Печать металлом на 3d принтере – 3D-печать металлами
3D-печать из металла набирает обороты / Top 3D Shop corporate blog / Habr
Пока дизайнеры и инженеры добиваются успеха в 3D-печати при создании прототипов и производстве частей в малом объеме из пластиков и полимерных материалов, недавний прогресс в изготовлении деталей из металла с использованием аддитивной металлической технологии позволил создать одни из самых потрясающих 3D-напечатанных частей за всю историю 3D печати.
Интересно, что срок основных патентов на 3D-печать из металла истекает в конце 2016 года. И хотя массовое использование FDM 3D печати рядовым потребителем пока не оправдывает ожидания большинства, 3D-печать из металла дает возможность разработчикам изделий использовать весь потенциал 3D-печати, не уступающий традиционным методам литья или механической обработки, а в ряде случаев и превосходящим их в цене и скорости изготовления серии.
3D-печать из металла подразумевает аддитивную технологию производства с использованием металлического порошка. Мы имеем дело либо с методом прямого лазерного спекания металлов (DMLS) либо с методом выборочной лазерной плавки (SLM), что называется по разному, исключительно из-за патентных войн.
В отличии от традиционной техники изготовления металлических конструкций, основанной на резке, фрезеровке и штамповке, при 3D-печати из металла детали создаются послойно, посредством наплавления материала под действием лазерного луча, который буквально вырисовывает форму каждого слоя до полной готовности объекта.
Совмещение современных средств проектирования, оптимизирующих моделирование и анализ для создания оптимальной конструкции, – например изготовление легковесных решетчатых конструкций, функционально оптимизированных и подходящих для производства с использованием аддитивной технологии – позволяет не только сократить время изготовления частей, но и получать гораздо более прочные и легкие изделия по сравнению с частями, изготовленными с использованием традиционных способов производства.
Так, в сфере космических исследований лидеры индустрии компания SpaceX Илона Маска и НАСА используют все возможности 3D-печати из металла для производства частей ракетных кораблей, что позволяет им значительно сократить расходы и одновременно улучшить эксплуатационные характеристики. SpaceX широко использует металлические детали для камеры сгорания двигателя SpaceX SuperDraco.

НАСА смогло разработать турбонасос для своего ракетного двигателя, содержащий на 45% меньше деталей, чем насосы, изготовленные по традиционным технологиям производства. Похоже, вскоре весь ракетный двигатель можно будет «собрать» на 3D-принтере. Это только вопрос времени.

Таким образом, в одних отраслях успехи 3D-печати могут быть преувеличены, однако ее заслуги нельзя не признать в других.
Вернемся на Землю. Авиационно-космическая промышленность является одной из самых быстро развивающихся отраслей, использующих 3D-напечатанные металлические части, позволяющие значительно уменьшить общий вес самолёта и в то же время повысить эффективность сборки с возможностью кастомизации конструкции. На сегодня гигант самолётостроения корпорация Boeing выпустила более 20 000 деталей, изготовленных по аддитивной технологии для успешно реализованных самолётов.
Аналогично компания Airbus широко использует различные 3D-напечатанные детали в своих самолетах. Компания даже поделилась своей уникальной технологией с другими профессионалами, не работающими в Airbus. Бионический дизайн стандартных изделий набирает все большие обороты с применением 3D-печати в виду значительного облегчения конструкции и при равных прочностных характеристиках нужных элементов.

Точно так же как напечатанные на 3D-принтере металлические части полностью изменяют то, как мы путешествуем по воздуху, и в космосе, так и на Земле, они обеспечивают выдающиеся достижения в сфере здравоохранения. Перспективы настолько многообещающие, что Управление по контролю за продуктами и лекарствами США одобрило использование 3D-напечатанных металлических имплантов для медицинских процедур. В России появляются компании, делающие уникальные индивидуальные эндопротезы с применением систем селективного лазерного плавления

Среди недавних достижений 3D-печати из металла в медицинском секторе стоит упомянуть имплант черепа из титана и рёберную клетку, напечатанные на 3D-принтере. Имплант черепа и рёберная клетка были изготовлены по индивидуальным заказам для больных раком с использованием цифровых снимков после операций по удалению опухоли.

Субтрактивные методы изготовления металлических деталей, включая точение, обтачивание и дробление, помогли нам создать самые удивительные продукты и технологии за последние 200 лет, однако нам хватило всего нескольких лет, чтобы понять, насколько эффективной может быть аддитивная технология изготовления металлических деталей.
Вместе с мощными функциональными возможностями современного программного обеспечения — CAD и возможностью создавать новые геометрические элементы, которые не могли бы быть созданы иным образом, отрасли, широко применяющие сложные металлические изделия — в особенности космическая и авиакосмическая промышленность, здравоохранение — переживают настоящую революцию в производстве, благодаря возможностям 3D-печати.

3D-печать отвечает требованиям этих отраслей в производстве сложных металлических деталей, изготавливаемых по индивидуальному заказу и в относительно малом объеме. С новыми 3D-принтерами и материалами, появляющимися то тут, то там, нет ничего удивительного в том, что спрос на 3D-печать из металла продолжает расти.
