависящей от толщины материала и числа витков бумаги. Равномерная толщина гильзы необходима для равномерного вращения шпинделя и устойчивой работы машины. Для обеспечения одинаковой толщины стенок нужно выбирать бумагу однородной толщины и с одинаковой массой 1 м2. С применением более тонкой бумаги и большего числа витков гильза выполняется более прочной и устойчивой, но с повышением числа витков увеличивается ширина раскроя. Кромка раскроя образует на поверхности гильзы выступающий ребро шов. Швы гильзы в зависимости от раскроя и качества намотки бывают прямыми в одной плоскости сечения с осью гильзы, спиральными и скрученными. Большинство швов для качественной намотки и снятия пряжи зашлифовывается. Гильзы, предназначенные для грубой пряжи, изготавливаются с «рваным» швом, имеющим бахромистый край. Встречаются и другие швы для пряжи (у упряжных гильз).
Верхний конец конической втулки называют вершиной, которая формируется посредством намотки из раскроя и в дальнейшем подвергается обработке или обрезке по заданному размеру. У некоторых гильз вершины отбортовываются. Основание гильзы может быть усилено конусной насадкой, выполненной намоткой клейкой ленты, основание также может быть укреплено опорным кольцом, изготовленным из цельнотянутой жести и запрессованным в основание гильзы. В опорном кольце выбираются пазы, благодаря которым гильза прочно удерживается на шпинделе.
Раскрой бумажных гильз. Формы раскроя зависят от формы гильз, их конструктивных особенностей и способа намотки. Раскрой цилиндрических гильз выполняется в зависимости от внутреннего диаметра гильзы, толщины материала и числа витков (рис. 69). Длина раскроя состоит из следующих слагаемых:

