Технология изготовления шлакоблоков – Производство шлакоблока: технология, пропорции, состав
видео-инструкция по монтажу своими руками, пропорции смеси, фото
Понравилась статья? Следите за новыми идеями полезных авто советов в нашем канале. Подписывайтесь на нас в Яндекс.Дзене. Подписаться.
Шлакоблок – это условное название строительного блока, который производится посредством технологии вибропрессования бетонного раствора в формах. На сегодняшний день, наряду с пеноблоком и газоблоком, данный стройматериал пользуется большой популярностью в строительной отрасли.
В этой статье мы поговорим об особенностях изготовления данного продукта, о том, какой состав смеси для шлакоблоков используется большинством современных производителей и какое оборудование необходимо для производства такого стенового камня.

Шлакоблок.
Изготовление шлакоблока
В состав раствора для шлакоблока входят такие компоненты:
- Шлак.
- Зола.
- Отходы горения угля или других материалов.

Шлак – основной компонент для производства.
Однако если говорить о реальном производстве, то здесь состав смеси для шлакоблока может быть несколько иным. В него могут входить какие угодно компоненты, которые являются наиболее доступными для конкретного региона.
К примеру, это может быть колотый кирпич, отсев щебня (гранита или обычного камня), песок, гравий, прошедшие обработку опилки, перлит, керамзит, песчано-гравийная смесь и прочие материалы, которые могут использоваться в качестве заполнителя.
Естественно, такие изменения в составе направлены в сторону удешевления стройматериала, однако при грамотном подходе они не ухудшают качества итогового продукта.
На сегодняшний день производство шлакоблока является частично или полностью автоматизированным. Материал производится на линиях оборудования, которые позволяют выпускать строительные блоки стабильно большими объемами.
Статьи по теме:
Технология производства шлакоблока

Форма для блока.
Инструкция по изготовлению стройматериалов данного типа включает следующие этапы:
- Приготовление густого бетонного раствора. Как говорилось выше, в состав раствора для изготовления шлакоблока, входит цемент, шлак (отсев) и вода, из которых делается густой замес.
Совет!
Раствор готовится в бетономешалке или смесителе, однако вполне возможно приготовить его вручную при помощи лопат, используя любую емкость.
Для того, чтобы приготовить жесткую смесь потребуются немалые физические усилия.
- Готовый раствор загружается в форму. Наиболее распространены емкости, разменами 390 х 190 х 188 мм. Они могут быть как с пустообразователями, так и без них.
- Затем идет уплотнение раствора при помощи прижима или вибрации, после чего продукт вынимается и оставляется на полу или поддоне. Жесткий раствор не позволяет блоку рассыпаться в процессе высыхания.

Пресс для формовки изделий.
Процесс вибропрессования в среднем длится от 20 до 30 секунд. Если речь идет о простом вибропрессе, который не оборудован усиленным прижимом, то время вибропрессования может растянуться до 90 секунд.
- Теперь блок должен набрать прочность. Это происходит при естественной температуре в период от 36 до 96 часов. При этом не применяются какие-либо специальные добавки типа фулерона, релаксола и т. д.
- По истечении указанного срока изделия складируются на паллеты.
- Полного затвердевания материал достигает в течение месяца. Необходимая температура при этом составляет 20 градусов по Цельсию.
Совет!
Обязательным условием для набора прочности шлакоблоком является высокая влажность.В противном случае набор прочности может обратиться в процесс пересыхания, что значительно снизит прочность изделия.
В том случае, если вы используете при производстве ускорители схватывания бетона – набор прочности изделиями будет происходить быстрее. После этого продукт необходимо выложить на поддоны, где будет происходить дальнейший набор прочности.
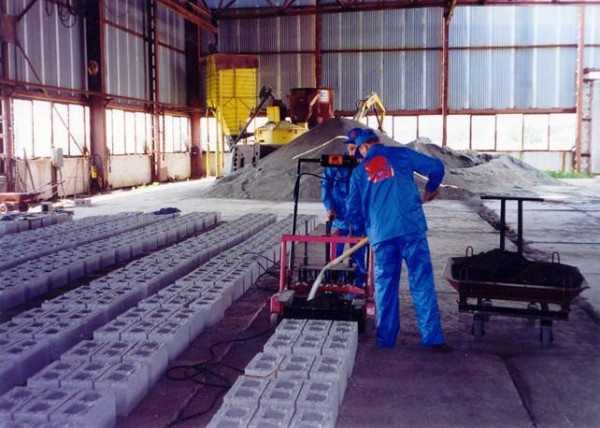
Производство материала в промышленных условиях.
Преимущества шлакоблоков
- Высокая прочность.
- Приемлемая цена.
- Простота монтажа. Если вы знакомы с особенностями кирпичной кладки, то возвести стену из шлакоблока своими руками для вас не составит никаких проблем.
- Относительно высокая скорость возведения, учитывая довольно большие габариты изделий.
О растворе для изготовления стеновых блоков
Теперь давайте рассмотрим пропорции состава шлакоблока. Данный материал ввиду довольно простой технологии изготовления можно вполне успешно производить в домашних условиях. Естественно, бизнес на этом вы вряд ли сделаете, но для бытовых нужд продукта будет достаточно.
В большинстве случаев пропорции и состав шлакоблока являются такими же, как и при изготовлении обычной цементной смеси. Единственным принципиальным отличием здесь является замена щебня на шлак.
Итак, в состав для производства шлакоблоков входят компоненты в таких пропорциях:
- 1 часть цемента.
- 3 части песка, лучше использовать отсев.
- 5 частей шлака. Лучше использовать керамзит.

Бетон для производства шлакоблоков.
Совет!
Для производства шлакоблоков следует использовать цемент марки М400.
Если вы будете использовать в этих целях цемент М500, то его можно добавить в раствор на 10-15% меньше.
Изготавливаем формы
Для промышленного производства шлакоблоков, изгот
openoblokah.ru
видео-инструкция по монтажу своими руками, чертежи, фото
Понравилась статья? Следите за новыми идеями полезных авто советов в нашем канале. Подписывайтесь на нас в Яндекс.Дзене. Подписаться.
Ни для кого не секрет, что выбирая строительный материал, рядовой потребитель обратит внимание на доступные по цене и простые по технологии применения изделия.

Дои из шлакоблока – дешево и быстро
Шлакоблок и сейчас, как много лет назад, привлекает покупателей впечатляющими техническими характеристиками:
- прочностью,
- морозоустойчивостью,
- плотностью,
- теплопроводностью,
- а также возможностью значительно удешевить строительство и массовое, и индивидуальное.
Одним из несомненных достоинств стеновых блоков является и то, что его можно производить своими руками и для личного потребления, и на продажу.
Небольшие заводы по производству материала не требуют значительных капиталовложений и больших производственных площадей. Важно и то, что сами шлакоблоки и виброформовочное оборудования, на котором их производят, не подлежат обязательной сертификации.
Классификация шлакоблоков

Фото пустотелого блока и полублока
Все же производители блоков придерживаются следующей классификации изделий по назначению и их размерам:
- Полный блок (пустотелый или полнотелый) имеет размеры 390х190х188 мм;
- Полублок (пустотелый) — 390х120х188 мм или 390х90х188 мм;
Вес полнотелого блока варьируется в пределах 25-28кг, пустотелого – 18-23кг, а полублока – 10-13кг.
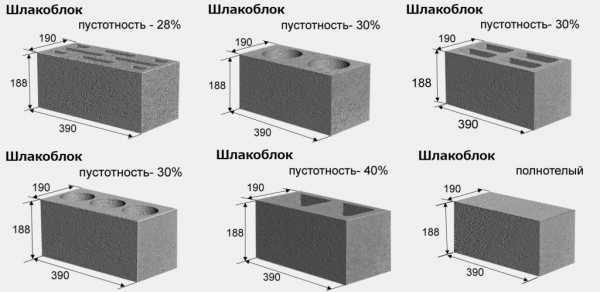
По количеству пустот различают:
- Полнотелые блоки – самые прочные, применяются при возведении цоколей, несущих конструкций колонн;
- Пустотелые блоки – из них выкладывают стены и внутренние перегородки. Их характеристики зависят от процентного соотношения пустот к весу камня и вида полостей внутри:
- 40% пустотность обеспечивает самые высокие показатели по теплопроводности и самые низкие по прочности;
- 30% пустотность гарантирует идеальный баланс прочностных и теплоизоляционных характеристик;
Считается, что изделия с пустотами круглой или овальной формы — самые прочные, а с квадратными — удобные в монтаже, так как они ровно ломаются без применения инструментов.
На крупных заводах по производству шлакоблоков освоили технологию изготовления продукции с лицевой поверхностью под фактуру дикого камня. Делается это при помощи специальных полиуретановых форм. Различные красящие добавки позволяют придавать стеновым блокам различные цвета, что экономит средства и время на внешнюю отделку строящихся зданий.

