Производство прокладок: Изготовление прокладок для двигателя редких и раритетных автомобилей на заказ
Производители женских прокладок из России
Продукция крупнейших заводов по изготовлению женских прокладок: сравнение цены, предпочтительных стран экспорта.
- где производят женские прокладки
- ⚓ Доставка в порт (CIF/FOB)
- женские прокладки цена 02.02.2022
- 🇬🇧 Supplier’s Feminine pads Russia
Страны куда осуществлялись поставки из России 2018, 2019, 2020, 2022
- 🇺🇦 УКРАИНА (123)
- 🇰🇿 КАЗАХСТАН (72)
- 🇹🇯 ТАДЖИКИСТАН (23)
- 🇦🇲 АРМЕНИЯ (22)
- 🇲🇩 МОЛДОВА, РЕСПУБЛИКА (20)
- 🇹🇲 ТУРКМЕНИЯ (19)
- 🇰🇬 КИРГИЗИЯ (18)
- 🇬🇪 ГРУЗИЯ (17)
- 🇨🇿 ЧЕШСКАЯ РЕСПУБЛИКА (16)
- 🇱🇻 ЛАТВИЯ (13)
- 🇱🇹 ЛИТВА (11)
- 🇺🇿 УЗБЕКИСТАН (9)
- 🇦🇿 АЗЕРБАЙДЖАН (5)
- 🇵🇱 ПОЛЬША (4)
- 🇧🇬 БОЛГАРИЯ (3)
Выбрать женские прокладки: узнать наличие, цены и купить онлайн
Крупнейшие экспортеры из России, Казахстана, Узбекистана, Белоруссии, официальные контакты компаний.
🔥 Внимание: на сайте находятся все крупнейшие российские производители женских прокладок, в основном производства находятся в России. Из-за низкой себестоимости, цены ниже, чем на мировом рынке
Поставки женских прокладок оптом напрямую от завода изготовителя (Россия)
Крупнейшие заводы по производству женских прокладок
Заводы по изготовлению или производству женских прокладок находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить женские прокладки оптом
Гигиенические женские прокладки из бумажной массы
Изготовитель Женские гигиенические прокладки и тампоны
Поставщики Женские гигиенические прокладки и тампоны из прочих текстильных материалов (кроме ваты и кроме трикотажных)
Крупнейшие производители Женские гигиенические прокладки и тампоны
Экспортеры Аналогичные прокладкам
Компании производители ножи и режущие лезвия для машин или механических приспособлений
Производство изделия из бумажной массы
Производство прокладок из паронита, изготовление на заказ по низкой стоимости
Из чего производится уплотнительная прокладка.
Такое изделии как прокладка из паронита отлично выполняет функцию переходника на стыке плоских труб, для силовых агрегатов, для насосов.
Прокладки паронитовые незаменимо применяют для трубопроводов с жидкой и газообразной агрессивной средой. При изготовлении используют паронит — прокладка выдерживает температуру с широким диапазоном от -50°С до +450°С. Прокладка из паронита исправно служит при давлении в разнообразных климатических условиях.
Такие элементы соединения находят применение во время объединения фланцев с деталями: их вставляют между, чтобы улучшить герметизацию. Прокладки паронитовые не допускают протечку и повышают безопасность соединения.
Виды паронитовых прокладок
Выбираются паронитовые прокладки в соответствии с требованиями для необходимой сферы применения:
ПОН-А — изготавливают для среды жидкой или парообразной, для конструкций транспортировки аммиачных соединений.
ПОН-Б — позволяет перемещать кислород в жидком виде, азотсодержащие вещества, этиловый спирт.
ПОН-В — уплотнители из паронита, которые изготавливают для герметизации конструкция транспортировки нефтепродуктов, тосола, антифриза и воздухо-топливных составов.
ПМБ-1 — исправно работают под давлением не выше 15МПа. Прокладки применяют в системах транспортировки масла, нефтепродуктов.
Прокладки из паронита изготавливают из листов с толщиной от 0,4мм до 6мм.
|
Наименование и обозначение марки
|
Применяемость |
|||
|
Рабочая среда
|
Максимально допустимые |
Тип соединения |
||
|
давление, МПа (кгс/м2 |
температура, |
|||
|
Паронит общего назначения ПОН |
Пресная перегретая вода, насыщенный и перегретый пар, воздух, сухие нейтральные и инертные газы |
6,4 (64) |
От -50 |
Для неподвижных соединений типа «гладкие» с давлением рабочей среды не более 4 МПа |
|
Водные растворы солей, жидкий и газообразный аммиак, спирты |
2,5 (25)
|
От -40
|
«шип-паз», «выступ-впадина» сосудов, аппаратов, насосов, арматуры, трубопроводов, компрессоров, двигателей внутреннего сгорания и других агрегатов |
|
|
Жидкий кислород и азот |
0,25 (2,5) |
-182 |
||
|
Тяжелые и легкие нефтепродукты |
2,5 (25) |
200 |
||
|
Паронит маслобензостойкий — ПМБ
|
Тяжелые и легкие нефтепродукты, масляные фракции, расплав воска |
3,0 (30)
|
300
|
Для неподвижных соединений типа «гладкие» с давлением рабочей среды не более 4 МПа |
|
Сжиженные и газообразные углеводороды С1-С5 |
2,0 (20)
|
От -40 | ||
|
Рассолы
|
10,0 (100)
|
От -40
|
||
|
Коксовый газ
|
6,4 (64)
|
490
|
||
|
Газообразный кислород и азот
|
5,0 (50) |
150 |
||
Прокладки паронитовые применение:
Соединительные элементы для фланцев имеют плоскую кольцевую форму с отверстием внутри.
Прокладки фланцевых соединений выполняются по следующим требованиям:
Паронитовы прокладки ГОСТ – регламент России и СНГ.
Паронитовы прокладки DIN – европейская стандартизация.
Паронитовы прокладки ASME – стандартизация Америки.
Для компрессоров и трубопроводов применяют уплотнения, в производстве которых используют паронит. Прокладка имеет толщину от 0,4мм до 3мм.
Изготовление паронитовых прокладок на заказ
Наша компания изготавливает прокладки по ГОСТ, DIN, ASME. Во время производства паронита прибегают к асбесту, латексу и специальных добавок.
- Если у вас есть чертеж прокладки или иного изделия из листового материала в электронном виде в форматах, поддерживаемых программами AutoCad или Компас, то вы просто присылаете его нам на почту вместе с описанием заказа. Масштаб делаете только 1:1.
 В течение дня-двух мы вам ответим и при необходимости попросим прояснить неясности.
В течение дня-двух мы вам ответим и при необходимости попросим прояснить неясности. -
- Если у вас есть чертеж изделия, но он не в форматах DWG, FRW, DXF или иных, поддерживаемых программами AutoCad или Компас, то вам потребуется оцифровка чертежа. Для простых чертежей, типа «кольцо» или «прямоугольник со скругленными краями» это бесплатно. Все, что занимает больше времени оплачивается в соответствии с тарифами на оцифровку чертежей.
- Если у вас нет чертежа, но есть образец изделия, где должна быть установлена, например, прокладка, то мы можем снять размеры посадочных мест и изготовить ее. Возможно, для снятия размеров потребуется оставить на пару дней детали в офисе.
- Если у вас нет чертежа, но есть образец неработоспособной прокладки, мы можем снять размеры с нее и выполнить чертеж.
 В течение дня-двух мы вам ответим и при необходимости попросим прояснить неясности.
В течение дня-двух мы вам ответим и при необходимости попросим прояснить неясности.Вырезание прокладок из паронита происходит следующим образом:
- Выбирают лист паронитовый с нужной толщиной.
- Прокладка из паронита получается послу вырезания определенной формы с помощью специального оборудования. Также возможно своими руками вырезать требуемую форму прокладки, паронит которой легко поддается манипуляции.
 Также возможно своими руками вырезать требуемую форму прокладки, паронит которой легко поддается манипуляции.
Также возможно своими руками вырезать требуемую форму прокладки, паронит которой легко поддается манипуляции.Использование точного оборудования при производстве паронитовых прокладок позволяет создавать уплотняющие детали для узлов нестандартной формы. При применении высокоуровневого программно-аппаратного приспособления обеспечивается вычисление наиболее оптимального алгоритма производства детали. В этом случае отходы являются минимальными. Паронитовая прокладка изготавливается при помощи оборудования промышленной плоттерной резки. Данная установка достаточно эффективная и позволяет производить указанную продукцию различных размеров и сложности. Поэтому достаточно эффективными являются такие изделия, как прокладки паронитовые, изготовление которых осуществляется в соответствии со стандартами или согласно чертежам.
