Метизные станки – виды станков и параметры выбора :: BusinessMan.ru
Оборудование для производства болтов холодным способом
ХОЛОДНО-ВЫСАДОЧНЫЕ СТАНКИ

Холодновысадочное оборудование для производства болтов
Оборудование для высадки болтов DIN 931
| Наименование | RBF10B3SL | RBF13B3SL | RBF17B3SL | RBF19B3SL | RBF24B3SL | |
DIN 931 | М6×30 | М8×35 | М10×40 | М12×45 | М14×50 | М16×55 |
| М6×35 | М8×40 | М10×45 | М12×50 | М14×55 | М16×60 | |
| М6×40 | М8×45 | М10×50 | М12×55 | М14×60 | М16×65 | |
| М6×45 | М8×50 | М10×55 | М12×60 | М14×65 | М16×70 | |
| М6×50 | М10×60 | М12×65 | М14×70 | М16×75 | ||
| М6×55 | М8×60 | М10×65 | М12×70 | М14×75 | М16×80 | |
| М6×60 | М8×65 | М10×70 | М12×75 | М14×80 | М16×90 | |
| М8×70 | М10×75 | М12×80 | М14×90 | М16×100 | ||
| М8×75 | М10×80 | М12×90 | М14×100 | М16×110 | ||
| М8×80 | М10×85 | М12×100 | М14×110 | М16×120 | ||
| М10×90 | М14×120 | М16×130 | ||||
| М10×100 | М12×120 | М14×130 | М16×140 | |||
| М14×140 | ||||||
| Спецификация оборудования | ||||||
Оборудование для высадки болтов DIN 933
| Наименование | RBF10B3S | RBF13B3S | RBF17B3S | RBF19B3S | RBF24B3S | |
DIN 933
| М6×12 | М8×16 | М10×20 | М12×25 | М14×30 | М16×35 |
| М6×16 | М8×20 | М10×25 | М12×30 | М14×35 | М16×40 | |
| М6×20 | М8×25 | М10×30 | М12×35 | М14×40 | М16×45 | |
| М6×25 | М8×30 | М10×35 | М12×40 | М14×45 | М16×50 | |
| М6×30 | М8×35 | М10×40 | М12×45 | М14×50 | М16×55 | |
| М8×40 | М10×45 | М12×50 | М14×55 | М16×60 | ||
| М8×45 | М10×50 | М12×55 | М14×60 | |||
| М8×50 | М10×55 | М12×60 | ||||
| М8×55 | М10×60 | |||||
| М8×60 | ||||||
| Спецификация оборудования | ||||||
Оборудование для высадки болтов DIN 6921
| Наименование | RBF10B4SL | RBF13B4SL | RBF17B4SL | RBF19B4SL | RBF24B4SL | |
DIN 6921
| М6х12 | М8х16 | М10х20 | М12х25 | М14х30 | М16х35 |
| М6х16 | М8х20 | М10х25 | М12х30 | М14х35 | М16х40 | |
| М6х20 | М8х25 | М10х30 | М12х35 | М14х40 | М16х45 | |
| М6х25 | М10х35 | М12х40 | М14х45 | М16х50 | ||
| М6х30 | М8х35 | М10х40 | М12х45 | М14х50 | М16х55 | |
| М6х35 | М8х40 | М10х45 | М12х50 | М14х55 | М16х60 | |
| М6х40 | М8х45 | М10х50 | М14х60 | М16х65 | ||
| М6х45 | М8х50 | М10х55 | М12х60 | М14х65 | М16х70 | |
| М6х50 | М8х60 | М10х60 | М12х65 | М14х70 | М16х75 | |
| М6х55 | М8х70 | М10х65 | М12х70 | М16х80 | ||
| М6х60 | М8х75 | М10х70 | М12х75 | М14х80 | М16х90 | |
| М8х80 | М10х75 | М12х80 | М14х90 | М16х100 | ||
| М10х80 | М12х90 | М14х100 | М16х110 | |||
| М10х90 | М12х100 | М14х110 | М16х120 | |||
| М10х100 | М12х110 | М14х120 | М16х130 | |||
| М12х120 | М14х130 | М16х140 | ||||
| М14х140 | ||||||
| Спецификация оборудования | ||||||
Оборудование для высадки болтов
ОСОБЕННОСТИ КОМПЛЕКТАЦИИ ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ


Почему многие партнеры из разных стран мира выбирают наше оборудование?
Стандартная комплектация холодновысадочного оборудования для пр-ва болтов и гаек
| Полное наименование компонентов оборудования | Кол-во, ед./спецификация |
| Двигатель (4/6 полюсов) переменного тока с коробкой передач на 6 скоростей или двигатель переменного тока (6 полюсов) с инвертором. | 1 шт. |
| Электрический шкаф управления с PLC (Программируемый Логический Контроллер), пр-ва Mitsubishi, Япония | 1 шт. |
| Тормозная система дисковая пневматическая | 1 шт. |
| Размотчик проволоки | 1 шт. |
| Модель-S | стандартный поворотный стенд |
| Модель-B | стандартный поворотный стенд с правильным механизмом проволоки |
| Модель-A | горизонтальный гидравлический размотчик |
| Модель-D | горизонтальный гидравлический размотчик |
| Модель-P | горизонтальный гидравлический размотчик |
| Модель-T | горизонтальный гидравлический размотчик |
| Бак с охлаждающим маслом | 1 шт. |
| Система очистки от масляного тумана | 1 шт. |
| Поворотный 180° передаточный механизм | 1 шт. |
| Запасные части | стандартные |
| Рабочая платформа | 1 шт. |
| Руководство по эксплуатации с чертежами запасных частей, электрических схем и фундамента оборудования | 1 шт. |
| Система обнаружения неисправностей | |
| масляных, охлаждающих, вентиляторов | |
| если устройство мониторинга поставляется с оборудованием |
Оборудование для высадки болтов холодным способом Тайвань Метиз Альянс уже на протяжении 20 лет поставляется и используется на крупнейших заводах мира, продукция которых поставляется для многих компаний-продавцов метизов и крепежа, для компаний автомобильной промышленности, таких как Toyota, Honda, компаниям аэрокосмической индустрии, а также многим другим компаниям-производителям крепежа. Оборудование имеет специальный сертификат на литую и цельную станину и это всегда особенность, стабильность в качестве (вибрация) и долговечности.
Преимущества Тайвань Метиз Альянс заключается в том, что наше оборудование для производства болтов имеет лучшие показатели по совместимости цена/качество. Все покупатели уже давно проверили и убедились на личном опыте что качество оборудования Тайвань Метиз Альянс является топ классом.
скачать каталог на русском языке
Также, стоить отметить цены предлагаемые Тайванскими производителями являются намного ниже цен предлагаемых Американскими, Итальянскими и Японскими производителями. На мировом рынке крепежа Тайвань Метиз Альянс зарекомендовал себя как самый надежный поставщик оборудования для производства болтов, цена которого является конкурентоспособной и окупаемой. География наших поставок насчитывает около 35 страх по всему миру, включая такие страны как: США, Япония, Германия, Италия, Франция, Россия, Беларусь, Китай, Индия, Малайзия, Таиланд и многие другие.
Валки обеспечивают подачу заготовки для высадки болтов малых размеров

Маховичок ручного управления обеспечивает настройку длины К.О

Механизм для вытаскивания оправки может быть установлен по требованию Заказчика
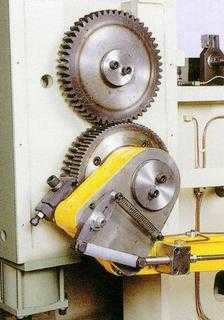
Моторизированный правильный механизм обеспечивает стабильный процесс правления катанки (диаметром более Ø18 мм)

Рама обеспечивает абсолютную стабильность и прямолинейный поступательный процесс высадки. Изготовлена из чугуна с шаровидным графитом марки JIS FCD 55, что обеспечивает её долговечность. Держатели матрицы изготовлены из легированной стали класса FCD 70, расположены параллельно друг к другу и могут быть отрегулированы независимо друг от друга.
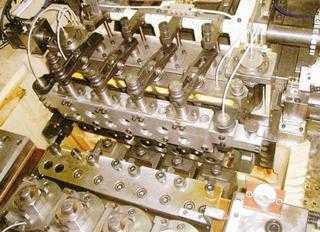
Пневматический тип подачи заготовки SACMA обеспечивает высокоскоростной и стабильный процесс высадки.