Палитра цветов этого продукта впечатляет
Сырье, необходимое для производства стеновых блоков
Основные компоненты для производства шлакоблоков:
- вяжущее вещество;
- наполнитель;
- вода;
- различные пластификаторы и модификаторы бетона.
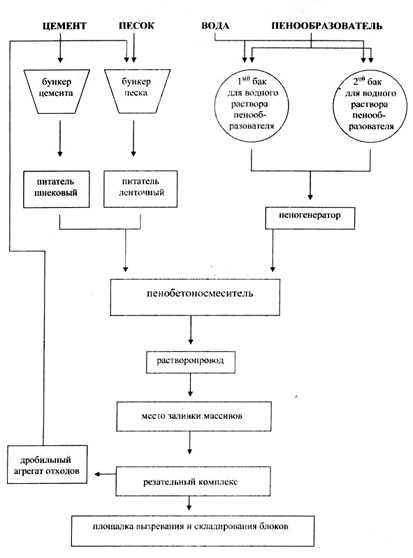
На фото — чертежи технологии производства шлакоблоков, для более наглядного представления процесса изготовления
В качестве вяжущего вещества используется и цемент (низких и высоких марок), и медленнотвердеющий гипс. Наполнитель:
- песок,
- щебень,
- кирпичный бой,
- опилки,
- торф,
- зола,
- керамзит,
- мраморная крошка и т.д.
Обратите внимание! Пластификаторы обеспечивают более высокую прочность готовых изделий, повышают влаго- и морозоустойчивость.
Самостоятельное изготовление шлакоблоков механизированным способом
Если вы решили заняться производством стеновых панелей, нужно иметь необходимые знания, небольшую сумму денег, свободное помещение и время.
Для организации производства вам понадобиться следующее оборудование:
- Бетономешалка;

В бетономешалке жесткая смесь получается однородной

Покупной вибростол
- Металлические формы (их можно изготовить самостоятельно). К днищу обязательно привариваются 2-3 трубы диаметром 5-8 см для формирования пустот, а по бокам ручки для удобства переноски наполненных форм к месту складирования.

Одной-двух форм будет достаточно
Статьи по теме:
Этапы процесса
Технология производства шлакоблоков требует некоторой сноровки и опыта, приобретаемых в процессе изготовления изделий.
- При помощи бетономешалки готовится полусухая бетонная смесь, состоящая из цемента (гипса), наполнителя и небольшого количества воды;
- Готовый раствор заливается в форму, которая выставляется на вибростол. Процесс вибропрессования (утрамбовка) занимает от 10 до 90 секунд, в зависимости от мощности стола. Далее форма относится к месту складирования, переворачивается и после осторожного простукивания снимается.
Обратите внимание! Готовый блок не должен расползаться или рассыпаться, если это происходит, значит, бетонная смесь была недостаточно жесткой или чрезмерно влажной.
- Набор прочности (затвердевание) изделий при естественной температуре будет продолжаться от 1,5 до 3 суток. Если в сухой раствор были добавлены релаксол, фулерон или другие присадки, это время значительно сокращается.
- Полное затвердевание стеновых блоков займет 20-27 дней при температуре от 18*С. Желательно, чтобы влажность в помещении была повышенной – это поможет избежать пересыхания изделий.
Если вы производите шлакоблоки на продажу, то использование многоярусных стеллажей позволит использовать производственную площадь наиболее эффективно.
Изготовление стеновых блоков кустарным способом
Если вы задумали возвести на участке небольшую постройку или вам необходимо малое количество шлакоблоков, на покупку вибростола можно не тратиться. Вам потребуется емкость для замешивания раствора (в идеале все же бетономешалка) и формы для заливки.
Формы можно изготовить самостоятельно по любым, нужным вам, размерам. Если вы предполагаете сушить шлакоблоки непосредственно в формах, а процесс сушки занимает около суток, то их количество должно быть достаточным для дневной нормы выработки (30-50 штук).
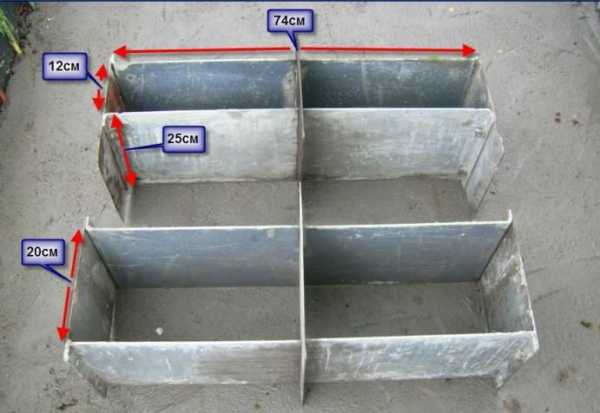
Формы делаются и из металла и из дерева. В целях экономии материалов предпочтительней изготавливать модули, когда в одной форме, состоящей из ячеек, заливаются одновременно сразу несколько блоков.

Металлический формующий модуль
Обратите внимание! Если вы решили использовать деревянные формы, для их изготовления необходима только строганная или шлифованная доска, без трещин и сучков. Безусловно, цена подобного материала выше, но зато вас не будут ожидать трудности при извлечении блоков из форм, а их грани будут ровными и гладкими.
Перед началом работы, необходимо продумать какой формы и сколько пустот предполагается в изделии. Обычно, пустоты делаются круглыми при помощи бутылки из под шампанского, в количестве две-три на блок. Поэтому нужно иметь в наличии достаточно бутылок.
Этапы работы
Инструкция по изготовлению стенных блоков кустарным способом схожа с механизированной:
- Подготовка бетонного раствора. Поскольку процесса утрамбовки и вибропрессования в кустарном производстве не предусмотрено, раствор приготавливается жидким и однородным.
- В готовые формы наливается раствор. Смесь должна заполнять всю форму.
- Бутылки вставляются в уже залитую форму, излишки раствора удаляются, а поверхность блока тщательно разравнивается;
- Через 4-5 часов, после того, как раствор схватится, бутылки удаляют, а блоки оставляют в формах сохнуть еще примерно на 20 часов;
- Через сутки блоки аккуратно извлекают их форм и укладывают штабелями для дальнейшей просушки на ровной, защищенной от осадков и солнца площадке.

Готовые блоки сушатся
Использовать в строительстве шлакоблок можно будет спустя 28 дней. За это время он полностью высохнет и наберет прочность.
Важный момент
Пропорции составляющих бетонной смеси определяются только опытным путем, исходя из характеристик исходного сырья, особенностей производственных приспособлений и местных условий.
Особенно тщательно нужно выверять необходимые пропорции воды: ее переизбыток приведет к тому, что в процессе формования блоки могут течь и терять свою геометрическую форму, недостаток – к тому, что после извлечения из форм изделия могут разрушаться и крошиться.

openoblokah.ru
Технология изготовления шлакоблоков в домашних условиях, как изготовить блоки своими руками на оборудовании: инструкция, фото и видео-уроки
Понравилась статья? Следите за новыми идеями полезных авто советов в нашем канале. Подписывайтесь на нас в Яндекс.Дзене. Подписаться.
Шлакоблок относится к очень популярным материалам, из которых возводятся постройки любого типа. Технология изготовления шлакоблока в домашних условиях представляет собой вибрационное прессование определенной смеси, находящейся в специальных формах.
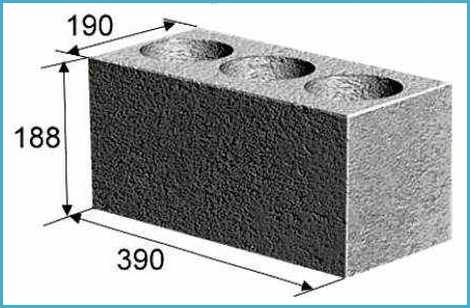
Сама технология производства и состав шлакоблоков предусматривают то, что в блоках используются специальные приспособления и станки, которые можно сделать своими руками. Размеры стандартного блока составляют 39х29х19 сантиметров, внутри возможно наличие трех одинаковых отверстий.
Фото стандартных шлакобетонных блоков
Достоинства шлакобетонных блоков
Состав шлакоблока (впрочем, как и пеноблока) поистине уникален:
- У шлакобетонных блоков отличная тепло- и звукоизоляция.
- Такие блоки обладают достаточной крепостью и долговечностью.
- Хорошая экономия цемента. Так, для приготовления 36 штук пойдет один мешок цемента.
- Действующее российское законодательство не предусматривает обязательной сертификации ни самого шлакобетонного материала, ни оборудования, с помощью которого он производится. То есть, нет необходимости в обязательной проверке на безопасность и качество.
Отсюда вывод: именно шлакоблок является наиболее выгодным материалом для строительства на своем участке, потому что в этом случае процесс быстрый, экономный и надежный.
Готовим раствор для шлакобетона