Производство прокладок гбц :: ЯЗТО-АВТО
01/09/2008
ООО «Ярославский завод технологической оснастки» является ведущим производителем широкого спектра прокладок для двигателей внутреннего сгорания (прокладок головки блока цилиндра (ГБЦ), прокладок газопроводов, фланцев, впускных и выпускных коллекторов). Клиенты высоко оценивают качество прокладок для ДВС, обеспечивающих экономию топлива и масла, увеличение ресурса двигателя. Эти показатели достигаются при использовании прокладок нашего производства.
Клиенты высоко оценивают качество прокладок для ДВС, обеспечивающих экономию топлива и масла, увеличение ресурса двигателя. Эти показатели достигаются при использовании прокладок нашего производства.
Все прокладки для ДВС изготавливаются из безасбестового материала. Специалистами ООО «ЯЗТО» проведена колоссальная работа по выбору поставщика безасбестовго материала, необходимого для производства прокладок. При выборе лучшего варианта особое внимание уделялось на физико-механические свойства, качество и экологические характеристики сырья. На ЯЗТО были изготовлены качественно новые прокладки, проведены соответствующие испытания с привлечением аккредитованных лабораторий. В результате в качестве сырья был выбран безасбестовый материал фирмы «Interfase Solutions, Inc» (США). Поставщик данного материала имеет международные сертификаты качества: ISO 9001:2000, ISO 14001, OHSAS 18001.
Прокладочный материал, необходимый для изготовления различных прокладок, производится на поточной линии.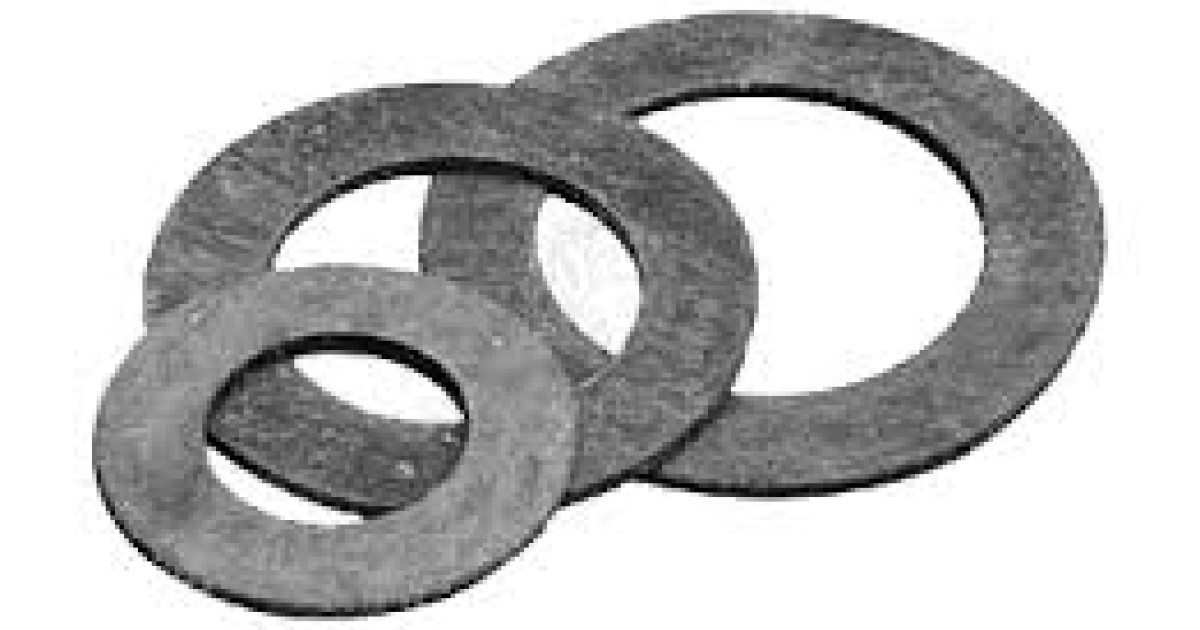 Способ перфорирования высоконагартованной стальной ленты для каркаса полотна (толщина 0,25 мм по ГОСТ 503-81) является НОУ-ХАУ «ЯЗТО» и обеспечивает гарантированное сцепление с безасбестовым материалом в соответствии с требованиями ТУ 2577-011-83897832-2008. Прокладочный материал и прокладки, изготовленные ЯЗТО, предназначены для уплотнения стыков головки блока с блоком цилиндров, а также блока цилиндров с впускными и выпускными коллекторами. Они обладают повышенными механическими свойствами, высокой плотностью, низким набуханием, низким поглощением при погружении в рабочие жидкости. Предел временного сопротивления разрыву превышает почти в 2 раза относительно показателям аналогичной продукции российских и зарубежных производителей. Прокладки работоспособны при эксплуатации с температурой окружающего воздуха минус 50° С и во всем интервале положительных температур, обеспечивающих нормальный тепловой режим работы двигателя. Сжимаемость прокладочного материала при давлении 35 МПа составляет 18-19%, при 50 МПа – 12-25%; восстанавливаемость после снятия давления 35 МПа — 45%, после 50 МПа – 40%.
Способ перфорирования высоконагартованной стальной ленты для каркаса полотна (толщина 0,25 мм по ГОСТ 503-81) является НОУ-ХАУ «ЯЗТО» и обеспечивает гарантированное сцепление с безасбестовым материалом в соответствии с требованиями ТУ 2577-011-83897832-2008. Прокладочный материал и прокладки, изготовленные ЯЗТО, предназначены для уплотнения стыков головки блока с блоком цилиндров, а также блока цилиндров с впускными и выпускными коллекторами. Они обладают повышенными механическими свойствами, высокой плотностью, низким набуханием, низким поглощением при погружении в рабочие жидкости. Предел временного сопротивления разрыву превышает почти в 2 раза относительно показателям аналогичной продукции российских и зарубежных производителей. Прокладки работоспособны при эксплуатации с температурой окружающего воздуха минус 50° С и во всем интервале положительных температур, обеспечивающих нормальный тепловой режим работы двигателя. Сжимаемость прокладочного материала при давлении 35 МПа составляет 18-19%, при 50 МПа – 12-25%; восстанавливаемость после снятия давления 35 МПа — 45%, после 50 МПа – 40%.
Прокладочные материалы имеют антипригарное графитовое покрытие, что гарантирует отсутствие пригорания в течение 70 часов при температуре 150° С.
На предприятии ООО «ЯЗТО» внедрена система менеджмента качества, которая соответствует требованиям ИСО. Система сертифицирована, сертификат соответствия № РОСС RU.0001.13.ИК71 от 14.01.2011 г.
Прокладочная продукция ООО «ЯЗТО» сертифицирована Испытательным центром тракторов, тракторно-тяговых машин, их составных частей и нефтепродуктов (ИЦ ТМН ФИИЦ СХМ) г. Чехов, Московская область, получен сертификат соответствия № РОСС RU.МС04.Н00036 от 24.01.2008 г., и распространяется на прокладки для ДВС: 236-1003210-В4, 236-1003210-В5, 238-1003210-В6, 238-1003210-В7, 240-1003210-А3, 240-1003210-А3-2, Д65-02-С12, 14Н-06С8, 31.06.с11, 50-1003020-А2, 04-06.С8.
Выпускаемая продукция имеет гигиенический сертификат № 76.01.07.257.П.002055.08.07 от 20.08.2007 г. и является экологически безопасным продуктом.
Кроме того, на нашем предприятии работают высококвалифицированные специалисты по инструментальному производству, способные разработать и изготовить средства технического оснащения любой сложности, с использованием современного высокоточного оборудования.
Современная техническая база и постоянные научные исследования нашего производства, позволяют выпускать лучшие в России прокладки по соотношению качество/цена. Контроль качества продукции, взвешенная ценовая политика, широкий ассортимент, надёжность и финансовая состоятельность – вот показатели, которые мы считаем наиболее важными в свой работе. Поддерживая их на должном уровне, мы добиваемся признания своего труда нашими клиентами и партнерами по бизнесу. Удобное географическое положение, позволяет нам сотрудничать со всеми регионами России и странами СНГ.