Рис. 69. Раскрой для цилиндрической гильзы

Рис. 70. Раскрой для конической гильзы
первый виток намотки l1— (d + 1 -Si) π;
второй виток намотки l2— (d + 3Si)π;
третий виток намотки 13= (d+5S1)π.
Полную длину раскроя можно получить также, исходя из значения внутреннего среднего диаметра гильзы и числа витков, мм: l= (d + S1ω)ωπ или l = (d + S2)ωπ, где l— общая длина раскроя, мм;
d — внутренний диаметр, мм; S1 — толщина материала, мм; S2-толщина стенки, мм; ω— число витков.
Раскрой для конических гильз рассчитывают по аналогии с раскроем цилиндрических гильз, исходя из значения среднего диаметра (рис. 70). Длина раскроя одного витка обмотки
B1 = {d3 + S1) π или b = (d3 + S2) ωπ,
где b — общая длина раскроя, мм; d3 — внутренний большой диаметр, мм; S1 —толщина материала, мм; S2 —толщина стенки, мм; ω — число витков.
studfiles.net
7.3. Бумажные подкладки для кондитерских изделий.
Бумажные подкладки для тортов, кондитерских выпечных изделий, салатов, бутербродов, ломтиков сыра или колбасы и т. п. находят применение в домашнем хозяйстве и общественном питании. Подкладки служат как в качестве оформления, так и в виде гигиенических подносов для бумажных тарелок, стаканчиков, коробок для тортов, для предметов многоразового использования.
На изготовление подкладок в качестве материала идет белая, гладкая, либо тисненая, применяется также и легкокрепированная бумага массой в пределах 50г/м2. Подкладки выполняются круглой или овальной формы. Рисунок и тиснение имитируют текстиль, так как штампованием создаются различные ажурные узоры.
8. Картонно-бумажные изделия для учебных и канцелярских целей.
8.1. Изделия для канцелярских и учебных целей.
Изделия для учебных и канцелярских целей изготавливаются объединениями и фабриками беловых товаров, выпускающими весьма широкий ассортимент бумажных изделий, оформленных художественной полиграфической печатью, шелкотрафаретной печатью, тиснением, цветной фольгой и другими способами и материалами. К учебно-канцелярским изделиям можно отнести большой перечень беловых товаров: тетради, блокноты, альбомы, календари, алфавиты, записные книжки, папки, почтовые наборы и др.
Среди большого количества этих изделий можно выделить группу сувенирных в виде альбомов, записных книжек, крышки которых украшены изящными миниатюрами федоскинской росписи. К группе сувенирных изделий можно отнести, например, красиво оформленные подарочные альбомы. В свою очередь альбомы могут служить в качестве учебно-канцелярских товаров, альбомов для черчения и рисования и т. п.
Полимерные материалы, используемые для изготовления переплетов и крышек изделий, улучшают их внешний вид и вместе с тем придают им необходимую прочность и износостойкость.
8.2. Конструирование и оформление изделий для учебно-канцелярских целей
Тетради относятся к наиболее распространенным изделиям из бумаги и выпускаются массовыми тиражами: школьные, общие 48- или 96-листные, для нот, рисования, заметок, записи слов и эскизов.
Школьные тетради в соответствии с ГОСТом имеют поля и различные виды линовки: в две горизонтальные линии с частыми наклонными линиями, в две горизонтальные линии, в одну горизонтальную линию и в клетку размером 5×5 мм. Школьная тетрадь имеет: формат 170×205 мм, 12 листов из тетрадной бумаги с линовкой и полями, соединенные брошюровочным креплением, переплет из обложечной бумаги массой 80 г/м2, вкладку из промокательной бумаги.
Тетради общие в основном имеют формат 170×203 мм, 48 или 96 листов писчей бумаги в клетку или в линейку, крепление брошюрное или комбинированное. Переплеты могут быть картонные, цсльнокрытые гранитолем или поливинилхлоридной пленкой.
Блокноты. Отечественными фабриками изготавливаются блокноты различного типа и выполнения: карманные, настольные со сменными блоками, блоки шестидневки, блок-тетради, блокноты из отходов производства. Блокноты выпускают различных форматов на 50—100 и более листов, для сувенирных блокнотов — первый лист титульный, переплеты выполняются из картона марки хром-эрзац или хлорвиниловой пленки. Обложки переплетов выполняют тиснением фольгой, блинтом или аппликацией. Крепление листов может быть выполнено на спирали из винипласта (или металла).
Блок-тетради форматом 120X180 и 140X200 мм могут иметь на внутренних сторонах карманы для табель-календаря и карандаша, карман для вставки запасного блока.
Блоки настольные форматом 203X288 или 160×180 мм могут иметь крепление блока переплетное или спиральное. Переплет выполняется из поливинилхлоридной пленки на мягкой прокладке под винилпрозом, оформление крышки аппликацией.
Сувенирные наборы беловых изделий содержат блокноты по 100—150 листов форматом 100×140 мм, записные книжки с алфавитом и запасные блоки. Футляры для упаковки набора изготавливают из белого коробочного картона типа хром-эрзац. Художественное оформление всех элементов набора тематическое, с различными вариантами, например: «Ленинград», «Суздаль», с видами архитектурных ансамблей.
Подарочные наборы содержат блокноты, блок-шестидневки, шестидневки, конструктивно выполненные со ступенчатыми вырезами; переплеты изделий цельнокрытые поливинилхлоридной пленкой, верхняя крышка покрывается прозрачной пленкой.
Альбомы. Альбомы бывают различных форматов и разного назначения: для марок, с печатной сеткой и с комплектом клемм-ташей, классеры, альбомы для вставки и наклейки фотоснимков, для открытых писем, черчения и рисования. На переплеты применяются картоны марок прессшпан и хром-эрзац.
Альбомы для открытых писем (открыток) различных форматов (203×288, 235×330 и др.) имеют от 10 до 36 листов из картона или обложечной бумаги для открыток. Конструкция крепления открыток — уголки из прозрачной пленки, крепление блоков — на фальцах или переплетное. Альбомы с твердыми цельнокрытыми коленкором переплетами иногда вкладываются в футляр. Альбомы для наклейки и вставки фотоснимков имеют также различные форматы (300X240, 335×240, 160X245 мм и др.), 15—20 листов цветного тисненого картона с прокладкой из прозрачного полиэтилена или из прозрачной пленки, сфальцованной в один сгиб с вкладкой двух листов обложечной бумаги массой 240 г/м2 или другой плотной бумаги. Гибкие переплеты альбомов выполняют из поливинилхлоридной пленки. Виды креплений: металлическими винтами, ремешками с пряжкой и крепление переплета с блоком двумя винтами или кнопками из пластмассы. Альбомы для марок выполняются различных форматов (203×255, 132×180, 175×240 и др.), содержат 6—10 листов картона, оклеенного темной бумагой, с каждой стороны имеются по шесть карманов-держателей, прокладки из кальки.
Альбомы-классеры для марок (форматом 132×180 мм) имеют шесть листов обклеенного картоном марки хром-эрзац и на каждой стороне листа по 4 (или до 4) карманов-держателей из прозрачной пленки, переплет цельнокрытый из переплетной ткани или из искусственной кожи на мягкой прокладке. Крепление листов— на фальцах. Альбомы с отпечатанной типографским способом сеткой имеют 34 листа и более с комплектом клеммташей 35 штук, форматом 200X50 мм или 75 штук форматом 200X35 мм. Крепление переплетное, переплеты цельнокрытые с переплетной тканью на мягкой прокладке.
Альбомы для черчения. Альбом форматом 288X203 мм содержит 40 листов чертежной бумаги, переплет гибкий, цельнокартонный, крепление тесьмой или шнуром.
Почтовые наборы. Выполняются в виде детских наборов, наборов к знаменательным, юбилейным датам и событиям; изготавливаются из лучших сортов бумаги, картона марки хром-эрзац. Почтовые художественные конверты выпускаются тематическими сериями, посвященными историческим событиям и другим темам. Всевозможные почтовые и канцелярские конверты, пакеты и почтовая бумага выпускаются и без почтовых наборов. Почтовые наборы выпускаются в картонных папках или в папках из полимерной пленки. Писчую бумагу и конверты прикрепляют ленточкой или помещают в карманы-держатели, для шариковой ручки или карандаша выполняют ушко. Наборы различают по формату папок и конвертов, количеству бумаги и конвертов, а также по художественному оформлению. В наборы вкладывается писчая бумага № 1, конверты изготавливают из писчей бумаги № 1 или картографической бумаги.
Картонные папки исполняются с двумя карманами и содержат 30—40 конвертов, 40—50 листов бумаги. Художественное оформление всех элементов наборов тематическое в различных вариантах.
Записные книжки различаются по типу переплета, способу крепления блока, формату, разнообразному художественному оформлению. Многие записные книжки имеют алфавит, справочный материал, табличную печать, выдвижные металлические замки-застежки, держатели для карандашей и другие элементы. Могут быть тематические, оформленные в виде книжек: «Дни рождения» с наименованием двенадцати месяцев и ступенчатыми вырезами для записей дней рождения, алфавитом для записи телефонов и адресов, или книжек: «Телефоны», «Моя библиотека», «Никто не забыт, ничто не забыто».
Юбилейные подарочные наборы содержат две-три записные книжки, выполняются с переплетами одного цвета и одной фактуры, помещаются в одной коробке с прозрачной крышкой из вини-проза и имеют внутри вкладыш с поздравительным текстом. Переплеты изделий могут быть кожаными, в комплект с записными книжками может быть вложен блокнот.
Календари, алфавитные книжки. Перекидные календари, ежедневники, ежемесячники, алфавитные книги различного назначения отличаются конструктивными особенностями материала и художественным оформлением. Для календарей, еженедельников и афавитов применяется писчая бумага № 1.
Форматы блокнотов-шестидневок различны и имеют вытянутую прямоугольную форму. Листы календаря имеют типографскую печать и перфорацию, разделяющую лист на шесть равных частей. Переплеты гибкие из поливинилхлоридной пленки, на внутренних сторонах имеют карманы для вставки блокнота и табеля-календаря.
Блоки настольных календарей печатаются в цвете, на листах имеются два круглых отверстия для крепления к подставке. Форматы различные, в пределах 100×140 мм.
Ежемесячники и еженедельники имеют переплетное крепление из пленки и отрывные листы для заметок. Деловые календари имеют двухстороннюю типографскую печать, разбивку по дням
и часам.
Блоки по шести месяцам имеют титульные листы из мелованной бумаги, крепление спиральное из винипласта, кнопочное или на полиэтиленовых винтах. Книги алфавитные с линовкой в линейку выполняются с табличной печатью и алфавитом, имеют твердый переплет из пленки.
Папки. Папки конструируются разных форматов и различного назначения: для хранения школьных тетрадей, различных бумаг, нот, для дипломных работ, для черчения и рисования, папки адресные и бюварные.
Папки для школьных тетрадей форматом 170X230 и 245 X 195 мм конструируются с клапанами и затворным язычком, выполняются из двух слоев поливинилхлоридной пленки с прокладкой сторонок из картона. Папки для нот форматом 280X380 мм имеют переплет из искусственной кожи, выполненной на мягкой прокладке, и снабжены клапанами. Внутри папки выклеены картоном марки хром-эрзац. Ручки выполнены из крученого или плетеного шнура.
Папки адресные форматом 235X312 мм, 250X350 мм и другие внутри выклеиваются шелком, вдоль корешка крепится лента или шелковая тесьма для вставки адреса; переплеты с прокладкой из поропласта или гофрированного картона. На верхней крышке имеется накладка для гравировки.
Папки для бумаг форматом 230X350 мм и другие имеют три откидных клапана, фигурный карман и металлический замок. Покрытие папки выполняется из искусственной кожи, отделка внутренней стороны из сатина. Существует большое количество подарочных конструкций изделий беловых товаров.
studfiles.net
Мебель из картона и бумаги: история и технологии изготовления
По мнению антропологов, наиболее важная черта, выделяющая род людей Homo sapiens (Человек разумный) в многочисленном отряде приматов, — это хорошо развитое абстрактное мышление. Нестандартный взгляд на привычные вещи и способность это видение реализовать можно выделить как отличительный признак другого подвида человека: Homo sapiens partum — Человек разумный творческий.
Не верите в возможности картона?
Это, конечно, шутка, но неуёмная творческая энергия действительно позволяет творить интереснейшие вещи. На нашем сайте есть целый цикл статей, посвящённых необычной мебели, которую несложно изготовить своими руками. Например, из камня, бетона и дёрна. Или варианты предметов интерьера, на изготовление которых идёт вторсырьё — пластиковые бутылки или упаковочные ящики. Любителям необычных поделок добавлю в копилку идей ещё один материал, не входящий в традиционный набор мебельщиков.
Картон как источник творчества
Вы только что стали обладателем квартиры или нового загородного дома, все сбережения ушли на строительство и ремонт, а на покупку новой мебели денег уже не осталось? Не расстраивайтесь, а главное — не выкидывайте картонные коробки, в которых перевозили свои вещи в новое жильё.
Только что переехали? Не спешите выкидывать картонные коробки
Возможно, вам и не потребуется покупать шкафы и тумбочки — упаковочный картон и бумага могут стать отличным материалом для их изготовления. А сэкономленные средства почему бы не пустить на вечеринку по случаю новоселья. Ну, или потратить каким-то другим, не менее приятным способом.