Бетономешалка – лучший вариант
Прежде чем говорить о том, как делать шлакоблоки в домашних условиях, рассмотрим приготовление раствора для них. В состав раствора для шлакобетонных блоков входит наполнитель, лучше, если это будет шлак, оставшийся после сгорания угля в печи, в количестве, равном семи объемным частям.
Крупный керамзитовый песок – две части, гравий, фракцией 0,5 – 1,5 см – две части, цемент, маркой М500 – полторы части и вода – три объемных части. Но наполнителем может быть не только шлак, в качестве такового возможно использование гипса, керамзита, золы, гравия, отсева щебенки, песка, кирпичных отходов и даже обработанных опилок.
Внимание: Пропорциональный состав воды указан приблизительно, и в процессе замешивания раствора необходимо контролировать его густоту. Для проверки достаточно взять комок раствора и бросить на землю. Качественный раствор рассыплется, а сжатый в кулаке – слипнется.
При использовании доменных шлаков, как наполнителя, не должны присутствовать никакие лишние добавки: щепки, земля или не сгоревший уголь. Поэтому шлак заранее должен быть отсортирован, просеян с помощью специального сита.
Если наполнителем служит гипс, то составляющие шлакобетона берутся в следующих пропорциях: гипс – одна часть, шлаковая смесь – три части и вода. Раствор тщательно перемешивают, и используется практически сразу.
Такая смесь приготавливается в течение максимум шести минут. Предварительно шлаковая смесь увлажняется. Для приготовления одного кубического метра раствора используется около 350 литров воды.
Чтобы в домашних условиях качественно изготовить шлакобетонные блоки, в раствор добавляется специальный пластификатор. В результате чего смесь становится очень пластичной, и блоки получаются прочными, водонепроницаемыми, морозостойкими и не ломкими.
Кроме пустотелых, блоки могут делаться и полнотелыми. Они являются самыми крепкими и прочными, и чаще всего из них делают фундамент. В отличие от них пустотелые блоки обладают легкостью, отличными теплоизолирующими и звуконепроницаемыми свойствами.
Ну и еще одно важное свойство: шлакоблоки могут быть цветными, если в раствор добавить красители, которыми могут служить мел или толченые красные кирпичи.
Статьи по теме:
Способы изготовления шлакобетонных блоков
В настоящее время такой вопрос, как изготовить шлакоблок в домашних условиях, можно решить двумя способами:
- При первом способе используются небольшие формы, в которых блоки затвердевают;
- При втором – используется специальное оборудование. Это оборудование может быть заводского изготовления или сделанное самостоятельно, возможно с привлечением знакомого токаря.
Шлакоблоки в формах
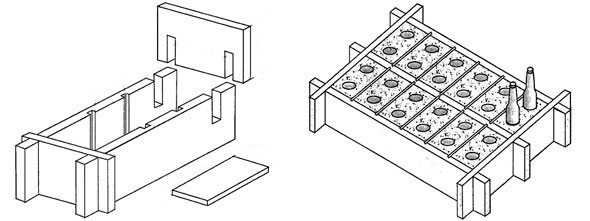
Самодельные формы
Изготовление шлакоблока в домашних условиях возможно с помощью как деревянных, так и металлических форм. Считается, что стандартные размеры блока составляют 39х19х19 сантиметров, но в зависимости от предназначения формы можно делать практически любыми.
Формы состоят из боковых стенок и дна. Если формы изготавливать таким образом, что в каждую заливать по несколько блоков, то можно значительно сэкономить материал.
Внимание: При использовании таких форм раствор должен быть однородным и достаточной густоты, чтобы заполнить эти формы без образования пустот.
Чтобы блоки получались легкие и недорогие, в них создаются пустоты, для этого в формы вставляются стеклянные бутылки. Чтобы их легче было доставать, они располагаются горлышком вниз. Лишний раствор снимается, оставшийся хорошо разравнивается.
В формах блоки находятся в течение суток, затем они вытаскиваются и складируются невысокими штабелями. Для строительства они готовы через месяц.
Шлакобетон на специальном оборудовании

Станок своими руками
Изготовление шлакоблоков в домашних условиях таким способом, является более высокопроизводительным и гарантирующим более высокое качество. Но для этого необходимо специальное оборудование, в частности бетономешалка и вибростол.
Для изготовления станка необходимо:
- использование стального листа, толщиной 2-3 мм;
- асинхронного двигателя, мощность которого 100 Ватт и более;
- грузы для вызова дисбаланса и вибрации;
- цилиндры для создания пустот.
Делаем станок для производства шлакобетонных блоков
Делаем станок
Оборудование для шлакоблоков в домашних условиях можно сделать следующим образом:
- Из стального листа вырезаются заготовки следующего размера: два прямоугольника 40х25, два – 20х25, один – 40х15, четыре – 4х4 и один – 39,5х19,5 сантиметров.
- Из стальных прямоугольников 40х25 и 20х25 сантиметров сваривается форма, внутренние размеры которой будут соответствовать размерам стандартного блока. Но, как уже было сказано, размеры можно варьировать.
Внимание: Для четкого соблюдения размеров блоков и сохранения качества ребер, сварной шов необходимо располагать снаружи.
- От трубы отрезаются три заготовки, диаметром 8 сантиметров, длиной 25 см.
- Эти заготовки привариваются к форме, с помощью ребер жесткости, размером 4х4 см, при этом они располагаются в ее верхней части.
- Вибратор крепится к более длинной стороне формы, используются для этого болты с гайками. Сами болты к форме прихватываются сваркой.
- Для защиты двигателя от воды и раствора, над ним приваривается козырек, к краю которого приваривается дополнительная ножка. Она необходима для дополнительной устойчивости, потому, что из-за вибратора сместился центр тяжести всей конструкции.
- К ручкам привариваются фиксаторы и можно приступать к изготовлению шлакоблоков.

Вариант вибростанка
Статьи по теме:
Процесс изготовления шлакоблоков
А теперь инструкция, рассказывающая о том, как изготовить шлакоблоки в домашних условиях. Весь процесс разбивается на следующие этапы:

Загружаем раствор
Специальные формы, предназначенные для изготовления шлакобетонных блоков, заранее смоченные, заполняются раствором. После чего их ставят на вибратор и включают на короткое время. Раствор дает осадку, и добавляют еще смеси.
После чего вибратор включается снова и ожидается, пока прижим не дойдет до ограничителей. Это значит, что формование закончено, и спустя 5-10 секунд форму можно снять, желательно до остановки двигателя.
Совет: Для сохранения идеальности лицевой стороны, блоки для сушки стоит разместить на ровном резиновом основании.
- Сушка готовых шлакобетонных блоков.

Блоки на сушке
Время сушки готовых блоков определяется температурой и влажностью воздуха и составляет диапазон от одной недели и примерно до месяца. Теперь, зная как делать шлакоблок в домашних условиях, работая вдвоем, можно в течение часа выдавать их до семидесяти штук.
Вывод
Шлакобетонные блоки относятся к материалам, составляющие которых очень доступны практически в любой местности. Поэтому и цена на него очень демократична. В представленном видео в этой статье Вы найдете дополнительную информацию по этой теме.
openoblokah.ru
Шлакоблоки своими руками: технология производства
Оглавление:
- Изготовление формы
- Подготовка формы к заливке
- Приступаем к заливке
- Некоторые сведения о растворе
- Заключение
Шлакоблоки – дешевый и удобный строительный материал, пригодный для возведения практически любого малоэтажного сооружения. Их изготовление не требует применения дорогостоящего материала, а кладка стен может производиться и на растворе из глины, что также уменьшает расходы.
Различные предприятия изготавливают шлакоблоки. Технология производства их проста: они формируются из шлака от котельных и золы в стандартных формах. При желании, изготовить этот строительный материал можно и кустарным способом, в домашних условиях.