Механизм отключения питания с системой S-CAM управляется коленчатым валом в горизонтальной плоскости.
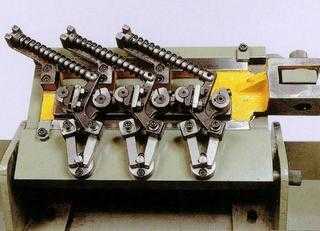
Передающие собачки обеспечивают надежный захват заготовки
Остановка оборудования для холодной высадки болтов происходит автоматически в случае:
- неисправности,
- необходимости очистки заготовки.

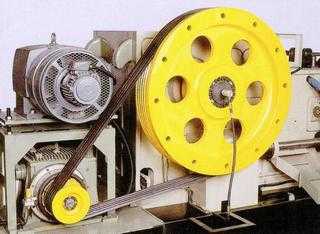
Пневматическое сцепление и тормозная система поддерживают маховое колесо в состоянии крутящегося момента.
Тайвань Метиз Альянс поставляет оборудование с 2-мя, 3-мя, 4-мя, 5-ю, 6-ю, 7-ю позиционными ковочными станциями для производства болтов различной формы, диаметра и длины. Оборудование поддерживает три режима подачи заготовки болтов, включая пружинный, синхронный и пневматический режим подачи, оснащено пневматическим сцеплением и тормозом, изменение скорости контролируется инвертором.
Оборудование производит болты диаметром М3, M4, M5, M6, M8, M10, M12, M16, M20, M22, M24, M27, M30, длиной до 355 мм.
Данная продукция производится на оборудовании серии JBF с 2-мя, 3-мя, 4-мя позиционными ковочными станциями
- Диаметр болтов: М4-М30
- Длина болтов: 10 мм — 300 мм
Данная продукция производится на оборудовании серии JBF с 4-мя, 5-ю, 6-ю, 7-ю позиционными ковочными станциями
- Диаметр болтов: М3-М30
- Длина болтов: 8 мм — 360 мм

Внешний вид оборудования
ТЕХНИЧЕСКИЕ ОСОБЕННОСТИ ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ ХОЛОДНЫМ СПОСОБОМ

СМАЗКА И ОХЛАЖДЕНИЕ
- Для смазки и охлаждения используется одно и то же масло.
- Убедитесь,что все точки,подлежащие смазке,такие,как шестерни, подшипники и т.д., покрыты смазкой, и что все трубы подачи масла функционируют.
- Ниже приведена спецификация смазочного и охлаждающего масел:
| Класс | SM-7 | SM-8 |
|---|---|---|
| Вязкость, Kin: cSt @ 40℃/100℃ | 140 (14.6) | 162 (15.9) |
| Вязкость, SUS: Sec @ 100℉/210℉ | 720 (77) | 892.5 (85.5) |
| Точка возгорания (℃/℉) | 230 (446) | 240 (465) |
| Общее содержание серы (wt%) | 2.1 | 3.1 |
| Содержание активной серы (wt%) | 1.3 | 1.5 |
| Хлор (wt%) | 0.2 | 0.3 |
| Жирные масла (wt%) | 7 | 8 |
| Коррозия меди / 3 ч / 212℉ | Черный | Черный |
| Цвет / Astm | 8 | 8 |
Масло класса SM-7 применяется для ковки болтов и гаек, и нанесения резьбы на гайках, произведенных из углеродистой стали. Масло класса SM-8 применяется для ковки болтов и гаек, и нанесения резьбы на гайках, произведенных из нержавеющей стали. Разрешается использовать масла других марок с аналогичным или приближенным составом и характеристиками.
Дополнительная информация по смазке
(Модель станка: RBF)| П. | № мест | Название узла | Поставщик масла | Тип масла | Период | Объём |
| 01 | 1 | Основной двигатель | CALTEX | Multifak #2 | 2000 часов | 70 г. |
| 02 | 1 | Основной двигатель | CALTEX | Multifak #2 | 2000 часов | 30 г. |
| 03 | 2 | Один вал редукционного механизма | FAG | L135V | 3 месяца | 100 г. |
| 04 | 1 | Ступица махового колеса | CALTEX | Cup Grease#2 | 1 месяц | 400 г. |
| 05 | 1 | Тяга переноса | CALTEX | Cup Grease#2 | 1 месяц | 5 г. |
| 06 | 4 | Захваты открытые/закрытые переноса | CALTEX | Cup Grease#2 | 1 месяц | 5 г. |
| 07 | 1 | Узел обслуживания (узел трех точек) | ESSO | Nuto A68 | 3 месяца | 0,09 л. |
| 08 | 1 | Узел обслуживания (узел трех точек) | ESSO | Nuto A68 | 3 месяца | 0,2 л. |
| 09 | 1 | Бак для СОЖ | CALTEX | Sultex F | 3 месяца | 1300 л. |
| 10 | 1 | Бак для смазки | CALTEX | Sultex F | 3 месяца | 1000 л. |
| 11 | 1 | Тормозной блок | CALTEX | Nuto A68 | 3 месяца | 2 л. |
| 12 | 1 | Гидроустройство | CALTEX | Nuto A68 | 3 месяца | 2 л. |
| 13 | 1 | Гидроустройство (для горизонтального проволочного стенда) | CALTEX | Nuto A68 | 3 месяца | 2 л. |
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | Спецификация изделий | |
|---|---|---|
| RBF Series 2-Die 2 Blow Bolt Former 2Пх2У |
| на русском на английском |
| RBF Series 3-Die 3 Blow Bolt Former 3Пх3У |
| на русском на английском |
| RBF Series 4-Die 4 Blow Bolt Former 4Пх4У |
| на русском на английском |
| RBF Series Multi-Station Bolt Former 5П, 6П, 7П |
| скачать файл весь список оборудования |
| Примечание: | № П- кол-во позиционных ковочных станций, № У- кол-во ударов | |
www.metiz.com.tw
Оборудование для производства заклёпок холодным способом
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ВЫТЯЖНОЙ ЗАКЛЕПКИ
Высадочный станок в полузащитном кожухе для изготовления вытяжной заклепки