Изготовление прокладок в трубозаготовительных цехах и мастерских
Изготовление прокладок в трубозаготовительных цехах и мастерских
Прокладки для фланцевых соединений трубопроводов обычно изготовляют серийно на специализированных заводах. В некоторых случаях прокладки для фланцевых соединений, а также фасонные прокладки для арматуры (при ревизии) изготовляют в трубозаготовительных цехах и мастерских монтажных организаций. Материал для прокладок выбирают в соответствии с указанием проекта. При изготовлении внутренний диаметр прокладки должен быть равен или чуть больше внутреннего диаметра трубы. По наружному диаметру прокладка должна, соприкасаться с болтами.
Материал для прокладок выбирают в соответствии с указанием проекта. При изготовлении внутренний диаметр прокладки должен быть равен или чуть больше внутреннего диаметра трубы. По наружному диаметру прокладка должна, соприкасаться с болтами.
Чтобы механизировать процесс изготовления круглых прокладок из мягкого материала (картона, паронита, резины) применяют различные приспособления. На рис. 75, а показано простое приспособление к сверлильному станку для вырезки прокладок с наружным диаметром до 250 мм. Приспособление имеет конусную оправку 3 с центром 4 и линейку 2 с делениями.
По обе стороны от центра на ползушках 1 закреплены дисковые ножи 5, которые устанавливаются на расстоянии, соответствующем внутреннему и наружному диаметру прокладки. При увеличении длины линейки можно вырезать прокладки большего диаметра.
Рис. 75. Приспособление для вырезки прокладок:
а — диаметром до 250 мм на сверлильном стайке, б — диаметром от 80 до 1200 мм;
1 — ползушка, 2— линейка с делениями, 3 — оправка, 4 — центр, 5 — дисковый нож, 6 — рама,
7 —шпиндель, 8 — рукоятка, 9 — корпус шпинделя, 10 — маховичок, 11 — просечка, 12 — рулетка
На рис. 75, б показано приспособление для вырезки мягких прокладок наружным диаметром 80—1200 мм и толщиной до 3 мм. Приспособление состоит из рамы 6, на которой установлен корпус шпинделя 9, шпиндель 7 с дисковым ножом 5. Прокладочный материал, в котором предварительно с помощью просечки 11 пробивают центральное отверстие, закрепляют на передвижном центре 4 (центр устанавливают на необходимый размер с помощью рулетки 12). Шпиндель вращают вручную маховичком 10. Вертикальную подачу ножа осуществляют, нажимая рукой на рукоятку 8.
75, б показано приспособление для вырезки мягких прокладок наружным диаметром 80—1200 мм и толщиной до 3 мм. Приспособление состоит из рамы 6, на которой установлен корпус шпинделя 9, шпиндель 7 с дисковым ножом 5. Прокладочный материал, в котором предварительно с помощью просечки 11 пробивают центральное отверстие, закрепляют на передвижном центре 4 (центр устанавливают на необходимый размер с помощью рулетки 12). Шпиндель вращают вручную маховичком 10. Вертикальную подачу ножа осуществляют, нажимая рукой на рукоятку 8.
Для вырезки фасонных прокладок из мягкого материала толщиной до 4 мм применяют вибрационные ножницы. Скорость вырезки 5—6 м/мин.
1. Назовите размеры внутреннего и наружного диаметров изготовляемых прокладок.
2. Какие конструкции приспособлений применяют для вырезки прокладок?
Все материалы раздела «Обработка труб» :
● Очистка и правка труб
● Разметка труб
● Резка труб
● Отбортовка концов труб, штуцеров и отверстий
● Нарезание и накатывание резьбы на трубах
● Оребрение труб
● Радиусы изгиба труб
● Гнутье труб в холодном состоянии
● Гнутье труб в горячем состоянии
● Резка и обработка концов труб
● Обработка труб из цветных металлов
● Обработка труб из пластмасс и стекла
● Подготовка и ревизия арматуры
● Испытание арматуры
● Изготовление прокладок в трубозаготовительных цехах и мастерских
● Правила техники безопасности при обработке труб
Технология производства и основные разновидности прокладок из паронита
 org/BreadcrumbList»>
org/BreadcrumbList»>Одним из основных преимуществ, которыми характеризуется паронитовая прокладка для трубопровода, является возможность эксплуатации с самыми разнообразными рабочими средами, в широком диапазоне температур. Материал не разрушается при контакте со многими химически агрессивными жидкостями и газами, допустимый температурный диапазон – от -50 до 450 градусов по Цельсию. Высокое давление и неблагоприятные внешние климатические условия не являются проблемой для эффективной эксплуатации.
Технология производства и основные разновидности прокладок
Если выбирать между металлической или паронитовой прокладкой, второй вариант будет более универсальным. Основные исходные компоненты – латекс, асбест, а также некоторые специальные добавки для повышения эксплуатационных свойств. Согласно ГОСТ, выделяют следующие типы паронитовых прокладочных изделий:
Основные исходные компоненты – латекс, асбест, а также некоторые специальные добавки для повышения эксплуатационных свойств. Согласно ГОСТ, выделяют следующие типы паронитовых прокладочных изделий:
- ПОН А – специализированное решение для паров, жидкостей, аммиачных химсоединений.
- ПОН Б – для жидкого кислорода, некоторых видов спиртов, азотных веществ.
- ПОН В – для нефтепродуктов, тосола и антифриза, отдельных видов топлива.
- ПМБ 1 – для нефтепроводов и других технологических систем с высоким давлением.
Общая технология производства предполагает подбор паронитовых листов по толщине, и последующую высокоточную нарезку изделий нужной формы. Качественно выполненные паронитовые прокладки для фланцевых соединений обеспечивают герметизацию стыков, делают их более прочными, исключают опасность возникновения протечек.
Изготовление прокладок на заказ с доставкой
Изготавливаем прокладки из паронита, резины, фторопласта и войлока.
ООО «КОНТИНЕНТ» — производственное предприятие, которое является изготовителем и поставщиком высококачественной продукции — резинотехнических изделий (РТИ), прокладок крупнейшим предприятиям России и стран ближнего зарубежья. Было основано в 2003 году.
Используем при производстве резинотехнических изделий современное оборудование.
Осуществляется контроль качества на каждом этапе изготовления продукции.
Директор компании — Борис Павлович Скакалин.
Мы оказываем услуги по изготовлению и оптовой реализации уплотнительных прокладок для фланцев, запорной арматуры, сантехники, газовых баллонов, редукторов а также для нужд предприятий всех форм собственности и индивидуальных заказчиков.
Вся продукция сертифицирована и выпускается в строгом соответствии с нормативно-техническими документами.
НАША ПРОДУКЦИЯ:
Уплотнительные прокладки
Миссия нашей компании — бесперебойная работа там, где используются прокладки нашего производства.
Главные принципы нашей компании:
- качество по умолчанию
- Изготавливаемая продукция — производство прокладок соответствуют ГОСТу 15180-86 и иным нормативным документам.
- оперативность
- Наличие складских запасов прокладок постоянно пополняется и позволяет максимально быстро выполнить любую заявку.
- забота о клиентах
- Заказ будет бесплатно доставлен на склад в пределах г. Красноярска или в транспортную компанию для иногородних, на следующий день после заключения сделки.
- гибкий подход к каждому клиенту
- Изготавливаем прокладки по вашим чертежам и образцам. А также, не стандартной толщины — до 6 мм.
- лояльности к клиентам
- Существует система скидок от определённого количества.

- внедрение современных технологий в производстве и бизнесе
- Заключается он в постоянной модернизации оборудования, приобретении новых станков, а также поиска новых форм работы с клиентами.
МЫ ЯВЛЯЕМСЯ ПРОИЗОДИТЕЛЕМ ПРОКЛАДОК, РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ (РТИ)!
НАДЕЕМСЯ НА ВЗАИМОВЫГОДНОЕ СОТРУДНИЧЕСТВО!
Изготовление прокладок осуществляется по заявке с сайта. Свяжитесь с нами удобным способом для сотрудничества.
Осуществляем поставку продукции — прокладок для фланцевых соединений в Красноярске, по Сибири и другие города России: Абакан, Барнаул, Горно-Алтайск, Иркутск, Кемерово, Новосибирск, Кызыл, Омск, Томск, Тюмень, Улан-Удэ, Владивосток, Хабаровск, Челябинск, Чита, Южный Сахалин.
Ознакомьтесь с отзывами по сотрудничеству с компаниями по продаже продукции — уплотнительных прокладок.