Нестандартный взгляд на привычные вещи
Не верите в возможности картона или считаете мебель из коробок уделом унылых маргиналов? Предлагаю рассмотреть поближе этот всем знакомый и привычный в качестве упаковки или писчих принадлежностей материал.
Бумажная мебель: современные дизайнерские тренды и история
Дизайнеры предметов интерьера сегодня очень пристальное внимание обращают на бумагу в различных её проявлениях. Особенно на волне интереса к экологичности искусственной среды обитания человека и рециклингу (возвращению мусора и бытовых отходов в процесс производства новых вещей). Однако это новое направление, как и многие другие — просто хорошо забытое старое.
Софа из картона от венгерской студии Karton Design. Фото с сайта kartondesign.com
Бумага, несмотря на её хрупкость, издавна использовалась не только для изготовление книг и канцелярских принадлежностей. Археологам встречаются военные доспехи, сделанные из бумажной массы (сегодня известной как папье-маше), датированные 2000-ми годами до нашей эры. Как и следовало ожидать, те бумажные части воинского обмундирования были найдены в Китае — на родине бумаги. Кроме шлемов и лат, китайцы применяли папье-маше и для изготовления мебели.
В XVII веке эта технология стала распространённой в Европе, где получила привычное нам название. Массу из волокон целлюлозы, смешанную с клеящим веществом (например, с крахмалом) применяли и применяют по сей день для изготовления театральных декораций и костюмов, предметов и элементов интерьера (шкатулок, скульптур, деталей лепнины, декоративных вазонов, светильников). В том числе — мебели.