Пока установки для селективного лазерного плавления остаются дорогими и громоздкими, требуют квалифицированного персонала и особых требований к месту инсталляции, а гиганты отрасли борются за увеличение размера области построения, команда стартап-проекта Desktop Metal пошла другим путем. Их идея — произвести принтер, доступный не только корпорациям-гигантам, но и небольшим инжиниринговым компаниям.
Стартап по созданию доступного SLM принтера на сегодня привлек почти 100 миллионов долларов, а среди инвесторов оказались такие известные компании как СВА, Kleiner Perkins Caufield Byers, Lux Capital, GE, Stratasys и другие. Кроме того, соседи Desktop Metal — успешные и уже набравшие обороты стартапы: Formlabs, MarkForged и Voxel8, что дает дополнительную надежду в скором появлении бюджетного DMLS принтера, вслед за бюджетными SLA и FDM системами.
Хотите больше интересных новостей из мира 3D-технологий?
Подписывайтесь на нас в соц. сетях:
habr.com
Точная 3D печать металлом на заказ в Sprint 3D
3D печать металлом –
Технология селективного лазерного сплавления
SLM или технология селективного сплавления – это тип прямой печати металлом, при котором достигается плотность 99,5%. Разница особенно ощутима, если сравнивать с моделями, полученными обычным литьем. Достигается такой показатель благодаря внедрению новейших технологий именно в аппаратной части:
- Применение специальных роликов для утрамбовки порошков и, как следствие, возможность использования порошков с размером частиц от 5 мкм.
- Повышение насыпной плотности, способствующее уплотнению конечных изделий.
- Создание разреженной атмосферы инертных газов, при которой достигается максимальная чистота материала, отсутствует окисление и исключаются риски попадания сторонних химических соединений в состав.
Но самое главное – современный 3D принтер для печати металлом
3D-печать металлом В SPRINT 3D
Установки для 3D печати металлом, которые мы используем
Качество производства – ключевое требование, которое мы ставим перед собой. Поэтому в работе используем только профессиональное оборудование, обладающие широкими возможностями для печати металлом. Рассмотрим подробнее каждую из производственных установок.
Производственная установка SLM 280HL
SLM 280HL – разработка германской компании SLM Solutions GmbH, использующая технологию послойного лазерного плавления порошковых металлических материалов. Установка оснащена большой рабочей камерой и позволяет создавать 3D объекты размерами 280х280х350 мм. Среди главных преимуществ печати данной установкой можно выделить:
- Малую минимальную толщину наносимого слоя – 20 мкм.
- Заполнение рабочей камеры инертным газом, что позволяет работать с различными реактивными металлами.
- Скорость печати составляет до 35 см/час.
- Толщина слоя построения – 30 и 50 мкм.
- Мощность – 400 Вт.
Отдельно отметим запатентованную систему подачи порошкового материала, благодаря которой скорость печати значительно выше, чем на большинстве производственных установок в той же ценовой категории. В производстве мы используем следующие материалы:
- Нержавеющая сталь (отечественная 07Х18Н12М2 (Полема) и импортная 316L).
- Инструментальная сталь (импортная 1.2709).
- Жаропрочные сплавы 08ХН53БМТЮ (аналог Inconel 718, про-во Полема) и ЭП 741 (производства ВИЛС).
- Кобальт-Хром (COCR)
3D-принтер SLM 280HL может использоваться для создания разного рода металлических компонентов, прототипов и конечных изделий. При необходимости мы можем обеспечить мелкосерийное производство.
Производственная установка ProX 100
ProX 100 – компактная установка для 3D печати металлом, разработанная американской компанией 3D Systems. Она работает по технологии прямого лазерного спекания, благодаря чему обеспечивает высокую скорость и точность производства. Среди основных характеристик стоит выделить:
- Размер рабочей камеры – 100х100х80 мм.
- Толщина слоя построения – 20 и 30 мкм.
- Мощность – 50 Вт.
ProX 100 позволяет создавать прототипы, которые невозможно разработать стандартными методами, обеспечивает короткие сроки изготовления, гарантирует отсутствие пористости материала и высокую плотность деталей. Кроме того, отметим стандартизированное качество всех изделий вне зависимости от их структуры. На данный момент модель активно используется в стоматологии при создании высокоточных протезов, но нашла широкое применение и в других отраслях:
- Производство двигателей и отдельных их деталей.
- Разработка медтехники.
- Печать ювелирных изделий и даже предметов современного искусства.
В печати мы используем сплав кобальт-хром КХ28М6 (производство Полема), изначально разработанный для аддитивных технологий при создании эндопротезов.
3D печать металлом – применение в настоящее время
Многие специалисты утверждают, что 3D печать как таковая еще полностью не раскрыла свой потенциал. К примеру, Илон Маск планирует использовать технологию в колонизации Марса для строительства административных и жилых зданий, оборудования и техники прямо на месте. И это вполне реально, ведь уже сейчас технология трехмерной печати металлом активно применяется в различных отраслях:
- В медицине: изготовление медицинских имплантов, протезов, коронок, постов и т.д. Высокая точность производства и относительно доступная цена сделали 3D печать очень актуальной в данной отрасли.