Заклёпка вытяжная со стандартным буртиком DIN 7337
Диаметр: ø3,0 мм — ø6,0 мм
Длина: 3 мм — 30 мм
Материал исполнения (тело/стержень):
А2/А2 нерж./нерж.
Аl/А2 алюминий/нерж.
St/st сталь/сталь
| Модель | R-10BRS | R-15BRS |
| Диаметр продукции, макс. мм | 3-4 мм | 5-6 мм |
| Длина продукции, макс. мм | 3-16 мм | 4-30 мм |
| Ход ползуна, мм | 56 мм | 92 мм |
| Производительность, шт. в мин | 150-180 | 100-130 |
| Диаметр высадочной матрицы, мм | 30 мм | 34.5 мм |
| Диаметр отрезной матрицы, мм | 15 мм | 19 мм |
| Пуансон первой позиции, мм | 25 мм | 31 мм |
| Пуансон второй позиции, мм | 25 мм | 31 мм |
| Мощность главного двигателя, лс | 2 лс | 3 лс |
| Мощность масляного двигателя, лс | ¼ лс | ¼ лс |
| Габариты ДхШхВ, мм | 1800х1300х2000 | 1980х1300х1750 |
| Вес-нетто, кг | 1190 кг | 1960 кг |
| Вес-брутто, кг | 1390 кг | 2160 кг |
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПУСТОТЕЛЫХ ЗАКЛЁПОК ХОЛОДНЫМ СПОСОБОМ
Вид оборудования для производства заклепок и его особенности

Оборудование производит заклёпки:
- диаметром: 0.8 — 16 мм
- длиной: 24-152 мм
- производительностью: 40-220 шт. /мин
Оборудование для производства заклепки
Техническая спецификация
| Модель | Макс. диаметр заготовки | Макс. длина заготовки | Длина хода ползуна | Производительность, шт./мин. | Диаметр основной матрицы | Диаметр отрезной матрицы | Первый пуансон | Второй пуансон | Мощность основного двигателя | Масляный насос | Параметры, ДхШхВ,см | Вес нетто, кг | Вес брутто, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RFA-2C | 0.8~3 мм | 24 мм | 38 мм | 190~220 | 20 мм | 13.5 mm | 18 мм | 18 мм | 1 ЛС | ¼ ЛС | 165x110x156 | 860 | 930 |
| RFA-10C | 2~4 мм | 32 мм | 58 мм | 190~220 | 30 мм | 15 mm | 24 мм | 20 мм | 2 ЛС | ¼ ЛС | 185x130x200 | 1060 | 1360 |
| RFA-15C | 4~5 мм | 64 мм | 92 мм | 150~180 | 34.5 мм | 19 mm | 31 мм | 31 мм | 2 ЛС | ¼ ЛС | 198x130x175 | 1930 | 2130 |
| RFA-20C | 4~6 мм | 76 мм | 120 мм | 80~100 | 45 мм | 25 mm | 36 мм | 36 мм | 3 ЛС | ¼ ЛС | 240x140x150 | 2640 | 2750 |
| RFA-50C | 16 мм | 102 мм | 190 мм | 60~70 | 115 мм | 60 mm | 75 мм | 75 мм | 3 ЛС | ¼ ЛС | 435x210x185 | 12000 | 12100 |
| RFA-50C | 16 мм | 152 мм | 250 мм | 40~50 | 115 мм | 60 mm | 83 мм | 83 мм | 7 ½ ЛС | ¼ ЛС | 240x140x150 | 17000 | 17100 |
| RFA-80C | 25 мм | 200 мм | 320 мм | 20-30 | 168 мм | 98 мм | 108 мм | 108 мм | 75 ЛС | 1/2 ЛС | 800х260х270 | 30000 |
Оборудование для производства заклепки
Комплектация
- Со стандартными аксессуарами.
- Кожух.
- Автоматический контроль.
- Размоточный стенд для проволоки.
- Комплект инструмента.
- Инструкция по эксплуатации.
- Примечание: Не включено инвертор.
Оборудование также производит заклёпки малых размеров (см. рис.)
ПРИМЕЧАНИЕ:
ГОСТ 10299-80 Заклёпки с полукруглой головкой
| Диаметр стержня, мм | Длина, мм | Подходящий станок |
| 1.0 | 2-8 | FA-2C |
| 1.2 | 2-10 | FA-2C |
| (1.4) | 3-12 | FA-2C |
| 1.6 | 3-12 | FA-2C |
| 2.0 | 3-16 | FA-2C |
| 2.5 | 3-20 | FA-2C |
| 3.0 | 4-40 | FA-2C |
| (3.5) | 5-40 | FA-10C |
| 4.0 | 5-50 | FA-10C |
| 5.0 | 7-60 | FA-15C |
| 6.0 | 7-60 | FA-15C |
| 8 | 9-70 | FA-20C |
| 10 | 14-100 | FA-50C |
| 12 | 18-110 | FA-50C |
| (14) | 20-140 | FA-50C |
| 16 | 20-140 | FA-50C |
ГОСТ 10300-80 Заклёпки с потайной головкой
| Диаметр стержня, мм | Длина, мм | Подходящий станок |
| 1.0 | 2-8 | FA-2C |
| 1.2 | 3-10 | FA-2C |
| (1.4) | 3-12 | FA-2C |
| 1.6 | 3-12 | FA-2C |
| 2.0 | 3-16 | FA-2C |
| 2.5 | 4-20 | FA-2C |
| 3.0 | 4-40 | FA-2C |
| 4.0 | 5-50 | FA-15C |
| 5.0 | 8-60 | FA-20C |
| 6.0 | 8-60 | FA-20C |
| 8 | 9-60 | FA-20C |
| 10 | 16-75 | FA-50C |
| 12 | 18-85 | FA-50C |
| (14) | 22-100 | FA-50C |
| 16 | 24-100 | FA-50C |