Изготовление пустотелых шлакоблоков не только позволит сэкономить на материале, но и существенно увеличить теплонепроницаемость стен будущего здания.
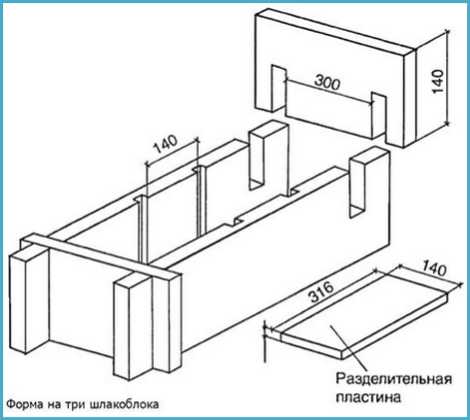
Изготовление формы
Самостоятельное изготовление дает преимущество в выборе размеров изготавливаемых шлакоблоков: их можно делать как большими, так и меньшими, чем стандартные. Увеличение – позволяет экономить кладочный раствор, а уменьшение – облегчает работу.
Оптимальные размеры одного блока — 145×145×330 мм, но это субъективная оценка: можно установить любые параметры для изделия. Для начала следует изготовить форму (оснастку). Необходимы строганные доски, ширина которых соответствует высоте шлакоблока. Длины достаточно двухметровой: с более длинными сложнее работать (но при желании можно увеличить этот размер). Затем из досок изготавливаются и крепятся поперечины. Детали соединяют на задвижных пазах и более никаким образом не фиксируют. Разделительные пластины можно устанавливать в форму с помощью выпиленных в длинных досках пропилов, места для которых выбираются точно в соответствии с соответствующим размером блока.
Расстояние между поперечинами формирует длину шлакоблоков, а их ширина – толщину, поэтому необходимо соблюдать точность при изготовлении оснастки. Высота оснастки также не должна отклоняться от избранного размера более, чем на 5 мм. При наличии другого материала, разделительные пластины могут быть выполнены из металла, фанеры, гетинакса. Все деревянные детали необходимо покрыть двойным слоем масляной краски, чтобы предотвратить впитывание влаги и коробление оснастки. Кроме того, эта мера позволит прикладывать меньше усилий при извлечении блоков.
Подготовка формы к заливке
Готовую форму нужно поставить на ровную поверхность, в качестве которой может использоваться железобетонная плита или толстый (около 10 мм) металлический лист. Перед первой заливкой и каждой последующей внутренние поверхности оснастки следует слегка протереть соляркой или отработкой. Лишнюю смазку вытирают ветошью. После каждой заливки форму следует отмыть от цемента, высушить на солнце и смазать заново.
Приступаем к заливке
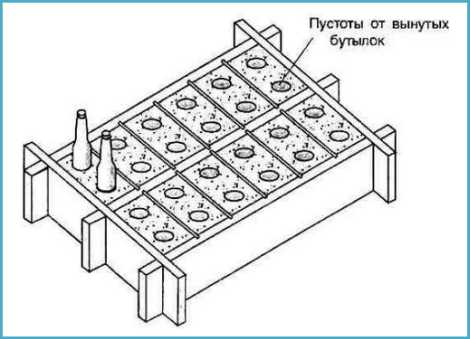
 Для изготовления пустотелых шлакоблоков необходимо запастись достаточным количеством бутылок из-под шампанского. Полиэтиленовые (на 1,5 л) также годятся, но их нужно заполнить водой: так они будут меньше деформироваться, а значит, края пустот в изделии будут выглядеть красиво. Деформация может привести к изменению размера блока, так что использовать бутылки из полиэтилена не так удобно, как из стекла: приходится постоянно следить за уровнем раствора.
Для изготовления пустотелых шлакоблоков необходимо запастись достаточным количеством бутылок из-под шампанского. Полиэтиленовые (на 1,5 л) также годятся, но их нужно заполнить водой: так они будут меньше деформироваться, а значит, края пустот в изделии будут выглядеть красиво. Деформация может привести к изменению размера блока, так что использовать бутылки из полиэтилена не так удобно, как из стекла: приходится постоянно следить за уровнем раствора.
Изготовление пустотелых шлакоблоков не только позволит сэкономить на материале, но и существенно увеличить теплонепроницаемость стен будущего здания. Формы наполовину заполняют раствором, после чего в них помещаются бутылки: их следует вдавливать в раствор, но не до самого дна ячейки: зазор должен составлять примерно 40 мм. В каждую ячейку вставляется по две бутылки. Уровень раствора в каждой ячейке доводят до кромки оснастки. Вибротрамбовки или иного уплотнения раствора не требуется. Через 2 – 3 часа бутылки можно будет извлекать из раствора: при этом следует их вращать вокруг оси, чтобы они не потянули за собой еще не окрепший раствор. После этого бутылки необходимо вымыть водой.
Для того, чтобы извлечь шлакоблоки из формы, нужно обстучать ее по периметру молотком и затем разобрать. С разделительными пластинами несколько сложнее: по ним нужно стучать и сверху, и под небольшим углом.
Некоторые сведения о растворе
Для приготовления раствора соотношение цемента и шлака должно быть равным 1 : 10 (соответственно). Цемент необходим марки «400». Воды необходимо добавлять такое количество, чтобы приготовленный раствор был более-менее жидким: такой легче перемешивать вручную (если нет бетономешалки) и заливать в форму. Для ручного замеса понадобится специальный поддон емкостью 300-400 л. Таким способом можно изготавливать небольшое количество шлакоблоков в одиночку.
При необходимости увеличить объем продукции или ускорить процесс ее изготовления, необходима бетономешалка. Помощь напарника также не помешает. В этом случае консистенцию раствора выбирают более густой: это ускорит его высыхание. Пропорция цемента и шлака меняется на 1 : 8.
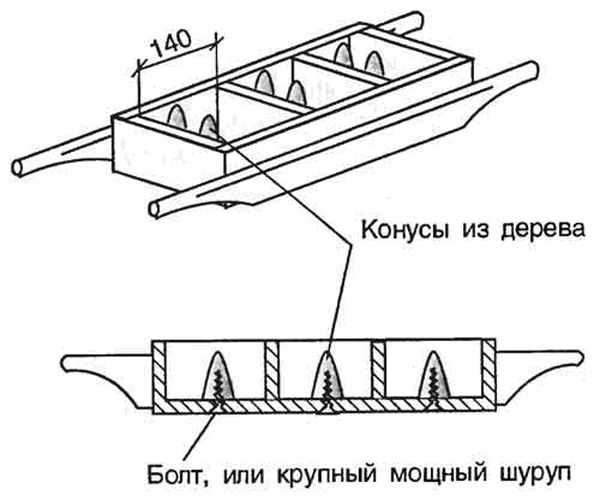
Оснастка изготавливается в нескольких экземплярах и по несколько иной технологии: выглядеть они должны в форме носилок, то есть с дном и ручками. Кроме того, все ее детали следует дополнительно зафиксировать при помощи гвоздей. Для создания пустот изготавливаются на токарном станке деревянные конусы с усеченной вершиной и жестко крепятся в ячейках оснастки.

После заполнения ячеек раствором носилки устанавливаются на вибростол, который также можно соорудить самостоятельно из электродвигателя, столешницы, площадки и четырех пружин. Вибропрессовку проводят в течение максимум 5 минут.
Выемка готовых блоков производится при помощи аккуратного переворачивания и встряхивания носилок. После этого переносить шлакоблоки некоторое время нельзя: раствор еще сырой и изделие может деформироваться.
Заключение
Подробнее об изготовлении вибростола. Пружины можно применить мотоциклетные. Двигатель крепится посреди столешницы, на его вал крепится шкив с эксцентриком, обеспечивающим вибрацию двигателя, а вместе с ним и площадки, установленной поверх столешницы с помощью пружин, закрепленных по углам. В качестве площадки можно взять ровный и плоский лист металла. Вибрация необходима для уплотнения раствора в ячейках оснастки: это позволяет сэкономить время и добиться большей механической прочности изделий.
Таким нехитрым способом можно изготовить строительный материал для возведения сарая, беседки, гаража и даже небольшого дома. Самодельные шлакоблоки не будут уступать по качеству изготовленным в заводских условиях. Наградой за ваш труд станет существенная экономия средств.
osnovam.ru
Изготовление шлакоблоков своими руками — подробная инструкция
Шлакоблок – это практичный и в тоже время не дорогой строительный материал. Подходит для строительства как гаража, так и жилого дома. Строить из шлакоблоков не дорого и быстро, а если изготовить их самостоятельно, экономия будет намного ощутимее.

А можно ли сделать блоки самому – спросите вы – Есть ли в этом смысл. Конечно, если вы надумали большое строительство ( дом, коттедж) материала потребуется много.
В этом случае лучше купить – дешевле обойдется и быстрее. Ну а если вам надо построить гараж, баню, сарай или сделать пристройку к дому и у вас на участке имеется большое количество строительных отходов – другое дело. Такая затея будет обречена на успех.
Что же давайте разберем вопрос про изготовление шлакоблоков своими руками по порядку.
Размер шлакоблоков
Стандартный шлакоблок выпускается таких размеров: длина – 390 мм; ширина – 190 мм; высота – 188 мм. Есть еще и блоки для перегородок (полу блоки), их размер: 390 × 120 × 188 мм.
Не обязательно делать шлакоблоки по стандартным размерам, можно и уменьшить или увеличить, если вы человек сильный. В зависимости от пустот, они весят от 17 до 25 кг, поэтому работать с ними довольно тяжело (особенно к концу дня).
Форма для шлакоблоков
Для их изготовления, на производстве применяются специальные металлические формы, вибростолы и прессы, прессующие бетон в форме с нагрузкой в несколько тон.
При изготовлении шлакоблоков своими руками форму обычно изготавливают из дерева. Виды и конструкции таких форм разнообразны. А по сути просто емкость или опалубка, в которую заливается бетонная смесь.
Форма служит для удержания изделия до схватывания бетонного раствора. А что бы готовый блок легче было доставать, самодельные формы часто делают разборными и без дна, подкладывая под них пленку.
Для устройства пустот можно использовать обычные бутылки (наполненные водой, чтобы не всплывали), вдавленные в нужных местах в бетон. Для удобства производства и качества изделия, цилиндры или квадраты для пустот (куски труб или деревянный брусок), лучше зафиксировать к самой форме, прикрепив их к дну или крышке.
Из чего делать шлакоблок
Как видно из названия, для его производства применяется шлак, бросовый и можно сказать бесплатный материал. Не только отходы металлургии, но и отходы от сжигания угля в котельной, старый кирпич (дробленный), и древесные опилки, придающий материалу хорошие теплоизоляционные свойства.
Конечно в состав смеси для шлакоблока входит еще цемент, песок и вода. Для дополнительной прочности, можно применять и различные добавки для бетона.
Пропорции шлакобетона
Тут в принципе все так же как и для обычного бетона, отличие лишь в том, что в качестве заполнителя применяется не щебень, а шлак. Состав: 1 ведро цемента — 3 ведра песка — 5 ведер шлака.
Цемент берут М-400, но лучше использовать М-500, его можно брать на 10 — 15 процентов меньше.