Рекламный буклет мебельной фирмы Jennens and Bettridge. Фото с сайта mascaron.su
Со временем процесс изготовления деталей из папье-маше усложнялся. Теодор Дженнес стал использовать при формовке давление, а Генри Клей получил патент на технологию запекания изготовленных элементов в печи, в результате у изделий получалась относительно влагоустойчивая глянцевая поверхность.
Теодор Дженнес и Джон Беттридж организовали фирму Jennens and Bettridge, выкупив мастерскую и патент Генри Клея. Партнёры производили мебель и другие декоративные предметы из папье-маше, которые пользовались большим спросом — магазины фирмы были в Лондоне и Нью-Йорке. 
Диванчик. Папье-маше, лак, перламутр, позолота. XIX век, Jennens and Bettridge. Фото с сайта 1stdibs.com
Мебель Jennens и Bettridge отличается изысканными обводами, ведь из бумажной массы можно создать любую замысловатую форму. Декорировалась она тонкой золочёной росписью, инкрустацией из перламутра и покрывалась многочисленными слоями лака, как китайская лаковая мебель.
В России с конца XVIII века также существует традиция производства изделий из папье-маше. Наверное, все знают шкатулки, табакерки, мелочницы, украшенные лаковой миниатюрной живописью мастеров Палеха, Федоскино, Мстёры, Холуя.