www.metiz.com.tw
| |||
| |||
| |||
| |||
| |||
|
| ||
| |||
| Предохранительные штифты | |||
| |||
| Отрезной ролик | |||
| |||
| Амортизатор движения направляющей | |||
| |||
| Индикатор длины | |||
taiwan-fasteners.com
Оборудование для производства саморезов
Невозможно себе представить ремонтные или строительные работы, которые могли бы обойтись без метизных изделий и крепежа. Независимо от сезона, саморезы и другой крепеж пользуются постоянным спросом как среди строителей, так и среди частных лиц. Благодаря этому, а также доступности исходного сырья, производство метизных изделий является перспективным и прибыльным бизнесом.
В основе любого прибыльного производства лежит высококачественное и надежное оборудование, которое обеспечивает его бесперебойную работу. Именно поэтому наша компания предлагает станки для производства саморезов высокого качества и по самым выгодным ценам, с гарантией.
Линия по производству саморезов гарантирует высокую производительность в сочетании с простотой монтажа и нетребовательностью в обслуживании. Такой станок для изготовления саморезов, цена и условия доставки которого является максимально привлекательными для заказчика, может быть размещен в небольшом помещении, а также не требует особой подготовки или квалификации работников.
Холодно-высадочный
автомат
Этот станок предназначен для изготовления заготовок саморезов.
В автомат подаётся проволока из бухты, установленной на стол вращения (в комплекте). Автомат отрубает проволоку необходимой длины и формирует шляпку метизного изделия.
Далее заготовки нужно обработать на резьбонакатном станке.
| МОДЕЛЬ | 1R-25 | DH-10B | DH-15 | DH-20 | 10H-20B |
| Диаметр самореза, мм | 0,6 – 3,0 | 2,0 – 4,0 | 2,0 – 6,0 | 2,5 – 8,0 | 3,0 – 8,0 |
| Длина самореза | 5,0 – 25,0 | 5,0 – 40,0 | 5,0 – 60,0 | 6,0 – 80,0 | 10,0 – 100,0 |
| Производительность, шт./мин. | До 170 | До 220 | До 170 | До 150 | До 120 |
| Габариты, Д х Ш х В, мм | 1140х810 х550 | 1100х750 х980 | 2000х1100 х1200 | 2300х1100 х1200 | 2900х1300 х1200 |
| Масса, кг | 500 | 1000 | 1250 | 1500 | 2800 |
| Мощность, кВт | 1,1 | 1,5 | 3,0 | 4,0 | 4,0 |
На складе в Новосибирске
Резьбонакатный станок
Этот станок предназначен для накатывания резьбы на саморезы.
В станок подаются заготовки, сформированные холодновысадочным автоматом. Барабанный механизм подаёт эти заготовки на резьбонакатные плашки, где и происходит нарезание резьбы.
Полученные саморезы можно использовать сразу или подвергнуть дальнейшей обработке – например, в закалочной печи.
| МОДЕЛЬ | 1R-25 | DH-10B | DH-15 | DH-20 | 10H-20B |
| Диаметр самореза, мм | 0,6 – 3,0 | 2,0 – 4,0 | 2,0 – 6,0 | 2,5 – 8,0 | 3,0 – 8,0 |
| Длина самореза | 5,0 – 25,0 | 5,0 – 40,0 | 5,0 – 60,0 | 6,0 – 80,0 | 10,0 – 100,0 |
| Производительность, шт./мин. | До 170 | До 220 | До 170 | До 150 | До 120 |
| Габариты, Д х Ш х В, мм | 1140х810 х550 | 1100х750 х980 | 2000х1100 х1200 | 2300х1100 х1200 | 2900х1300 х1200 |
| Масса, кг | 500 | 1000 | 1250 | 1500 | 2800 |
| Мощность, кВт | 1,1 | 1,5 | 3,0 | 4,0 | 4,0 |
На складе в Новосибирске
Холодно-высадочный
автомат
Этот станок предназначен для изготовления заготовок саморезов.
В автомат подаётся проволока из бухты, установленной на стол вращения (в комплекте). Автомат отрубает проволоку необходимой длины и формирует шляпку метизного изделия.
Далее заготовки нужно обработать на резьбонакатном станке.
На складе в Новосибирске
| МОДЕЛЬ | 1R-25 | DH-10B | DH-15 | DH-20 | 10H-20B |
| Диаметр самореза, мм | 0,6 – 3,0 | 2,0 – 4,0 | 2,0 – 6,0 | 2,5 – 8,0 | 3,0 – 8,0 |
| Длина самореза | 5,0 – 25,0 | 5,0 – 40,0 | 5,0 – 60,0 | 6,0 – 80,0 | 10,0 – 100,0 |
| Производительность, шт./мин. | До 170 | До 220 | До 170 | До 150 | До 120 |
| Габариты, Д х Ш х В, мм | 1140х810 х550 | 1100х750 х980 | 2000х1100 х1200 | 2300х1100 х1200 | 2900х1300 х1200 |
| Масса, кг | 500 | 1000 | 1250 | 1500 | 2800 |
| Мощность, кВт | 1,1 | 1,5 | 3,0 | 4,0 | 4,0 |
Резьбонакатный станок
Этот станок предназначен для накатывания резьбы на саморезы.
В станок подаются заготовки, сформированные холодновысадочным автоматом. Барабанный механизм подаёт эти заготовки на резьбонакатные плашки, где и происходит нарезание резьбы.
Полученные саморезы можно использовать сразу или подвергнуть дальнейшей обработке – например, в закалочной печи.
На складе в Новосибирске
| МОДЕЛЬ | 1R-25 | DH-10B | DH-15 | DH-20 | 10H-20B |
| Диаметр самореза, мм | 0,6 – 3,0 | 2,0 – 4,0 | 2,0 – 6,0 | 2,5 – 8,0 | 3,0 – 8,0 |
| Длина самореза | 5,0 – 25,0 | 5,0 – 40,0 | 5,0 – 60,0 | 6,0 – 80,0 | 10,0 – 100,0 |
| Производительность, шт./мин. | До 170 | До 220 | До 170 | До 150 | До 120 |
| Габариты, Д х Ш х В, мм | 1140х810 х550 | 1100х750 х980 | 2000х1100 х1200 | 2300х1100 х1200 | 2900х1300 х1200 |
| Масса, кг | 500 | 1000 | 1250 | 1500 | 2800 |
| Мощность, кВт | 1,1 | 1,5 | 3,0 | 4,0 | 4,0 |
www.sibeik.ru
Оборудование для изготовления болтов и метизов
Для того чтобы начать производство метизов, болтов, гаек и других материалов, вам понадобится профессиональное оборудование. Но если нет возможности использовать дорогостоящее оборудование, то можно пойти альтернативным путем.
Первое оборудование, которое у вас обязательно должно присутствовать на производстве, это холодновысадочный станок. Он нужен, для того чтобы изготавливать тот или иной материал из специальной стали, которая сама по себе является калибровочным типом. Такие станки бывают нескольких типов, а точнее коленорычажные и кривошипные автоматы. Отличаются они тем, что у них стоять различные виды матриц. То есть, у некоторых из них, матрицы можно снять, а у других они цельного вида. Если на станке будет установлена съемная матрица, то это значит, что станок может изготавливать гораздо длиннее изделия, чем станок, на котором матрица не снимается. Кроме матриц, в таких станках, есть еще одно важное отличие, и оно заключается в количестве ударов. То есть, есть одноударные, двухударные и трехударные. Холодновысадочный станок отрезает специально подготовленную заготовку по определенной длине, после этого, он формирует головку и плиц. Такой станок может изготавливать, примерно от 150 до 200 изделий за одну минуту.
После того, как заготовки прошли холодновысадочный станок, вам понадобится такое оборудование, как резьбонакатной станок. В таком станке имеется силовая система, которая нужна, для того чтобы включать привод механики. Именно он используется при синхронизации двух валов, которые, в свою очередь, вращаются. Также, в таком станке, есть накатная система, которая, в свою очередь, состоит из шпиндельной головки, которая не двигается. А также головки, которая двигается. Они должны находиться в одной плоскости.
Также, очень важно, что в таком станке имеется опорная поверхность, которая нужна для продольной установки роликов накатного типа. Обработка метала, происходит при помощи давления. Гораздо чаще используется станок, в котором есть два ролика и два шпинделя. Кроме того, что этот станок выполняет свою основную функцию, это накатка резьбы, он также формирует заостренный наконечник для шурупа.
Автоматически станки для изготовления метизов из такого материала, как стальная, медная и латунная проволока. Также, это может быть и алюминиевый сплав, как круглого, так и квадратного сечения. Для того чтобы станки работали без перебоев, в них есть специальная электронная система смазки и защиты от различного вида повреждений. Специальные колодки сжимают и поддерживают проволоку, а пуансон уже изготавливает головку. Специальный подающий механизм подает изделие на дальнейшую обработку.
Выбирая оборудование для изготовления метизов или болтов, вам нужно определиться с фирмой, которая изготавливает станки. Так как должно быть не только качество изготавливаемого материала, но также и надежность. Сейчас продаются различного вида болты, например, гост фундаментные болты, которые вы можете найти на сайте http://www.promsnabr.ru/prochie-metalloizdeliya/bolty-fundament-gost24379-1-80/.www.stanki.name
Станки для высадки гаек – iMachine
Станки для высадки гаек серии CNF