Технология изготовления
Шлакобетон делается как и обычная бетонная смесь для фундамента. Делать его можно в бетономешалке (если есть) или вручную. После заливки раствора в форму, его желательно уплотнить.
В промышленном производстве для этого используется специальное оборудование. Было бы не плохо в домашних условиях иметь строительный вибратор, а если нет, тогда просто можно простукать форму снаружи молотком.
Это делается для того, чтобы бетонная смесь распределилась по всему объему заполнив все пустоты, а так же чтобы вышел воздух, при наличии пузырьков воздуха прочность изделия снижается. Шлакоблоки извлекают из форм через 2 — 4 суток.
Так же как и при сушке бетона, следует избегать пересыхания блоков, для этого их надо периодически обрызгивать водой или накрыть пленкой. Прочность шлакоблоки наберут только через 28 дней, после этого их можно применять по назначению.
Посмотрите видео: Изготовления шлакоблока в домашних условиях
alina-sharapova.ru
Изготовление шлакоблоков своими руками — 2 варианта, инструкция!
Шлакоблок является одним из наиболее востребованных строительных материалов. Изготавливается по методу вибропрессования из бетонного раствора. Из шлакоблоков возводятся самые разнообразные постройки – от сараев и гаражей до бань и жилых домов.

Изготовление шлакоблоков своими руками
Планируете что-нибудь построить из шлакоблоков? Сделайте их самостоятельно! Ничего сложного в технологии производства этих бетонных блоков нет. Нужно досконально разобраться в порядке работы, узнать основные требования и выдержать рецептуру.
Содержание статьи
Общие рекомендации и требования
Размеры шлакоблока
Шлакоблок для межкомнатных перегородок
Размеры шлакоблока стандартизированы – 188 х 190 х 390 мм. Каждый блок имеет отверстия. Обычно их 3. Для изготовления строительных элементов используется смесь из цемента марки не ниже М400, доменного шлака и крупнозернистого песка. Нередко добавляются дополнительные наполнители и пластификаторы.
Можно изготавливать блоки как вручную с помощью форм, так и при помощи оборудования с функцией вибропрессования.
В среднем одного мешка цемента хватает для изготовления 36 блоков. Экономия очевидна.
Шлакоблок должен иметь правильную геометрию. Даже небольшие неровности приведут к ухудшению качества кладки. Чтобы получать ровные блоки, формы нужно наполнять не просто до краев, а с небольшой горкой, т.к. во время вибрации бетон слегка утрясется и осядет.
Как готовить раствор?
Какого-то универсального состава раствора для изготовления шлакоблоков нет – у каждого мастера свой уникальный рецепт. В целом же нужно ориентироваться на особенности состава шлака.
| Составляющие | Объем, л, на один блок | Прочность высохшего блока на сжатие, кг/см2 | Морозостойкость готового блока, циклов | Коэффициент теплопроводности готового шлакоблока |
|---|---|---|---|---|
| Шлак до 8 мм | 10 | 30-40 | 30 | 0.35-0,4 |
| Песок до 3 мм | 1,8 | |||
| Цемент | 2,75 | |||
| Вода | 1,5 |
Есть стандартная «заводская» рецептура, можете ориентироваться на нее. Пропорции следующие:
- шлак – 7 частей;
- песок – 2 части;
- цемент – 1,5 части;
- вода – 1,5-3 части. Подробнее об определении необходимого количества воды будет рассказано далее.
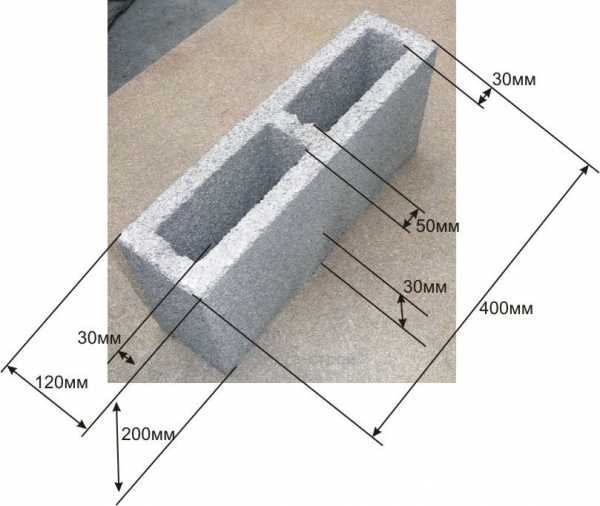
Полезный совет! Ранее приводились стандартные габариты шлакобетонных блоков. Однако для частной застройки удобнее использовать изделия с размерами 400х200х200 мм.
Помимо шлака в состав таких блоков можно включать золу, опилки, гипс, бой кирпича, продукты сгорания угля, гравий и прочие подобные материалы.
Дополнительно в состав раствора рекомендуется добавить пластификатор для бетона. Хватит 5 г на блок. Благодаря пластификатору будут увеличены показатели водонепроницаемости, прочности и морозостойкости изделий.

Пластификатор для бетона
Уделите особое внимание определению необходимого объема воды. Ее надо добавить столько, чтобы изделия не растекались после формирования.
Можете сделать простой тест. Бросьте горсть раствора на землю или другую поверхность. Если он рассыпался, но при обратном сжатии руками вновь соединился в единую массу – консистенция оптимальная.
Делаем шлакоблоки вручную
Если запланировано не слишком масштабное строительство, блоки можно сделать без вибропресса.
Изготавливаем форму
Форма для шлакоблока
Собираем форму размерами 40х20х20 см. При желании можете корректировать размеры на свое усмотрение. Для изготовления формы используем металлические листы либо деревянные доски.
Конструкция предельно простая: дно и боковые стенки. Стенки крепим с учетом выбранных ширины и длины блока. Высота граней формы также должна соответствовать запланированной высоте строительных элементов.
Полезный совет! Вы можете сделать формы с ячейками для одновременного изготовления 4-6 блоков – очень удобно. Нужно лишь увеличить длину и ширину внешних граней и установить между ними перегородки.
Подготовьте пустые стеклянные бутылки. Их вы будете использовать для создания пустот в блоках.
Вариант формы для шлакоблока
Заливаем блоки
Равномерно заливаем раствор в форму до краев.

Закладка смеси в форму
Помещаем в залитую массу бутылки горлышком вверх. Разравниваем поверхность заливки, удаляя излишки раствора.
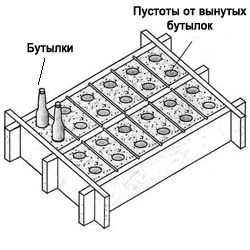
Схема размещения бутылок в залитых блоках
Ждем порядка 5 часов и достаем бутылки. Шлакоблоки же оставляем в формах на сутки, после чего аккуратно их вынимаем и раскладываем по горизонтальной поверхности штабелями.
Оставляем блоки сушиться на месяц. Лишь спустя указанное время материал можно будет использовать для строительства.

Изготовление шлакоблоков
Полезный совет! На время сушки накройте блоки полиэтиленовой пленкой. Она защитит изделия от растрескивания во время жары и не даст им намокнуть в случае дождя.
Делаем шлакоблоки на станке

Фото конструкции в разных ракурсах
Станок позволяет существенно повысить производительность работы. Оборудование имеет довольно простую конструкцию.

Вибростанок
Собираем станок
Главный элемент самодельного вибропрессовочного станка – форма (матрица) для шлакобетонного раствора. По своей конструкции такая форма является металлической коробкой с внутренними элементами в виде пустот. Ограничители для создания пустот также могут быть съемными.

Станок для шлакоблоков компактный
Набор для работы включает следующие материалы и инструменты:
- аппарат для сварки;
- стандартный набор слесарных инструментов;
- болгарку;
- тиски;
- листовую сталь толщиной 3мм. Уйдет около 1 м2;
- трубу диаметром 7,5-9 см. Нужен примерно 1 м трубы;
- металлическую полосу толщиной 3 мм. Понадобится порядка 30 см материала;
- электродвигатель мощностью 0,5-0,75 кВт;
- гайки;
- болты.