- В ювелирном деле: многие из ювелирных компаний используют технологию 3D печати для изготовления форм и восковок, а также непосредственно создания ювелирной продукции. К примеру, печать титаном позволяет создавать изделия, которые ранее представлялись невозможными.
- В машинной и даже аэрокосмической отраслях: BMW, Audi, FCA и другие компании не первый год используют 3D печать металлом в прототипировании и всерьез рассматривают ее использование в серийном производстве. А итальянская компания Ge-AvioAero уже сейчас печатает компоненты для реактивных двигателей LEAP на 3D принтерах.
И это лишь малая часть того, что можно создавать на современном оборудовании. Практически все металлические изделия, которые вам необходимы, можно создать при помощи технологии 3D печати металлом. И если данная услуга актуальна для вас, обратитесь в SPRINT3D. Мы возьмемся за работу любой сложности и объемов. А главное – предоставим первоклассный результат!
Будущее уже здесь!
sprint3d.ru
3D печать металлом в промышленности и дома
3D принтеры совершили прорыв в прототипировании. Оборудование для трехмерной печати упростило процесс создания прототипов, лекал, литейных форм. Но вскоре выяснилось, что десктопные аппараты не могут в полной мере работать с металлическими составами. Промышленная техника оказалась слишком дорогой для малых и средних предприятий. Работы над совершенствованием машин продолжаются. Что сегодня может предложить рынок оборудования для 3D печати металлом, рассказали в статье.
Почему технология 3D печать металлом востребована
Традиционные методы работы с металлами не позволяют использовать материал с максимальной выгодной. В процессе литья, фрезерования, ковки, прессования и штамповки 50-90% от первоначального количества сырья становится непригодным для дальнейшего применения, и отправляется в утиль. Напечатанные детали легче и дешевле, для их производства требуется меньше энергоресурсов, почти не образуют отходов.
Методы объемной печати металлом
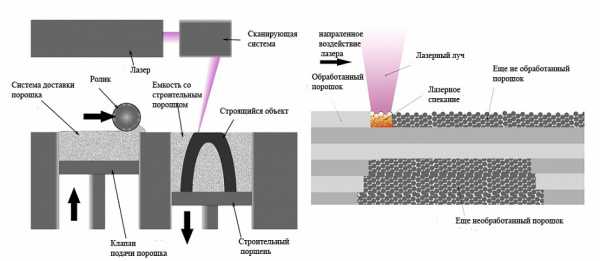
Послойное спекание порошка – простой и действенный метод. Для изготовления моделей используется металлический порошок, который помещают в тугоплавкую емкость. В роли печатной головки – высокоэнергетический лазерный излучатель. Под его воздействием частицы металла плавятся и спекаются в единый слой. Порошок подается до тех пор, пока не будет воссоздано изделие, повторяющее параметры компьютерной модели. Различают два типа принтеров: выборочного воздействия и прямого спекания.
Склеивание металлических частиц – метод создания трехмерных моделей, для которого нужен экструдер, печатающий клейким веществом и металлическая подложка. Материалы наносятся послойно: вначале связующий филамент, затем порошок. После того, как заготовка приобрела необходимую форму, её отправляют в печать для обжига.
Наплавление – комбинированный метод печати, в котором используется и экструзия, и селективное воздействие лазерного луча. Аппарат высвобождает небольшое количество металлического порошка, после чего почти мгновенно облучает его лазером. Моментальное спекание дает возможность печатать «в воздухе». Наплавление бывает лазерным и электрическим. Последний активно используется предприятиями ВПК США.
Плавление проволоки под действием электронного излучения – экспериментальный метод, который используют отдельные производители принтеров. Подразумевает плавление металлической проволоки с помощью электросварочной печатной головки.
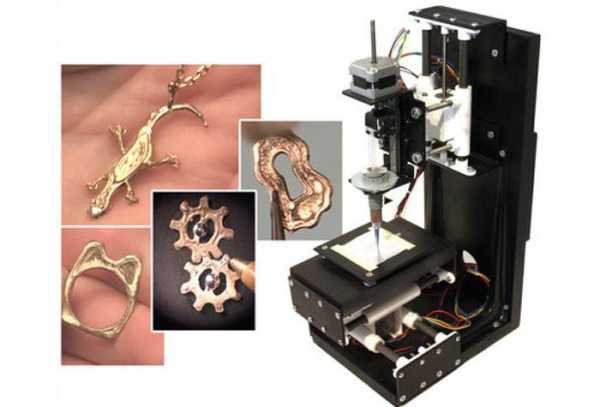
Запекание металлической пасты – метод, в котором используется металлический порошок, замешанный с клейкой основой в пасту. Смесь ритмично выдавливается пневматическим экструдером. Процесс нанесения филамента напоминает работу FDM-принтера. Технология может применяться в десктопных «любительских» аппаратах, но для того чтобы получить готовое изделие, заготовку необходимо отправить в печь.
Материалы для 3D печати металлом
В чистом виде металлы непригодны для объемной печати. Принтеры работают с порошками, сплавами и пастами, в состав которых входят вяжущие вещества и специальные присадки, увеличивающие прочность, износостойкость, твердость.
Алюминий – один из наиболее распространенных материалов, применяемых в процессе печати. С металлом работают в герметичной среде, наполненной аргоном. Подходят сплавы 7075 и 6061. Чтобы готовое изделие не уступало фрезерованным и литым деталям, порошок обрабатывают гидридом циркония.