Преимущества станка:
- Отрезной механизм закрытого типа специально сконструирован для обеспечения квадратного сечения без заусенцев. Ограничительное устройство подачи катанки и детектор недостаточности материала обеспечивают точность размеров заготовок.
- Простой и доступный дизайн центрования заготовки между пуансоном и матрицей доступен даже неподготовленному оператору, настройка каждого держателя пуансона происходит независимо от остальных.
- Формующие матрицы выполнены в круглой твёрдой форме для балансирования силы ковки. Такой дизайн также способствует экономии на оснастке.
- Шатунный механизм подстроен под главную скользящую направляющую пресса, изготовленной из легированной стали, что обеспечивает превосходную стабильность и гарантирует точное прямолинейное продвижение заготовки через вырубные штампы и матрицы
- Подающие ролики и собачка подающего храпового механизма приводятся в движение пневмоцилиндрами дабы обеспечить автоматизацию, экономию электроэнергии и быстроту производства. Подача контролируется собачкой храповика с целью исключения возможности обратного движения.
- Система фильтрации смазочного и охлаждающего масла позволяет устранить попадание стружки в маслянную систему и продлить срок эксплуатации станка.
- Машина оснащена устройством пневматического сцепления и торможения. Это позволяет запуск станка в режимах «Настройки», «Единичного хода» и «Постоянной работы» без повреждения электрических частей станка и двигателя. За исключением режима «Настройки», станок может быть всегда остановлен в моменте самого заднего положения направляющей дабы максимально открыть зону оснастки машины для работы с пуансонами и матрицами. Машина также работает в режимах переднего толчкового перемещения, обратного толчкового перемещения и тестирования.
- Автоматическое устройства контроля обладает следующими функциями:
- Скорость производства
- Перегруз главного двигателя
- Недостаточная подача материала
- Окончание материала
- Подсчёт установленных значений
- Недостаточное давление в смазочной системе
- Воздушное давление недостаточно
При возникновении одной из вышеперечисленных внештатных ситуации машина автоматически остановит работу и световой индикатор покажет причину остановки оборудования.
Пятистанционные холодновысадочные прессы для производства гаек CNF серии (CNF SERIES 5 STATIONS)
| Модель | CNF-65S | CNF-65L | CNF-85S | CNF-85L | CNF-105S | CNF-105L | CNF-145S | CNF-145SM | CNF-165S | CNF-165L | CNF-20SM | |
| Кол-во высадочных станций | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | |
| Усилие высадки | кг | 52000 | 52000 | 70000 | 70000 | 105000 | 105000 | 190000 | 190000 | 260000 | 260000 | 400000 |
| Макс. отрезаемый диаметр | мм | Ø10 | Ø10 | Ø14 | Ø14 | Ø17 | Ø17 | Ø22 | Ø22 | Ø26 | Ø26 | Ø32 |
| Макс. отрезаемая длина | мм | 8 | 15 | 12 | 20 | 14 | 21 | 17 | 21 | 25 | 40 | 35 |
| Макс. производительность | шт./мин. | 300 | 200 | 230 | 150 | 190 | 125 | 150 | 120 | 120 | 100 | 100 |
| Ход пуансона | мм | 11 | 35 | 16 | 40 | 20 | 38 | 24 | 54 | 55 | 80 | 45 |
| Ход главного ползуна | мм | 70 | 100 | 84 | 120 | 100 | 130 | 134 | 160 | 160 | 230 | 160 |
| Мощность гл. двигателя | ЛС | 15 | 20 | 20 | 25 | 30 | 40 | 40 | 50 | 75 | 75 | 100 |
| Диаметр обрезной матрицы | мм | Ø40 | Ø40 | Ø50 | Ø50 | Ø60 | Ø60 | Ø80 | Ø80 | Ø89 | Ø89 | Ø92 |
| Диаметр пуансона | мм | Ø35 | Ø35 | Ø50 | Ø50 | Ø60 | Ø60 | Ø75 | Ø75 | Ø85 | Ø85 | Ø90 |
| Диаметр основной матрицы | мм | Ø50 | Ø50 | Ø60 | Ø60 | Ø75 | Ø75 | Ø100 | Ø100 | Ø118 | Ø118 | Ø143 |
| Расстояние между матрицами | мм | 58 | 58 | 70 | 70 | 84 | 84 | 108 | 108 | 129 | 129 | 148 |
| Вес станка | кг | 7800 | 8500 | 8500 | 10000 | 16000 | 16500 | 26,000 | 28,000 | 42000 | 42000 | 45000 |
| Макс. размер под ключ | мм | 11 | 11 | 13 | 13 | 17 | 17 | 22 | 22 | 26 | 26 | 32 |
taiwan-fasteners.com
Оборудование для высадки болтов – iMachine

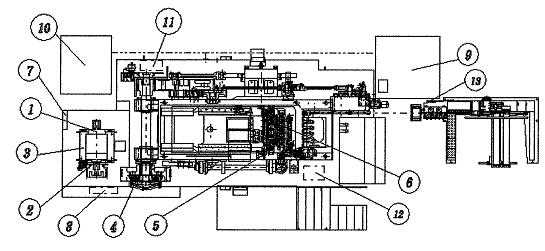
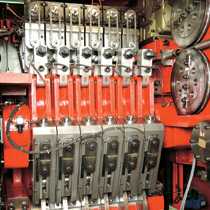
Технология холодной высадки болтов
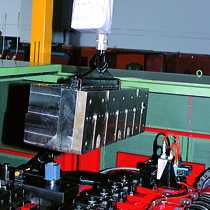
Быстрая смена инструмента
Для смены инструментальной оснастки для производства различных видов продукции или при необходимости замены матриц или пуансонов внутри станка, оператор станка может использовать кран-балку для демонтажа инструментального модуля и заменить его на подготовленный новый модуль с другим инструментом, что позволяет значительно сократить трудозатраты, гарантировать безопасность персонала и удобство эксплуатации. Данная опция также применима для производства большего разнообразия продукции в малых количествах. (Данная система устанавливается при желании клиента, инструмент может быть приобретён отдельно).
*Данная система применима для следующих моделей станков : CBP/CBF/CNP для производства продукции размером более M20.
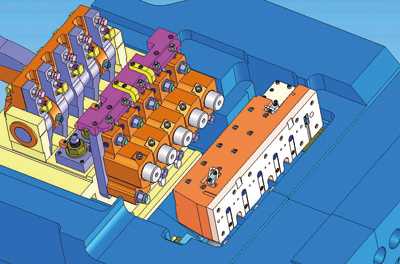
 |  |  |
| Станки для высадки CBP и CNP оборудованы поворотной на 180° системой перемещения и захвата болтов и гаек касетного типа. | Изображённый на фото передаточный вал контролирует перемещение взад-вперёд вала системы перемещения деталей, а также открытие захвата деталей и время захвата. | Данное устройство имеет количество захватов на один больше, чем в стандартном исполнении для более плавного перемещения детали в конвейер готовой продукции. Это позволяет избежать поверхностных царапин продукции при падении с большой высоты. *Данное устройство не может быть установлено на модели станков CBP/CBF/CNP |
Технология высадки на станках CBF/CBP & CNP
- Пневматическая муфта сцепления тормозной системы спроектирована для работы в режимах «Толчкового перемещения», «Одиночного хода» и режиме «Непрерывной работы». Главный ползун каждый раз будет останвливаться в задней мёртвой точке при работе в режимах «Одиночного хода» или «Непрерывной работы», что позволяет максимально открыть зону оснастки машины для работы с пуансонами и матрицами.
- Цельнолитые отрезная пластина и отрезная втулка обеспечивают отрезание под прямым углом без заусенцев.
- Опорный ролик кулачка толкателя расположен по центральной оси штока толкателя, с целью предотвращения возникновения эксентрических сил и обеспечения жёсткости и стабильности конструкции.