Станок для шлакоблоков компактный
Вид сбоку
Вид спереди
Вид спереди




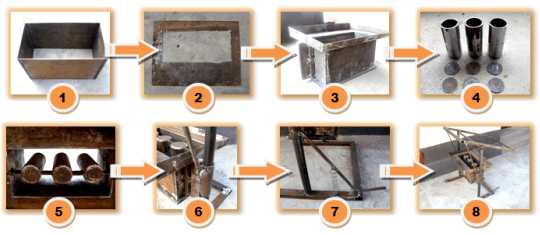
Первый шаг. Изготавливаем форму по размерам будущих блоков. Вырезаем из листовой стали боковые грани матрицы. Будем делать форму сразу на 2 блока. Для этого вырезаем из стали внутреннюю центральную перегородку и закрепляем ее в ящике.
Второй шаг. Определяем высоту элементов для оформления пустот.
Важно! В соответствии с технологией высота пустот должна быть такой, чтобы донная стенка имела толщину от 3 см.
Третий шаг. Отрезаем 6 кусков трубы по длине цилиндров-ограничителей для оформления пустот.
Четвертый шаг. Придаем трубам конусную форму. Для этого продольно прорезаем каждый кусок трубы до середины, обжимаем тисками и соединяем с помощью сварочного аппарата. Завариваем каждый конус с обоих краев.
Пятый шаг. Соединяем ограничители в ряд по длинной грани шлакоблока. Добавляем по краям ряда по пластине 3-сантиметровой толщины с отверстиями для скрепления с проушинами.
Шестой шаг. Делаем посередине каждого такого отсека формы пропилы. С обратной грани формы привариваем проушины. Они позволят выполнять временное крепление элементов для создания пустот. Очень удобное решение – можно будет убирать цилиндры и делать монолитные блоки.

Станок для шлакоблоков компактный (пресс сверху)

Пресс станка

Пресс станка
Седьмой шаг. Снаружи одной из поперечных стенок навариваем 4 болта для крепежных отверстий вибромотора.
Восьмой шаг. С помощью сварки прикрепляем со стороны загрузки фартук и лопасти по краям.
Девятый шаг. Готовим все элементы конструкции к покраске – зачищаем их и тщательно полируем.
Десятый шаг. Делаем пресс. Он будет иметь вид пластины с отверстиями, повторяющими расположение отверстий в блоке.
Важно! Диаметр отверстий на пластине должен превышать аналогичный параметр для углублений в блоке примерно на 0,5 см.
Пластину изготавливаем такого размера и закрепляем ее таким образом, чтобы она могла входить вглубь коробки в месте установки ограничителей на 5-7 см.
В завершение остается приварить к прессу ручки, покрыть конструкцию грунтовочной смесью и смонтировать вибромотор.
В подходящий вибромотор можно превратить обыкновенный электрический двигатель. Для этого необходимо приварить на валы двигателя эксцентрики. Сильно заморачиваться не будем – просто приварим болты так, чтобы их оси совпадали. Для регулирования частоты и силы вибрации накручиваем на приваренные болты гайки.

Станок для шлакоблоков компактный

Мотор

Мотор

Виброустройство
Делаем блоки
Рекомендации по приготовлению раствора приводились выше. Можете использовать стандартный рецепт либо же модифицировать его на свое усмотрение. Главное получить оптимальную вязкость. Ее можно определить «на глаз» — комок смеси должен устойчиво держать форму.
Перед загрузкой смеси смазываем контактные металлические плоскости маслом. Благодаря этому раствор не будет прилипать к железу.
Укладываем готовую смесь в матрицу и приступаем к прессованию.
Устанавливаем наполненные формы на виброплиту и даем ей утрамбовать раствор на протяжении 5-15 секунд. Спустя указанное время добавьте в форму еще раствора, т.к. загруженный ранее неизбежно осядет.
Повторяем процесс, только на этот раз не выключаем виброплиту, пока прижим не достигнет ограничителей. Снимаем форму до момента остановки станка.