Лаковая шкатулка из папье-маше с миниатюрной росписью. Федоскино. Фото с сайта fedoskino.net
Современные дизайнерские работы из папье-маше тоже не оставляют равнодушными. Например, серия бионических светильников ORGANIC от Material Immaterial studio.
Люстра ORGANIC. Папье-маше. Дизайн Material Immaterial studio. Фото с сайта materialimmaterial.com
Мебель из бумаги — это несложно
Если вы воодушевились историческими и дизайнерскими примерами изготовления предметов интерьера из бумаги, пора ознакомиться с технологией. Ничего сложного в ней нет — вы в этом убедитесь, посмотрев следующий видеоролик.Можно выделить три основных направления изготовления бумажных предметов интерьера.
1. Папье-маше
С папье-маше многие знакомы ещё с уроков труда в начальной школе. Название технологии (французское papier mâché) переводится как «жёваная бумага». В качестве сырья подойдёт любой бумажный мусор — от старых газет до картонных упаковок от яиц (которые, кстати, тоже изготавливаются по технологии папье-маше).
Фигурки, сделанные из папье-маше
Есть два вида папье-маше: послойное и из бумажной массы. Из бумажной массы можно лепить, делать рельефные орнаменты, элементы, заполняя ею различные формы. Пластичность и податливость материала позволяет придать изделию любой вид.
Можно создать весь предмет только из бумажной массы. Если планируете делать мебель целиком из бумаги, не забудьте про каркас: конечно, измельчённое сырьё, смешанное с клеем, прочный материал, но для изготовления основы стула всё-таки не годится. Вторым способом (послойным наклеиванием на основу небольших кусочков бумаги) обычно пользуются для создания полых форм.

Изготовление маски в технике папье-маше
Изделия из бумажной массы легко обрабатываются — шлифуются, сверлятся, режутся. Предметы из папье-маше можно окрашивать, подвергать искусственному старению, использовать декупаж и золочение. Многослойное покрытие лаком сделает бумажную мебель влагозащищённой и стойкой к механическим нагрузкам.
2. Картонные многослойные плиты
В общих чертах эту технику можно понять из предложенного выше ролика. Из листов картона набирается «доска» необходимой толщины — слои переклеиваются между собой, как при изготовлении фанеры.
Диван из склеенного из многих слоёв картона. Фото с сайта cifro.by
Как и папье-маше, многослойный картон позволяет создавать мебель самых причудливых форм, в тоже время оставаясь достаточно крепким. Такая мебель также легко обрабатывается и декорируется, но некоторые предпочитают картон в его естественном виде, видя в коричневом цвете и гофрированной структуре красоту самого материала.

Для картонной мебели нет ограничений по форме. Фото с сайта ponoko.com
3. Картонное оригами
Если в двух вышеописанных способах клей — обязательный компонент, то в этом направлении ничего клеить не придётся. Определённым образом сложенные листы картона приобретают достаточную жёсткость, чтобы стать креслом, диваном или офисным столом.
Картонная гостиная. Фото с сайта chairigami.com
Для мебели из папье-маше или многослойного клеёного картона подойдут любые бумажные отходы. Картонная оригами-мебель требует нового материала определённой плотности и точности изготовления. Ведь изделие, во-первых, должно быть устойчиво к нагрузкам (тонкий картон здесь не подойдёт), а во-вторых, его поверхность — готовое декоративное покрытие и различные огрехи и посторонние надписи и картинки ничем не скрыть.
Картонные втулки и плетение из газетных трубочек
Описывая возможности бумаги как сырья для изготовления мебели своими руками, конечно же, нельзя пройти мимо картонных втулок от всяких рулонных материалов и газетных трубочек.
Шезлонг из картонных втулок. Фото с сайта coivisainspiratuhogar.com
Конечно, цилиндрики от туалетной бумаги слишком мягкие и маленькие, а вот основы от рулонов обоев, линолеума или ковролина вполне подходят для мебельных целей. Их можно получить практически даром, если вы договоритесь с местным магазином стройтоваров. Кстати, втулки разных размеров можно просто купить в неограниченном количестве.

Плетение кресла из газетных трубочек. Фото с сайта womanadvice.ru
Плетение из газетных трубочек — популярное хобби. Из совершенно бросового материала (старых газет) можно сделать мебель, которая после окраски или покрытия морилкой не будет уступать традиционной, плетёной из ротанга или ивового прута. Мастерицы, изготавливающие различные поделки из бумажных трубочек, есть и на нашем сайте. Надеюсь, они расскажут о тонкостях этого рукоделия и поделятся фотографиями.

Бумажная мебель — это интересно
Думаю, я сумела показать с необычного ракурса такой привычный материал. Согласитесь, бумажная мебель — это необычно и весело, а ещё недорого и вполне доступно.
7dach.ru