Изготовление прокладок | ADM Solutions
Изготовление прокладок – лишь одна из оказываемых компанией «ADM Solutions» услуг, помимо чего мы предлагаем лазерную и гидроабразивную резку, фрезерные и токарные услуги, выполняем сварочные работы, а также заботимся об обширном и многогранном ассортименте товаров для клиентов нашего магазина, тем самым предоставляя возможность приобрести все необходимое для нового проекта в одном месте. Современным людям важно сэкономить потраченное на покупки время, поэтому предприятие «ADM Solutions» заботится, чтобы все Вам необходимое находилось на расстоянии вытянутой руки.
Современным людям важно сэкономить потраченное на покупки время, поэтому предприятие «ADM Solutions» заботится, чтобы все Вам необходимое находилось на расстоянии вытянутой руки.
Если в рамках проекта Вам нужна прокладка определенного размера, то предлагаемая нашим предприятием услуга по изготовлению прокладок будет очень кстати, значительно облегчив Вам рабочий процесс. В процессе изготовления под руководством опытных профессионалов предприятия «ADM Solutions» применяются современные технологии, обеспечивая наших верных клиентов самыми качественными продуктами и услугами в максимально сжатые сроки. Применив накопленные годами знания и новейшие технологические достижения, мы изготовим необходимые Вам прокладки любой степени сложности, предложив широкий выбор материалов, что позволит подобрать прокладку, наиболее подходящую специфическим нуждам Вашего проекта.
Мы изготавливаем прокладки из таких материалов, как резина, силикон, полиуретан, пластмасса, паронит, графит, металл, композитный материал, а также многих других. Свойства и эффективность каждого материала при специфических условиях труда отличаются, поэтому просим перед заказом убедиться, что выбранный Вами материал будет соответствовать потребностям. В случае сомнений или вопросов по данной теме, мы охотно ответим Вам. С нами можно связаться, отправив сообщение на адрес информационной электронной почты «ADM Solutions» — [email protected], а также можно проконсультироваться по телефону, позвонив по номеру +371 23224848 или +371 24969489.
Свойства и эффективность каждого материала при специфических условиях труда отличаются, поэтому просим перед заказом убедиться, что выбранный Вами материал будет соответствовать потребностям. В случае сомнений или вопросов по данной теме, мы охотно ответим Вам. С нами можно связаться, отправив сообщение на адрес информационной электронной почты «ADM Solutions» — [email protected], а также можно проконсультироваться по телефону, позвонив по номеру +371 23224848 или +371 24969489.
Понятно, что отличаться может не только используемый для прокладок материал, но и их размеры, поэтому мы занимаемся изготовлением прокладок разных размеров. Не имеет значения, нужны ли Вам прокладки стандартного размера или особого, – мы обо всем позаботимся! В случае необходимости прокладок специфических размеров, при заказе мы ожидаем от клиента готовый чертеж или же образец, по которому будет изготовлен дубликат.
В нашей команде работают подготовленные и опытные специалисты, что дает возможность изготовить для Вашего проекта различные детали высокой степени сложности, а также подобрать другого рода решения для успешного продвижения работ. Нам важно благополучие клиентов, поэтому все заказы и услуги выполняются в кратчайшие сроки и по привлекательным ценам, поэтому не медлите и оформите заказ уже сейчас!
Нам важно благополучие клиентов, поэтому все заказы и услуги выполняются в кратчайшие сроки и по привлекательным ценам, поэтому не медлите и оформите заказ уже сейчас!
Изготовление прокладок: 5 методов
Прокладка — это деталь, которая помещается между двумя статическими соединительными компонентами для предотвращения утечек, обеспечения стабильности и контроля вибрации. Прокладки могут быть изготовлены из силикона, резины, синтетического каучука, пенопласта, пластика и многих других материалов. Наиболее прочными и универсальными материалами для прокладок являются эластомеры, такие как резина и силикон.
Существует также множество различных методов изготовления прокладок, каждый из которых отвечает различным производственным потребностям.Например, производитель может выбрать литье под давлением вместо ротационной высечки из-за различий в стоимости материала. Производителям важно понимать преимущества каждого отдельного метода. Вот пять наиболее распространенных форм изготовления прокладок.
1. Прокладки для ротационных высечек
Это один из самых быстрых способов изготовления прокладок. Матрица находится на вращающемся цилиндре, через который подается материал. Когда матрица вращается, она соприкасается с материалом и вырезает нужную форму.
Этот метод идеально подходит для изготовления большого количества прокладок за короткий период времени. Вращающаяся головка также занимает минимум места на производственном участке, что идеально подходит для небольших помещений. Производители могут использовать любой материал для ротационных штампованных прокладок.
2. Прессованные прокладки
Для изготовления простых резиновых прокладок производители могут использовать прессование. Этот метод использует нагретую форму для создания формы прокладки. По сути, прокладочный материал помещается в нагретую форму, а затем прессуется.Как только материал затвердеет, форму открывают, чтобы выпустить конечный продукт. Он идеально подходит для небольших объемов производства и менее сложных прокладок.
Это также машина меньшего размера, которая отлично подходит для тех, у кого ограниченное производственное пространство. Изготовление прокладок прессованием лучше всего подходит для гибких материалов, таких как резина.
3. Планшетная / стальная высечка
При высечке планшета/стальной линейки матрица размещается на плоской поверхности, а не на вращающемся цилиндре.Материал помещается под планшет, и прокладки вырубаются.
Этот метод производства лучше всего подходит для толстых материалов, больших прокладок и небольших объемов производства. Планшетная/стальная высечка не так быстра, как другие формы изготовления прокладок, и оборудование может занимать больше места на производственном участке. Этот вариант больше подходит для очень специфических потребностей, но может использоваться практически на любом материале.
4. Литые прокладки
Эта форма изготовления прокладок является одной из самых быстрых и наилучших для крупносерийного производства. Литье под давлением работает, расплавляя материал и помещая его в машину для литья под давлением. Затем материал впрыскивается в открытую форму, которая охлаждается или вулканизируется для отверждения. Когда прокладки выходят из форм, они практически не имеют заусенцев, что сокращает производственное время, которое в противном случае могло бы быть потрачено на обрезку заусенцев прокладки.
Литье под давлением работает, расплавляя материал и помещая его в машину для литья под давлением. Затем материал впрыскивается в открытую форму, которая охлаждается или вулканизируется для отверждения. Когда прокладки выходят из форм, они практически не имеют заусенцев, что сокращает производственное время, которое в противном случае могло бы быть потрачено на обрезку заусенцев прокладки.
Этот метод идеально подходит для особо сложных прокладок или прокладок, требующих высокой точности. Резина и другие эластомеры являются наиболее распространенными материалами, используемыми в литье под давлением.
5. Цифровой нож / прокладки без штампа
Это самый точный метод изготовления прокладок. Цифровой нож/резка без штампа (иногда называемая мгновенной резкой) использует высокоскоростной управляемый компьютером нож для разрезания листа материала. Многие цифровые ножевые станки могут выполнять другие функции резки, такие как гравировка, бритье и многое другое.
Производителям нравится использовать этот метод, чтобы избежать любых искажений, которые могут быть вызваны другими методами. Хотя резка без штампа более точна, многие производители используют ее только для изготовления прототипов или образцов, поскольку она производит небольшие партии деталей или изделий.Этот метод лучше всего подходит для мягких материалов, таких как эластомеры, и толстых материалов.
Хотя резка без штампа более точна, многие производители используют ее только для изготовления прототипов или образцов, поскольку она производит небольшие партии деталей или изделий.Этот метод лучше всего подходит для мягких материалов, таких как эластомеры, и толстых материалов.
Нестандартные детали, такие как прокладки, могут быть изготовлены с использованием многих из вышеперечисленных методов. Например, если клиент ищет нестандартные прокладки для больших объемов производства, производитель, скорее всего, будет использовать литье под давлением. Настройка особенно распространена для деталей, для которых требуются прокладки сложной конструкции. Есть несколько компаний, которые специализируются на изготовлении нестандартных эластомерных прокладок и других деталей.
RPM Industrial Rubber Parts является одним из таких производителей. RPM предлагает широкий выбор стандартных резиновых деталей, а также резиновые детали, изготовленные по индивидуальному заказу. Когда вы заказываете нестандартную деталь с RPM, вот что вы можете ожидать:
Когда вы заказываете нестандартную деталь с RPM, вот что вы можете ожидать:
- Наша команда штатных инженеров создаст технические чертежи необходимой вам прокладки.
- Создавайте и отправляйте прототипы, пока не будете удовлетворены результатом.
- Затем мы изготовим и отправим нужный вам объем.