- Кулачки механизма выталкивателей пуансонов спроектированы с помощью компьютера, чтобы достичь простоты и точности. Движение выталкивателей пуансона синхронизировано с перемещением главного ползуна, дабы предотвратить выпадение заготовки из формующей матрицы до высадки.
- Основные конструктивные детали пресса, такие как рама и главный ползун, прошли процесс нормализации после отливки, с целью снятия внутренних напряжений. Это позволяет избежать деформации частей и добиться точности изготавливаемой продукции.
- Все кулачки пресса спроектированы с помощью компьютерных программ и изготовлены на обрабатывающих центах с ЧПУ, с целью обеспечения точности и гладкости поверхности.
- Стабильность и точность перемещения главного ползуна гарантирована «рукавом» ,а также металлическими пластинами из твёрдосплавной стали. Это позволяет добиться более долгого срока эксплуатации станка.

- Станок оснащён цифровой системой контроля и индикации, предназначенной для остановки в случае неисправностей и индикации кода ошибки.
- Удобный в пользовании интерфейс цифрового контроллера позволяет с лёгкостью индивидуально настроить положение втулки матрицы, растояние до упора и длину подачи, а модуль памяти расчитан на 99 видов инструментальной оснастки, с целью обеспечения быстрой смены инструмента (опция).
- Полуавтоматический режим работы позволяет добиться экономии энергии и трудозатрат.
- Установленный на главный двигатель инвертер позволяет варьировать скорость при тестировании и производстве.
Технология высадки на станках CBF/CBP&CNP
- Пневматическая муфта сцепления тормозной системы спроектирована для работы в режимах «Толчкового перемещения», «Одиночного хода» и режиме «Непрерывной работы». Главный ползун каждый раз будет останвливаться в задней мёртвой точке при работе в режимах «Одиночного хода» или «Непрерывной работы».
- Цельнолитые отрезная пластина и отрезная втулка обеспечивают отрезание под прямым углом без заусенцев.
- Опорный ролик кулачка толкателя расположен по центральной оси штока толкателя, с целью предотвращения возникновения эксентрических сил и обеспечения жёсткости и стабильности конструкции.
- Кулачок механизма выталкивателей пуансонов спроектированы с помощью компьютера, чтобы достичь простоты и точности. Движение выталкивателей пуансона синхронизировано с перемещением главного ползуна, дабы предотвратить выпадение заготовки из формующей матрицы до высадки.
- Основные конструктивные детали пресса, такие как рама и главный ползун, прошли процесс нормализации после отливки, с целью снятия внутренних напряжений. Это позволяет избежать деформации частей и добиться точности изготавливаемой продукции.
- Все кулачки пресса спроектированы с помощью компьютерных программ и изготовлены на обрабатывающих центах с ЧПУ, с целью обеспечения точности и гладкости поверхности.
- Стабильность и точность главного ползуна гарантирована «Рукавом» в виде металлической пластины из твёрдосплавной стали. Это позволяет добиться более долгого срока эксплуатации станка.
- Станок оснащён цифровой системой контроля и индикации, предназначенной для остановки в случае неисправностей и индикации кода ошибки.
- Удобный в пользовании интерфейс цифрового контроллера позволяет с лёгкостью индивидуально настроить шаг заднего выталкивателя, растояние до упора и длину подачи, а модуль памяти расчитан на 99 видов инструментальной оснастки, с целью обеспечения быстрой смены инструмента (опция).
- Полуавтоматический режим работы позволяет добиться экономии энергии и трудозатрат.
- Установленный на главный двигатель инвертер позволяет варьировать скорость при тестировании и производстве.
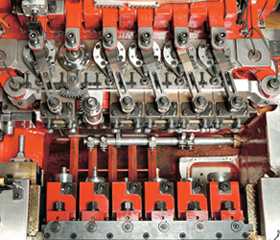
 | 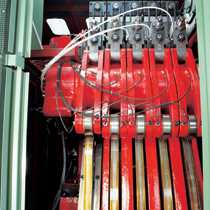 |  |  |
| Два вида механизма выталкивателя матрицы спроектированы для моделей CBF/ CBP / CNP на рис. А и для CBF-L / CBP-L на рис. B. Ход каждого выталкивателя матрицы регулируется ходом поворотного рычага на каждой станции. Переднее положение механизма выталкивателя матрицы остаётся неизменным после настройки. | Обрезная матрица установлена на последней станции для станков серий CBF/CBP. Ход выталкивателя обрезной матрицы может быть отрегулирован с помощью настройки кулачка выталкивателя маховиком с цифровой индикации или с помощью цифрового контроллера (опция). | Устройство цифрового контроля применяется для шагового двигателя с редуктором для более точного позиционирования механизмов даже при условии недостатка свободного пространства. | Полуавтоматическая система цифровой настройки положения втулки матрицы (опция) создана в целях экономии электроэнергии, времени настройки и удобства эксплуатации. |
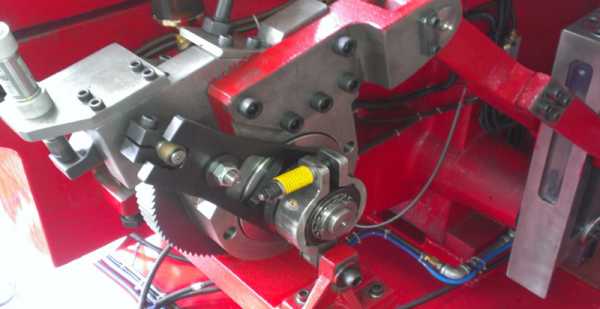
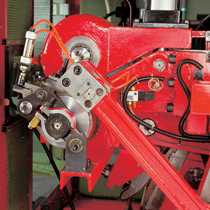 |  |  |  |
| На фото изображён механизм подачи проволоки для прессов до CBP 134S серии. | Механизм подачи проволоки использует храповую стопорную собачку с автоматическим подъёмом для обратного хода, а также включает в себя систему настройки длины подачи проволоки соединённые вместе с тормозным устройством с целью избежания проблем с отводом проволоки назад. | Система быстрой смены инструмента снабжена сенсорной панелью. Система цифрового контроля позволяет обновлять ПО с помощью USB, а также изменять параметры настройки. | Модуль инструментальной оснастки легко монтируется и демонтируется (опция). |