Готовый шлакоблок
Даем блокам 1-3 суток на первичную просушку, аккуратно вынимаем их из блоков, раскладываем по ровной горизонтальной поверхности и накрываем полиэтиленовой пленкой. Использовать материал по назначению можно не ранее чем через месяц.
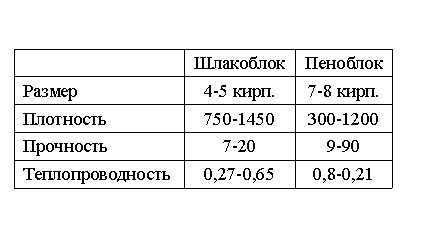
Сравнение характеристик шлакоблоков и пеноблоков
Удачной работы!
Видео – Изготовление шлакоблоков своими руками
stroyday.ru
Персональный сайт — Технология производства шлакоблоков
Шлакоблоками условно называются строительные блоки (стеновые камни) полученные методом вибропрессования раствора бетона в форме. Состав бетона при производстве шлакоблока: шлак, зола, отходы горения угля (других материалов). Но в процессе реального производства в состав шлакоблока могут входить любые наиболее доступные материалы в Вашем регионе — это может быть отсев щебня (камня, гранита), отходы кирпича, гравий, песок, опилки (после обработки), керамзит, перлит, песчано-гравийная смесь и многое другое.
Линии оборудования значительно облегчают работы по производству шлакоблоков. Оборудование для изготовления шлакоблоков «Рифей» позволяет обеспечить высокую производительность при сравнительно низких затратах на сырье. Помните, что организуя производство шлакоблока на оборудовании , Вы делаете вклад в перспективный и высокодоходный бизнес.
Технология производства шлакоблока состоит из следующих этапов:
1. Приготовление жесткой бетонной смеси из цемента, шлака (отсева) и воды. Раствор лучше готовить в смесителе или бетономешалке, также можно и вручную лопатами в любой емкости или на площадке (но для приготовления жесткой смеси потребуется значительные физические усилия).
2. Загрузка раствора в форму, наиболее распространенные формы 390мм на 190мм на 188мм с пустотообразователями или без, затем уплотнение в форме с помощью вибрации и прижима и удаление формы с оставлением блока на полу или поддоне. Жесткий раствор после вибропрессования позволяет полученному блоку не рассыпаться и держать форму «самостоятельно» и «не поплыть» во время высыхания. Обычно вибропрессование длится 20-30сек, на простых вибропрессах без «усиленного» прижима это время больше — до 90 секунд, на производящем шлакоблоки оборудовании с прижимом и усилием в несколько тонн время вибропрессования раствора можно значительно сократить, а если Вы будете использовать наше оборудование, шлакоблок будет твердеть намного быстрее.
3. Необходимый набор прочности (для складирования) происходит при естественной температуре от 36 до 96 часов (без применения специальных добавок — релаксол, фулерон и другие). Полное затвердевание шлакоблоков (или вибробетонных камней) происходит в течении месяца при температуре не менее 20 градусов и соблюдением условия высокой влажности. Это непременное условие, иначе процесс набора прочности может перейти в процесс «пересыхания» (сгорания), что приведёт к значительной потери прочности изделия. Температура в помещении или на площадке для производства блоков должна быть от 1 градуса и выше. При использовании ускорителей схватывания бетона и более высокой окружающей температуре, изготовление шлакоблока происходит с ускоренным набором прочности. После этого блоки складируются, где происходит дальнейший набор прочности не менее 50% от проектного согласно ГОСТа для возможности отгрузки потребителю или применения на стройплощадке.
Преимущества шлакоблоков перед другими строительными стеновыми материалами:
— дешевизна при возможности применения «подручного» материала и низкая себестоимость, если Вы захотите самостоятельно организовать изготовление шлакоблока;
— относительно высокая скорость постройки стен из шлакоблоков.
Оборудование для производства шлакоблока
Линии » Леонид-76″, как и аналогичное оборудование других фирм, позволяют организовать изготовление шлакоблока,производство брусчатки, производство тротуарной плитки впервые и производство строительных материалов из жестких бетонных смесей. Профессиональный строитель знает, что такое жесткая бетонная смесь, в чем состоит технология производства тротуарной плитки и может не читать эту статью. Однако наша линия Леонид-76 попадает в руки не только профессиональных строителей, но и людей,освоившихпроизводство строительных материалов и производство тротуарной плитки. Для них и написана эта статья.
Так что же такое жесткая бетонная смесь? Начнем с того, что же такое бетон? Бетон — искусственный каменный материал, получаемый в результате твердения рационально подобранной, тщательно перемешанной и уплотненной смеси минерального вяжущего вещества, воды, заполнителей и в необходимых случаях специальных добавок. Смесь указанных компонентов до начала ее затвердения называют бетонной смесью. Вяжущее вещество и вода – активные составляющие бетона. В результате химического взаимодействия между ними образуется новое соединение в виде клейкого теста (цементное тесто, цементное молоко), которое обволакивает тонким слоем зерна мелкого и крупного заполнителя, а затем со временем затвердевает и связывает их, превращая бетонную смесь в прочный мо-нолитный камень – бетон.
Заполнители (песок, щебень, гравий и т.д.) занимают до 80…85 % объема бетона и образуют его жесткий скелет, препятствующий усадке. Применяя заполнители с различными свойствами, можно получать бетоны с разнообразными физико-механическими показателями, например легкие, тяжелые, жароупорные и пр. Таким образом, бетон, до начала его твердения – это бетонная смесь — рационально подобранные и тщательно перемешанные минеральное вяжущее (цемент), вода, заполнитель и в необходимых случаях добавки (пластификаторы и ускорители твердения). Как и всякое вещество, бетонная смесь обладает различными физико-механическими и химическими свойствами, которые в значительной мере предопределяют качество и свойства получаемого из неё бетона. Остановимся на некоторых из них. Удобоукладываемость — характеризует способность бетонной смеси заполнять форму бетонируемого изделия и уплотняться в ней под действием силы тяжести или в результате внешних механических воздействий. Это свойство бетонной смеси оценивают подвижно-стью или жесткостью. Удобоукладываемость бетонной смеси зависит от ряда факторов: вида цемента, количества воды и цементного теста, крупности и формы зерен заполнителей, содержания песка.
Бетонные смеси одного и того же состава, но приготовленные на разных цементах имеют различную удобоукладываемость, что объясняется различной водопотребностью цемента. Например, пуццолановый портландцемент и шлакопортландцемент по сравнению с портландцементом обладают большей водопотребностью, а приготовленные на них бетонные смеси оказываются более жесткими. Подвижность- способность бетонной смеси растекаться под действием собственного веса. Степень подвижности бетонной смеси П оценивают величиной осадки (в см) конуса, сформованного из данной смеси. Подвижность бетонной смеси определяют на стандартном конусе (высота – 300 мм, диаметр основания – 200 мм, диаметр вершины – 100 мм). Величину осадки конуса (ОК) измеряют линейкой. Чем больше осадка конуса, тем более подвижна бетонная смесь. Практически все, кто когда – либо сталкивался с применением бетона в быту работали с подвижными (жидкими) бетонными смесями, которые легко заполняют даже самую сложную опалубку. Однако прежде чем снять опалубку необходимо какое–то время для того, чтобы бетон затвердел. При изготовлении камней методом вибропрессование на вибропресс, использование подвижных бетонных смесей становиться невозможным из-за того, что сразу после завершения процесса уплотнения (виброуплотнения) снимается с изделия форма тротуарной плитки.
Жесткость бетонной смеси — способность ее растекаться и заполнять форму под действием вибрации. Показатель жесткости определяют на приборе, который представляет собой металлический цилиндр диаметром 240 мм и высотой 200 мм. Цилиндр устанавливают на стандартную лабораторную виброплощадку. Затем в цилиндр вставляют стандартный конус и заполняют его бетонной смесью так же, как и при определении подвижности. После этого конус снимают и на бетонную смесь опускают стальной диск. Общая масса диска должна составлять 2750 ? 50 г. Включив виброплощадку, вибрируют смесь до тех пор, пока цементное тесто не начнет выделяться из двух отверстий диска. В этот момент вибратор выключают. Время, необходимое для уплотнения смеси в приборе, называют показателем жесткости бе-тонной смеси (Ж) и выражают в секундах.
Для жесткой бетонной смеси нет нужды устанавливать выдержку между уплотнением и съемом опалубки, сразу после уплотнения опалубка снимается, а изделие сохраняет свою форму и может транспортироваться (с соблюдением некоторых мер предосторожности).
Изготовление тротуарной плитки ( вибропрессование ) использует бетонные смеси марки Ж3, Ж4, СЖ1. Связность — способность бетонной смеси сохранять однородную структуру, т.е. не расслаиваться в процессе транспортирования, укладки и уплотнения. В результате уплотнения частицы, составляющие смесь, сближаются, а часть воды как наиболее легкого компонента отжимается вверх, образуя капиллярные ходы и полости под зернами крупного заполнителя.
Крупный заполнитель, плотность которого отличается от плотности растворной части (смеси цемента, песка и воды), также перемещается в бетонной смеси. Если заполнитель плотный и тяжелый, например гранитный щебень, частицы его оседают, пористые легкие заполнители – керамзит, аглопорит – всплывают. Все это ухудшает структуру бетона, делает его неоднородным, увеличивает водопроницаемость и снижает морозостойкость. Чтобы повысить связность и предотвратить расслоение бетонной смеси, необходимо правильно назначать количество мелкого заполнителя в составе бетона, а также сокращать расход воды затворения, используя пластифицирующие добавки. Свойства бетона — к основным свойствам бетона относят прочность, плотность, водонепроницаемость, морозостойкость, усадку, расширение и т.д.
Прочность при сжатии — основной показатель механических свойств бетона. Она определяется пределом прочности при сжатии стандартных образцов – кубов размером 150х150х150 или готовых изделий (камней), изготовленных из данной бетонной смеси и выдержанных до испытания в течение 28 суток в нормальных условиях. По пределу прочности на сжатие для стеновых камней установлены следующие марки: М25, М35, М50, М75, М100, М125, М150, М200, для тротуарных плит следующие классы: В22,5, В25, В30, В35. Цифры в обозначении марки соответствуют пределу прочности бетона на сжатие, измеренному в кг/см2, а цифры в обозначении класса соответствуют пределу прочности бетона на сжатие измеренному в МПа.
Прочность бетона при сжатии зависит от активности цемента (марки прочности), соотношения массы воды и цемента, прочности и качества заполнителей, их зер-нового состава, длительности твердения, температуры и влажности окружающей среды и др. Основные факторы, влияющие на прочность бетона, — активность цемента и соотношение массы воды и цемента в составе бетонной смеси (водоцементное отношение В/Ц или обратное ему цементоводное отношение – Ц/В). На прочность бетона определенное влияние оказывает и зерновой состав заполнителей.