Клиентам нравится использовать RPM для своих резиновых деталей, потому что они знают, что получают качественный продукт.Если вы ищете стандартную резиновую деталь, RPM также предлагает следующее:
Если вы хотите узнать больше о том, как RPM Industrial Rubber Parts может помочь вам найти или изготовить нужную деталь, свяжитесь с нами через Интернет.
Использование прокладок в обрабатывающей промышленности
Прокладка является ключевым компонентом, используемым в обрабатывающей промышленности. Он используется для создания уплотнения между двумя или более поверхностями, предотвращая утечку воздуха и/или жидкостей. В некоторых производственных процессах две поверхности можно скрепить вместе без прокладки.Однако, если поверхности имеют дефекты или находятся под давлением, прокладка может оказаться бесценной для создания герметичного уплотнения.
В некоторых производственных процессах две поверхности можно скрепить вместе без прокладки.Однако, если поверхности имеют дефекты или находятся под давлением, прокладка может оказаться бесценной для создания герметичного уплотнения.
обычно содержат прокладку между головкой блока цилиндров и блоком цилиндров. Известная как прокладка головки блока цилиндров, она предотвращает утечку продуктов сгорания, масла и охлаждающей жидкости. Если прокладка головки блока цилиндров пробита или повреждена каким-либо иным образом, выхлопные газы, образующиеся в двигателе, могут попасть в систему охлаждения автомобиля, что приведет к его перегреву. Прогоревшая прокладка головки блока цилиндров также может вызвать совместную утечку охлаждающей жидкости и масла.В этом случае ни моторное масло, ни охлаждающая жидкость не будут работать эффективно, что приведет к ухудшению состояния двигателя и его компонентов.
Строительные материалы
Прокладки изготавливаются из различных материалов. В то время как сталь является наиболее распространенным материалом, из которого изготавливаются прокладки головок, другие прокладки изготавливаются из резины, силикона, пробки, войлока, нитрила, стекловолокна и тефлона. Стекловолокно часто предпочитают из-за его способности выдерживать чрезмерное давление. Прокладки из стекловолокна нередко выдерживают давление до 2000 фунтов на квадратный дюйм (PSI).
В то время как сталь является наиболее распространенным материалом, из которого изготавливаются прокладки головок, другие прокладки изготавливаются из резины, силикона, пробки, войлока, нитрила, стекловолокна и тефлона. Стекловолокно часто предпочитают из-за его способности выдерживать чрезмерное давление. Прокладки из стекловолокна нередко выдерживают давление до 2000 фунтов на квадратный дюйм (PSI).
Различные типы прокладок
Существуют десятки различных типов прокладок, каждая из которых имеет определенное назначение. Листовая прокладка, например, представляет собой недорогую прокладку, изготовленную из штампованного металла или композитных материалов. Они часто используются в приложениях, где распространены коррозионные вещества. Прокладка из твердого материала изготовлена из более тяжелых и прочных металлов, которые невозможно пробить. Это делает их более прочными и долговечными, чем их аналоги из листовой прокладки. Существуют также прокладки со спиральной навивкой, которые соответствуют своему названию, поскольку имеют спиралевидную конструкцию из чередующихся металлов и материалов.
Некоторые прокладки предназначены для конкретных применений, например, фланцевые прокладки. Фланцевая прокладка представляет собой небольшой круглый компонент, который устанавливается между двумя частями развальцованной трубы для увеличения площади поверхности.
Важно выбирать высококачественные прокладки для максимальной защиты и долговечности. Когда прокладка выходит из строя, это может вызвать серьезные проблемы с поверхностями, к которым она подключена. В автомобилях неисправная прокладка головки блока цилиндров может привести к повреждению двигателя на тысячи долларов. В других производственных процессах это может привести к тому, что продукты сломаются или перестанут работать должным образом.
Основы проектирования и изготовления эластомерных медицинских прокладок
В медицинской технике и в фармацевтической промышленности эластомерные прокладки часто используются в инъекционных и инфузионных системах для выполнения основного требования обеспечения целостности лекарственного средства в первичной упаковке. В этом информационном документе, представленном Raumedic (Helmbrechts, Германия), поставщиком услуг по экструзии, литью под давлением и сборке OEM-производителям в сфере здравоохранения, обсуждаются вопросы поиска материалов и производства, которые необходимо учитывать в этих критически важных приложениях.
В этом информационном документе, представленном Raumedic (Helmbrechts, Германия), поставщиком услуг по экструзии, литью под давлением и сборке OEM-производителям в сфере здравоохранения, обсуждаются вопросы поиска материалов и производства, которые необходимо учитывать в этих критически важных приложениях.
С точки зрения материалов эластомерные прокладки можно разделить на три категории: фармацевтическая резина, которая является наиболее часто используемым материалом; силикон; и термопластичные эластомеры (TPE). Учитывая обширный и сложный профиль требований к эластомерным прокладкам, используемым в инъекционных и инфузионных системах, все три группы имеют свои сильные и слабые стороны.
Профиль экстрагируемых веществ представляет собой существенную проблему, поскольку прокладка вступает в непосредственный контакт с лекарством. Профиль обеспечивает количественное и качественное раскрытие всех веществ, которые потенциально могут мигрировать из материала прокладки в строгих условиях: например, экстрагирующая среда может быть более растворимой, чем окончательный состав лекарства, и она может подвергаться воздействию повышенных температур.
При использовании различных методов экстракции и экстракционных сред силиконовые составы показывают лучшие результаты, чем фармацевтический каучук и ТПЭ. Небольшие количества некритических веществ имеют тенденцию к миграции. Среди составов силикона существует градация от потенциально безвредных смесей материалов, отвержденных платиной, до смесей материалов, отвержденных перекисью. Это вызвано реакцией сшивания, которая протекает контролируемым образом при добавлении платинового катализатора. Более высокая доля летучих компонентов высвобождается в результате реакции сшивания пероксида, которая протекает менее контролируемым образом.В целом хорошие результаты силикона по сравнению с фармацевтическим каучуком и ТЭП можно объяснить относительно небольшим количеством компонентов в рецептуре, большинство из которых можно классифицировать как некритические, и производственным процессом, который в идеале происходит в условиях чистой комнаты.
В отличие от фармацевтической резины на основе натурального каучука, силикон не вызывает у пациента симптомов аллергии на латекс в случае загрязнения. Приблизительно 2% населения и от 10% до 17% людей, часто контактирующих с латексом, страдают аллергией на латекс.
Приблизительно 2% населения и от 10% до 17% людей, часто контактирующих с латексом, страдают аллергией на латекс.
Исследование вымываемых веществ проводится после исследования экстрагируемых веществ. Он охватывает вещества, выделяемые при исследовании экстрагируемых веществ, которые классифицируются как критические; анализ их потенциального взаимодействия с конечным лекарством обычно проводится фармацевтом. Поскольку он дает хорошие результаты в исследовании экстрагируемых веществ, ожидается, что силикон также преуспеет в исследовании вымываемых веществ.
Эффекты стерилизации
Поскольку эластомерная прокладка системы для инъекций и инфузий вступает в непосредственный контакт с лекарством, незаполненная предварительно собранная система стерилизуется.Гамма-излучение является наиболее распространенным методом, поскольку для стерилизации газом, таким как этиленоксид, требуется система закрытых камер. Стерилизация перегретым паром, как правило, неприемлема, поскольку термопласты склонны к усадке, деформации или даже к термическому разложению с последующей потерей механических свойств при воздействии постоянной температуры 121°C. Силикон обычно совместим со всеми тремя процессами стерилизации.
Силикон обычно совместим со всеми тремя процессами стерилизации.
Также важно, чтобы эластомерная прокладка и вся система производились в микробиологически чистых условиях в соответствии с правилами надлежащей производственной практики.Сопутствующим тестом является так называемый тест на бионагрузку. Бионагрузка означает определение популяции жизнеспособных микроорганизмов на продукте и упаковке. Целью этого теста является выяснить, сколько жизнеспособных микроорганизмов обнаружено на продукте после производства, и определить, необходима ли последующая стерилизация. Чтобы количество микроорганизмов было как можно меньше, производство отдельных компонентов, промежуточная транспортировка и хранение систем для инъекций и инфузий, а также их окончательная сборка в идеале должны происходить в контролируемых чистых условиях в соответствии со стандартом ISO 14644.