Кобальт-хром – высокопрочный состав, которой широко используется в промышленной объемной печати. Основная сфера применения: прототипирование, протезирование.
Золото, платина, серебро – драгоценные металлы, которые нашли своё применение в производстве электротехники. Существуют машины, предназначенные для изготовления ювелирной продукции – они создают потрясающей красоты изделия.
Титан – прочный и легкий металл, из которого можно напечатать почти любую деталь. Будучи взрывоопасным в форме порошка, сырье помещается в герметичную камеру, наполненную аргоном. Наплавляется с помощью электронно-лучевой пушки.
Железо и сплавы меди (бронза, латунь) почти не используются для печати металлом, однако их добавляют в филаменты на основе пластика. Именно они могут использоваться в домашних условиях, в обычном оборудовании для аддитивной печати. На выходе получатся детали, совмещающие характеристики металла и полимеров.
Оборудование для работы с металлом
Технология послойное спекание порошка используется в большинстве промышленных 3D принтеров для печати металлом. Shining 3D, Realizer, EOS – вот лишь краткий перечень производителей, которые предлагают технику для создания трехмерных объектов из алюминия, никеля, титана, золота и серебра. Например, XLine 2000 оборудована двумя лазерными «головками» и камерой с полезным объемом 80 на 40 на 50 сантиметров.
Вес установки 9 тонн. Материал наносится со скоростью 120 см3 в час. Толщина каждого слоя составляет от 30 до 200 мкм. Вот как это выглядит:
3D printer Sciaky EBAM 300 использует титановый пруток для создания объемных конструкций. Устройство используется на предприятиях аэрокосмической отрасли. Печать осуществляется в аргоновой среде. Объем рабочей камеры: 5791 на 1219 на 1219 миллиметров. Принтер может создать с нуля новую деталь за 48 часов, в то время как традиционные технологии прототипирования могли затянуть процесс на 6 месяцев. Материал наносится со скоростью 3-9 килограмм в час, толщина слоя – 3 миллиметра.
make-3d.ru
3D-печать металлами. 3D-принтер по металлу
3D-печать металлами можно считать одним из наиболее заманчивых и технологически сложных направлений аддитивного производства. Попытки печати металлами предпринимались с ранних дней развития технологий 3D-печати, но в большинстве случаев упирались в технологическую несовместимость. В этом разделе мы рассмотрим технологии, опробованные для печати как композитными материалами, содержащими металлы, так и чистыми металлами и сплавами.Струйная трехмерная печать (3DP)
Схема работы трехмерных струйных принтеров (3DP)Струйная 3D-печать является не только одним из старейших методов аддитивного производства, но и одним из наиболее успешных в плане использования металлов в качестве расходных материалом. Однако необходимо сразу же пояснить, что это технология позволяет создавать лишь композитные модели ввиду технологических особенностей процесса. Фактически, этот метод позволяет создавать трехмерные модели из любых материалов, которые могут быть переработаны в порошок. Связывание же порошка осуществляется с помощью полимеров. Таким образом, готовые модели нельзя назвать полноценно «металлическими».
В то же время, существует возможность преобразования композитных моделей в цельнометаллические за счет термической обработки с целью выплавки или выжигания связующего материала и спекания металлических частиц. Получаемые таким образом модели не обладают высокой прочностью ввиду пористости. Увеличение прочности возможно за счет пропитки полученной цельнометаллической модели. Например, возможна пропитка стальной модели бронзой с получением более прочной конструкции.
Получаемые подобным образом модели, даже с металлической пропиткой, не используются в качестве механических компонентов ввиду относительно низкой прочности, но активно используются в ювелирной и сувенирной промышленности.
Печать методом ламинирования (LOM)
Схема работы 3D-принтеров, использующих технологию ламинирования (LOM)3D-печать методом ламинирования подразумевает последовательное нанесение тонких листов материала с формированием за счет механической или лазерной резки и склеиванием для получения трехмерной модели.
В качестве расходного материала может использоваться и металлическая фольга.
Получаемые модели не являются полностью металлическими, так как их целостность основана на применении клея, связующего листы расходного материала.
Плюсом же данной технологии является относительная дешевизна производства и высокое визуальное сходство получаемых моделей с цельнометаллическими изделиями. Как правило, этот метод используется для макетирования.
Послойное наплавление (FDM/FFF)
Модель, изготовленная из BronzeFill до и после полировкиНаиболее популярный метод 3D-печати также не обошел стороной попытки использования металлов в качестве расходных материалов. К сожалению, попытки печати чистыми металлами и сплавами на данный момент не привели к значительным успехам. Использование тугоплавких металлов натыкается на вполне предсказуемые проблемы с выбором материалов для конструкции экструдеров, которые, по определению, должны выдерживать еще более высокие температуры.
Печать же легкоплавкими сплавами (например, оловом), возможна, но не дает достаточно качественной отдачи для практического применения.