Наиболее прочные бетоны получают, используя заполнитель с крупными зернами. Зерна крупного заполнителя должны быть достаточно прочными и иметь шероховатую поверхность, обеспечивающую хорошее сцепление цементного камня с заполнителем. Прочность бетона зависит и от правильного перемешивания его составляющих в смесителе, когда все зерна заполнителя полностью покрыты слоем цементного теста. Значительное влияние на прочность бетона оказывает степень уплотнения бетонной смеси, продолжительность и условия твердения бетона. Хорошо уплотненный бетон в благоприятных температурных и влажностных условиях непрерывно набирает прочность в течение ряда лет. При этом в первые 10 суток прочность бетона растет довольно быстро, затем рост прочности к 28 суткам замедляется и, наконец, в возрасте свыше 1 года постепенно затухает. Например, бетонные образцы при хранении в нормальных условиях в 7 суточном возрасте имеют среднюю прочность, равную 60…70 % от 28 суточной (марочной) прочности, в возрасте 180 суток, 1 года и 2 лет их прочность соответственно составляет 150, 175 и 200 % марочной прочности.
Большое влияние на скорость нарастания прочности бетона оказывает температура окружающей среды. При 70…85 0С в атмосфере насыщенного пара (в пропарочной камере) бетоны через 10…12 часов набирают прочность 60…70 % марочной. При низких положительных температурах (5…7 0С) окружающего воздуха скорость нарастания прочности бетона замедляется, а при температуре ниже 0 0С твердение бетона прекращается. Плотность — обычный бетон не является однородным монолитным материалом. В нем всегда имеются поры, образовавшиеся вследствие испарения излишней воды, а также неполного удаления воздушных пузырьков при уплотнении бетонной смеси.
Плотность бетона повышается при тщательном подборе зернового состава заполнителей, уменьшении водоцементного отношения и применения пластификаторов, снижающих водопотребность смеси при той же подвижности, а также за счет тщательного уплотнения бетонной смеси. С возрастанием плотности бетона повышаются его свойства. Особенно высокие требования по плотности бетона предъявляются при изготовлении тротуарных плит и бордюрных камней. Морозостойкость — способность насыщенного водой материала выдерживать многократное попеременное замораживание и оттаивание. Марка по морозостойкости F обозначает наибольшее число циклов замораживания – оттаивания, которое выдерживают образцы материала без снижения прочности на сжатие более 15%; потеря массы при этом не должна превышать 5%.
В наружных конструкциях, подверженных действию воды и переменных температур, морозостойкость – основной определяющий фактор долговечности. Проектную марку материалов по морозостойкости устанавливают в зависимости от условий эксплуатации конструкции и климата. Например, для производство шлакоблок установлены марки F 15, F 25, F 35, F 50; для производство брусчатки – F100, F150, F200, F300. Морозостойкость бетона зависит от вида применяемого цемента, водоцементного отношения, качества заполнителей, плотности бетона и других факторов.
Высокой морозостойкостью обладают бетоны с плотной структурой на низкоалюминатном портландцементе и высококачественном щебне. Как видно такие свойства бетона как прочность. Плотность и морозостойкость напрямую зависят от водоцементного соотношения, чем меньше воды, тем прочнее, плотнее бетон, тем выше его морозостойкость. А чем меньше воды в бетонной смеси, тем выше ее жесткость. Таким образом, изделия полученные методом вибропрессования из жестких бетонных смесей обладают более высокой прочностью, плотностью и морозостойкостью.
Расчет состава вибропрессованного бетона.
В статье рассмотрена методика расчета состава бетона, уплотняющегося способом объемного вибропрессования сверхжестких смесей при обеспечении необходимой прочности. Предложены способы учета возможного недоуплотнения в бетоне, определения оптимального водосодержания и соотношения заполнителей различных фракций.
В современной технологии бетонных изделий все большее применение находит вибропрессование.
К особенностям вибропрессованного бетона относятся:
- применение сверхжестких смесей;
- повышенное количество защемленного воздуха;
- значительное влияние пустотности заполнителя, объемной
- концентрации вяжущего и водосодержания смеси.
Повышенное количество защемленного воздуха определяется сыпучей консистенцией смеси, недостаточной интенсивностью уплотнения и особенностями технологии объемного вибропрессования (форма плотно закрыта пуансоном). Часто значительное недоуплотнение, возникающее в промышленных условиях, является следствием недостаточной влажности, т.е. неверного определения оптимального водосодержания. Наиболее рациональным является экспериментальное определение необходимого количества воды для получения максимально плотных изделий с последующим постоянным аппаратным контролем влажности заполнителей и поддержанием В/Ц на необходимом уровне.
В вибропрессованном бетоне высокая вязкость цементного теста и интенсивное действие динамического давления усложняет процесс перегруппировки частичек в процессе уплотнения. Поэтому особенно важными являются подбор рационального зернового состава, обеспечение минимальной пустотности заполнителя и возможное снижение вязкости бетонной смеси. В обычных бетонных смесях наличие значительного количества жидкой фазы заметно нивелирует влияние данных факторов.
Наличие прямой связи между прочностью и количеством защемленного воздуха (или плотностью) подтверждается [1], несмотря на различие условий изготовления бетона: интенсивности уплотнения, свойств сырьевых материалов, составов (рис. 1).
Рис. 1. Зависимость прочности вибропрессованных тротуарных
плит, полученных в производственных условиях, от их средней
плотности
Анализ полученной корреляционной зависимости позволил предложить уравнение возможного изменения прочности виб-ропресованного бетона при сжатии (дельтаRCЖ, %) с увеличением количества защемленного воздуха в бетоне (VЗВ, %):
∆R=7,9Vзв-57,4. (1)
Из этой зависимости следует, что каждый процент защемленного воздуха в вибропрессованном бетоне вызывает снижение прочности на 10-13%.
Объем защемленного воздуха в вибропрессованном бетоне рассчитывается с учетом средней плотности бетона, характерной для данного производства (на основе данных операционного контроля на предприятии). Если такие данные отсутствуют, то можно предварительно принять значение V3B в пределах 80-100 л/м3 (8-10%).
Таким образом, прочность бетона в возрасте 28 суток с учетом поправки на наличие защемленного воздуха (R*) можно рассчитать по формуле:
где R28 — проектная прочность в возрасте 28 сут., МПа.
Для расчета Ц/В (или В/Ц) вибропрессованного бетона, обеспечивающего заданную прочность при сжатии, можно применять известное уравнение Боломея, из которого:
где коэффициент А, зависящий от качества заполнителя, принимает значения 0,52, 0,48, 0,44 для заполнителей высокого, среднего и низкого качества, соответственно; b = 0,38 [2].
Уравнение (3) справедливо при обеспечении коэффициента уплотнения 0,93-0,98. Если в процессе вибропрессования не достигается такой плотности, необходимо учитывать возможное снижение прочности за счет наличия защемленного воздуха.
Рис. 2. График определения коэффициента смачивания (Ксм) заполнителя с учетом крупности песка (М ) и щебня:
1 — без использования щебня; 2 — щебень фракции 2,5—5 мм;
3 — щебень фракции 5—10 мм; 4 — щебень фракции 10—20 мм.
Примечание. График действителен при использовании заполнителя с
содержанием пылеватых и глинистых примесей 0—1%. С увеличением
содержания примесей на 1% значение Ксм следует увеличивать на 1—1,5%.
При проектировании водосодержания сверхжестких смесей, кро¬ме обычных параметров, таких как водопотребность цемента, круп¬ность заполнителей и количество примесей, необходимо учитывать влияние параметров уплотнения и расхода цемента. Необходимость учета расхода цемента вызвано высокой вязкостью смесей, для ко¬торых область постоянной водопотребности нехарактерна [1].
Задаваться некоторым значением жесткости смеси по ГОСТ 7473 для вибропрессования затруднительно, так как оно определяется условиями работы вибропресса (амплитудой, частотой и длительностью вибрирования, давлением) и видом изделий (высота и площадь формования, сложность конфигурации).
Определение водосодержания сверхжестких смесей может быть выполнено на основе уравнения распределения воды в вибропрессованном бетоне:
где (В/Ц)тц — водопотребность цементного теста в условиях вибропрессования; Ксм– коэффициентсмачивания заполнителя, л/кг; З и Ц — расходы заполнителя и цемента, соответственно, кг.
Показатель (В/Ц)тц , кроме нормальной густоты цемента, определяется параметрами уплотнения смеси (продолжительность вибрирования, амплитуда, частота, значения динамической и статической нагрузок). Для большинства вибропрессующих установок, распространенных на территории России и стран СНГ, предназначенных для производства бордюров, стеновых блоков итротуарных плит, значения (В/Ц)тц находятся в пределах 0,19-0,23. Фактическое значение (В/Ц)тц находится экспериментально или с использованием предложенных нами методик [1].
Коэффициент смачивания заполнителя представляет собой минимально необходимое удельное количество воды на смачивание песка или щебня. Для нахождения значения Ксм можно использовать предлагаемый нами график (рис. 2).
Используя уравнение (4), задаваясь (В/Ц)тц и Ксм заполнителя, а также определив В/Ц бетона из уравнения (3), можно определить соотношение расходов заполнителя и цемента (З/Ц), обеспечивающее необходимую прочность и водосодержание:
Используя значение 3/Ц, а также известное количество защемленного воздуха, находим необходимый расход цемента:
где р-ц и ρз — истинные плотности цемента и заполнителя, соответственно, кг/л.
Расходы воды и заполнителя определяем по формулам:
Предложенная методика позволяет проектировать состав вибропрессованного бетона с применением различных плотных заполнителей (пески, отсевы, щебень и др.). При изготовлении вибропрессованных дорожных изделий (тротуарных и дорожных плит, бортовых камней, декоративных элементов мощения) и для обеспечения их высокой прочности и долговечности в качестве заполнителя вместе с крупнозернистым песком обычно используют мел-кий щебень одной или нескольких фракций (2,5–5,3-8, 5—10 мм). Оптимальное значение доли песка в смеси со щебнем можно определить по таблице.
В этом случае расходы песка и щебня находим, учитывая долю песка (r):
П=r•Ц•З/Ц; (9)
Щ=(1-r)•Ц•З/Ц. (10)
Рассчитать состав бетона для изготовления тротуарных плит способом вибропрессования. Необходимая прочность бетона при сжатии 50 МПа. Параметры формовочного оборудования: продолжительность вибрирования — 6 с, частота — 50 Гц, амплитуда — 0,5 мм, динамическая нагрузка 0,1 МПа. Характеристики исходных материалов: активность портладцемента — 40 МПа, НГ — 26,5%, истинная плотность — 3,1 г/см3, насыпная плотность — 1300 кг/м3; песок — Мкр= 2,0, истинная плотность -2,65 г/см3, насыпная плотность — 1450 кг/м3; щебень — фракция 2,5–5 мм, истинная плотность – 2,68 г/см3, насыпная плотность — 1400 кг/м3. Объем защемленного воздуха — 80л/м3.
;Из уравнения (1) находим В/Ц, необходимое для обеспечение прочности бетона, принимая значение коэффициентов А = 0,48, b = 0,38:
Значение (В/Ц)тц , определенное с учетом параметров уплотнения и НГ цемента [1], составляет 0,211.
Соотношение 3/Ц находим из уравнения (5), учитывая смачиваемость заполнителя и рассчитанное значение В/Ц:
Расход цемента находим из уравнения (6):
Оптимальная доля песка из таблицы составляет 0,51. Расход воды:
Расходы песка и щебня: П=r•Ц•з/Ц=0,51•427•4,03=878 кг/м3; Щ=(1-r)•Ц•З/Ц=0,49•427•4,03=843кг/м3.
firma-dv.narod.ru