Спецификации на станки CBF, CBP, CNF серий для высадки болтов и деталей сложной формы
Трёхстанционные холодновысадочные прессы для производства болтов (CBF SERIES 3 STATIONS)
| Модель | Величина | CBF-43S | CBF-63S | CBF-83S | CBF-83L | CBF-103S | CBF-103L | CBF-133S | CBF-133L |
| Кол-во высадочных станций | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | |
| Усилие высадки | кг | 16,000 | 35,000 | 60,000 | 60,000 | 80,000 | 80,000 | 115,000 | 115,000 |
| Макс. отрезаемый диаметр | мм | Ø5 | Ø8 | Ø10 | Ø10 | Ø12 | Ø12 | Ø15 | Ø15 |
| Макс. отрезаемая длина | мм | 66 | 70 | 75 | 135 | 105 | 192 | 145 | 250 |
| Макс. производительность | шт./мин | 300 | 260 | 240 | 180 | 200 | 140 | 160 | 100 |
| Ход пуансона | мм | 10 | 12 | 12 | 16 | 15 | 15 | 26 | 25 |
| Ход выталкивателя пуансона | мм | 56 | 52 | 52 | 115 | 80 | 162 | 102 | 230 |
| Мощность гл. двигателя | ЛС | 10 | 15 | 20 | 25 | 25 | 30 | 40 | 40 |
| Диаметр обрезной матрицы | мм | Ø38x30L | Ø30x45L | Ø53x56L | Ø30x50L | Ø45x59L | Ø45x59L | Ø63x69L | Ø55x70L |
| Диаметр пуансона | мм | Ø31x65L | Ø40x90L | Ø45x95L | Ø45x140L | Ø53x115L | Ø53x112L | Ø60x130L | Ø60x179L |
| Диаметр основной матрицы | мм | Ø38x85L | Ø50x85L | Ø60x80L | Ø60x150L | Ø75x108L | Ø75x200L | Ø86x135L | Ø86x265L |
| Вес станка | кг | 5,600 | 7,500 | 10,000 | 14,000 | 14,000 | 19,500 | 19,500 | 31,000 |
| Размеры высаживаемых болтов | мм | 2-4 | 3-6 | 5-8 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
| Макс длина под шляпкой | мм | 6-50 | 10-50 | 15-50 | 25-107 | 15-70 | 30-152 | 20-100 | 70-210 |
Четырёхстанционные холодновысадочные прессы для производства болтов (CBF SERIES 4 STATIONS)
| Модель | Величина | CBF-44S | CBF-64S | CBF-84S | CBF-104S | CBF-104L | CBF-134S | CBF-134L | CBF-134LL | CBF-164S | CBF-164LL | CBF-204S | CBF-204L | CBF-204LL | CBF-254S | CBF-254L |
| Кол-во высадочных станций | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | |
| Усилие высадки | кг | 16,000 | 40,000 | 60,000 | 80,000 | 80,000 | 120,000 | 120,000 | 120,000 | 210,000 | 210,000 | 350,000 | 350,000 | 350,000 | 430,000 | 430,000 |
| Макс. отрезаемый диаметр | мм | Ø5 | Ø8 | Ø10 | Ø12 | Ø12 | Ø15 | Ø15 | Ø15 | Ø18 | Ø18 | Ø23 | Ø23 | Ø23 | Ø26 | Ø30 |
| Макс. отрезаемая длина | мм | 66 | 95 | 100 | 133 | 185 | 140 | 190 | 285 | 195 | 350 | 195 | 240 | 360 | 253 | 320 |
| Макс. производительность | шт./мин | 300 | 240 | 200 | 160 | 150 | 150 | 120 | 80 | 110 | 70 | 95 | 80 | 65 | 70 | 62 |
| Ход пуансона | мм | 10 | 12 | 19 | 20 | 30 | 26 | 30 | 30 | 30 | 46 | 46 | 46 | 46 | 40 | 46 |
| Ход выталкивателя пуансона | мм | 56 | 80 | 85 | 110 | 160 | 102 | 160 | 280 | 170 | 320 | 170 | 220 | 325 | 175 | 280 |
| Мощность гл. двигателя | ЛС | 10 | 20 | 30 | 30 | 40 | 40 | 50 | 50 | 60 | 75 | 75 | 75 | 100 | 125 | 125 |
| Диаметр обрезной матрицы | мм | Ø42x30L | Ø30x45L | Ø35x50L | Ø45x59L | Ø45x59L | Ø63x69L | Ø63x69L | Ø55x70L | Ø60x90L | Ø64x100L | Ø75x120L | Ø75x120L | Ø75x120L | Ø80x130L | Ø99x150L |
| Диаметр пуансона | мм | Ø31x65L | Ø40x90L | Ø45x115L | Ø53x115L | Ø53x115L | Ø60x130L | Ø60x130L | Ø60x229L | Ø75x185L | Ø75x185L | Ø90x215L | Ø90x215L | Ø90x215L | Ø120x270L | Ø120x270L |
| Диаметр основной матрицы | мм | Ø38x85L | Ø50x110L | Ø60x120L | Ø75x135L | Ø75x185L | Ø86x135L | Ø86x190L | Ø86x305L | Ø100x190L | Ø100x345L | Ø125x200L | Ø125x240L | Ø125x345L | Ø140x250L | Ø148x300L |
| Вес станка | кг | 6,500 | 10,000 | 14,500 | 18,000 | 21,000 | 21,000 | 26,000 | 38,000 | 43,000 | 60,000 | 62,000 | 62,000 | 75,000 | 105,000 | 131,000 |
| Размеры высаживаемых болтов | мм | 2-4 | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 10-16 | 10-16 | 12-20 | 12-20 | 12-20 | 14-25.4 | 16-25.4 |
| Макс длина под шляпкой | мм | 6-50 | 10-75 | 15-77 | 15-102 | 20-152 | 20-100 | 25-152 | 75-262 | 20-152 | 100-305 | 25-152 | 25-200 | 100-305 | hexo.35-175 flange.35-165 | 60-254 |
Пятистанционные холодновысадочные прессы для производства деталей (CBP SERIES 5 STATIONS)
| Модель | Величина | CBP-45S | CBP-65S | CBP-85S | CBP-105S | CBP-135S | CBP-135L | CBP-135LA | CBP-165S | CBP-205S | CBP-205L | CBP-255L | CBP-255LL | CBP-305L |
| Кол-во высадочных станций | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | |
| Усилие высадки | кг | 16,000 | 40,000 | 80,000 | 90,000 | 130,000 | 130,000 | 140,000 | 220,000 | 350,000 | 350,000 | 440,000 | 440,000 | 550,000 |
| Макс. отрезаемый диаметр | мм | Ø5 | Ø8 | Ø10 | Ø12 | Ø15 | Ø15 | Ø18 | Ø18 | Ø23 | Ø23 | Ø30 | Ø32 | Ø36 |
| Макс. отрезаемая длина | мм | 66 | 95 | 100 | 133 | 140 | 190 | 190 | 190 | 195 | 240 | 370 | 450 | 420 |
| Макс. производительность | шт./мин | 220 | 200 | 160 | 150 | 105 | 105 | 100 | 95 | 85 | 75 | 55 | 50 | 45 |
| Ход пуансона | мм | 10 | 15 | 26 | 20 | 26 | 30 | 30 | 35 | 46 | 46 | 45 | 60 | 60 |