Таким образом, в последнее время внимание разработчиков расходных материалов переключилось на композитные материалы по аналогии со струйной печатью. Типичным примером служит BronzeFill – композитный материал, состоящий из термопластика (детали не разглашаются, но, по всей видимости, используется PLA-пластик) и бронзового порошка. Получаемые модели имеют высокую визуальную схожесть с натуральной бронзой и даже поддаются шлифовке до глянца. К сожалению, физические и химические свойства готовых изделий ограничены параметрами связующего термопластика, что не позволяет классифицировать такие модели, как цельнометаллические.
Тем не менее, подобные материалы могут получить практическое применение не только в создании макетов, сувениров и предметов искусства, но и в промышленности. Так, эксперименты энтузиастов показали возможность создания проводников и экранирующих материалов с использованием термопластиков с металлическим наполнителем. Развитие этого направления может сделать возможной печать электронных плат.
Выборочное лазерное спекание (SLS) и прямое спекание металлов (DMLS)
Наиболее распространенный метод создания цельнометаллических трехмерных моделей подразумевает использование лазерных установок для спекания частиц металлического порошка. Данная технология именуется «выборочным лазерным спеканием» или SLS. Стоит отметить, что SLS используется не только для работы с металлами, но и с термопластиками в порошковом виде. Кроме того, металлические материалы зачастую покрываются более легкоплавкими материалами для снижения необходимой мощности лазерных излучателей. В таких случаях готовые металлические модели требуют дополнительного спекания в печах и пропитки для повышения прочности.Разновидностью технологии SLS является метод прямого лазерного спекания металлов (DMLS), ориентированный, как понятно из названия, на работу с чистыми металлическими порошками. Данные установки зачастую оснащаются герметичными рабочими камерами, наполняемыми инертным газом для работы с металлами, подверженными оксидации – например, с титаном. Кроме того, DMLS-принтеры в обязательном порядке применяют подогрев расходного материала до точки чуть ниже температуры плавления, что позволяет экономить на мощности лазерных установок и ускорять процесс печати.
Схема работы SLS, DLMS и SLM установок
Процесс лазерного спекания начинается с нанесения тонкого слоя подогретого порошка на рабочую платформу. Толщина наносимых слоев соответствует толщине одного слоя цифровой модели. Затем производится спекание частиц между собой и с предыдущим слоем. Изменение траектории движения лазерного луча производится с помощью электромеханической системы зеркал.
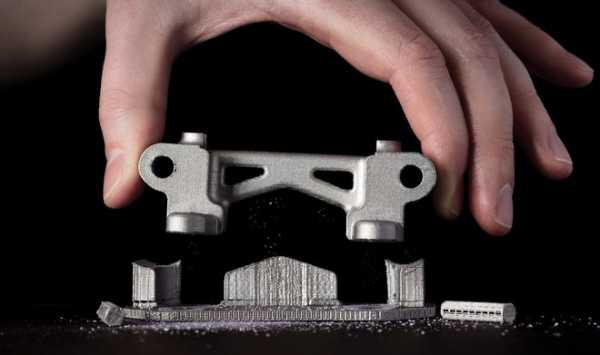
По завершении вычерчивания слоя лишний материал не удаляется, а служит опорой для последующих слоев, что позволяет создавать модели сложной формы, включая навесные элементы, без необходимости построения дополнительных опорных структур. Такой подход вкупе с высокой точностью и разрешением позволяет получать детали, практически не требующие механической обработки, а также цельные детали уровня геометрической сложности, недосягаемого традиционными производственными методами, включая литье.
Лазерное спекание позволяет работать с широким ассортиментом металлов, включая сталь, титан, никелевые сплавы, драгоценные материалы и др. Единственным недостатком технологии можно считать пористость получаемых моделей, что ограничивает механические свойства и не позволяет добиться прочности на уровне литых аналогов.
Выборочная лазерная (SLM) и электронно-лучевая плавка (EBM)
Несмотря на высокое качество моделей, получаемых лазерным спеканием, их практическое применение ограничивается сравнительно низкой прочностью ввиду пористости. Подобные изделия могут быть использованы для быстрого прототипирования, макетирования, производства ювелирных изделий и многих других задач, но малопригодны для производства деталей, способных выдерживать высокие нагрузки. Одним решением это проблемы стало преобразование технологии прямого лазерного спекания металлов (DMLS) в технологию аддитивного производства методом лазерной плавки (SLM). Фактически, единственным принципиальным различием этих методов является степень термической обработки металлического порошка: технология SLM основана на полной плавке для получения гомогенных моделей, практически неотличимых по физическим и механическим свойствам от литых аналогов. Пример титанового имплантата, полученного с помощью технологии электронно-лучевой плавки (EBM)
Параллельным методом, достигшим прекрасных результатов, стала электронно-лучевая плавка (EBM). На данный момент существует лишь один производитель, создающий EBM-принтеры – шведская компания Arcam.
EBM позволяет достигать точности и разрешения, сравнимых с лазерной плавкой, но обладает определенными преимуществами. Так, использование электронных пушек позволяет избавиться от деликатных электромеханических зеркальных систем, используемых в лазерных установках. Кроме того, манипулирование электронными пучками с помощью электромагнитных полей возможно на скоростях, несравнимых более высоких по сравнению с электромеханическими системами, что вкупе с увеличением мощности позволяет добиться повышенной производительности без существенного усложнения конструкции. В остальном же, конструкция SLM и EBM-принтеров схожа с установками для лазерного спекания металлов.