Минимизация загрязнения во время производства
В зависимости от материала и производственного процесса чистота эластомерных прокладок может значительно различаться. Фармацевтический каучук получают из натурального каучука или, во многих случаях, изготавливают из синтетического каучука с наполнителями, пластификаторами и различными химическими веществами. Производственный процесс полностью происходит за пределами чистого помещения, начиная со сбора резины и заканчивая процессами формования, штамповки и отпуска.В частности, штамповка плунжеров из литого под давлением полуфабриката влечет за собой риск истирания частиц. Необходимое качество чистого помещения достигается только в процессе мойки.
Фармацевтический каучук получают из натурального каучука или, во многих случаях, изготавливают из синтетического каучука с наполнителями, пластификаторами и различными химическими веществами. Производственный процесс полностью происходит за пределами чистого помещения, начиная со сбора резины и заканчивая процессами формования, штамповки и отпуска.В частности, штамповка плунжеров из литого под давлением полуфабриката влечет за собой риск истирания частиц. Необходимое качество чистого помещения достигается только в процессе мойки.
Силикон и термопласты, напротив, изготавливаются методом литья под давлением в условиях чистой комнаты, начиная с формирования прокладочного элемента. Это значительно снижает риск заражения. Кроме того, эти процессы не требуют последующей штамповки или промывки деталей, поскольку процесс выполняется в чистом помещении.
Механические силы также играют значительную роль в системах впрыска. Во-первых, это сила отрыва прокладки от поршня шприца внутри корпуса шприца. Высокая сила отрыва может затруднить точное дозирование во время инъекции для врачей. Кроме того, врачи предпочитают, чтобы трение скольжения инъекционного поршня по силиконизированному корпусу шприца оставалось постоянным и не проявляло эффекта прерывистого скольжения. Опять же, силиконовые плунжеры показывают наилучшие результаты испытаний по сравнению с плунжерами, изготовленными из фармацевтической резины или TPE.
Высокая сила отрыва может затруднить точное дозирование во время инъекции для врачей. Кроме того, врачи предпочитают, чтобы трение скольжения инъекционного поршня по силиконизированному корпусу шприца оставалось постоянным и не проявляло эффекта прерывистого скольжения. Опять же, силиконовые плунжеры показывают наилучшие результаты испытаний по сравнению с плунжерами, изготовленными из фармацевтической резины или TPE.
Обеспечение герметичности
Настоящей проблемой при герметизации системы впрыска является обеспечение герметичности на протяжении всего жизненного цикла производства в чрезвычайно разнообразных условиях окружающей среды. Это начинается со стерилизации незаполненной инъекционной системы до транспортировки и хранения заполненной системы до ее окончательного использования в хирургических кабинетах и клиниках.
Герметичность уплотнения — это свойство, которое должно быть проверено в соответствии с требованиями конкретного применения в заданных условиях окружающей среды. «Абсолютная герметичность уплотнения» практически недостижима. Таким образом, герметичность уплотнения часто выражается в единицах заданной скорости утечки. Например, водонепроницаемость определяется как скорость утечки 10-2 мбар/с, а защита от бактерий определяется как 10-4 мбар/с.
«Абсолютная герметичность уплотнения» практически недостижима. Таким образом, герметичность уплотнения часто выражается в единицах заданной скорости утечки. Например, водонепроницаемость определяется как скорость утечки 10-2 мбар/с, а защита от бактерий определяется как 10-4 мбар/с.
В дополнение к основному материалу прокладки решающую роль играют твердость, остаточная деформация при сжатии, температура окружающей среды, окружающая среда и конструкция.
Не существует стандартизированной формулы для проектирования и изготовления эластомерных прокладок для использования в инъекционных и инфузионных системах.В каждом случае система уплотнения должна разрабатываться, аттестоваться и валидироваться для конкретного продукта и клиента, поскольку требования разнообразны и сложны. Raumedic поддерживает своих клиентов от первоначальной идеи через разработку продукта и процесса до промышленного внедрения.
Авторами этой статьи являются Маркус Рёсслер, менеджер по продуктам силиконового литья, бизнес-подразделение литья, Pharma Solutions, и Йорг Прешер, руководитель технического центра передового опыта, силиконовое литье в Raumedic.
Затраты на производство резиновых уплотнений и прокладок
Каковы ваши производственные затраты на резиновые уплотнения и прокладки? Покупка резиновых материалов и их собственное производство может показаться экономически выгодным, но уверены ли вы, что действительно экономите деньги? Если уж на то пошло, жертвуете ли вы качеством, постоянством и удовлетворенностью клиентов ради экономии средств, которой может и не быть?
Производители могут узнать свои истинные затраты, проанализировав весь объем своих производственных операций.Необходимо учитывать три основные категории затрат:
- прямые затраты на оплату труда
- прямые материалы
- производственные накладные расходы
. Давайте подробнее рассмотрим, что вам нужно учитывать, и сравним то, что вы можете делать сейчас, с тем, что вы можете получить от Elasto Proxy.
Прямой труд Прямой труд – это стоимость заработной платы рабочих, которые физически участвуют в переработке резиновых материалов в готовые детали. Эта категория затрат включает не только время, затрачиваемое на такие действия, как нарезка резины на куски и приклеивание готовых прокладок. Прямые трудозатраты также включают в себя затраты на получение резиновых материалов со склада, перемещение их на производственную площадку, настройку и очистку.
Эта категория затрат включает не только время, затрачиваемое на такие действия, как нарезка резины на куски и приклеивание готовых прокладок. Прямые трудозатраты также включают в себя затраты на получение резиновых материалов со склада, перемещение их на производственную площадку, настройку и очистку.
Прямая оплата труда также включает стоимость доработки. Резиновые уплотнения и прокладки, которые трудно разрезать, увеличивают вероятность человеческой ошибки. Рабочим может быть сложно вырезать ровные круги, прямые кромки, небольшие сквозные отверстия для крепежа, глухие отверстия для приподнятых головок крепежа или фаски с углами 30° или 45°.Напротив, гидроабразивная резка резины автоматизирована и может легко создавать эти и другие элементы.
Прямые материалы Прямые материалы — это стоимость материалов, которые становятся частью готовой продукции. Например, в дверных уплотнителях непосредственными материалами являются отрезки резины, которые рабочие разрезают, и используемый связующий материал (например, клей). Однако, вероятно, отходов больше, чем вы думаете. Во многих работах неправильно обрезанные отрезки, которые попадают в мусор, могут привести к значительным перерасходам.
Однако, вероятно, отходов больше, чем вы думаете. Во многих работах неправильно обрезанные отрезки, которые попадают в мусор, могут привести к значительным перерасходам.
То, как рабочие разрезают листовые материалы, также может способствовать образованию отходов. Отслеживание закономерности может показаться простым, но результаты будут неточными. Кроме того, ручная резка не поддерживает вложение деталей. Напротив, водоструйное оборудование поддерживает вложение деталей для максимального выхода материала. У вашей компании может не быть этого оборудования, но Elasto Proxy предоставляет услуги гидроабразивной резки.
Производственные накладные расходы Последняя категория затрат, производственные накладные расходы (MOH), также является частью вашей полной финансовой картины.Это производственные затраты, которые нельзя напрямую отнести к резиновым уплотнениям и прокладкам, но которые влияют на общую стоимость производства. Примеры включают заработную плату, выплачиваемую обслуживающему персоналу, руководителям производства, персоналу по управлению материалами и персоналу по контролю качества.
Наконец, вам необходимо рассмотреть взаимосвязь между прямым трудом, прямыми материалами и Минздравом. Если вы режете уплотнения и прокладки на месте, ваши ставки оплаты труда должны учитывать заработную плату персонала по контролю качества, который проверяет готовые прокладки.Если вы заказываете дополнительные материалы, ваши затраты на покупку, получение и складирование также выше.
Знайте свои истинные производственные затратыЧтобы узнать истинные производственные затраты, требуются время и усилия, но Elasto Proxy может помочь вам в этом процессе. Наши поставщики решений также могут поделиться реальными примерами того, как такие компании, как ваша, экономят время и деньги благодаря нашему сочетанию индивидуального изготовления и дополнительных производственных услуг, таких как помощь в проектировании, выбор материалов, комплектация, индивидуальная упаковка и складирование.
Свяжитесь с нами, чтобы начать.
Что такое прокладка? Взгляд на типы прокладок и материал прокладок
Большинство крупных производственных секторов, включая автомобильную, аэрокосмическую, электронную, бытовую и военную промышленность, используют прокладки в своих производственных методах, но что такое прокладка? Прокладка представляет собой уплотнительное устройство из деформируемого материала, обычно выполненное в виде кольца или листа. Прокладки создают герметичный шов между несколькими стационарными компонентами, опираясь на компрессионное уплотнение для предотвращения нежелательных выбросов газа или жидкости.Эти уплотнения часто предназначены для обеспечения устойчивости к давлению, колебаниям температуры и, в некоторых случаях, к электрическим или электромагнитным силам. Поскольку в нем используется сжатие, прокладка обычно более податлива, чем компоненты, которые она соединяет, и способна соответствовать форме более твердых поверхностей, между которыми она помещена.