| Ход выталкивателя пуансона | мм | 51 | 80 | 85 | 110 | 110 | 160 | 160 | 165 | 180 | 220 | 315 | 400 | 380 |
| Мощность гл. двигателя | ЛС | 10 | 20 | 30 | 30 | 50 | 50 | 60 | 75 | 100 | 100 | 150 | 150 | 175 |
| Диаметр обрезной матрицы | мм | Ø42x30L | Ø30x45L | Ø35x62L | Ø45x59L | Ø63x69L | Ø63x69L | Ø58x80L | Ø64x100L | Ø75x120L | Ø75x120L | Ø99x150L | Ø99x150L | Ø118x150L |
| Диаметр пуансона | мм | Ø31x65L | Ø40x90L | Ø45x115L | Ø53x115L | Ø60x130L | Ø60x130L | Ø75x130L | Ø75x185L | Ø90x215L | Ø90x215L | Ø120x270L | Ø120x270L | Ø140x300L |
| Диаметр основной матрицы | мм | Ø38x71L | Ø50x110L | Ø60x120L | Ø75x135L | Ø86x190L | Ø86x190L | Ø110x190L | Ø108x200L | Ø125x200L | Ø125x240L | Ø148x355L | Ø148x450L | Ø168x420L |
| Вес станка | кг | 8,000 | 11,000 | 16,000 | 20,000 | 31,000 | 31,000 | 35,000 | 52,000 | 75,000 | 75,000 | 140,000 | 155,000 | 200,000 |
| Размеры высаживаемых болтов | мм | 2-4 | 3-6 | 5-8 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 10-16 | 12-20 | 12-20 | 16-25.4 | 16-25.4 | 24-30 |
| Макс длина под шляпкой | мм | 10-51 | 10-75 | 15-77 | 15-102 | 20-100 | 20-152 | 20-152 | 25-152 | 25-152 | 25-200 | 60-305 | 120-375 | 100-350 |
Шестистанционные холодновысадочные прессы для производства болтообразных деталей (CBP SERIES 6 STATIONS)
| Модель | Величина | CBP-46S | CBP-66S | CBP-86S | CBP-106S | CBP-136S | CBP-136L | CBP-136LL | CBP-166S | CBP-206S | CBP-206L | CBP-256S | CBP-276S |
| Кол-во высадочных станций | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | |
| Усилие высадки | кг | 24,000 | 50,000 | 90,000 | 110,000 | 140,000 | 140,000 | 140,000 | 230,000 | 390,000 | 390,000 | 500,000 | 730,000 |
| Макс. отрезаемый диаметр | мм | Ø7 | Ø10 | Ø13 | Ø16 | Ø18 | Ø18 | Ø18 | Ø23 | Ø30 | Ø30 | Ø34 | Ø41 |
| Макс. отрезаемая длина | мм | 66 | 100 | 100 | 133 | 140 | 190 | 240 | 190 | 195 | 240 | 320 | 320 |
| Макс. производительность | шт./мин | 210 | 180 | 150 | 140 | 105 | 100 | 90 | 90 | 80 | 70 | 60 | 50 |
| Ход пуансона | мм | 10 | 26 | 26 | 26 | 26 | 30 | 40 | 35 | 46 | 46 | 50 | 50 |
| Ход выталкивателя пуансона | мм | 51 | 85 | 85 | 110 | 110 | 160 | 210 | 165 | 180 | 220 | 280 | 280 |
| Мощность гл. двигателя | ЛС | 15 | 25 | 30 | 40 | 60 | 60 | 60 | 100 | 125 | 125 | 175 | 300 |
| Диаметр обрезной матрицы | мм | Ø24x35L | Ø32x45L | Ø42x60L | Ø52x75L | Ø58x80L | Ø58x80L | Ø58x80L | Ø74x105L | Ø94x130L | Ø94x130L | Ø109x150L | Ø129x180L |
| Диаметр пуансона | мм | Ø31x65L | Ø40x90L | Ø45x115L | Ø53x115L | Ø60x130L | Ø60x130L | Ø60x130L | Ø75x185L | Ø90x215L | Ø90x215L | Ø215x270L | Ø140x270L |
| Диаметр основной матрицы | мм | Ø38x85L | Ø50x120L | Ø60x120L | Ø75x135L | Ø94x190L | Ø94x190L | Ø94x240L | Ø108x200L | Ø125x200L | Ø125x240L | Ø148x300L | Ø178x300L |
| Вес станка | кг | 9,000 | 16,000 | 20,000 | 24,000 | 35,000 | 35,000 | 42,000 | 56,000 | 80,000 | 80,000 | 135,000 | 170,000 |
| Размеры высаживаемых болтов | мм | Ø10 | Ø14 | Ø18 | Ø22 | Ø25 | Ø25 | Ø25 | Ø32 | Ø44 | Ø44 | Ø50 | Ø60 |
| Макс длина под шляпкой | мм | 6-50 | 15-75 | 15-77 | 15-102 | 20-100 | 20-152 | 40-200 | 25-152 | 25-152 | 25-200 | 50-250 | 50-250 |
Пяти — и шестистанционные холодновысадочные прессы для производства гайкообразных деталей (CNP SERIES 5 & 6 Stations)
| Модель | Величина | CNP- | CNP- | CNP- | CNP- | CNP- | CNP- | CNP- | CNP- | CNP- | CNP- | ||||||||||
| 45S | 46S | 65S | 66S | 85S | 86S | 105S | 106S | 145S | 146S | 165S | 166S | 205S | 206S | 255S | 256S | 275S | 276S | 305S | 306S | ||
| Кол-во высадочных станций | 5 | 6 | 5 | 6 | 5 | 6 | 5 | 6 | 5 | 6 | 5 | 6 | 5 | 6 | 5 | 6 | 5 | 6 | 5 | 6 | |
| Усилие высадки | кг | 24 | 50 | 75 | 110 | 190 | 260 | 390 | 500 | 730 | 880 | ||||||||||
| Макс. отрезаемый диаметр | мм | Ø7 | Ø10 | Ø13 | Ø16 | Ø22 | Ø26 | Ø30 | Ø35 | Ø41 | Ø45 | ||||||||||
| Макс. отрезаемая длина | мм | 40 | 45 | 60 | 60 | 80 | 80 | 100 | 140 | 160 | 180 | ||||||||||
| Макс. производительность | шт./мин | 220 | 180 | 160 | 150 | 120 | 110 | 80 | 70 | 60 | 55 | ||||||||||
| Ход пуансона | мм | 10 | 15 | 20 | 21 | 25 | 35 | 35 | 40 | 45 | 45 | ||||||||||
| Ход выталкивателя пуансона | мм | 50 | 60 | 80 | 80 | 110 | 110 | 125 | 150 | 165 | 185 | ||||||||||
| Мощность гл. двигателя | ЛС | 15 | 25 | 30 | 40 | 75 | 100 | 125 | 175 | 250 | 300 | ||||||||||
| Диаметр обрезной матрицы | мм | Ø24x35L | Ø32x45L | Ø42x60L | Ø70x75L | Ø70x100L | Ø84x120L | Ø94x130L | Ø109x150L | Ø129x180L | Ø139x195L | ||||||||||
| Диаметр пуансона | мм | Ø31x65L | Ø40x90L | Ø45x115L | Ø60x115L | Ø70x130L | Ø85x160L | Ø95x180L | Ø120x230L | Ø138x270L | Ø158x290L | ||||||||||
| Диаметр основной матрицы | мм | Ø38x85L | Ø50x95L | Ø60x115L | Ø75x130L | Ø94x220L | Ø108x220L | Ø125x200L | Ø148x250L | Ø178x270L | Ø195x290L | ||||||||||
| Вес станка | кг | 9 | 10 | 14 | 16 | 18 | 20 | 22 | 25 | 35 | 40 | 52 | 60 | 80 | 95 | 110 | 135 | 130 | 150 | 155 | 180 |
| Размеры высаживаемых болтов | мм | Ø10 | Ø14 | Ø18 | Ø22 | Ø32 | Ø38 | Ø44 | Ø50 | Ø60 | Ø65 | ||||||||||
taiwan-fasteners.com