Возможность работы с широким диапазонам металлов и сплавов позволяет создавать мелкие партии специализированных металлических деталей, практически не уступающих образцам, получаемым с помощью традиционных методов производства. При этом отсутствует необходимость создания дополнительных инструментов и инфраструктуры – таких как, литейные формы и печи. Соответственно, возможна значительная экономия при прототипировании или мелкосерийном производстве.
Установки для лазерной и электронно-лучевой плавки успешно используются для производства таких предметов, как ортопедические титановые протезы, лопатки газовых турбин и форсунки реактивных двигателей среди прочих.
Прямое лазерное аддитивное построение (CLAD)
Схема работы установок, использующих технологию CLADНе столько технология 3D-печати, сколько технология «3D-ремонта». Технология применяется исключительно на промышленном уровне ввиду сложности и относительно узкой специализации.
В основе CLAD лежит напыление металлического порошка на поврежденные детали с немедленной наплавкой с помощью лазера. Позиционирование «печатной головки» осуществляется по пяти осям: вдобавок к перемещению в трех плоскостях, головка обладает способностью изменять угол наклона и поворачиваться вокруг вертикальной оси, что позволяет работать под любым углом.
Подобные устройства зачастую используются для ремонта крупногабаритных изделий, включая производственный брак. Например, установки французской компании BeAM используются для ремонта авиационных двигателей и других сложных механизмов.
Полноценные установки CLAD предусматривают использование герметичной рабочей камеры с инертной атмосферой для работы с титаном и другими металлами и сплавами, поддающимися оксидации.
Произвольная электронно-лучевая плавка (EBFȝ)
Схема работы EBFȝ принтеровТехнология, разрабатываемая специалистами НАСА для применения в условиях невесомости. Так как отсутствие гравитации делает работу с металлическими порошками практически невозможной, технология EBFȝ подразумевает использование металлических нитей.
Процесс построения схож с 3D-печатью методом послойного наплавления (FDM), но с использованием электронно-лучевой пушки для плавки расходного материала.
Данная технология позволит создание металлических запасных частей на орбите, что позволит существенно сократить затраты на доставку частей и обеспечит возможность быстрого реагирования на внештатные ситуации.
Перейти на главную страницу Энциклопедии 3D-печати
3dtoday.ru
Desktop Metal обещает сделать 3D-печать металлом в 100 раз быстрее и в 10 раз дешевле
Проблема трехмерной печати в том, что доступное пластиковое сырье годится разве что на художественные поделки, а работа с металлическими и композитными сплавами, например, по методу NASA, не по карману частным студиям. И вот наступает революционный момент – стартап Desktop Metal привлек $210 млн. для запуска новой технологии, которая разом все изменит.
Desktop Metal – это команда профессоров Массачусетского технологического института, во главе с Эмануэлем Саксом, который владеет ключевыми патентами еще с 1989 года. Они сконструировали принтер, который использует в качестве сырья сплав любого подходящего металла и связующего полимера. Внутри принтера особая печь разогревает металл чуть ниже температуры его плавления, полимер выгорает и частицы металла спекаются между собой, не успевая растечься каплями.
Алюминий, хромированная сталь, медь, бронза, титан, нержавеющие стали и прочие распространенные сплавы. 3D-принтер от Desktop Metal может работать почти с чем угодно, процесс автоматизирован до мелочей и от пользователя не требуется никаких знаний в металлургии. Но ему придется поработать руками – готовые изделия прочны, и нуждаются в минимальной очистке от связующего полимера.
Стоимость рабочей станции «под ключ» со всем программным обеспечением составит около $120 000 против более чем $1 млн. для лазерных 3D-принтеров по металлу. Это младшая модель, она рассчитана на эксплуатацию в лабораториях, мастерских, художественных студиях и начнет продаваться уже в этом году. А старшая, ориентированная на промышленное производство, будет показана в 2018-ом и именно она может запустить новую промышленную революцию.

Представители Desktop Metal утверждают, что им удалось достичь скорости изготовления металлических изделий в 8,1 тыс. куб. см. в час, для сложных трехмерных изделий. Быстрее, чем ковка, литье, штамповка или фрезеровка, с погрешностью не более 50 мкм. Стоимость промышленного 3D-принтера укладывается в пределы $360 000, он использует сырье в 20 раз дешевле, чем лазерные аналоги. И минимум риска для окружающей среды – если хотя бы четверть из заявленного — правда, то человечество действительно ждут очень серьезные перемены.
www.techcult.ru
3D-принтер по металлу. Изготовление изделий из металла
3D-печать считается самым сложным технологическим достижением и важным направлением аддитивного производства. Благодаря трехмерным принтерам открываются новые возможности во всех отраслях экономики. Существует мнение, что в будущем они могут даже вытеснить традиционные способы производства (ковка, литье и т.д.). В этой статье мы рассмотрим, что такое 3D-печать металлами и основные ее технологии.