Прокладки создают герметичный шов между несколькими стационарными компонентами, опираясь на компрессионное уплотнение для предотвращения нежелательных выбросов газа или жидкости.Эти уплотнения часто предназначены для обеспечения устойчивости к давлению, колебаниям температуры и, в некоторых случаях, к электрическим или электромагнитным силам. Поскольку в нем используется сжатие, прокладка обычно более податлива, чем компоненты, которые она соединяет, и способна соответствовать форме более твердых поверхностей, между которыми она помещена.
доступны в большом количестве спецификаций, что делает правильный выбор прокладок важным шагом во многих производственных процессах. Они могут быть изготовлены из широкого спектра материалов, таких как металлы, резина, пластик, пробка, пена и композитные материалы.Они также бывают различных конструкций, в том числе с рубашкой, с двойной рубашкой, со спиральной намоткой и с профилем Kammprofile. Поиск правильного сочетания материала прокладки и конструкции зависит от конкретного использования прокладки и стоимостных параметров проекта.
Нужна ли прокладка?
Хотя прокладки выполняют важную функцию герметизации соединений, существует несколько подобных устройств, которые могут лучше подходить для определенных задач. В тех случаях, когда требуется уплотнение, образующее барьер между внешними и внутренними элементами, например блок для предотвращения утечки воды, обычно требуется прокладка.Однако для заполнения небольших монтажных зазоров между компонентами производителям лучше использовать прокладку или «прокладку», которая представляет собой узкий клин, используемый для уплотнения или выравнивания.
Аналогичным образом, уплотнительные кольца , хотя и похожи на прокладки, имеют немного другое обозначение. В отличие от прокладок, уплотнительные кольца изготавливаются почти исключительно из синтетического каучука или пластиковых полимеров с эластомерными свойствами и производятся исключительно в форме кольца. Они долговечны и надежны в герметизации согласованных компонентов, создавая барьер вокруг области с потенциальной утечкой. Кроме того, уплотнительные кольца отличаются своей круглой или квадратной конфигурацией поперечного сечения, а также устойчивостью к высокому давлению, что делает их полезными в некоторых случаях, когда сопротивления стандартной прокладки недостаточно.
Кроме того, уплотнительные кольца отличаются своей круглой или квадратной конфигурацией поперечного сечения, а также устойчивостью к высокому давлению, что делает их полезными в некоторых случаях, когда сопротивления стандартной прокладки недостаточно.
Типы прокладок и материал прокладок
После определения того, что прокладка — в отличие от прокладки или уплотнительного кольца — является подходящим устройством для данного применения, необходимо принять во внимание несколько других факторов, чтобы выбрать подходящую конструкцию прокладки. Существует множество типов прокладок, хотя многие из них имеют схожие характеристики и могут выполнять схожие задачи.Некоторые из наиболее распространенных разновидностей прокладок включают:
- Прокладки с рубашкой : Эта форма сочетает в себе эффективность и гибкость мягких прокладок (из резины или пластика) с прочностью и долговечностью внешнего металлического покрытия. Одинарная оболочка имеет мягкий наполнитель с металлическим покрытием вдоль одной стороны прокладки, а версия с двойной оболочкой имеет полностью покрытую металлическую поверхность, обеспечивающую повышенную устойчивость к температуре, давлению и коррозии. Другие варианты включают гофрированные прокладки с рубашкой и рубашки французского стиля, которые обеспечивают покрытие либо внутри, либо снаружи прокладки.
- Твердые прокладки : Твердые прокладки обычно изготавливаются из металла и являются относительно недорогой альтернативой прокладкам с рубашкой. Они обладают высокой термостойкостью и устойчивостью к давлению, хотя требуют большей силы сжатия для образования уплотнения и обычно эффективны только для поверхностей, которые тверже самого металла.
- Спиральные прокладки : этот тип прокладок формируется путем соединения металла с более мягкими пластиками или синтетическим каучуком в спиральной форме, часто армированной дополнительными слоями металла без наполнителя.Его уникальная конструкция обеспечивает высокую устойчивость к тепловым и физическим нагрузкам в сочетании с гибкостью и эластичным уплотнением. Спирально-навитые прокладки часто используются в трубопроводных, насосных и теплообменных системах.
- Прокладки Kammprofile : Конструкция Kammprofile содержит гофрированный металлический сердечник, покрытый эластичным уплотняющим материалом, прикрепленным к обеим его сторонам. Эта структура концентрирует физическую нагрузку на поверхностном герметике, создавая плотные уплотнения по краям прокладки, сохраняя при этом гибкость устройства и сильное растяжение.Прокладки Kammprofile обеспечивают надежную опору в системах теплообмена и обладают улучшенной экономической эффективностью благодаря своей ремонтопригодности.
 Другие варианты включают гофрированные прокладки с рубашкой и рубашки французского стиля, которые обеспечивают покрытие либо внутри, либо снаружи прокладки.
Другие варианты включают гофрированные прокладки с рубашкой и рубашки французского стиля, которые обеспечивают покрытие либо внутри, либо снаружи прокладки.
Металлические прокладки
Многие типы прокладок изготовлены из металла или смеси металлических и неметаллических материалов. Эти прокладки обычно изготавливаются из алюминия, меди, никеля, стали, нержавеющей стали или латуни. Эти материалы обеспечивают высокий уровень термостойкости, коррозионной стойкости и сопротивления давлению, а также превосходную долговечность и прочность на растяжение.С другой стороны, металлы требуют повышенного усилия сжатия для образования уплотнения и имеют ограниченную гибкость для различных применений. По этим причинам металлы часто используются в сочетании с резиновыми или пластиковыми компаундами, также известными как «мягкие наполнители».
По этим причинам металлы часто используются в сочетании с резиновыми или пластиковыми компаундами, также известными как «мягкие наполнители».
Резиновые и пластиковые прокладки
Благодаря своим эластомерным свойствам резина является популярным материалом для изготовления прокладок. Поскольку они могут подвергаться высокой степени деформации без необратимого повреждения или потери свойств, резиновые прокладки могут образовывать очень герметичные уплотнения в широком диапазоне применений.Некоторые типы каучука, часто используемые в производстве прокладок, включают нитрил, витон и неопрен. Некоторые полимеры, такие как термопластичный эластомер, термопластичный каучук и поливинилхлорид, обладают свойствами, аналогичными свойствам каучука, и также широко используются в производстве прокладок.
Силиконовые прокладки
Силикон является ценным прокладочным материалом, поскольку он обладает высокой устойчивостью к экстремальным температурам. Прокладки на основе силикона могут иметь рабочие температуры в диапазоне примерно от -140 до 480 градусов по Фаренгейту. Кроме того, их устойчивость к ультрафиолетовому излучению делает их пригодными для использования вне помещений, а их огнестойкость в пределах определенного диапазона толщины находит применение в электронной и транспортной промышленности. Силиконовые прокладки бывают пенопластовыми и губчатыми и могут быть усилены другими материалами для повышения прочности на растяжение или регулирования тепло- и электропроводности.
Кроме того, их устойчивость к ультрафиолетовому излучению делает их пригодными для использования вне помещений, а их огнестойкость в пределах определенного диапазона толщины находит применение в электронной и транспортной промышленности. Силиконовые прокладки бывают пенопластовыми и губчатыми и могут быть усилены другими материалами для повышения прочности на растяжение или регулирования тепло- и электропроводности.
Испытание на сжатие
Важной характеристикой промышленных прокладок является их способность выдерживать сжимающие нагрузки.Оценки, такие как испытание на сжатие в горячем состоянии, можно использовать для оценки способности конкретной прокладки выдерживать различные веса и температуры. Обычно прокладка помещается между натяжными болтами гидравлического пресса. Температура повышается, часто почти до 600 градусов по Фаренгейту, с возрастающей скоростью в течение заданного периода времени, в то время как пресс оказывает постоянное давление нагрузки на прокладку. Любое уменьшение толщины материала измеряется и используется для оценки эффективности прокладки. Подобные тесты могут быть полезны при выборе прокладки или принятии решения о заданном материале или конфигурации конструкции.
Любое уменьшение толщины материала измеряется и используется для оценки эффективности прокладки. Подобные тесты могут быть полезны при выборе прокладки или принятии решения о заданном материале или конфигурации конструкции.
Источники
Прочие прокладки Артикул
Прочие «Типы» изделий
Больше из оборудования
Производство прокладок на заказ | Изготовленные на заказ прокладки и прокладочные материалы
Специализированные прокладки
специально разработаны из различных прокладочных материалов для удовлетворения потребностей вашего применения. Они обычно используются для уплотнения между двумя поверхностями для предотвращения утечек жидкости или воздуха, загрязнений и вибраций.Если вам нужны прокладки из войлока, губки, резины, ламинированные клеем, изготовление прокладок на заказ обеспечивает детали со свойствами, требуемыми для вашего применения и отрасли.
Accurate Felt & Gasket (AFG) уже более 70 лет производит индивидуальные прокладки всех форм, размеров и материалов. Нужны ли вам обычные прокладки традиционной формы или более сложные замысловатые конструкции, мы можем предоставить прокладки, изготовленные по индивидуальному заказу, которые соответствуют вашим уникальным спецификациям. Ознакомьтесь с нашими прокладками для насосов, обратных клапанов и теплообменников, чтобы узнать больше.
Возможности производства прокладок от Accurate Felt & Gasket
В AFG мы подходим к изготовлению прокладок по индивидуальному заказу как к мастерской — каждый заказ — это индивидуальная работа, и все, что требуется для проекта, мы можем предоставить. У нас есть ряд собственных производственных мощностей, которые позволяют нам производить прокладки, которые идеально соответствуют проектам наших клиентов. Эти возможности включают в себя:
По сути, нет никаких ограничений на изготовление нестандартных прокладок. Любой размер, который вам нужен, любой материал, любое количество — AFG может поставить. Ни одна конструкция прокладки не может быть слишком простой или слишком сложной, а работа не может быть слишком большой или слишком маленькой.
Ни одна конструкция прокладки не может быть слишком простой или слишком сложной, а работа не может быть слишком большой или слишком маленькой.
Здесь, в AFG, мы также предлагаем терморегулирование аккумуляторов для прокладочных материалов. Кликните сюда, чтобы узнать больше.
Специальные прокладочные материалы
Мы можем работать с вашими конструкциями или реконструировать существующие прокладки для замены или ремонта оборудования. Оборудование с ЧПУ и современное программное обеспечение доступны по мере необходимости для обеспечения высочайшей точности и сокращения затрат и времени при раскрое деталей.
Мы можем производить прокладки из любого из наших стандартных прокладочных материалов или комбинировать слои из нескольких материалов, чтобы создать прокладку, обладающую характеристиками и преимуществами каждого из них.
Мы предлагаем большой выбор материалов и комбинаций материалов, включая:
Свяжитесь с нами сегодня для производства прокладок на заказ
Неважно, какие требования предъявляются к вашим проектам, наши прокладки, изготовленные по индивидуальному заказу, оправдают ожидания или даже превзойдут их. Компания Accurate Felt & Gasket является специалистом по прокладкам на заказ — никто не делает это лучше! Современное оборудование и опытный высококвалифицированный персонал позволяют нам поставлять прокладки на заказ для любой отрасли или области применения. В зависимости от формы, размеров и требуемого материала (материалов) прокладок мы определим наилучшие методы производства ваших прокладок и доставим готовую продукцию в кратчайшие сроки и по конкурентоспособным ценам.
Компания Accurate Felt & Gasket является специалистом по прокладкам на заказ — никто не делает это лучше! Современное оборудование и опытный высококвалифицированный персонал позволяют нам поставлять прокладки на заказ для любой отрасли или области применения. В зависимости от формы, размеров и требуемого материала (материалов) прокладок мы определим наилучшие методы производства ваших прокладок и доставим готовую продукцию в кратчайшие сроки и по конкурентоспособным ценам.
Запросите расценки на нестандартные прокладки для вашего применения или свяжитесь с нами, чтобы узнать больше.
Изготовление прокладок на заказ — Изготовление и расходные материалы на заказ
CFS производит прокладки, уплотнения, уплотнительные кольца и прокладки на заказ для OEM-производителей и их поставщиков. Популярные материалы включают силикон, Viton, Poron, EPDM и многие пены с открытыми и закрытыми порами. Методы производства включают ротационную высечку, резку ножом без штампа, высечку стальной линейки, литье под давлением и прессование. Кроме того, CFS предлагает услуги по ламинированию клеем для большинства материалов прокладок. Мы можем легко предоставить разрезные или раздельные вкладыши для ваших неметаллических прокладок, требующих клейкой основы.
Кроме того, CFS предлагает услуги по ламинированию клеем для большинства материалов прокладок. Мы можем легко предоставить разрезные или раздельные вкладыши для ваших неметаллических прокладок, требующих клейкой основы.
Custom Fabricating & Supplies производит индивидуальные прокладки из таких материалов, как силиконовый каучук, неопрен, нитрил, EPDM, порон ® , сантопрен ® , RN-8011, витон ® , тефлон/ПТФЭ, пробка, рыбная бумага и многое другое. . Мы можем предоставить материал прокладки или использовать материалы, предоставленные вашим заказчиком.Наша собственная команда инженеров будет работать с вами, чтобы обеспечить идеальное соответствие вашим индивидуальным потребностям в прокладке. Помимо возможности изготовления прокладок на заказ, CFS предлагает услуги широкоформатной резки и клеевого ламинирования. Мы можем легко предоставить разрезные или раздельные вкладыши для ваших прокладок, требующих клейкой основы. Узнайте больше о материалах прокладок ЗДЕСЬ.
Прокладки для ротационных штампов
CFS имеет множество высокоскоростных ротационных высекальных машин, которые доступны для изготовления нестандартных прокладок.Этот метод идеально подходит для больших объемов работ или повторных заказов. Первоначальные затраты на настройку обычно выше из-за необходимости покупки ротационной матрицы, но затраты быстро окупаются, когда требуются большие количества.
Прокладки без штампа/цифровой ножевой резки
Наши машины Atom Flash производят детали из обычного CAD-файла .dxf. Вы можете предоставить свой файл .dxf, или мы можем создать его для вас. Изменение размеров детали можно просто внести, отредактировав файл или создав новый.Инструмент не требуется.
Система ножей без штампа будет изготавливать детали без искажения сторон в виде «песочных часов», которое может быть обнаружено в некоторых штампованных деталях. Это преимущество наиболее заметно на более толстых и очень мягких материалах. Он также может производить детали с более жесткими допусками, чем при использовании стандартных методов высечки. Допуски RMA класса 1 или более жесткие возможны для губки и других мягких материалов, где требуется такая точность. Идеально подходит для силиконовых прокладок, неопреновых прокладок, прокладок EPDm и всех других неметаллических материалов.
Допуски RMA класса 1 или более жесткие возможны для губки и других мягких материалов, где требуется такая точность. Идеально подходит для силиконовых прокладок, неопреновых прокладок, прокладок EPDm и всех других неметаллических материалов.
Планшет для высечки стальной линейки
МатрицыSteel Rule намного дешевле, чем вращающиеся штампы. Это делает короткие производственные циклы, особенно со сложной геометрией, гораздо менее затратными при использовании штампа со стальной линейкой, чем другие методы. Это также очень хороший вариант, когда требуются прокладки больших размеров.
Литые прокладки и уплотнения
Литье под давлением является лучшим выбором для сложных крупносерийных производственных циклов резиновых уплотнений и прокладок, требующих жестких допусков.Литье резины под давлением включает подачу материала в пресс, который затем нагревается и впрыскивается в форму. Этот процесс формования является наиболее точным, поскольку процесс впрыска контролирует давление, температуру и скорость, с которой материал поступает в форму.
Прессованные прокладки
Компрессионное формование — проверенный метод изготовления простых резиновых деталей. Процесс похож на приготовление вафель — заданное количество невулканизированной резины помещается в полость формы, которая затем закрывается и нагревается.Когда детали затвердеют, их извлекают из формы. Компрессионное формование позволяет производить детали с низкой стоимостью оснастки и временем выполнения заказа. Жестких допусков трудно достичь при компрессионном формовании, и это может быть не лучшим выбором для изделий со сложной геометрией.
Чтобы получить дополнительную информацию о наших услугах по формованию резины на заказ или поговорить с одним из наших знающих специалистов, пожалуйста, свяжитесь с нами или заполните нашу онлайн-форму запроса предложения.
.