Что являет собой 3D-принтер по металлу
Это специальные машины, которые позволяют производить металлические предметы или наносить покрытие на готовые изделия. Такой принтер «выращивает» физический объект послойно. То есть сначала на компьютере в системе проектирования создается виртуальная модель в трех измерениях, поделенная на цифровые слои. После пуска объекта в печать головка 3D-принтера начинает выдавливать жидкий металл или высыпать порошок на печатающую платформу, образовывая первый слой. Затем машина наносит вторую порцию металла и так далее.
3D-принтер по металлу позволяет создавать большой ассортимент изделий и, благодаря современным технологиям, может оказать конкуренцию классическим методам металлопроизводства.

Что можно напечатать 3D-принтером?
Этот принтер является универсальным изобретением, которым могут пользоваться как профессионалы, так и простые энтузиасты. Металлопринтеры можно применять для изготовления нестандартных объектов, механических деталей, ювелирных изделий. Они также позволяют создавать изделия из металла, имитирующие ручную ковку. И для этого не нужны дополнительные устройства и механизмы.
Промышленный 3D-принтер по металлу может напечатать даже ракетный двигатель. При этом он практически не будет отличаться от изделия, изготовленного традиционным методом. Таким образом, металлопринтер дает возможность современному человеку создавать любые предметы.
На сегодняшний день изготовление изделий из металла осуществляется двумя технологиями: лазерной и струйной печатью. Они подразумевают постепенное и аккуратное наслаивание металла, в результате чего должна получиться задуманная фигура. В то же время инженеры разработали несколько способов выращивания.
Струйная трехмерная печать
Изготовление изделий из металла струйной печатью является одним из старейших способов аддитивного производства. Он позволяет наилучшим способом использовать металлы в качестве расходных материалов. Но эта технология применима только лишь в случае создания композитной модели. Дело в том, что струйный 3D-принтер позволяет печатать объекты из любого материала, который может быть переработан в порошок. Во время печати измельченное сырье связывается полимерами. Из-за этой технологической особенности готовые изделия нельзя считать полностью металлическими.
Кроме того, существует возможность преобразовать полученные композитные модели в цельнометаллические. Для этого применяют термическую выплавку или выжигание полимеров и спекание порошкообразного металла. Такие изделия из металла не являются прочными, поскольку имеют пористую структуру. Добавить прочности можно за счет пропитки другим металлом. Например, стальной предмет станет более прочным, если его пропитать бронзой.
Этот метод создания изделий в основном применяется в сувенирной и ювелирной промышленности.
Метод ламинирования
3D-печать способом ламинирования подразумевает нанесение на платформу тонких листов металла, сформированных лазерной или механической резкой, и их склеивание для получения объемной модели. Этот метод позволяет использовать в качестве расходного материала даже металлическую фольгу. Ламинированные объекты не обладают металлической прочностью, поскольку их целостность основана на склеивании связуемых листов.
Преимуществом этой технологии считается относительная дешевизна и возможность создавать разнообразные предметы, идентичные с цельнометаллическими изделиями. Наиболее часто печать ламинированием используется для создания макетов.
Послойное наплавление

Этот метод 3D-печати основан на использовании легкосплавных материалов. Имеющиеся в принтере экструдеры не способны выдерживать высокие температуры. Поэтому создавать объекты из чистого металла и сплавов практически невозможно. Таким образом, разработчики расходных материалов начали выпускать специальное композитное сырье. Примером такого решения служит материал, состоящий из термопластика и бронзового порошка.
Принтер по металлу такого типа печатает предметы, которые по внешнему виду невозможно отличить от цельнометаллического изделия. Но физические свойства таких объектов существенно хуже. Поэтому послойное наплавление применяется исключительно для создания макетов, сувениров, предметов интерьера. Сейчас инженеры ищут сферы промышленности, где допустимо применять эту технологию производства. Так, термопластик с металлическим наполнителем можно использовать для печати электронных плат.
Выборочное лазерное и прямое спекание
Выборочное лазерное спекание металлов позволяет работать не только с прочным материалом, но и с термопластиком. Здесь создание трехмерных объектов происходит с помощью лазерных установок путем спекания металлического порошка. Довольно часто для снижения мощности лазерных излучателей на металлический материал наносят более легкоплавкое покрытие. В таких случаях для повышения прочности готовых изделий требуется дополнительное их спекание и пропитка металлами.

Разновидностью описанного метода является прямое лазерное спекание металлов. Эта технология ориентирована на работу с чистым металлом порошкообразного вида. Для реализации этой цели в 3D-принтере имеются специальные герметичные камеры, наполненные инертным газом. Также печатная машина применяет подогрев расходного материала до температуры, при которой он плавится, но еще не кипит. Это позволяет сократить время печати и экономить на мощности лазерных установок.
Печать методом лазерного спекания происходит слоями. На рабочую платформу машина наносит тонкий слой подогретого порошка, частицы которого спекаются между собой и с предыдущим слоем. Лазерный луч постоянно меняет свое направление с помощью системы зеркал.
Лазерное спекание дает возможность создавать сложные конструкции без дополнительных опор. Таким образом, эта технология используется для создания высокоточных деталей, не требующих последующей механической обработки, а также для производства цельных моделей такого уровня сложности, который невозможно осуществить обычным литьем.
Лазерное спекание позволяет работать со сталью, никелевыми сплавами, титаном, драгоценными металлами и т. д.
Выборочная лазерная и электронно-лучевая плавка металлов
Хотя модели, полученные лазерным спеканием металла, обладают высоким качеством, они имеют ограниченное применение. Пористая структура готовых объектов снижает их прочность. Такие изделия малопригодны для промышленного применения, а больше используются для создания макетов и прототипов. Для производства прочных и устойчивых к нагрузкам моделей инженеры преобразовали технологию прямого лазерного спекания в метод лазерной плавки. В его основе лежит сильная термическая обработка металлического порошка для получения гомогенного предмета. Объекты, напечатанные этим способом, фактически не отличаются по механическим и физическим свойствам от аналогов, изготовленных традиционными методами.
Параллельно с этой применяется технология электронно-лучевой плавки. Она дает возможность создавать объекты с той же точностью и разрешением, но имеет определенные преимущества. Так, 3D-принтер по металлу такого типа вместо электромеханических зеркальных систем оснащен электронными пушками. Это позволяет машине работать на сравнительно больших скоростях, что повышает производительность без существенных осложнений процесса. Такая технология является отличной альтернативой традиционному промышленному производству, где используется дополнительное оборудование (печи и литые формы).
Принтеры для лазерной и электронно-лучевой плавки в основном применяются для производства деталей реактивных двигателей и газовых турбин, ортопедических протезов.

Прямое лазерное аддитивное построение
3D-принтер по металлу прямого лазерного построения используется для ремонта готовых изделий. В основе технологии такой машины лежит принцип напыления частиц металлического порошка на поврежденные части объекта и их плавку лазером. Этот метод характеризуется узкой специализацией и применяется исключительно в промышленных целях.
Печатная головка принтера такого типа перемещается в трех плоскостях и вращается вокруг вертикальной оси. Таким образом, она работает под любым углом.
Подобные машины используются для ремонта сложных механизмов и крупногабаритных изделий. Например, для починки авиационных двигателей.

Стоимость 3D-принтера по металлу
Сегодня на рынке представлен большой ассортимент машин, позволяющих создавать трехмерные металлические объекты. Их стоимость зависит от бренда и технологии печати. Так, промышленный 3D-принтер по работе с металлом, на котором можно распечатать двигатель, стоит десятки тысяч долларов США. Более доступные машины можно купить значительно дешевле, но качество изделий будет хуже. Чтобы решить эту проблему, инженеры разрабатывают 3D-принтер по металлу, цена на который будет намного ниже при полной готовности к эксплуатации.
fb.ru
3D печать металлом. Технологии и особенности

В недалеком прошлом изготовление трехмерных металлоконструкций осуществлялось методом литья, который считался надежным и экономически выгодным. Сегодня достойной альтернативой традиционным методам литья является печать металлоконструкций посредством 3D принтеров.
Преимущества металлических изделий, производимых 3D печатью
Трехмерная печать металлических изделий приобретает все большую популярность, что обусловлено практичностью и эстетичностью изделий, производимых данным методом, а также сведением к минимуму отходов материалов и значительной экономией энергии при данном способе производства. Еще одним существенным преимуществом данного способа производства является облегченный вес детали, напечатанной на 3D принтере, что очень важно для авиационной промышленности и других отраслей.
Ассортимент изделий, напечатанных посредством 3D принтеров достаточно разнообразен, причем их перечень постоянно расширяется. Это могут быть, как ювелирные изделия, так и детали к самым разным механизмам. И даже с изготовлением деталей, искусно имитирующих ручную ковку, трехмерный принтер справиться без труда.
Технологии 3D печати металлических изделий
На сегодняшний день существует два вида принтеров, печатающих металлом: струйные и лазерные. Оба вида осуществляют послойное наращивание модели. Выращивание объектов осуществляется посредством одной из следующих технологий:
- SLS (DMLS) технология (селективное спекание лазером). Предусматривает использование в качестве материала своеобразную металлическую глину, состоящую из плавкого металлического порошка. Нанесенный на платформу и приглаженный валиком порошок обрабатывается посредством лазера, придающим ему требуемые формы.
- SLS печать осуществляется под высокой температурой в камере, где отсутствует кислород. Полученные таким образом детали отличаются пористостью и чрезвычайной прочностью. EBM технология (сварка электронно-лучевого типа). Методика предусматривает использование для обработки металлического порошка направленных электроимпульсов. Под воздействием в вакууме мощных электронных пучков можно достичь высокой детализации изделия. В сравнении с лазерными устройствами, принтеры EBM типа обеспечивают большую производительность и являются более рентабельными.
- FDM технология (струйное моделирование наплавлением). Наиболее простой и доступный способ металлопечати, но не характеризуется высокой точностью и детализацией, поэтому имеет определенные ограничения в применении.
3D принтеры, работающие с металлом, используются, прежде всего, на производстве. Все чаще оборудованием данного типа интересуются представители среднего и крупного бизнеса. Стремительное развитие технологий, несомненно, приведет к разработке устройств, цена и условия эксплуатации которых позволит использовать их даже в домашних условиях.
Компания «ПрессЛитье» предлагает 3D принтеры, работающие с металлом и другими материалами. Еще на сайте компании можно заказать 3D печать металлом определенной партии изделий.
На правах рекламы.
newsfrol.ru